
Abstract
Percentage reflectance of plain, twill, and sateen fabrics woven from cotton yarns having various yarn counts and twist levels were presented. Yarn hairiness, fabric thickness, and fabric bulk density that changed with different twist levels were assessed with fabric percentage reflectance. All measured values changed between samples according to yarn twist levels in different ways. Percentage reflectance of fabric samples increased until yarns reached a certain twist level, then decreased with further yarn twist increases. This relationship between fabric percentage reflectance and yarn twist levels was more readily observed in less compact fabrics (fabrics having a low fabric cover factor, low fabric bulk density, and low yarn intersection numbers). Fabric bulk densities and fabric thickness values changed in accordance with yarn twist levels and fabric percentage reflectance.
Introduction
Yarn can be defined as a fiber and/or filament product of substantial length and relatively small cross section, with or without twist. 1 Yarn type is defined by the type of constituent fibers, their arrangement, and orientation. Due to the different shapes and relief of yarn groups, incident light reflection from yarns is different. Filament yarn consists of one or more filaments of infinite length. Since fibers are oriented lengthwise along the yarn axis, direction of light reflection and intensity of light scattering mostly depend on the shape and type of fibers. Yarns that are spun from staple fibers are partially oriented lengthwise along the yarn axis during spinning and twisting. Orientation depends on the type and sequence of spinning phases, and on the intensity of twists or torques. As an example, consider two cotton yarns produced on ring and rotor spinning machines. Ring-spun yarn has a higher number of twists and its appearance is therefore glossier with higher luster. Rotor-spun yarn has more random fiber positions and directions of fibers by length, which results in more unequal light reflection. 2
Twisting is the primary binding mechanism of spun yarns. In general, twist is defined as a measure of spiral turns given to a yarn to hold the constituent fibers together. In practice, yarn twist is described using the main parameters of a) twist direction, b) twist level (turns/unit length), and c) twist factor. 3
Different spinning techniques produce different degrees of fiber packing density in the yarn cross section as a result of the different patterns of fiber compactness imposed by yarn twisting and spinning tension. For instance, a ring-spun yarn will typically exhibit a greater degree of compactness than a comparable rotor-spun yarn due to the true twist and the high tension used in ring spinning. For a given yarn count, and a given twist level, fine and long fibers will normally result in higher fiber packing in yarn cross section density than coarse and short fibers. 3
Light reflection from yarn surfaces is associated with yarn twist. The direction of twists/torques determines the orientation of yarn fibers and, consequently, the direction of incident light reflection. For yarns with shorter fibers (staple yarn), luster increases with the increase of the number of twists (up to a certain twist level) as a result of the orientation of fibers in the direction of the yarn longitudinal axis. 2 Continuing increases in twist levels increases the twist angle and makes fibers more perpendicular to the yarn axis, resulting in decreased luster.
Luster is defined as a function of the ratio between specular reflection and diffuse reflection.4–7 Buck and McCord provided some of the earliest quantitative measurements of luster of textiles.4,6 They found that fabrics made of filament fibers showed the greatest luster, yarn twists above a certain limit tended to reduce luster, and knitted fabrics exhibited less luster than woven fabrics.
Woven cloth is constructed by interlacing two sets of parallel yarns, known as warp and weft, at right angles to each other. 8 Weaving creates a complex, regular geometry that can be considered, for purposes of appearance, to consist of a repeating pattern of visible yarn segments. Inter-yarn forces make segments bend into curved shapes, convex toward the visible side. The degree of curvature is important to the appearance, and depends on yarn stiffness, segment length, and the tension in the yarn and in the other yarns with which it interacts. For instance, satin and twill weaves include long warp segments that will tend to lie fat and exhibit lower curvature than the shorter weft segments. A plain weave fabric may have similar yarn properties and tension in warp and weft, leading to warp and weft segments with similar shape or it may be made with dissimilar yarns and/or tension, causing dissimilar segment shapes. 4
The amount of twist placed in a staple spun yarn is important from a technical viewpoint because of its effect on physical properties and performance, and on finished product appearance. Twist also impacts fabric appearance, fullness, hand, weight, and strength. 9
Color represents an important element in the visual aspect of a fabric. However, during the different stages of fabric production (e.g., spinning, weaving, and knitting), color evolves due to different surface textures. Certain characteristics of the material and/or the spinning process influence color change, notably the degree of parallelization of the fibers, fiber fineness, yarn count, and yarn twist. When degree of fiber parallelization is taken into account, each space between the fibers is a light trap that casts a shadow on its environment and so darkens the color. 10
Some properties of different fabric structures woven from different fiber materials related to percentage reflectance and surface characteristics were previously published and their effects on the light reflecting and scattering of surfaces were considered.11–17
In this research, percentage reflectance of different patterned cotton fabrics woven from yarns having different twist levels were assessed according to yarn and fabric constructional properties.
