
Abstract
The effect of reinforcing boron nitride nanosheets (BNNSs) on the mechanical properties of an amorphous borosilicate glass (BS) matrix was studied. The BNNSs were prepared using liquid exfoliation method and characterised by transmission electron microscopy, scanning electron microscopy and X-ray diffraction (XRD) analysis. The average length was ∼0.5 μm, and thickness of the nanosheets was between 4 and 30 layers. These BNNSs were used to prepare BS-BNNS composite with different loading concentrations of 1, 2.5 and 5 mass-% (i.e. 1.395, 3.705 and 7.32 vol.-%). Spark plasma sintering (SPS) was used to densify these composites to avoid structural damages to the BNNSs and/or crystallisation within the composite sample during high temperature processing. The BNNSs were found to be evenly distributed in the composites matrix and were found to be aligned in an orientation perpendicular to the direction of the applied force in SPS. The mechanical properties including fracture toughness, flexural strength and elastic modulus were measured. Both fracture toughness and flexural strength increased linearly with increasing concentration of BNNSs in BS glass. There was an enhancement of ∼45% in the fracture toughness (1.10 MPa.m1/2) as well as flexural strength (118.82 MPa) with the addition of only 5 mass-% loading of BNNSs compared to BS glass (0.76 MPa.m1/2; 82.16 MPa). The toughening mechanisms developed in the composites because of the reinforcement of BNNSs were thoroughly investigated.
Introduction
There is currently a considerable amount of research ongoing on the use of nanomaterials as potential reinforcements in several varieties of matrices ranging from polymers and biomaterials to glasses and ceramics for the enhancement of various properties.1,2 Among them, carbon nanotubes (CNTs) have proved to be one of the leading candidates as reinforcements due to their outstanding multifunctional properties. In context to mechanical properties, CNTs have shown some potential in the toughening of glass and ceramic matrices.3–6 The reinforcement of barium aluminosilicate glass by 10 vol.-% CNTs produced 143% increase in fracture toughness in the composite. 5 However, CNTs face a major challenge of agglomeration and entanglement, making it difficult to realise their actual potential, which they possess once deagglomerated in the matrices. 7
Recently, researchers have started to consider using boron nitride nanotubes (BNNTs) as a new possible competent candidate for reinforcement, as they possess similar properties to CNTs. BNNTs exhibit comparable stiffness, 8 elastic modulus9,10 and yield strength 11 to CNTs due to their prevailing structure. They also show a very high tensile strength of >30 GPa like in CNTs. 12 However, individual BNNTs have been reported to withstand comparatively higher external tensile load than CNTs 12 and they are also considered better shock absorbing surfaces than CNTs. 13 They are additionally advantageous over CNTs as they can withstand higher temperatures without oxidising up to 950°C and hence are considered chemically inert. 8 Owing to these features, BNNTs might actually have more benefits over CNTs. They have been used in different matrices like metals, 14 polymers15,16, biomaterials, 17 glasses18–20 and ceramics21–23 to enhance the mechanical and thermal properties of the matrices.
Boron nitride nanosheets (BNNSs), though having similar properties to BNNTs, have an extra advantage as reinforcements due to geometrical benefits, similar to those of graphene sheets having over CNTs. 34 Owing to the two-dimensional geometry, BNNSs provide higher specific surface area24,25 for the matrix to interact in comparison to BNNTs. 25 Owing to the geometry, they have lower tendency to entangle, and hence, less complicated methods are required for processing and dispersion of BNNSs. As reinforcement, the effect of toughening in BNNSs is observed along two dimensions compared to only one for BNNTs. Moreover, the methods to synthesise BNNSs are far more convenient and cost effective and give a better yield compared to BNNTs. 26 BNNSs have been used in several polymer matrices27,28 as mechanical reinforcement showing good improvement in the elastic modulus and tensile strength at small concentrations. However, to the best of our knowledge, no work has been reported so far on BNNS reinforced hard and brittle matrix composites, e.g. glass and ceramics.
