
Abstract
Melt treatment methods that involve the addition of small amounts of surface-active or/and inoculating elements have permitted the development of improved high speed steels (HSSs) with greater carbide control. In this work, addition of powdered W and WC into the melt was used to improve the as cast microstructure of AISI M2 HSS and, as consequence, its properties after full heat treatment. Under the action of inoculants, there was a refinement of the primary grains of the matrix and a transition from a columnar dendritic mode of solidification (typically found in uninoculated AISI M2) to a predominantly equiaxed morphology in the inoculated steels. SEM and EDS confirmed that the inoculation favoured the formation of the M6C eutectic at the expense of the M2C and MC variants, which prevailed in the as cast microstructure of the uninoculated steel. The relationship between microstructure and the properties is discussed.
Introduction
In the case of cast high speed steels (HSSs), the structure refinement, and resulting toughness improvement, can be achieved using a small addition of different elements into the melt, which can act as inoculants or as surface active agents, for example, Ti1–6, Nb,2–4,6 Zr,2,6 Ca,6,7 rear earth metals,1,6,8–12 Mg6,9 and others.13–16 Taking into account such criteria as melting temperature, surface energy, specific heat of sublimation, entropy in the standard condition, statistic generalised moment, and the total electron potential barrier of iron and other elements, it has been shown that Ti, Zr, Hf, Nb and Ta can be theoretically considered as effective inoculants.6,13 This theoretical prediction has been experimentally proven.1–6 With regard to fundamentals, it is known that the higher melting point and the similarity of a crystal lattice of the inoculant phase compared with the solidifying primary solid solution phase (ferrite in the case of AISI M2 HSS), the higher its potential inoculating effectiveness. With this in mind, attention has turned to another strong carbide former, tungsten,17–21 which possesses very similar chemical and physical properties as above mentioned carbide formers. 22
Our previous investigations on the inoculating effect of W have focused on the as cast microstructure of AISI M2 HSS inoculated with additions of this element in the form of powder and chip. 23 The purpose of the present work was to develop further an understanding of the inoculating effect of powder additions of W and WC on the microstructure formation during solidification and heat treatment, and to establish the relationships between the microstructure and the properties in the inoculated HSSs.
Experimental
The studied HSSs, with chemical compositions shown in Table 1, were prepared by melting in a high frequency induction furnace. Before casting, the inoculation treatment of the steel was carried out using powder additions, shown in Fig. 1 and being added to the melt in the following ranges: 0·3 and 0·6 vol.- for W and 0·1, 0·3 and 0·6 vol.- for WC. Before being added to the melt in the ladle, the powders were wrapped in iron foil with thickness of 0·125 mm and were preheated to 800°C in a vacuum furnace. The temperature of the melted alloy at the initial moment of powder addition was 1560°C and was controlled by a tungsten–molybdenum thermocouple. After 10 s mechanical stirring the melt was immediately cast into ceramic moulds. The cooling rate during the casting process (upon the solidification of the melt) was 3°C s−1. Specimens for metallographic examinations and mechanical tests were fabricated from the isothermally annealed ingots, which were 1·2 kg in mass. Annealing was carried out at 850°C in a vacuum furnace for 2 h followed by slow cooling to 720°C and holding at this temperature for 4 h. Then, specimens were slowly cooled in the vacuum furnace to 500°C and to room temperature in open air.
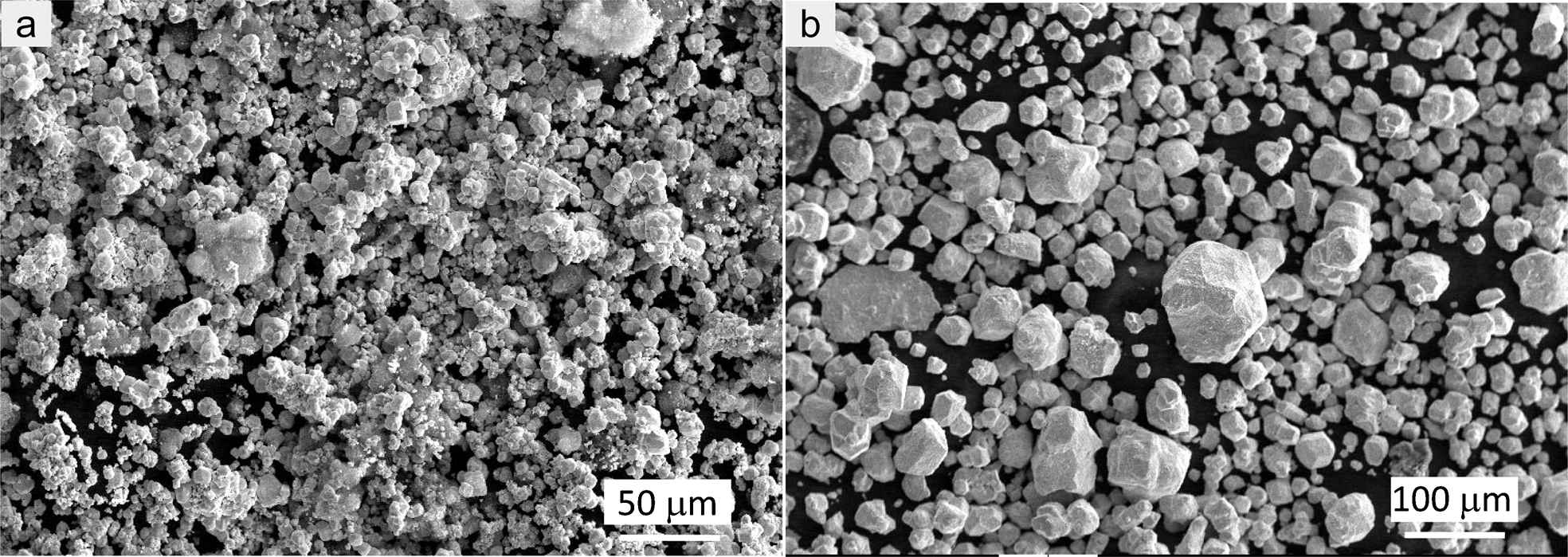
Micrographs of a W and b WC powders
Chemical compositions of studied steels/wt-
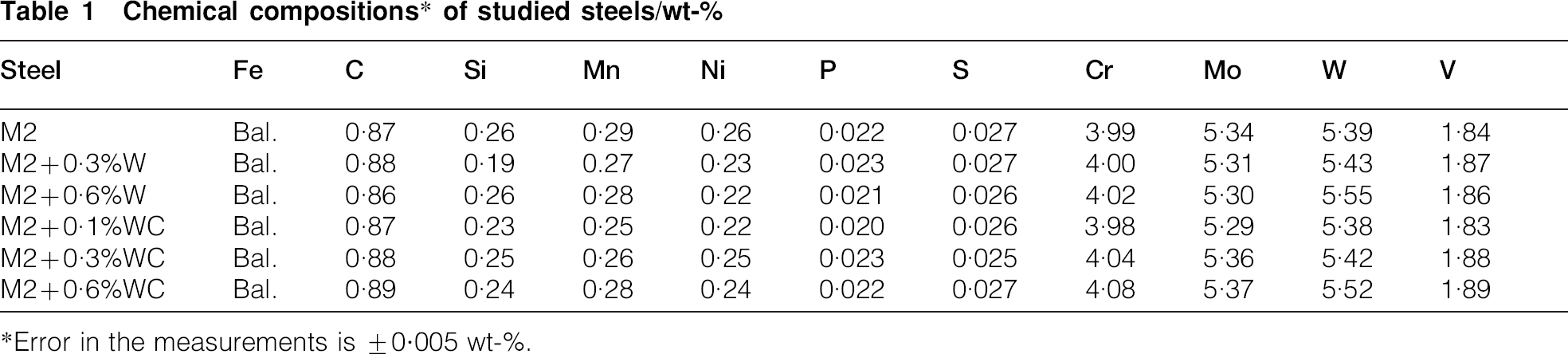
*Error in the measurements is ±0·005 wt-.