Experimental
Materials
Cotton fabrics woven in three different patterns—plain, 1/3 twill, and 1/7 sateen—from the same warp yarns and from different weft yarns, were used in these experiments. Fabrics were produced on a Somet Alpha 190 weaving machine. Constructional properties of fabric samples are presented in Table I.
Constructional Parameters of the Test Fabrics
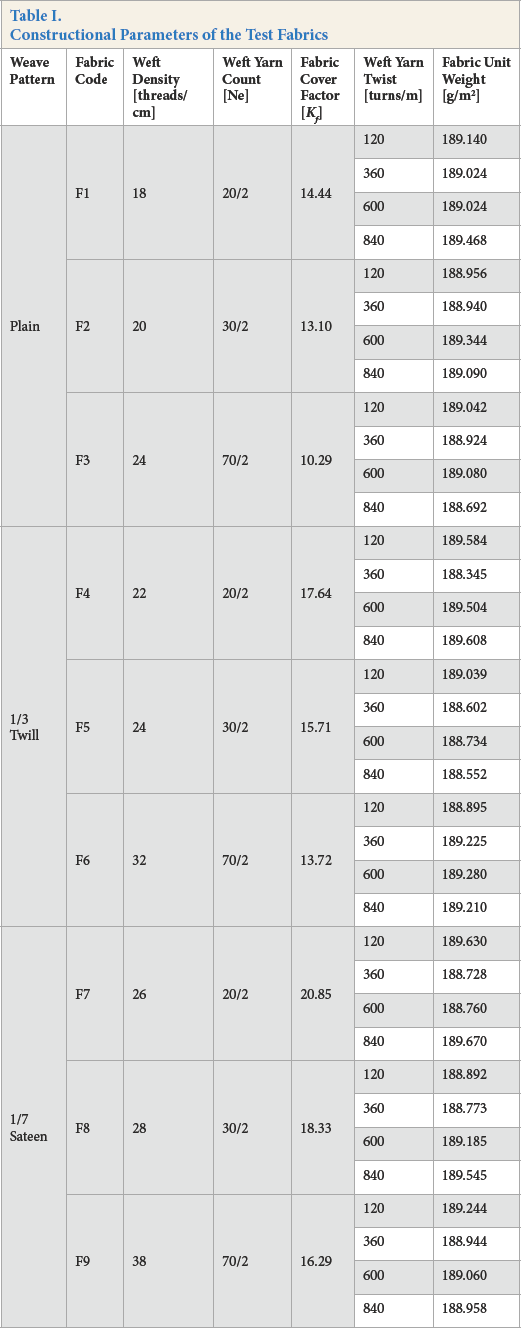
Warp and weft yarns were ring spun from the same fiber batch in a spinning mill. Warp yarns having the same properties (Ne 50/1; 40 threads/cm; 150 turns/m) were used in the production of fabrics (with a warp yarn density of 40 threads/cm), while weft yarns differed from each other in their counts and twist levels. Two-ply weft yarns were produced at different yarn counts (Ne 20/2, Ne 30/2, and Ne 70/2) and at different twist levels (120, 360, 600, and 840 turns/m) in a spinning mill and then used in fabric production.
After weaving, the fabrics were post-treated in a finishing mill. Fabrics were first enzyme (Gensize LT Konz, Genkim) desized and later subjected to a mild scouring in a pretreatment bath (using 5 mL/L hydrogen peroxide (H2O2, 30%, HP AS), 4 mL/L organic stabilizer (Genstab P 300 M, Gen-kim), 3 mL/L anionic washing agent (Genkimol WA2NC, Genkim), 4 g/L sodium carbonate (Na2CO3, Eti Soda), and 2 mL/L sodium hydroxide (NaOH, 38°Bé, AS Kimya) at 85 °C for 60 min) to remove fiber impurities and to obtain better hydrophilic properties. All chemicals used were of commercial purity. After a full cycle of rinsing, fabrics were dried through a stenter at 100 °C for 60 s. After pretreatment, fabric samples were prepared for reflectance measurements and kept under standard atmospheric conditions of 20 ± 2 °C and 65 ± 2% relative humidity (RH) for 24 h.
Methods
Percentage Reflectance Measurement
Percentage reflectance of samples was measured at 20 nm intervals (for a total of 16 wavelengths) on a Macbeth reflectance spectrophotometer (MS2020+) between 400 to 700 nm under D65/10° illuminant/observer including specular component (SCI) and UV component in large area view (LAV, 1 in. 2 ) port size. Percentage reflectance values (between 400-700 nm in the visible spectrum) were recorded according to AATCC Evaluation Procedure 6. 18 Four replica samples were prepared for reflectance measurements and four reflectance measurements were made on each replica using a sample rotation of 90°. The samples were folded two times to obtain four fabric layers. Percentage reflectance of each sample was calculated from a total of 16 measurements.