In the present work, borosilicate glass (BS) glass and BNNS reinforced BS glass matrix composites with 1 mass-% [BS-BNNS (1 mass-%)], 2.5 mass-% [BS-BNNS (2.5 mass-%)] and 5 mass-% [BS-BNNS (5 mass-%)] concentration were prepared by spark plasma sintering (SPS). BNNSs, which were used as reinforcement, were prepared by liquid phase exfoliation technique. The purpose of the work was to study the influence of different concentrations of BNNSs on the mechanical properties of BS glass. Mechanical properties such as Young's modulus, fracture toughness and flexural strength were thoroughly investigated for BS glass reinforced with BNNSs and were compared to BS glass.
Experimental
Preparation of BNNSs
The BNNSs were prepared using bulk h-BN powder (PT110, Momentive Ceramics Strongsville) using a liquid phase exfoliation technique. h-BN precursor powder was dispersed in a highly polar solvent (N-methyl-2-pyrrolidone) with a concentration of 100 mg mL− 1 using a high power tip sonicator (CV33 flat probe sonic tip, 50 W, 25 kHz) for 24 h. The suspension was surrounded by an ice bath to prevent the overheating of the suspension. The sonicated suspension was centrifuged (Centurion Scientific) at 500 rotations for 45 min to separate the supernatant containing lighter BNNSs from the bulk powder that settled down. The supernatant was filtered by vacuum filtration process, and the dried BNNSs were collected and washed with ethanol and water several times. This procedure has been described in detail by Coleman et al. 29 The BNNSs were characterised using transmission electron microscope (TEM), scanning electron microscope (SEM) and X-ray diffraction (XRD).
Preparation of borosilicate and BS-BNNS nanocomposites
BS-BNNS (1, 2.5 and 5 mass-%) composite powders were prepared by ball milling. Ethanol was chosen as a solvent for ball milling after the measurement of zeta potential of BS and BNNSs in ethanol. For the measurement of zeta potential, BS and BNNSs suspensions with concentration of 30 and 1 mg mL− 1 respectively were prepared in ethanol by sonication of suspensions for 2 h. These suspensions were transferred to optical cuvettes and placed in a Zetasizer (Malvern Instrument-Nano ZS). The measurement results indicated the presence of high negative charge on both BS ( − 21.3 mV) and BNNSs ( − 17.9 mV) in ethanol, which affirmed the uniform dispersion of BNNSs in composite slurry during milling with less agglomeration due to mutual repulsion.
For the preparation of nanocomposites with variable concentrations of 1, 2.5 and 5 mass-%, dry BNNSs were suspended in ethanol (0.5 mg mL− 1) and ultrasonicated for 2 h. After ultrasonication, commercially available BS powder (55 wt-% SiO2–25 wt-% BaO–10 wt-% B2O3–10 wt-% Al2O3; Schott NanoFine NF180, Germany) was added to the ultrasonicated BNNSs in ethanol. The glass transition temperature of the BS powder used was 665°C, and the particle size d50 was 183 nm. The mixture was ball milled using planetary ball mill and zirconia balls (diameter: 10 and 3 mm) with powder/ball mass ratio of 1:25. The slurry was milled for 6 h at 350 rotations. Thereafter, the slurry was dried in ambient atmosphere for 5 h at 100°C, and the dried powder was crushed and sieved using a 250 mesh. Afterwards, the powder was heated to 300°C to remove any trapped solvent in the sieved powder. As a standard, BS sample was also prepared using similar processing conditions for the comparison of properties.
Sintering details
The BS and BS-BNNS nanocomposite powders were consolidated by SPS facility (HPD 25/1, FCT systems, 181 Germany). During SPS, a pulsed direct current was passed through a graphite die containing the powdered sample. In this way, high temperatures were reached in a short period of time, which helped to rapidly consolidate the composite powders without any damage to the nanosheets (775°C with a dwell time of 7 min while simultaneously applying a pressure of 40 MPa). The temperature was increased at a heating rate of 50°C min− 1 while simultaneously increasing the pressure during sintering process. The conditions for sintering were slightly altered for each composite concentration for achieving the maximum relative density possible during repeat experiments. The samples after sintering were disc shaped with a diameter of 20 mm and a thickness of ∼3 mm. The samples were grinded to remove the excess graphite present on the surface using diamond wheels. The samples were machined to produce beams with 2 mm × 3 mm × 20 mm dimensions and were further polished for making the surface quality eligible for performing mechanical tests.