After annealing, one step preheating of the specimens prior to full austenitisation was used to minimise thermal shock. This treatment was carried out in a molten salt bath (70 BaCl2+30 NaCl) at 850°C. For austenitisation, the specimens were heated in a chlorine–barium bath (95 BaCl2+5 MgF2) to 1220°C followed by their quenching to 550°C in a 50 CaCl2+50 NaCl salt mixture and, then, in open air. Triple tempering at 560°C for 1 h in a 90 KNO3+10 NaOH salt bath completed the heat treatments of the specimens.
The metallographic specimens were prepared by standard procedures. After grinding and polishing the specimens for light metallography were etched in Villela-Bain (5 g picric acid+5 mL hydrochloric acid+95 mL ethanol) or Groesbeck (4 g KMnO4+4 g NaOH+100 mL H2O) that was the etchant for selective etching of carbides.
The microstructures of the studied steels were observed with a light microscope Neophot 32 and by a JEOL JSM–7600F scanning electron microscope (SEM), equipped with an Oxford Instruments energy dispersion spectroscopy (EDS) facility. In order to determine an average matrix grain size the light micrographs of the microstructure of the studied steels were subjected to statistical processing using the ImageJ computer program. Each value reported is the average of 400 measurements. Error of measurements was calculated using the method described elsewhere. 24
For determining impact toughness, Charpy unnotched impact tests, according to EN ISO 148-1, were carried out at room temperature with a striking energy of 30 J using specimens with dimensions of 10×10×55 mm. Each value reported is the average of five tests.
Wear resistance was characterised in terms of wear intensity of a specimen with dimensions of 10×10×30 mm during abrasion with a counterbody disk 0·05 m in diameter and 0·0025 m in thickness made of a carbon–manganese spring steel containing 0·65 wt-C and 1·12 wt-Mn with 45 HRC hardness versus sliding distance (time). The tribological tests were carried out at room temperature in unlubricated unidirectional sliding friction at 2·3 m s−1 (880 rev min−1) and under a load of 100 N, as shown in Fig. 2. Each test was of 10 min duration, hence a sliding distance of 1380 m. The wear intensities of the specimens were determined according to the ratio:


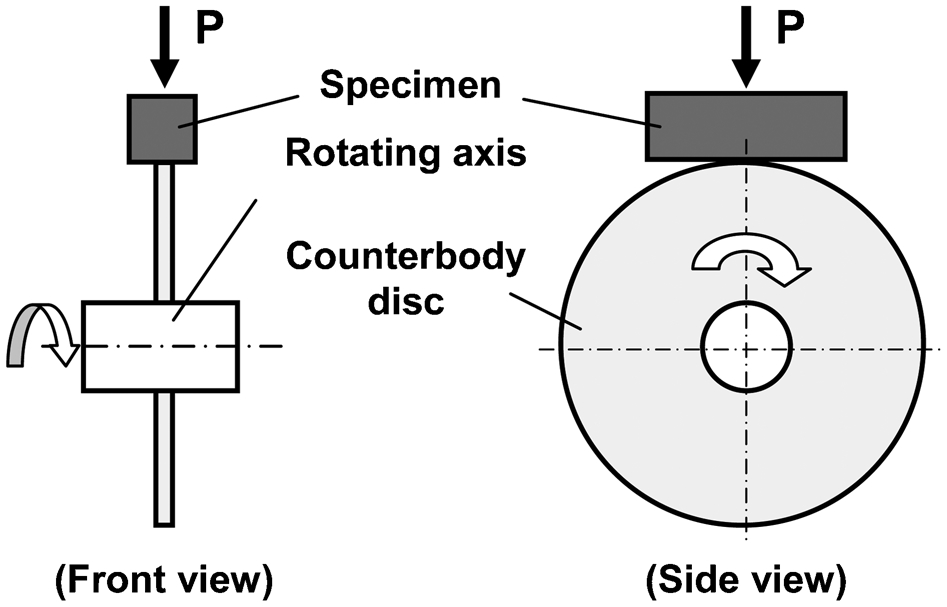
Schematic diagram of experimental arrangement for wear tests
The hardness and red hardness of the specimens were measured using the Rockwell C Scale (according to EN ISO 6508-1), with 40 measurements being made for each specimen, and an average being taken. The red hardness of the steels was evaluated on the basis of hardness measurements at room temperature on specimens, which, after full heat treatment, had been subjected to additional tempering at 620°C, for 4 h.