Fabric Cover Factor Calculation
For any fabric there are two cover factors: warp cover factor (
Calculation of fabric cover factor (

Fabric cover factor enables researchers to distinguish between technological properties of fabrics that have similar or non-similar constructional properties. Fabric cover factor depends on yarn density and yarn count properties of fabrics, but it does not consider other effects such as fiber properties, yarn twist, and yarn hairiness on fabric properties. Two fabrics having the same cover factor may have very different technological properties depending on the types of yarns that constitute them.
Yarn Hairiness Measurement
Hairiness values of ply yarns were measured using an Uster 4 SX tester. Ten single measurements were performed for each yarn type at a 400 m/min test speed for 1 min and the hairiness value was recorded. Yarn hairiness values (
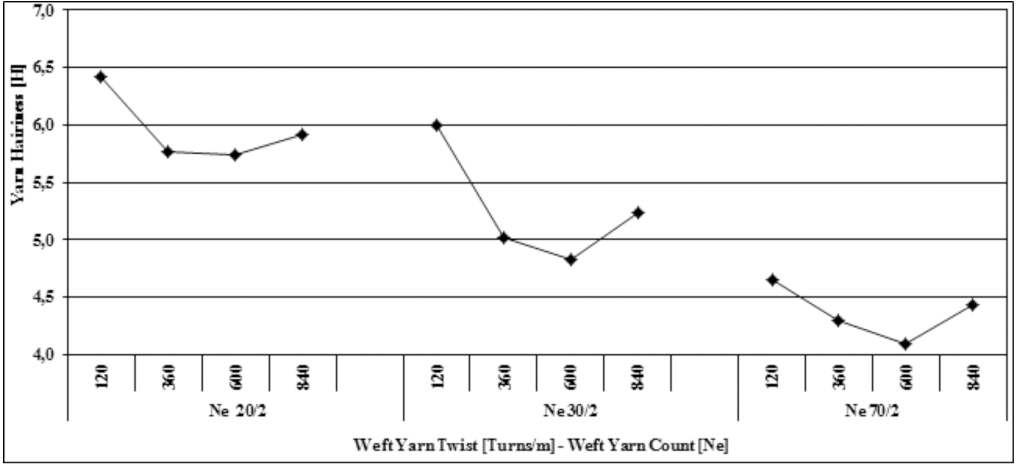
Hairiness of weft yarns according to twist levels.
Fabric Thickness Measurement
Woven fabric thickness is an important parameter that affects most of the fabric's physical properties. There-fore, fabric thickness values were measured according to ASTM D1777-9623 to observe the effect of different constructional parameters 21
Fabric Bulk Density Calculation
Fabric bulk density (

Statistical Evaluation
The variables of percentage reflectance, fabric bulk density, and fabric thickness were tested according to factor analysis of variance (ANOVA) and the means were compared with each other according to Student-Newman-Keuls (SNK) Test at a 0.05 significance level by using a statistical package program. Statistical results (ANOVA and SNK) of the measurements for different factor numbers were presented in Table II.
ANOVA Results According to Fabric Constructional Parameters
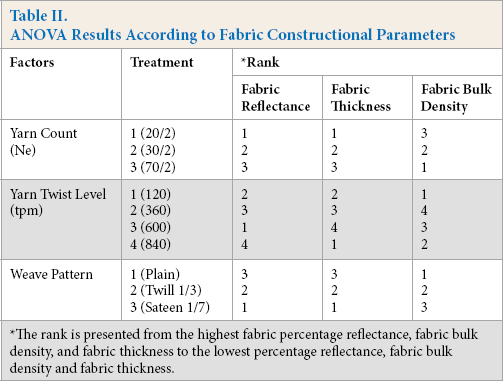
The rank is presented from the highest fabric percentage reflectance, fabric bulk density, and fabric thickness to the lowest percentage reflectance, fabric bulk density and fabric thickness.
Results and Discussion
Percentage Reflectance
The effects of different twist levels of weft cotton yarns on percentage reflectance properties of woven fabrics having different fabric constructional properties, i.e. weft yarn count, weft yarn density and weave patterns are discussed.
Percentage reflectance of fabric samples (F1-F9) according to weft yarn twist levels are given in Figs. 2–4 for plain, 1/3 twill, and 1/7 sateen samples, respectively. The percentage reflectance increased in fabrics that had weft yarns of 120 and 360 turns/m twist levels, and decreased slightly in fabrics that had weft yarns of 600 and 840 turns/m twist levels.