Characterisation techniques
The TEM studies were carried out on JEOL JSM-2010 using carbon grids in order to study the morphology of the as produced BNNSs. A drop of suspension of BNNSs in ethanol (0.1 mg mL− 1) was dropped on the carbon grid and allowed to dry in the ambient atmosphere. ImageJ analysis software was used for the statistical analysis of the thickness and length of the BNNSs.
The density of as produced BNNSs was measured using helium pycnometer (AccuPyc II 1340 Pycnometer) with an accuracy of 0.0001 g cm− 3. Nearly 0.35 g of BNNS powder was used for the density measurements. On the other hand, the densities of the bulk sintered composite samples were measured using Archimedes principle. The density of the BS powder used for the calculation of theoretical density was 2.8 g (provided by the powder supplier).
Field emission gun SEM (Tescan Lyra 3 XMU, Czech Republic) was used to examine the as produced BNNSs, as well as the BS powder and the BS-BNNS composite powders after ball milling and drying. SEM was also used for the analysis of the fractured surfaces after the flexural strength as well as fracture toughness measurements using the chevron notched beam technique.
The XRD analysis of both the bulk sintered samples and the as produced BNNSs powder were performed using X'Pert diffractometer (Panalytical) using Co Kα radiation with a β filter in the secondary beam.
The elastic modulus of the samples was measured using the impulse excitation resonance method using GrindoSonic Mk5i (J.W. Lemmens N.V., Belgium) on highly polished bar shaped samples. A piezoelectric vibration detector was used to detect the vibrations produced in the beams by tapping them with a light mechanical impulse. A mean value of 15 recorded measurement frequencies for each sample was considered. The averaged values of the frequencies (in GHz) were used to calculate the Young's modulus using Genemod software for each composite bar sample.
The fracture toughness for the BS and the composite samples was measured on polished bars with rectangular nominal dimensions of 2 × 3 mm. A chevron notch was introduced into the bars on the upper surface with an angle of 90°. This notch was introduced using an ultrathin diamond blade with a thickness of 0.15 mm (Struers, Denmark) on a precision saw Isomet 5000 (Buehler, USA). The samples were tested on a universal testing system, Instron 8862 (Instron, USA), by three-point bending with 16 mm span and at a crosshead speed of 1 μm min− 1. The bars were loaded in the same direction as applied pressure during SPS. Slow crack propagation was identified before reaching the maximum loading. The fracture toughness of the bars was calculated using the following equation:
Vicker's indentation method (Zwick/Roell ZHU/Z2.5, Germany) with a mass of 1 kg (i.e. 9.8 N of load) was used to develop cracks in the BS and BS-BNNS nanocomposites to study the behaviour of the crack in BNNS reinforced composite matrix compared to BS glass.
The flexural strength of the BS and composite samples bars was measured on highly polished bars (up to 1 μm diamond suspension), as the surface roughness plays a very important role in determining the accurate value of the strength. The bars were prepared with the nominal dimensions of 2 × 3 mm with chamfered edges to avoid the stress concentration on the sharp edges. The bars were loaded on the side perpendicular to the loading direction during SPS with a crosshead speed of 100 μm min− 1 employing universal testing system, Instron 8862 (Instron, USA), on a 16 mm span. At least three specimens were measured for each composite concentration. The maximum force at which the bars were broken was recorded, which was used for the calculation of the flexural strength. The flexural strength of the sample bars was calculated using the following standard equation (EN 843-1:1995):

Results and discussion
The shearing due to the ultrasonication of the precursor boron nitride bulk powder in high frequency sonic waves lead to delamination of boron nitride layers with thickness in nanometres from the defect sites. During TEM analysis, the as produced BNNSs appeared completely transparent to the electron beam at low magnification due to thickness of nanosheets in nanometres. The TEM image of the BNNSs prepared using the liquid phase exfoliation technique is shown in Fig. 1a. The length of the BNNSs was statistically analysed by calculating an average of 100 different sheets shown in Fig. 1b, with an average lateral size of 0.55 ± 0.29 μm. High resolution TEM was used to analyse the structure and morphology of the BNNSs. Fringe patterns were observed in nanosheets with the spacing distance between each fringe of ∼0.33–0.37 nm, which is similar to the spacing of the (002) planes of hexagonal BN crystal as shown in Fig. 1c. These fringe patterns indicated curled up edges of the as produced BNNSs. The spacing distance between the fringes was used to deduce the number of layers of BNNSs present depending on the number of fringes in the total stack. As calculated, the number of layers of BNNSs varied from 4 to 30 layers. During TEM, it was observed that some BNNSs were overlapping and Moiré patterns were developed in the regions having rotational misorientation. Figure 1d shows one such pattern in which the angle between the overlapped BNNSs was observed as 12.5°.