Results and discussion
Microstructure evaluation in as cast state
The microstructure of the uninoculated HSS in the as cast state has been described in detail elsewhere. 25 It was shown that, after solidification in the ceramic mould, the bainitic matrix, including a small amount of retained austenite and δ-eutectoid, had a typical microstructure of dendrites which were surrounded by a discontinuous interdendritic network of eutectic carbides (Fig. 3a). After casting the hardness of all the studied steel was of the order of 54–56 HRC. Three types of eutectic could be observed in the as cast microstructure of the uninoculated steel, i.e. MC with specific branched petal-like morphology, M6C with a typical fishbone morphology and M2C; M2C eutectic appeared in two morphological varieties – rod-like, evidently dominating over other types of eutectic, and lamellar. 25
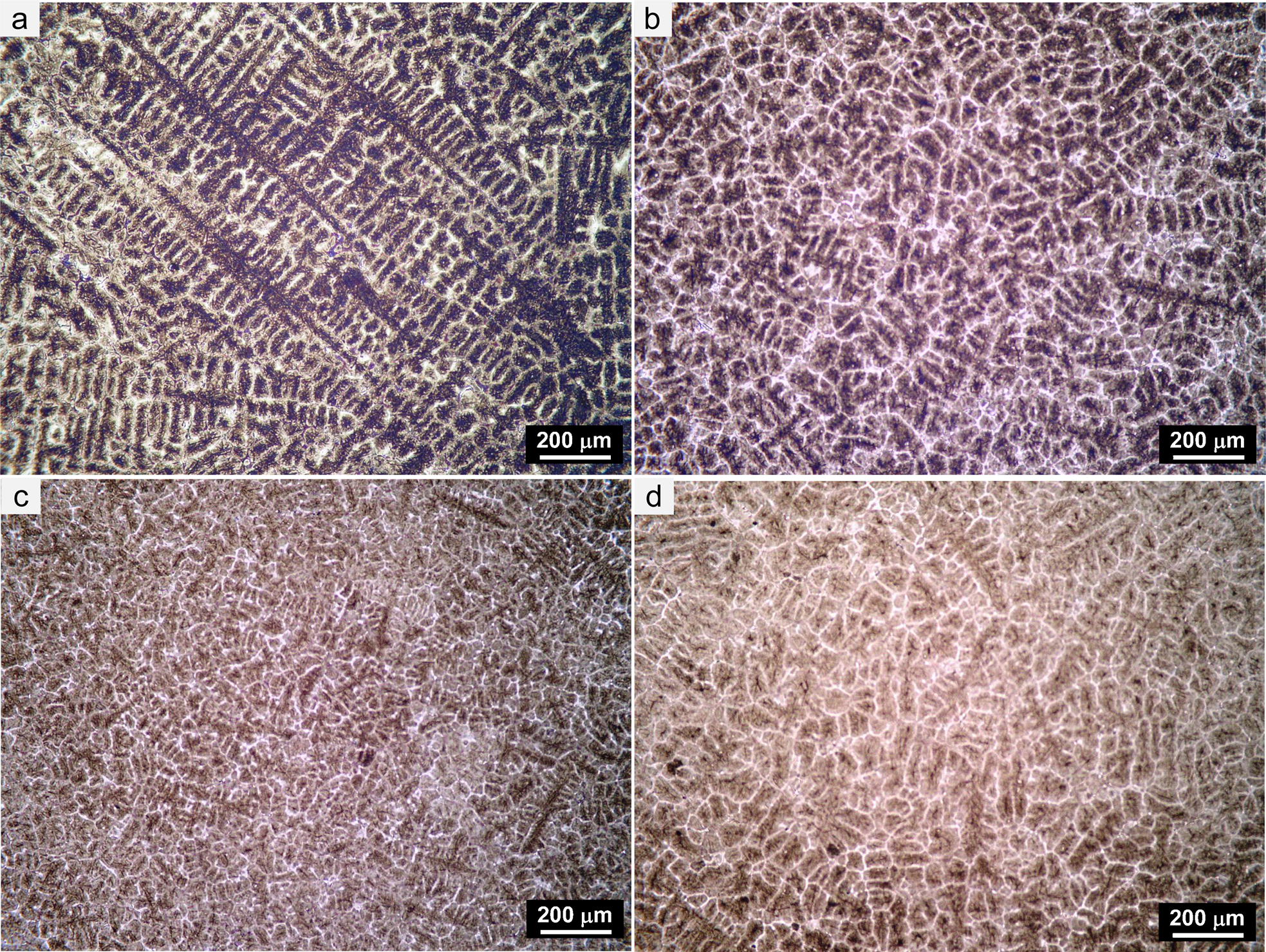
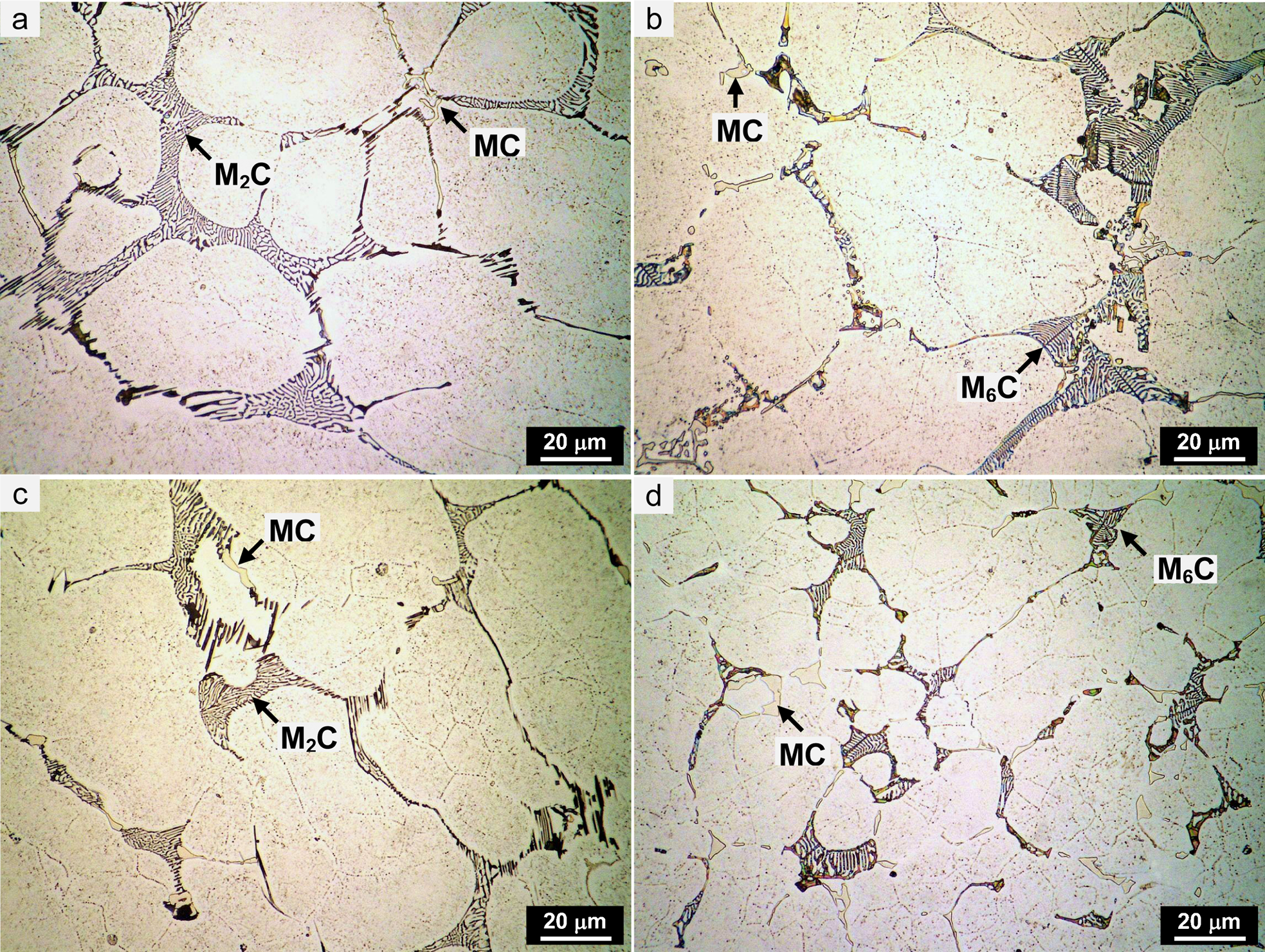
Light micrographs of overall as cast microstructure in a uninoculated M2 and inoculated with b 0·1, c 0·3 and d 0·6 vol.- WC HSSs. Etched in Villela-Bain. Fig. 3a adapted from Ref. 25
Figures 3b, c, d and 4 show that the inoculation treatment of the melt with WC agents favours the refinement of the primary grains of the matrix, and simultaneously a transition from the extremely slender columnar dendrites to an equiaxed morphology. The