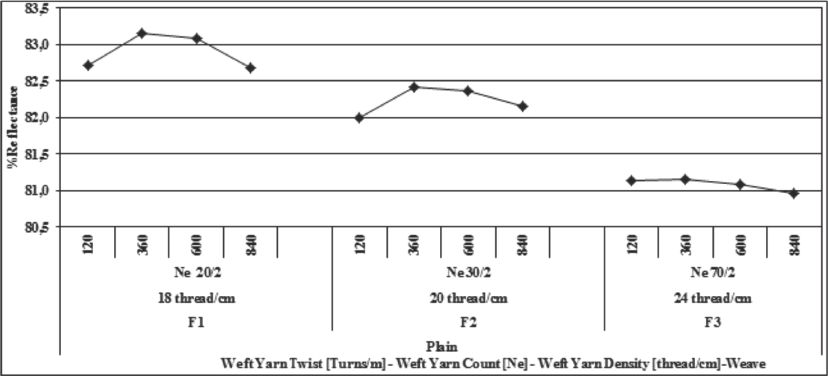
Percentage reflectance of the plain fabrics according to weft yarn twists levels.
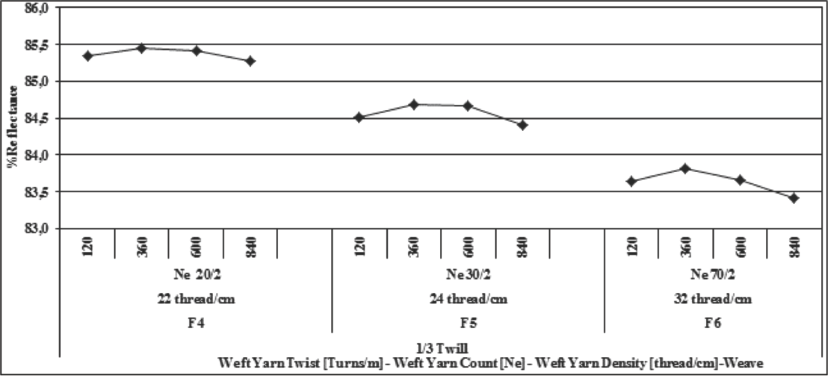
Percentage reflectance of the 1/3 twill fabrics according to weft yarn twist levels.
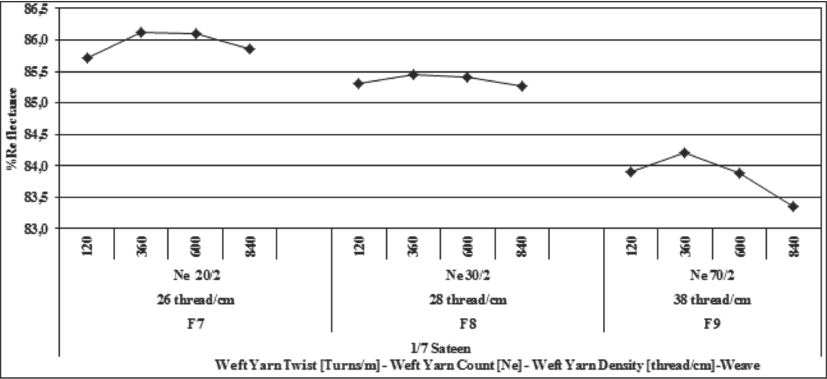
Percentage reflectance of the 1/7 sateen fabrics according to weft yarn twist levels.
Percentage reflectance values of plain cotton fabrics woven from three different weft yarns (Ne 20/2, Ne 30/2, and Ne 70/2) at three different weft yarn densities (18, 20, and 24 threads/cm) were presented in accordance with four twist levels (120, 360, 600, and 840 turns/m) in Fig. 2.
The highest percentage reflectance was obtained in F1 samples woven with the coarsest weft yarn (Ne 20/2) at the lowest weft yarn density (18 threads/cm), and the lowest percentage reflectance was obtained in F3 samples woven with the finest weft yarn (Ne 70/2) at the highest weft yarn density (24 threads/cm). Tese results can be explained by the cover factors given in Table I. Fabric cover factor represents the area that a fabric covers, not allowing light transmission through the fabric. A higher cover factor means that less light could pass through the fabric to the opposite side. F1 had the highest fabric cover factor while F3 had the lowest one (Table I). F3 samples gave a smaller percentage reflectance than F1 samples, although F3 samples had the finest yarns and the highest weft yarn densities (Fig. 2). F3 samples had the lowest cover factors when compared to F1 and F2 samples. F1 samples with the highest cover factors reflected more light from their surfaces because they did not allow the light rays to pass through as much as the F3 samples.
In Fig. 2, the highest percentage reflectance was obtained for the samples woven with weft yarns, which had a twist level of 360 turns/m. Differences between percentage reflectance were much higher for F1 samples than for F2 and F3 samples, which could have resulted from yarn fineness properties that changed from Ne 20/2 to Ne 70/2.
Percentage reflectance values of twill cotton fabrics woven from three different weft yarns (Ne 20/2, Ne 30/2, and Ne 70/2) at three different weft densities (22, 24, and 32 threads/cm), and at four twist levels (120, 360, 600, and 840 turns/m) are shown in Fig. 3.
