
Abstract
One form of damage due to rolling contact fatigue is the formation of localised regions of extremely hard material forming within the body of a bearing. These regions have a relatively homogeneous structure and hence etch mildly with respect to the surrounding unaffected matrix. They, therefore, appear white in a darker background when examined using optical microscopy. We assess here the cause of this damage and propose solutions that are backed by evidence that already is available. The issue is important because of the spate of unexpected failures in large wind turbine bearings and of generic importance in determining the life of more well behaved bearing applications.
Keywords
Introduction
A bearing has to sustain static as well as cyclic loads in order to achieve the dual role of minimising friction between the moving parts of a machine and of transmitting loads. A typical bearing will contain rolling elements such as balls, held between raceways. When the element moves over the raceway, it induces a momentary system of Hertzian stresses that reach a maximum below the contact surface. In a rotating bearing, such cycles are repeated on each occasion that the roller traverses a selected point on the raceway, the affected region experiencing a combination of cyclic torsion with a compressive mean stress superimposed in phase.1–3 The magnitudes of the stresses are of the order of 2 GPa. This kind of loading induces subsurface microstructural damage.
Steels are capable of sustaining such punishment during service; furthermore, the useful life of the component can be estimated reliably when the operating conditions are known and controlled. There are three alloys most common in bearing applications, all heat treated to hardness levels of 60–62 HRC in the regions subjected to the greatest contact stresses. Their nominal compositions are listed in Table 1. M50 and M50NiL are secondary hardening, aeroengine bearing variants in which the tempered martensite is strengthened by the precipitation at high temperatures (≃550°C) of carbides that are rich in Mo, Cr and V.4–6 M50NiL is case hardened to achieve the required properties in the surface region, with a core toughness that is not matched by high carbon bearing steels. In contrast, the 52100 steel has proeutectoid cementite particles a few micrometres in size, and much finer iron based carbides that result from low temperature tempering ( < 200°C). 7

Damage
It has been observed in recent years that the large bearings used in wind turbines have an erratic tendency to fail well before their intended service lives (e.g. Ref. 10). As a consequence, failure investigations have proliferated with the focus on microstructural changes, such as the ones that are the subject of this assessment.