same effect has been also reported in Ref. 23 for HSSs inoculated with powder W (see Fig. 4). From Fig. 4 it is seen that the strongest refining effect in relation to the matrix has been achieved in the case of 0·3 vol.- of W and WC. This coincides well with the influence of other similar refiner, for example, tungsten chip, 0·3 vol.- of which, compared to 0·1 and 0·6 vol.-, provided the best result relating to the matrix refinement in uninoculated AISI M2 grade steel. 23 This fact can be explained by the phenomenon that is known in foundry practises as ‘overtreatment of the melt’.
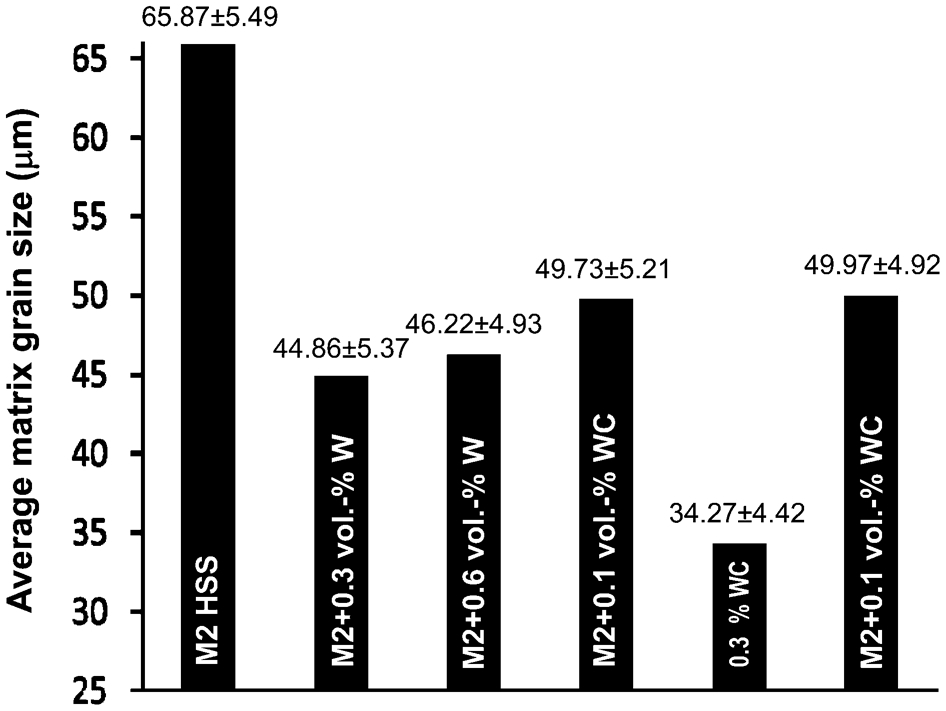
Average matrix grain size in studied HSSs
The above mentioned microstructural changes can be primarily attributed to an increase in the number of nuclei in the melt under the effect of the inoculants. It is likely that microvolumes of W atom clusters in the treated melt, or even W carbides, precipitated as the first solid phase, both resulting from the local dissolution of W and WC powder particles, and probably served as heterogeneous nuclei for ferrite. In particular, EXD analysis indicated the presence of the W-rich carbide phase in the bulk of the primary grains in the as cast microstructure of HSSs inoculated with powder W (Fig. 5). According to EDS point analysis this carbide phase contains, in wt-: 31·72W; 19·60Mo; 45·96Fe; 1·94Cr and 0·78V.