Similar to the percentage reflectance results obtained in Fig. 2, the highest percentage reflectance was obtained for F4 samples woven with the coarsest weft yarn (Ne 20/2) at the lowest weft yarn density (22 threads/cm). The lowest percentage reflectance was obtained for F6 samples woven with the finest weft yarn (Ne 70/2) at the highest weft yarn density (32 threads/cm). Cover factors of F4-F6 samples changed similarly to the ones of F1-F3 (Table I). F4 samples had the highest fabric cover factors, while F6 samples had the lowest ones. The highest percentage reflectance was obtained for fabric samples with weft yarns having a twist level of 360 turns/m. Percentage reflectance of fabric samples that had 840 turns/m weft yarns were the lowest in all sample groups.
Percentage reflectance values of sateen (1/7) cotton fabrics woven from three different weft yarns (Ne 20/2, Ne 30/2, and Ne 70/2) at three different weft densities (26, 28, and 38, threads/cm), and four twist levels (120, 360, 600, and 840 turns/m) are given in Fig. 4.
Similar to the percentage reflectance results presented in Figs. 2 and 3, the highest percentage reflectance was obtained for F7 samples woven with the coarsest weft yarn (Ne 20/2) at the lowest weft yarn density (26 threads/cm). The lowest percentage reflectance was obtained for F9 samples woven with the finest yarn (Ne 70/2) at the highest weft yarn density (38 threads/cm). Cover factors for F7-F9 samples changed similarly to the ones for F1-F3 and F4-F7 (Table I). F7 samples had the highest fabric cover factors, while F9 samples had the lowest ones. The highest percentage reflectance was obtained for the fabric samples with weft yarns that had a twist level of 360 turns/m. Percentage reflectance of fabric samples gradually decreased as yarn twist levels increased from 360 turns/m to 840 turns/m.
A general consideration of Figs. 2–4 shows that percentage reflectance of fabric samples changed according to yarn twist levels and weave patters. However, it must be stated that the effects of both yarn twist levels and weave patterns on percentage reflectance stem from the related and corresponding constructional properties of yarns and fabrics. Percent reflectance values gradually increased in the subgroups of weave patterns from plain to sateen.
Effects of yarn twist levels on percentage reflectance could be considered as results of changing properties of yarns at increasing twist levels. As twist levels increased, yarns became more compact, the number of inter-fiber friction points within yarns increased, and their hairiness properties changed. As a result of the changing properties of fabric samples (i.e., fabric thickness and fabric bulk density), percentage reflectance changed as yarn twist levels increased.
Yarn surfaces could have become more even as yarn compactness increased due to increases in twist levels.
Yarn Hairiness
Yarn hairiness values are presented in Fig. 1 according to yarn counts and increasing twist levels. The highest yarn hairiness values were obtained using Ne 20/2 yarns and the lowest hairiness values were obtained using 70/2 yarns. Yarn hairiness was greatest at 120 turns/m twist and then sharply decreased when the twist level increased to 360 turns/m. After 360 turns/m, yarn hairiness continued to decrease until 600 turns/m using Ne 30/2 and Ne 70/2 yarns, which were finer than Ne 20/2 yarns. Hairiness remained almost constant and then increased using Ne 20/2 yarn as the twist level increased from 600 turns/m to 840 turns/m. Yarn hairiness continued to decrease using Ne 70/2 yarns when the twist level increased to 840 turns/m.
Yarn twist changes the degree of parallelization of fibers according to the yarn axis. Also, inter-fiber friction points between fibers increase giving a regular yarn structure. But, as twist level increases above a certain limit (i.e., after 600 turns/cm in this study), fibers in the yarn structure lose their more or less parallel positioning to the yarn axis and they become almost perpendicular to it. This could have increased the number of protruding fiber ends (hairs) on the yarn surface, especially for coarser yarns (e.g., Ne 20/2 count yarns). Yarn hairiness can be considered as the cause of diffuse reflection from surfaces because it forms an uneven fabric surface, which scatters light in many directions, causing a matt appearance.
Light reflection from surfaces is the combination of specular and diffuse reflections. When surfaces are smooth, specular reflection is the major contributor, where reflected light travels mainly in one direction. But when surfaces are rough, which may result from yarn hairiness, diffuse reflection is the major contributor. Diffused light is scattered randomly to give a matt appearance. Slightly higher percentage reflectance values are obtained when specular reflection occurs.
Changes in percentage reflectance given in Figs. 2–4 corresponded with changes in hairiness values given in Fig. 1. Increases in yarn twist levels (Fig. 1) caused yarn hairiness to first decrease and percentage reflectance increased (Figs. 2–4). At an 840 turns/m yarn twist level, yarn hairiness increased and percentage reflectance slightly decreased. Figs. 1–4 show that percentage reflectance was also closely associated with yarn hairiness and with diffuse reflection, which is a result of hairy yarns.