It might be expected from the rotational symmetry of the bearing that damage should be uniformly spread as a band concentric with the circumference of the bearing raceway. In 52100 steel, microstructural change is indeed found in the form of mechanically tempered, dark etching regions where the local hardness is slightly reduced (Fig. 1a and b).11,12 However, the most pernicious form of subsurface microstructural damage is not uniformly spread, but is localised below the contact surface because it initiates at defects, such as non-metallic inclusions. This form of localised damage is readily recognised as regions that etch lighter than the surrounding steel;9,13,14 some details of damage are apparent in the scanning electron micrograph shown in Fig. 1c. * They are associated inevitably with microscopic cracks so that the local compliance is reduced, 15 leading to an intense focusing of deformation. So much so that cementite particles are taken into solution by a process akin to mechanical alloying, and the hardness of the damaged regions increases dramatically. †
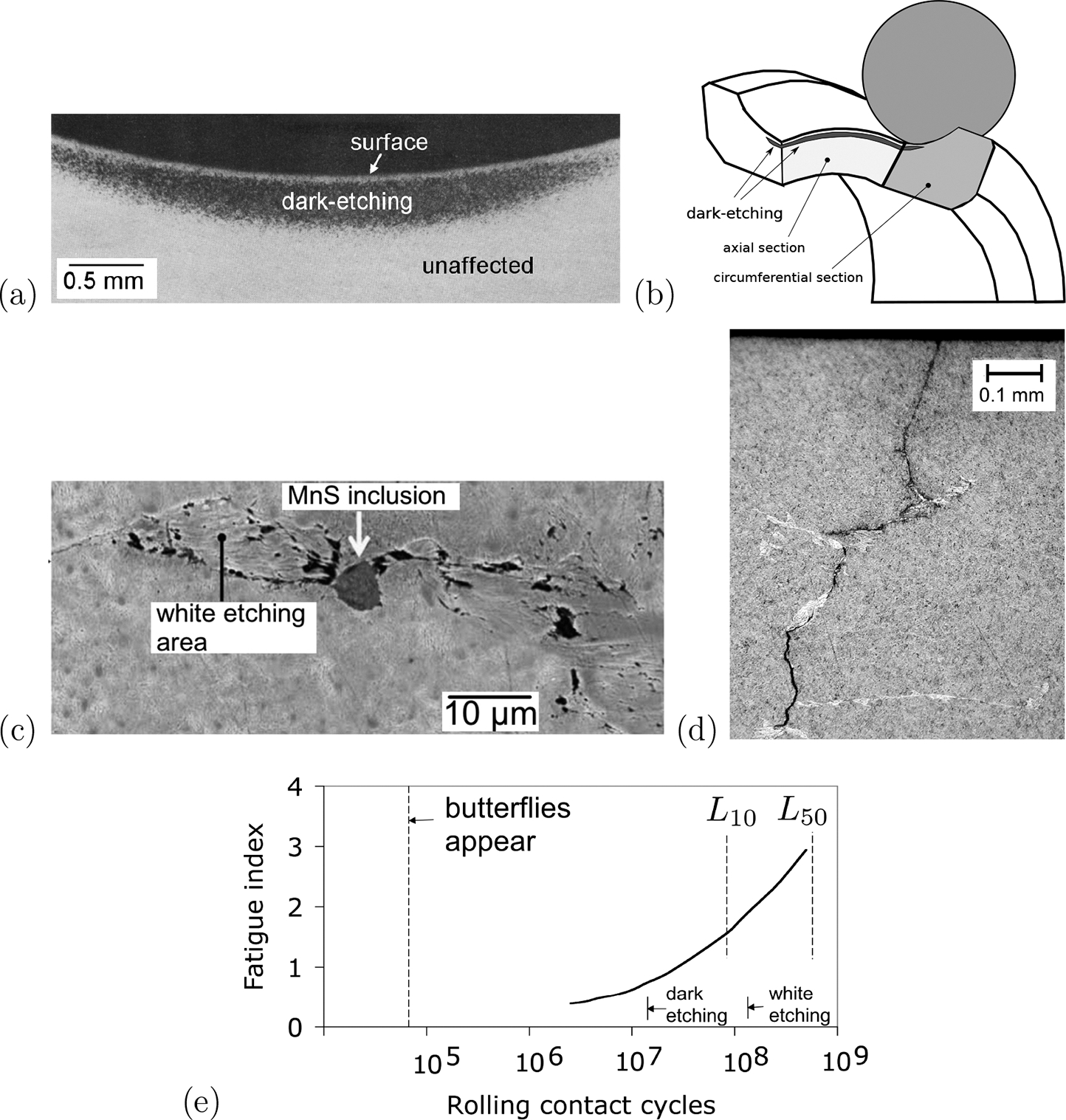
a Uniform layer of dark etching region on circumferential section, following 107 rotations while subjected to contact stress of 3·3 GPa at 70°C. Micrograph courtesy of T. B. Lund. b Three-dimensional form of dark etching microstructure. c White etching regions emanating from inclusion. Reproduced with permission of Elsevier, from Ref. 23. d Irregular white etching regions associated with axial crack on bearing. Micrograph courtesy of R. Errichello, GEARTECH. e Typical sequence of damage evolution. Fatigue index is measure of heterogeneous strains within material. Adapted from
This brief explanation of white etching regions does not do justice to all that is reported on the subject, but a key issue is whether the regions are a symptom or the cause of damage. To quote Dovrak,
26
‘Either the crack propagates around the white etching [sic] or white etching forms around the cracks, but we are not sure why’. This confusion hinders the development of clear solutions to the problem. The purpose here is to present an interpretation of key data and therefore the methods that should eliminate the problem. The characteristics of white etching regions can be listed as follows:
they initiate at pre-existing defects or heterogeneities such as voids27,28 hydrogen enhances the formation of white etching regions (e.g. Ref. 29) the regions have experienced intense plastic deformation resulting in a mechanical homogenisation of phases and a nanostructure30–32 the regions are mechanically mixed, resulting in the dissolution of cementite and a concomitant increase in the carbon concentration of the ensuing solid solution33,34 the regions are, therefore, harder than the surroundings.34–36 The hardness of the white region is in excess of 1000 HV, which compares against ∼750 HV for the tempered martensite matrix white etching regions are easily identified using routine metallographic techniques; they are therefore prominent, visible signs of damage and hence readily blamed for failure in cursory studies in terms of a typical L10 bearing life of about 108 contact cycles, it is well established that white etching regions initiated at defects (‘butterflies’) make an appearance at < 105 cycles but do not cause the failure of bearings; the chronology of damage evolution is illustrated in Fig. 1e, so the appearance of butterflies per se does not correspond to failure.