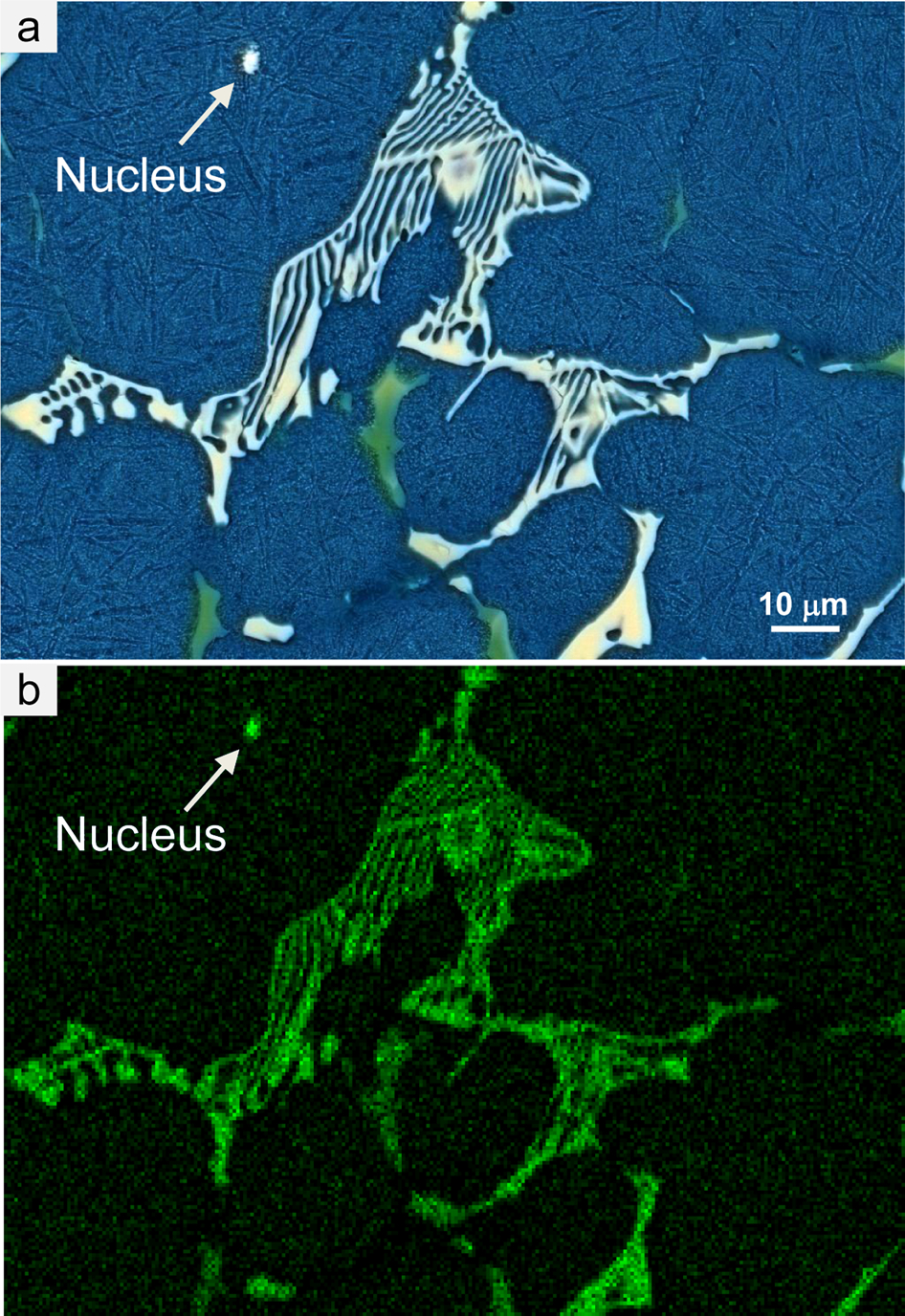
a image (SEM) of as cast microstructure and b W distribution in HSS inoculated with W chip. Adapted from Ref. 23
Table 2 shows how both the inoculating agents have affected the formation of different types of eutectic during solidification, as well as their volume fractions, in the as cast microstructure. It is seen from this figure that compared to the uninoculated HSS W and WC additives have completely suppressed the formation of the MC eutectic and at the same time favoured the precipitation of the M6C eutectic at the expense of the M2C, primarily with rod-like morphology. Indeed, the higher amount of both the agents, the larger volume fraction of the M6C eutectic in the inoculated steel. This effect can be probably explained as a result of the changes in the melt with respect to its chemical composition and the solidification sequence. For instance, it is known that the formation of the M6C eutectic is favoured by increasing overall W content. 26 Thus, when W and WC dissolve in the melt, the remaining eutectic liquid is enriched in W and, as a consequence, the formation of M6C eutectic is promoted. This tendency is more evident in the case of pure W, because the dissolution of WC leads to the simultaneous enrichment of the melt in carbon that, contrary to W, is known to favour the formation of M2C eutectic.27,28 The change in the solidification sequence can be theoretically attributed to the precipitation of primary tungsten carbides which could serve in the residual liquid as nucleation sites for M6C eutectic carbide.
Effect of inoculating agents on volume fractions of eutectics/vol.-

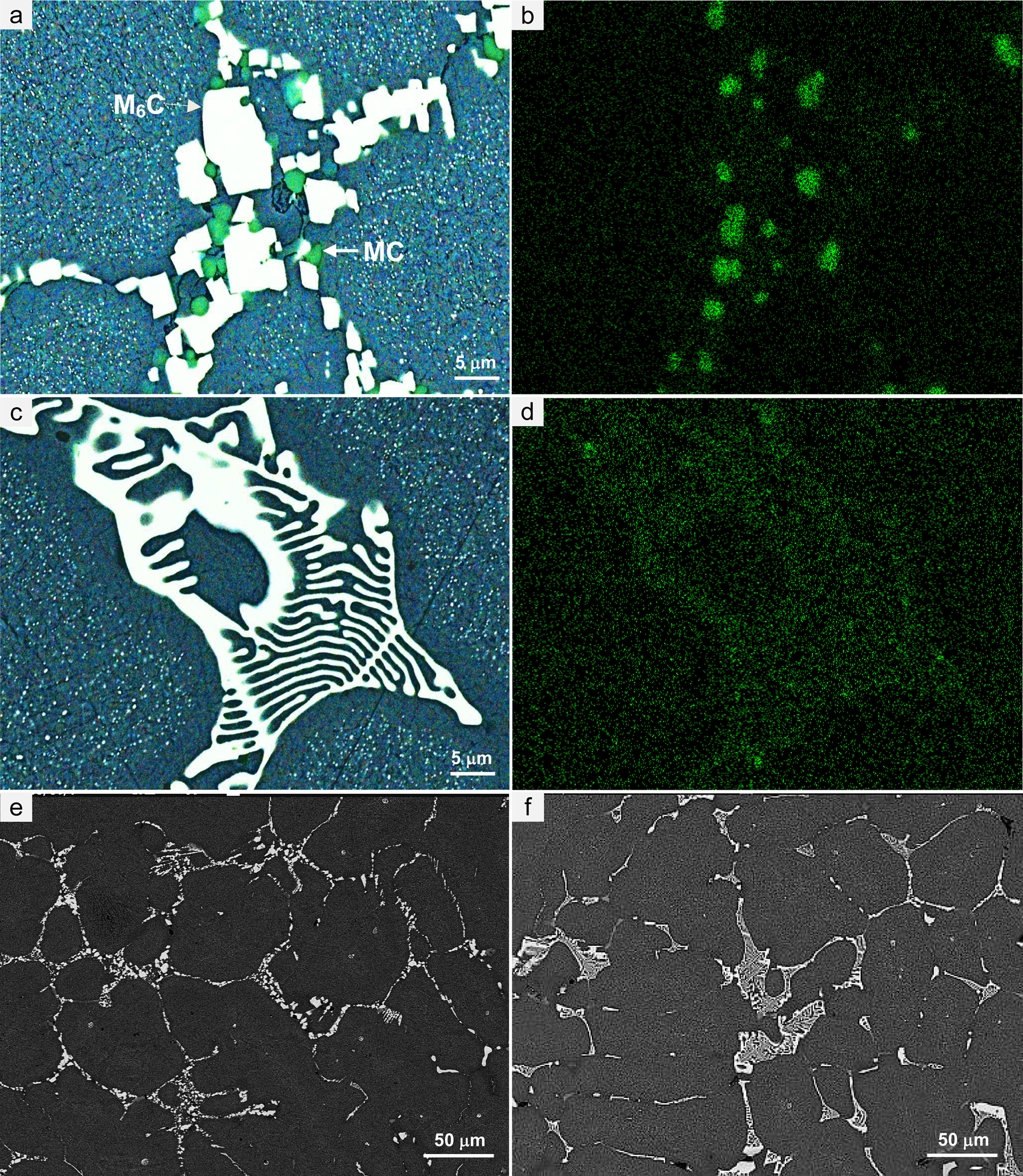
The typical morphologies of the eutectics revealed in the as cast microstructure of the inoculated HSSs, i.e. fishbone, rod-like and lamellar, are shown in Fig. 6a, c and e, respectively. Figure 6b, d, and f shows the vanadium distribution in these eutectics. It is necessary to emphasise that the general increase in the interdendritic solid/liquid interface, resulting from the refinement of the matrix grains, simultaneously promoted the formation of the smaller eutectic colonies, and, as a consequence, the eutectic content changes that can be seen, for example, in Fig. 3. Micrographs in Fig. 7 show the difference in the size of eutectic colonies in the as cast microstructure of the uninoculated steel (Fig. 7a and b) and in the inoculated steel with the smallest grain size of the matrix (Fig. 7c and d).