Changes in percentage reflectance were explained by cover factors (Figs. 2–4). However, it was obvious that yarn hairiness also greatly affected percentage reflectance. It was observed that percentage reflectance was directed by fabric cover factors, weave patterns, and yarn hairiness (Figs. 1–4). Effects of yarn hairiness on percentage reflectance had at least the same importance when compared with the effects of fabric cover factors and weave patterns.
Increasing twist levels changed yarn hairiness and also the compactness of twisted yarns because of increases in inter- fiber friction points. Compactness of the yarns could affect thicknesses and bulk densities of fabrics produced from these yarns.
Fabric Thickness
Fabric thickness values are shown in Figs. 5–7 for different weave patterns. These results showed that the highest fabric thickness values were obtained in fabrics woven from Ne 20/2 (coarsest yarn) yarns, which had 360 turns/m twisted weft yarns and had the lowest weft yarn density (Figs. 5–7).
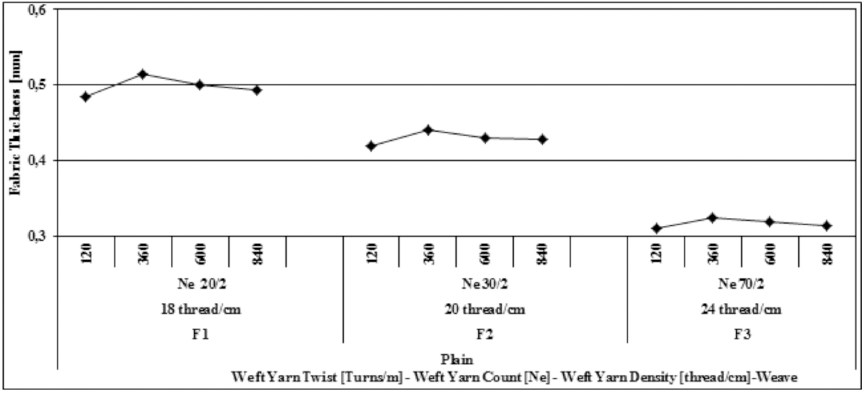
Fabric thickness values of the plain fabrics according to weft yarn twist levels.
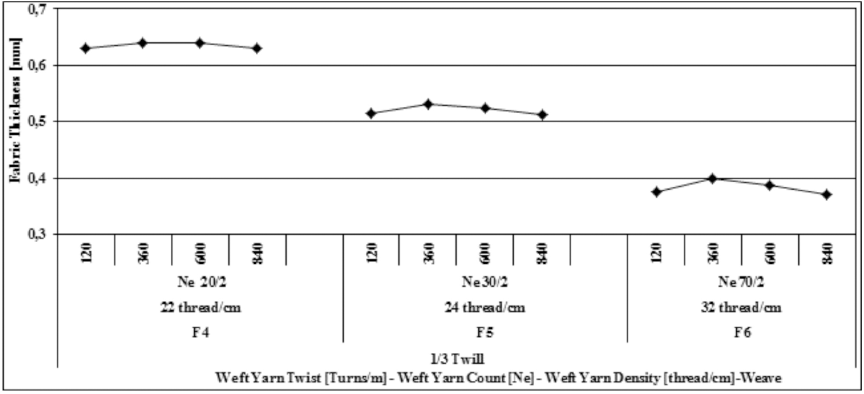
Fabric thickness values of the 1/3 twill fabrics according to weft yarn twist levels.
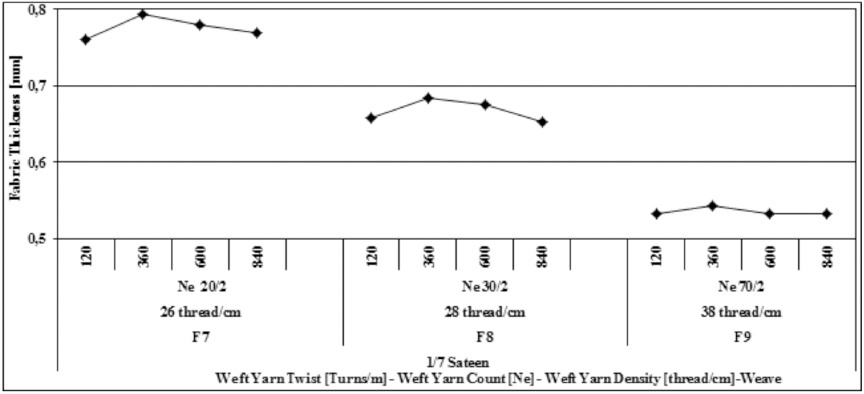
Fabric thickness values of the 1/7 sateen fabrics according to weft yarn twist levels.
Fabric thickness values regularly decreased after 360 turns/m twisted yarns and continued to decrease as weft densities increased in the corresponding sub-groups. The lowest fabric thickness values were obtained for plain weaves (Fig. 5) and the highest fabric thickness values were obtained for sateen weaves (Fig. 7), which was a result of yarn settlement according to the weave pattern.