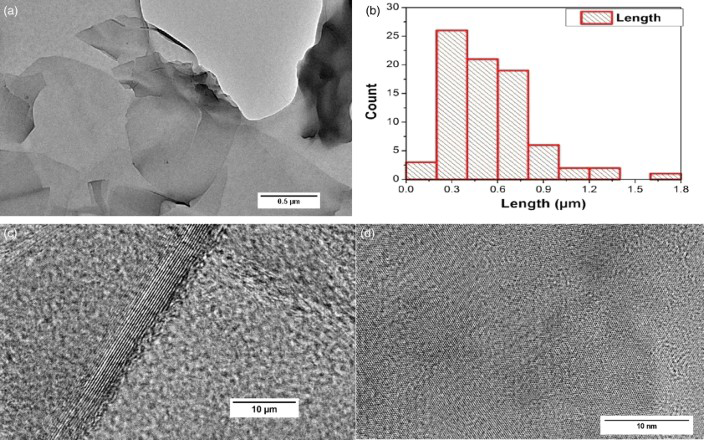
a low magnification TEM image of BNNSs; b statistical analysis of BNNSs along length; c HRTEM showing fringes denoting curled BNNSs at edges; d Moiré patterns observed in BNNSs with angle between layers of 12.5°
The density of the as produced BNNSs was found to be 1.8866 g cm− 3 as determined by helium pycnometer. Table 1 shows the relative densities of the bulk samples measured using Archimedes principle and calculated according to the rule of mixture. The data in the table show that the BS and composite samples were considerably dense after SPS processing. Higher densities achieved after the SPS clearly indicated that the BNNSs were well dispersed in the matrix. It has been observed that the agglomeration of reinforcements can play a distinct role in lowering of the density by the creation of pores.7,18,32,33 These agglomerates can additionally lower the density of glass by hindering the viscous flow of glass during sintering. 32
Relative density, Young's modulus, flexural strength and fracture toughness on chevron notched composite beams for BS glass and BS-BNNS (1, 2.5 and 5 mass-%) composites

The XRD analysis of the as synthesised BNNSs revealed that they were highly crystalline with 99% single phase (Fig. 2a). The shifting of the peak values of BNNSs was observed compared to the referred literature 15 (use of Cu Kα radiation) due to the use of Co X-rays for analysis. The ratio of the crystal parameters c/a for the BNNSs was observed to be 2.66, which is slightly higher than the standard h-BN value of 2.658 (c/a = 2.658, JCPDS 340421). This suggests that there was an expansion of the basal planes by ∼0.08%. The XRD analysis of the BS glass and BS-BNNS composites (Fig. 3b) suggested that they were completely amorphous except for the crystalline peak of BNNSs at 31.1°. The intensity of the peak increased with the increasing concentration of BNNSs in BS matrix.