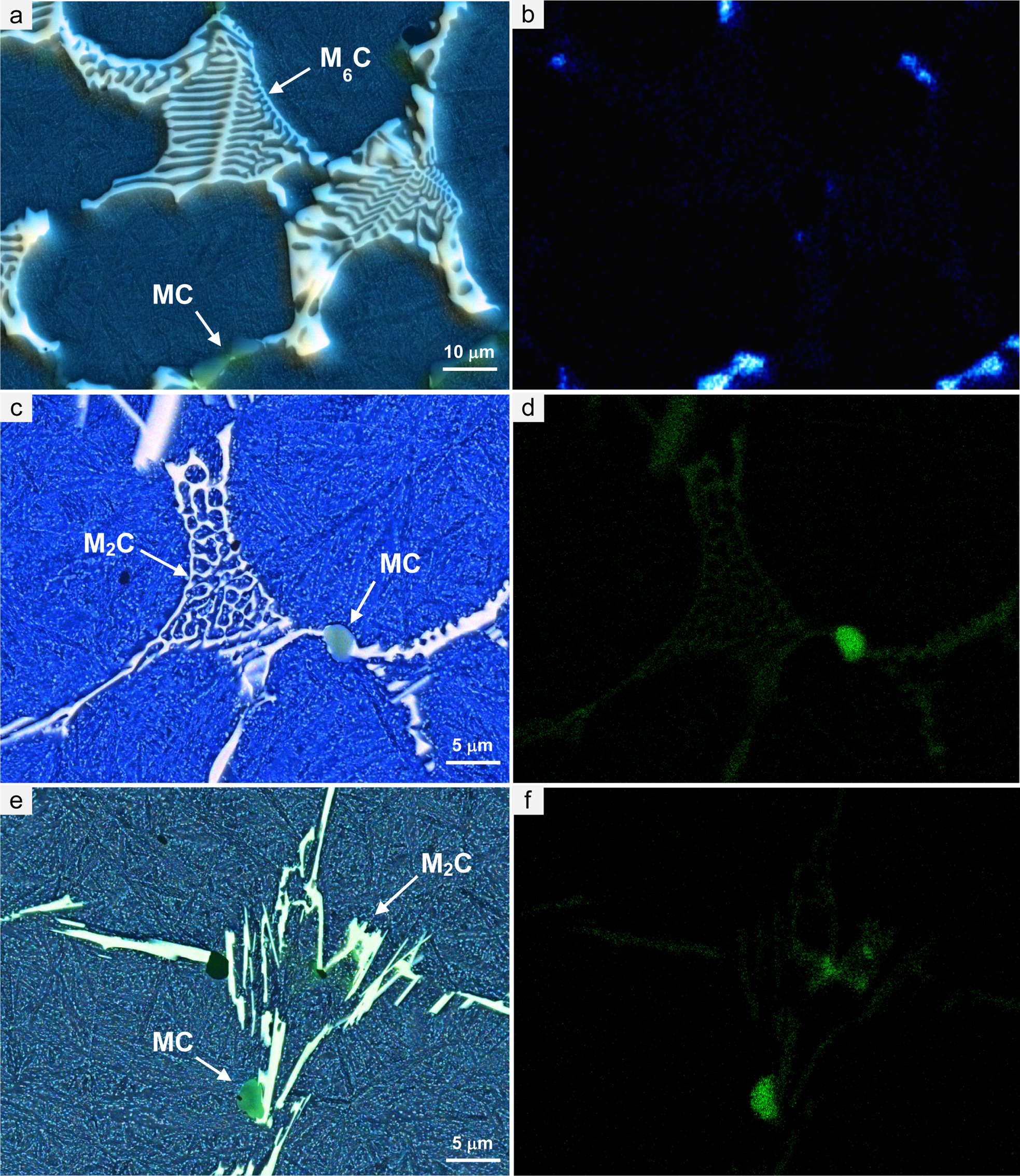
Morphologies of a fishbone, c rod-like and e lamellar eutectics and b, d, f distribution of V in as cast microstructure
Eutectic colonies in a, b uninoculated M2 and c, d inoculated with 0·3 vol.-WC HSSs. Etched in Groesbeck. Fig. 7a and b adapted from Ref. 25
Besides eutectic carbides, individual precipitates of primary MC carbide are also observed in the as cast microstructure of the studied steels, as can be seen in Fig. 6a, c, e and 7. The number of these precipitates increases somewhat with increasing amount of both the inoculating agents, and can be explained by the formation of the M6C eutectic to the detriment of M2C eutectic . M6C eutectic contains less chromium and especially vanadium and hence after its precipitation the higher content of V and Cr in the remaining liquid leads to the formation of MC at the end of the primary solidification.