Fabric thickness is a measure which is dependent on fabric compression between pressure feet during measurement. The measurement is sensitive to sample compactness— during measurement the pressure feet compress fabric to some extent. Also, twist level affects yarn compactness. In general, yarn compactness would increase to an extent by increasing twist.
Fabric thickness results given in Figs. 5–7 show that a compact yarn structure was obtained at a 360 turns/m twist level, with low hairiness and less compressible properties. As the increase of twist levels would cause a slight decrease in yarn bulk, fabric thickness values of samples using 600 and 840 turns/m yarns were slightly lower than the ones using 360 turns/m yarns.
Fabric Bulk Density
Fabric bulk density results of samples are shown in Figs. 8–10 for the corresponding sub-groups. Fabric bulk density was calculated according to Eq. 4. Unit fabric weights of samples were almost the same in their sub-groups because they were woven from the same warp and weft yarns. As twists of weft yarns changed, fabric thickness values of samples changed, causing different fabric bulk densities to be obtained. Plain woven fabrics had the highest and sateen woven fabrics had the lowest fabric bulk densities (Figs. 8–10). Fabric bulk densities of samples with coarser yarns (Ne 20/2) were lower than ones with finer yarns (Ne 30/2 and Ne 70/2). The lowest bulk densities in each sub-group were obtained for samples woven with weft yarn that had 360 turns/m twist. Slight decreases of bulk density were obtained in the sub-groups for samples with 360 turns/m twist yarns were in accordance with results shown in Figs. 2–4 and Figs. 5–7.
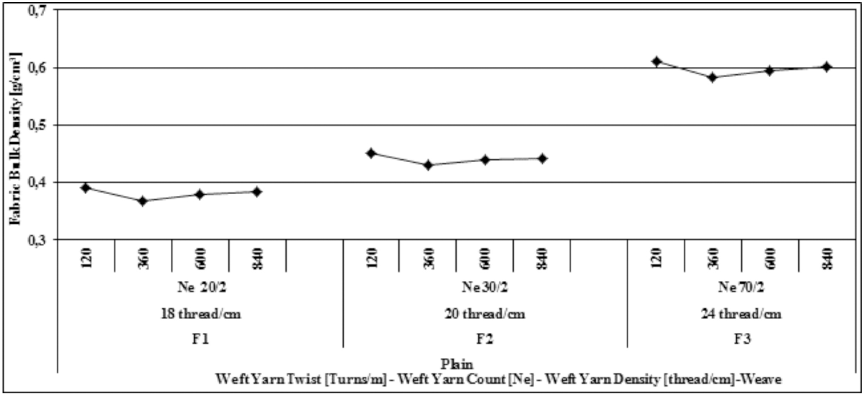
Fabric bulk density values of the plain fabrics according to weft yarn twist levels.
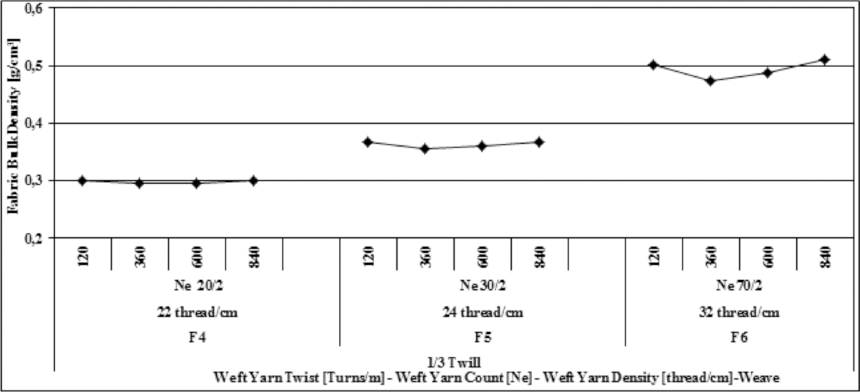
Fabric bulk density values of the 1/3 twill fabrics according to weft yarn twist levels.
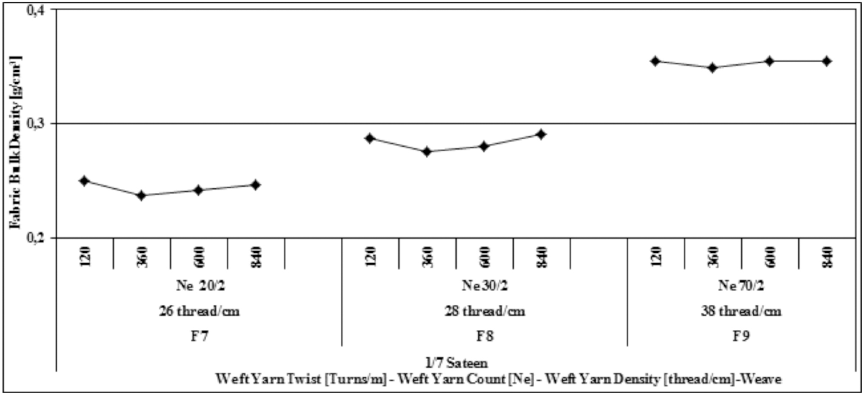
Fabric bulk density values of the 1/7 sateen fabrics according to weft yarn twist levels.