Hypothesis and solutions
As pointed out above, the hard regions that etch white are frequently identified with the cause of premature bearing failure. The proposed mechanisms for the formation of white etching regions include diverse phenomena such as severe localised deformation, adiabatic shear, carbide dissolution and low temperature recrystallisation.9,10,14,32 These ideas miss the obvious observation that white etching matter is associated with pre-existing defects such as inclusions with weak interfaces,9,23,37,38 pores originating from processing or microscopic cracks associated with martensite plates or separated prior austenite grain boundaries. The inevitable conclusion is that defects in the steel precede the formation of white matter.
The hypothesis, therefore, is that the primary process in damage evolution begins with the initiation of a microscopic crack. 30 This then develops into the white matter by the rubbing together of the crack surfaces, causing intense, localised mechanical deformation under the action of rolling contact stresses.9,39,40 The design of better bearing steels depends on a clarification of this issue. With this hypothesis, a solution to the elimination of white etching regions would rely on an increased resistance to cracking, i.e. in making tougher steel. 30
Such a hypothesis is able to explain all the observations listed in the preceding section. Hydrogen enhances the formation of white etching matter because it reduces the fracture toughness of the steel and hence promotes cracking. Routine observations on the influence of hydrogen on white matter formation continue to be attributed to enhanced localised plasticity without supporting evidence or a theory for the localisation of white matter itself; 29 all the observations can in fact be explained by enhanced brittle cracking due to hydrogen, which then leads to white matter resulting from crack-face friction under the influence of stress. It should not therefore be surprising that large systems of cracks develop in hydrogen charged specimens subjected to rolling contact loading, which are less frequent in uncharged samples, and that the cracks are associated with irregular white etching regions. 40 The idea that collision between fractured surfaces is necessary to produce white matter is vividly illustrated by a surface initiated axial crack shown Fig. 1d. The crack is not uniformly decorated with white etching material, which occurs only on the crack faces that are normal to the compression axis of the contact stress. Those roughly parallel to the axis do not show the white etching areas. The localisation of strain is known to be strongly dependent on the crack orientation relative to the stress. 15
The role of hydrogen, therefore, appears simply to be to embrittle the steel and hence provide the parted surfaces that initiate localised plastic deformation. Indeed, any embrittlement mechanism, for example the decoration of austenite grain surfaces by phosphorus, will have the same effect as hydrogen on the development of white etching regions. 9 Thus, the introduction of microscopic cracks in bearing steel before rolling contact fatigue testing dramatically increases the occurrence of white-etching regions. 41 This latter work shows at the same time that cracks likely precede the formation of white etching regions.
The intense localisation of plastic deformation occurs because the cracked region has a lower compliance, so the surfaces of the cracks repeatedly beat or slide against each other. The intense deformation breaks up the proeutectoid cementite and forces it into solid solution in a process that is well understood in other contexts.42–48 It is interesting that the reduction in compliance in a microscopically cracked bearing steel subjected subsequently to rolling contact fatigue resulted in a better life than a corresponding sample that was integral before testing.41,49
Carbon is the most potent contributor to the strength of steel when in solid solution. The hardness of the white etching region is measured to be greater than that of the surrounding matrix by at least 250 HV. The proeutectoid cementite would add ∼0·18 wt of carbon to the solid solution (p. 278 in Ref. 9), causing a hardness increase of 170 HV, 50 the residue presumably being associated with the fine scale of the structure in the white etching region together with the absorption of the minute carbides resulting from the tempering heat treatment. It is perhaps even more significant in the present context that the region would be greatly embrittled by this dissolved carbon so that the initiating crack would be more likely to propagate as the white etching region grows, but not beyond the confines of the white area, provided that the critical stress intensity for unstable fracture is not reached. Therefore, one solution would be to eliminate the proeutectoid cementite in the microstructure, either using lower carbon bearing steel or by changing the final heat treatment. Experimental carbide-free bearing steel does not exhibit white matter formation during rolling contact fatigue, 51 and a martensitic steel containing only tempering carbides showed a lower propensity to form white matter than one containing proeutectoid cementite. 52 It is worth emphasising that even if white matter forms in a carbide-free steel, its hardness cannot be as high as that associated with white matter that consumes carbides.