Comparative XRD profile of a BNNS and b BS and BS-BNNS (1, 2.5 and 5 mass-%) nanocomposites
Effect of different concentration of BNNSs on fracture toughness and flexural strength of BS glass
Table 1 shows the Young's modulus for BS as well as BS-BNNS composites. The change observed in the Young's modulus of the nanocomposites compared to BS glass was well in the scatter range, and no significant difference of Young's modulus was observed in composites compared to pure glass. This may be due to the presence of higher cohesion strength between BNNSs and BS, 18 leading to decohesion between the interface of BNNSs and BS in the later stages of elastic deformation process while soon approaching the failure that made the composite behave as a pure glass matrix. However, in the literature, a decrease of the Young's modulus is reported with the increasing concentrations of reinforcement. This is associated with a reduction in the relative density of the nanocomposite. Such behaviour has been reported for graphene composites, 34 BNNT composites 18 and CNT composites. 35
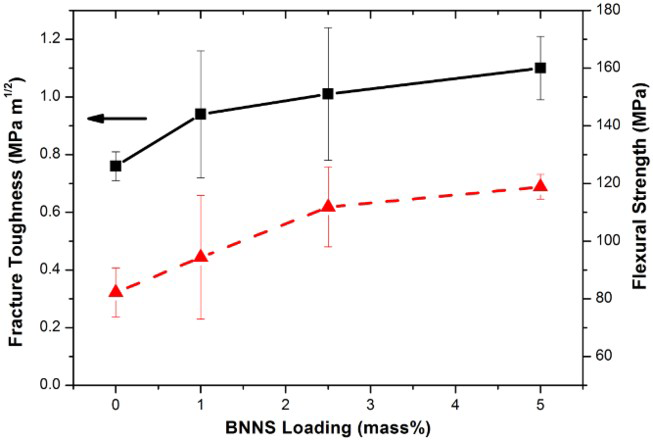
The fracture toughness of the chevron notched beams as well as the flexural strength of BS and the BS-BNNS (1, 2.5 and 5 mass-%) composites are given in Table 1. With the introduction of 5 mass-% BNNSs, the fracture toughness and flexural strength simultaneously increased by ∼45% from 0.76 MPa.m1/2 and 82.16 MPa for BS to 1.10 MPa.m1/2 and 118.82 MPa for BS-BNNS (5 mass-%) composite (Fig. 3) respectively. Similar increase in the fracture toughness has been observed for 5 vol.-% loading of graphene in silica matrix reported by Porwal et al. 36 However, Tatarko et al. 18 recorded an increase of ∼30% in the fracture toughness for a loading concentration of 5 wt-% BNNTs in BS glass.
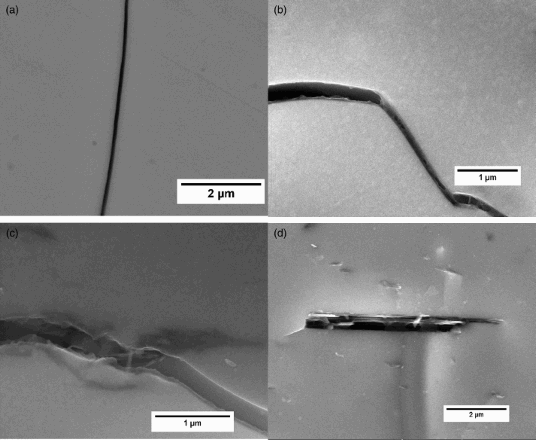
The dispersion of the BNNSs in the matrix was investigated by SEM. After sintering and testing of the BS-BNNS composite, fractured surfaces were observed and it was found that the BNNSs were well dispersed in the matrix (Fig. 4a–c). The white arrows in Fig. 4a–c show the direction of applied force during sintering as well as during the fracture toughness measurement. The BNNSs in BS-BNNS nanocomposites appeared to be thicker than as synthesised BNNSs as shown in Fig. 1a but were uniformly dispersed in the glass matrix. The BNNSs appeared thicker in the nanocomposites due to overlap of BNNSs that occurred during the drying process of the composite slurry. This kind of overlapping has been reported for graphene in silica 36 and alumina 37 matrices as well. It was also noticed that the BNNSs were aligned in a direction perpendicular to the applied force during SPS.