Fabric Constructional Properties
Percentage reflectance of cotton fabric surfaces was con-firmed to be closely related with fabric constructional properties in accordance with yarn and weave pattern properties (Figs. 1–10). This study shows that yarn twist levels affected percentage reflectance by causing slight changes in constructional properties of test fabric samples. It is well known that yarn compactness slightly increases as twist levels increase because of a closer packing of fibers in the yarn structure. Also, specular reflectance of surfaces increases as surface smoothness improves. Decreases in yarn hairiness due to twist level indicated that fiber ends emerging from yarn surfaces became more aligned and regular with respect to the weave patterns. The effects of yarn twist changes on fabric constructional properties, and on percentage reflectance, were not linear, but depended on the twist level, often inversely. At first, fabric thickness increased and correspondingly fabric bulk density decreased when the yarn twist level increased from 120 turns/m to 360 turns/m, which pointed to a more compact yarn structure (i.e., yarn bulk would be lower and less compressible). At 600 and 840 turns/m, a more compact yarn structure was obtained, but probably with a lower yarn bulk, causing fabric thickness values to decrease. Also, fibers in these yarn structures lost their parallel alignment to the yarn axis and became more perpendicular to it. As a result, the light reflectance decreased because of scattered and diffuse reflection, which was a result of fiber positions on yarn surface.
Fabric cover factors were related to fabric constructional properties and percentage reflectance. Percentage reflectance changed in accordance with fabric cover factors and decreased as fabric cover factors decreased. Fabric cover factor is an indication of fabric covering area and is dependent on yarn density (threads/cm) and yarn count. Decreases in fabric cover factors as yarn densities increase indicated that yarn bulk (Table I)—because yarn counts increase (yarn bulk is inversely proportional to numerical value in Ne count)— became increasingly thinner and fabric surfaces became more accessible to incident light. But fabric cover factor does not consider yarn twist in its calculation. Experiments confirmed that, as is well known, increasing the yarn twist caused a slight decrease in yarn bulk in accordance with the yarns’ compactness and hairiness.
With the increase in yarn twist levels, the effect of fiber packing in the yarn was better used to some extent. In this work, this was obtained at a 360 turns/m twist level. As concluded from percentage reflectance, fabric thickness, and fabric bulk density results, a compact yarn structure with optimal fiber packing was obtained; yarn that could not be compressed in a fabric thickness measurement, with fibers well aligned to the yarn axis.
Statistical Results
The ANOVA and SNK results (Table II) were statistically important regarding the variables of percentage reflectance, fabric bulk density, and fabric thickness with fabric constructional parameters. Statistical analysis confirmed the threshold of results, which was obtained between 360 and 600 turns/m yarn twist levels. Fabric samples woven with weft yarns of 360 turns/m twist level had the highest percentage reflectance and fabric thickness, but the lowest fabric bulk density. The three variables changed in accordance with the three factors and their treatments in Table II.
Conclusions
Percentage reflectance of cotton fabrics with different weave patterns and woven from cotton yarns with different twist levels was discussed in this paper. Percentage reflectance, yarn hairiness, fabric thickness, and fabric bulk density values were measured. The measured and calculated values changed according to yarn twist levels, yarn counts, weave patterns, and yarn densities. All changes were consistent with each other in the sub-groups of fabric samples. Twist levels affected yarn properties to a great extent when percentage reflectance and other constructional properties of fabrics woven from these yarns were considered. Lower and upper twist levels changed physical properties of cotton yarns such that a compact structure was obtained in the range of 120 to 600 turns/m. A sharp decrease in yarn hairiness values in this range was consistent with the percentage reflectance, fabric thickness, and fabric bulk density results.
Percentage reflectance values depended on twist levels, continuing to increase until a certain twist level value was reached. After that, increases in twist levels caused the percentage reflectance to decrease. This certain level changed according to fabric constructional properties. Decreased percentage reflectance from further increases in twist levels after a certain twist level was more readily seen in lower compact fabrics (low fabric cover factor, low fabric bulk density, and low yarn intersection numbers). Decreased percentage reflectance also occurred at lower twist levels.
The main goal of dyehouses is to obtain the required color the first time with minimum cost. Mills that are concerned with pretreatment, dyeing, and finishing operations mostly use color measuring systems including a color measuring instrument and color matching software. The experimental work presented in this paper could be used in color matching operations prior to dyeing.
Footnotes
Acknowledgements
The authors thank Gulipek Tekstil A.S. for help in the mill production stages of the experimental samples.