It is sometimes considered that the proeutectoid cementite is needed in the microstructure to facilitate the divorced eutectoid reaction53,54 that helps soften the steel in preparation for manufacturing operations. However, heat treatments can be designed so that the proeutectoid cementite need not be present in the final microstructure. 55 Indeed, carbide-free structures are now being investigated for low alloy bearing steels;51,55 more expensive steels containing a large solute content, such as the Cronidur 30,56,57 are already available for specialist aerospace applications, with a low carbon concentration that avoids carbides that are undissolved at the austenitisation temperature.
Another option is to make the proeutectoid cementite more thermodynamically stable by increasing the chromium concentration of the steel. (It has been reported, for example, that enhancing the chromium concentration in a stainless steel helped reduce the formation of white matter, although the reason was speculated to be the prevention of hydrogen accumulation at defects by chromium. 58 ) Evidence from M50 and M50NiL suggests a much reduced tendency to form hard white matter and associated cracks in this class of secondary hardening steels, probably because the resulting alloy carbides are much more stable than cementite. 9 The persistent carbides in these secondary hardening steels are used to explain the accumulation of plastic strain in affected regions that are not localised. 59
Butterflies are known to form at high contact stresses even in the M50/M50NiL alloys, 21 but have not been reported in any study from bearings that have experienced service. 60 Indeed, rolling contact fatigue is not a key feature in the failure of aeroengine bearings: the vast majority of operational failures in M50/M50NiL bearings are due to surface distress;61–63 although such distress can initiate cracks that grow by a fatigue mechanism, leading eventually to spalling, the important distinction is that initiation does not begin below the surface where rolling contact stresses are maximal.
A longer term solution is to make tougher bearing steels that have a ductile failure mechanism in the stress affected region. A steel based on a nanostructured mixture of bainitic ferrite and retained austenite 64 is a candidate for a new class of bearing steels. Rolling contact fatigue tests demonstrate butterfly-like cracks emanating from inclusions, but without the associated white matter. Furthermore, damage in the stress affected regions is ductile, with voids forming at interfaces, linking as the test progresses, with considerable branching of the links. 51 Steels with these structures have a proven record of good wear,65,66 fatigue and rolling contact fatigue resistance 67 although proper bearing tests have never been attempted. They can also be manufactured on a large scale.68,69
In summary, the following assertions may help focus investigations on current steel technologies, on the performance of wind turbine bearings, and on the development of future generations of bearing steels:
cracks likely precede the formation of hard white etching regions, which are a consequence of the localisation of plastic deformation due to the collision of crack faces under the influence of repeated contact stresses; to prevent the formation of hard white etching regions, it is necessary to avoid cracking and hence to improve the toughness of bearing steels hydrogen embrittles the steel, thus increasing the tendency for cracking and hence for the formation of hard white etching matter; the mechanism by which the hydrogen embrittles is not terribly relevant in this process; we know with complete certainty that it embrittles the steel; there are at least 38 000 publications on hydrogen in steels; all that is necessary is to avoid diffusible hydrogen or render it innocuous when it does enter the steel the removal of relatively coarse proeutectoid cementite in 52100 type steel should reduce the tendency for the formation of hard white etching matter; if the hardness of these regions is sufficiently reduced in this process, then they may become benign; an increase in the thermodynamic stability of the cementite must also help in this respect it is obvious that tougher bearing steels are required and those that fail by a ductile rather than a brittle mechanism; one way forward is the carbide-free bearing steel, some examples of which are promising there already exists sufficient characterisation of white etching regions, at many different resolutions.14,32,34,38,39,70–77 Further experiments of this type are likely to yield diminishing value.
Footnotes
*
Typical examples of the three-dimensional shape and other details can be found in Ref. 9.
†
A different form of white etching damage known as bands that are below but inclined to the contact surface can also occur during the late stages of bearing life, particularly when the contact stresses are exaggerated relative to those encountered during service. 16 These bands in 52100 steel are denuded in carbon and hence are soft relative to the matrix;9,17–20 the same is true of similar bands found in M50 bearings. 21 These softened bands are not associated with cracks or failure and hence are not discussed further. Other forms of white matter resulting from machining or other fabrication operations 22 are not relevant to the present discussion.