Some typical eutectic carbide compositions are listed in Table 3, which also illustrates the main differences in the contents of the principal carbide formers found in the different types of carbides. As can be seen from Table 3, the Cr and primarily V contents in the M6C carbide are distinctly lower compared to those of the M2C carbide, and Fe content is significantly greater in the case of the M6C. The M2C carbide with lamellar morphology, in comparison to the M2C carbide with rod-like morphology, has somewhat higher content of V. Compared to the chemical compositions of the M6C and M2C carbides the composition of MC carbide differs by substantially higher level of V. The origin and specific chemical composition of the eutectic carbides formed in the as cast microstructure is known to control their behaviour during heat treatment.29–40
Chemical compositions of eutectic carbides/wt-
*Error in the measurements is ±0·1 wt-. ** Only in uninoculated steel.
Microstructure evaluation after complete heat treatment
In the tempered condition all the studied HSSs have a very similar martensitic matrix in which eutectic carbides, with their different morphologies, are present. With respect to thermal stability, M6C and MC eutectic carbides are considered as stable phases, 41 whereas M2C eutectic carbide is known to be a metastable one, which, at elevated temperature, decomposes into M6C+MC products according to the formula M2C→M6C+MC. 40 This was also reported 39 as M2C+Fe(γ)→M6C+MC and in the complete form as M2C+γ→M6C+MC+α+C. It should be emphasised that the latter formula reflects the participation of the matrix in the process. Taking into account chemical composition of M6C and M2C carbides, the effect seems to be primarily due to the difference in their Cr and especially V contents in the as cast state.
The microstructural changes occurring in different HSSs during heat treatment, in the context of M2C carbide decomposition, have been thoroughly studied in numerous works, but, as a rule, only in relation to annealing or hot-working of metallurgical ingots,31,32,37,38,40 and very rarely in relation to austenitising. 35 Much more detail on the specific features of the M2C carbide decomposition concerning the HSSs inoculated with powder TiB2 and W can be found elsewhere.21,30,42
It has been shown that during austenitising, V diffuses out of the M2C eutectic carbide and, interacting with the surrounding austenitic matrix, forms V-rich carbide – MC. 43 At the same time, the precipitation of MC carbide causes transition of the initial M2C carbide into M6C carbide, and both result in the formation of the M6C+MC mixture (Fig. 8a). In this mixture, the distribution of V is significantly heterogeneous, as shown in Fig 8b for the former M2C carbide for a tempered condition of the steel inoculated with 0·6 vol.- WC, which is not the case for vanadium distribution in the cast state. In the as cast condition, vanadium was homogeneously distributed throughout the M2C carbide (see Fig. 6d and f), like the other principal carbide formers.18–20,21,30,42 In this context important to stress that the change in V distribution during M2C carbide decomposition is a reflection of the changes in the phase composition of this eutectic carbide, that confirms the leading role of V in its decomposition process.
a products of M2C eutectic carbide decomposition, b V distribution, c M6C fishbone eutectic, d V distribution and e, f overall microstructure in studied HSS after heat treatment
After the M2C carbide decomposition, the interdendritic network of eutectic carbides in the microstructure of the inoculated HSSs in the tempered condition seems to be more interrupted and thinner, compared with the as cast state. This is more evident in the case of the inoculated steels with the greatest volume fraction of the former M2C eutectic (see Table 2). This feature may be due to the coagulation and partial dissolution of the decomposition products during austenitisation.
In contrast to M2C eutectic carbide, M6C carbide appears to be very stable, which can be primarily attributed to its specific chemical composition, as discussed above, and this is further demonstrated by it keeping the initial fishbone morphology without changes after heat treatment, as shown in Fig. 8c for the steel inoculated with 0·1 vol.-WC. It should be emphasised that no changes in V distribution are also observed in this carbide after the heat treatment (Fig. 8d), which can be considered as another confirmation of a high thermal stability of M6C carbide. As a consequence, two principally different eutectic carbide networks can be observed in the microstructure of the inoculated steels after heat treatment as shown in Fig. 8e and f, respectively.
Properties evaluation
In general, the cutting ability of HSSs depends on a combination of properties, among which the four most important ones are hardness, red hardness, toughness and wear resistance. 43
The typical values of the hardness and red hardness for the inoculated HSS, in comparison with the uninoculated steel, are shown in Fig. 9a and b, respectively. It is seen from the measured values that the inoculation did not affect significantly either the hardness or the red hardness, which are in the range of 64–64·5 and 60–61 HRC, respectively. This, in the first turn, could be attributed to minor changes in the chemical composition of the studied steels when comparing against the uninoculated steel18,20 and to the similar nature of the precipitated carbides being responsible for the secondary hardening. 44 On the other hand, somewhat higher values of the hardness and especially the red hardness for the steels inoculated with 0·6 of both the agents may be explained by a small increase of W in the solid solution of these steels.18,20
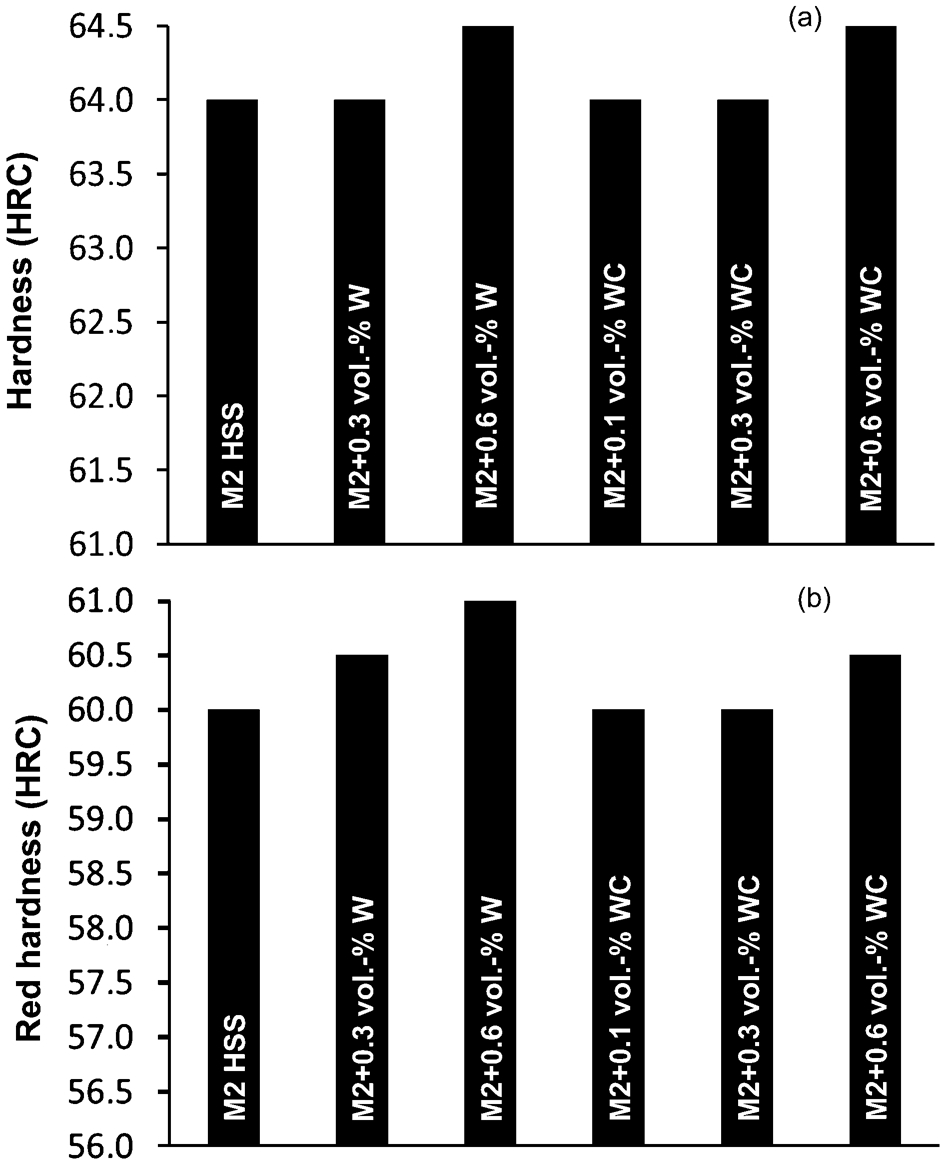
Effect of inoculating agents on a hardness and b red hardness. Uncertainty in measurements is in range ±0·1–0·4 HRC
Figure 10a illustrates that all the inoculated steels possess considerably greater toughness compared with the uninoculated steel. This can be due to: (i) a significant decrease in the matrix grain size; (ii) a transition from the columnar dendrites to the equiaxed morphology; (iii) the refinement of the eutectic colonies and carbides and, finally, (iv) the formation of more interrupted and thin network of eutectic carbides at the primary matrix grain boundaries.