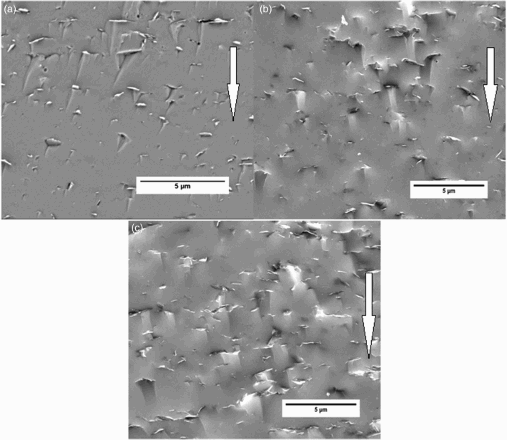
SEM image showing dispersion of BNNSs in BS glass matrix for a BS-BNNS (1 mass-%), b BS-BNNS (2.5 mass-%) and c BS-BNNS (5 mass-%); white arrow depicts direction of force applied during SPS and fracture toughness measurement
The improvement in the fracture toughness of BS-BNNS composites compared to BS was observed due to the presence of several toughening mechanisms observed in the nanocomposites. To investigate these toughening mechanisms, SEM analysis of the fractured surfaces and indentation cracks that developed during Vicker's indentation method was carried out. Figure 5a shows the straight crack path observed in BS matrix. Figure 5b shows the crack deflection path of the propagating crack in the nanocomposites due to interaction of the crack with the BNNSs reinforced in the BS matrix. Crack deflection can also be clearly seen in Fig. 4a–c. The coefficient of thermal expansion of the BN is negative ( − 2.9 × 10− 6/K at 293 K along a axis) 38 compared to BS glass (3.3 × 10− 6/K). This indicates that during cooling, the BNNSs expanded while the BS matrix shrank, which leads to generation of hoop compression stress around the BNNSs in the nanocomposite. This stress could have forced the crack to deflect around the nanosheet surface. The tortuosity of the crack and the generation of internal stress increased the toughness of the matrix.39,40 Figure 5c shows the phenomena of crack bridging. During the process of crack propagation, the crack encountered BNNSs embedded in the matrix, which anchored the matrix and acted as a bridge, delaying the further opening of the crack. Crack bridging can also be observed in Fig. 5b. In Fig. 5d, manifestation of another toughening mechanism is shown. The sheets are pulled out of the matrix, leaving a cavity behind on the fractured surface. The interface bonding between the matrix and the filler plays a key role in determining the filler's pullout as the pullout occurs when the shear stress is higher than the interfacial bonding between the filler and the matrix. 41 Owing to the pulling out of the embedded nanosheets in the matrix, friction was generated between the interface of BNNS and BS glass, which helped in matrix relaxation and, in other way, contributed to the enhancement in toughening.18,41 It was also observed that sometimes the outer BNNSs that were directly interacting with the BS glass remained attached to the matrix, while the inner BNNSs were only pulled out, leading us to believe that there was a strong interaction between the BNNS and BS interface while weak van der Waals interaction in between the BNNSs. All the toughening mechanisms described contributed effectively to the matrix in dissipation of deformation energy during fracture propagation and increase in the fracture toughness. Additionally, the increase in the strength of the nanocomposites can be attributed to the dissipation of elastic energy gained during the deformation due to effective load transfer from the BS matrix to BNNSs because of favourable interfacial bonding.5,7,40
SEM image showing a crack path in BS glass, b crack deflection near BNNSs, c crack bridging through BNNSs in BS matrix and d void left in composite matrix after BNNS pullout
Conclusions
To summarise, BNNSs with lateral dimension of 0.5 μm were successfully produced using a liquid exfoliation method. These BNNSs were used as reinforcement in BS glass to study the effect of concentration of BNNSs on the mechanical properties of the brittle glass matrix. The BS-BNNS composites with BNNS reinforcement concentrations of 1, 2.5 and 5 mass-% (1.5, 3.7 and 7.4 vol.-% respectively) were prepared by ball milling method, and the powders were sintered using SPS processing, achieving relative density >∼98% for all the composites. BS sample was also prepared using similar sintering conditions to study the comparative modification in the mechanical properties. It was observed that the Young's modulus of the BS-BNNS composite samples did not change significantly compared to BS. Nonetheless, the fracture toughness and flexural strength of the BS-BNNS (5 mass-%) composite simultaneously increased by ∼45% from 0.76 MPa.m1/2 and 82.16 MPa for BS to 1.10 MPa.m1/2 and 118.82 MPa for BS-BNNS (5 mass-%) composite due to several toughening mechanisms including crack deflection, crack bridging and pullout. It was also observed that there was good interfacial bonding between BS and BNNSs, leading to higher strength values for the composites. The present study clearly indicates that BNNSs are successful candidates for reinforcement of brittle amorphous matrices to enhance their mechanical properties.
Footnotes
Acknowledgements
The authors would like to thank European Union's Seventh Framework Programme managed by Research Executive Agency REA–Marie Curie action, GlaCERCo GA 264526. The authors would also like to thank Slovak Research and Development Agency (contract no. SK-CZ-2013-0194) for partly supporting the work. The authors are also grateful to Dr Jirˇí Buršík, Institute of Physics of Materials, Czech Republic, for helping TEM studies of BNNSs. The authors also gratefully acknowledge Professor Dušan Galusek from Vitrium Laugaricio, Joint Glass Centre of Institute of Inorganic Chemistry, Slovakia, for measurements of density of the BNNSs.