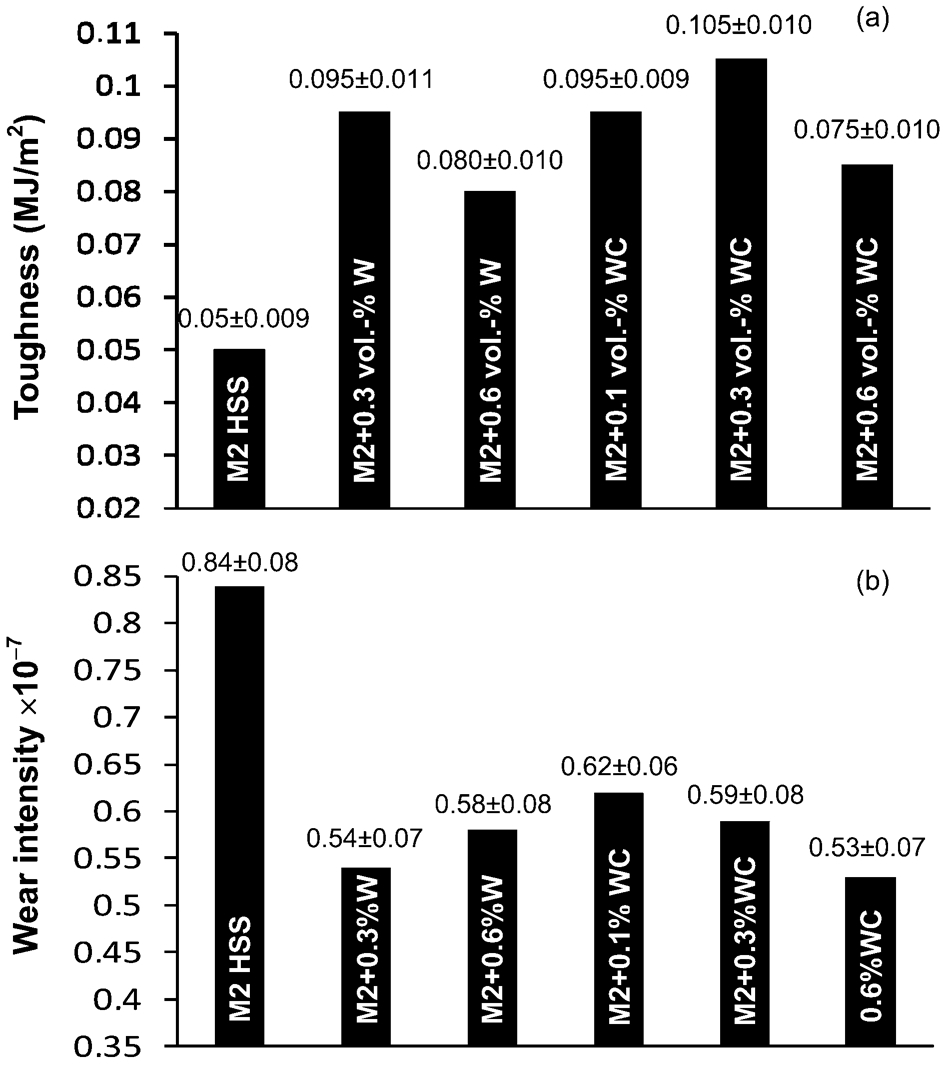
Effect of inoculating agents on a toughness and b wear intensity
On the other hand, the formation of more continuous and coarse eutectic carbide network, despite the matrix structure refinement, leads to a deterioration in toughness, as can be seen in Fig. 10a for the HSSs inoculated with the largest amount of both the agents. This confirms the key role of eutectic carbides in cast HSSs’ fracture in the heat treated state.
In previous works33,45–50 it has been shown that eutectic carbides can act as initiation sites for cracks which are formed at carbide/matrix interface through interface decohesion. In the HSS inoculated with 0·3 vol.-W, such microcracks initiate fracture that preferentially occurs by a debonding mechanism at the carbide/matrix interface (Fig. 11a and b) and by cracking of eutectic carbides (Fig. 11c and d), both leading to intergranular fracture mode with respect to the matrix grains (see Fig. 11a). At the same time, microcracks which are formed at the carbide/matrix interface can initiate cleavage in the martensitic matrix, thus resulting in more ductile transgranular fracture through the matrix grains. The resultant ratio of intergranular fracture to transgranular one was shown to depend primarily on the continuity and thickness of the eutectic carbide network, as well as on the size and morphology of the eutectic carbides that control the value of fracture toughness in cast HSSs after full heat treatment.13,33,44–47 In general, M6C carbide with fishbone morphology seems to be most responsible for HSS cracking during mechanical test.
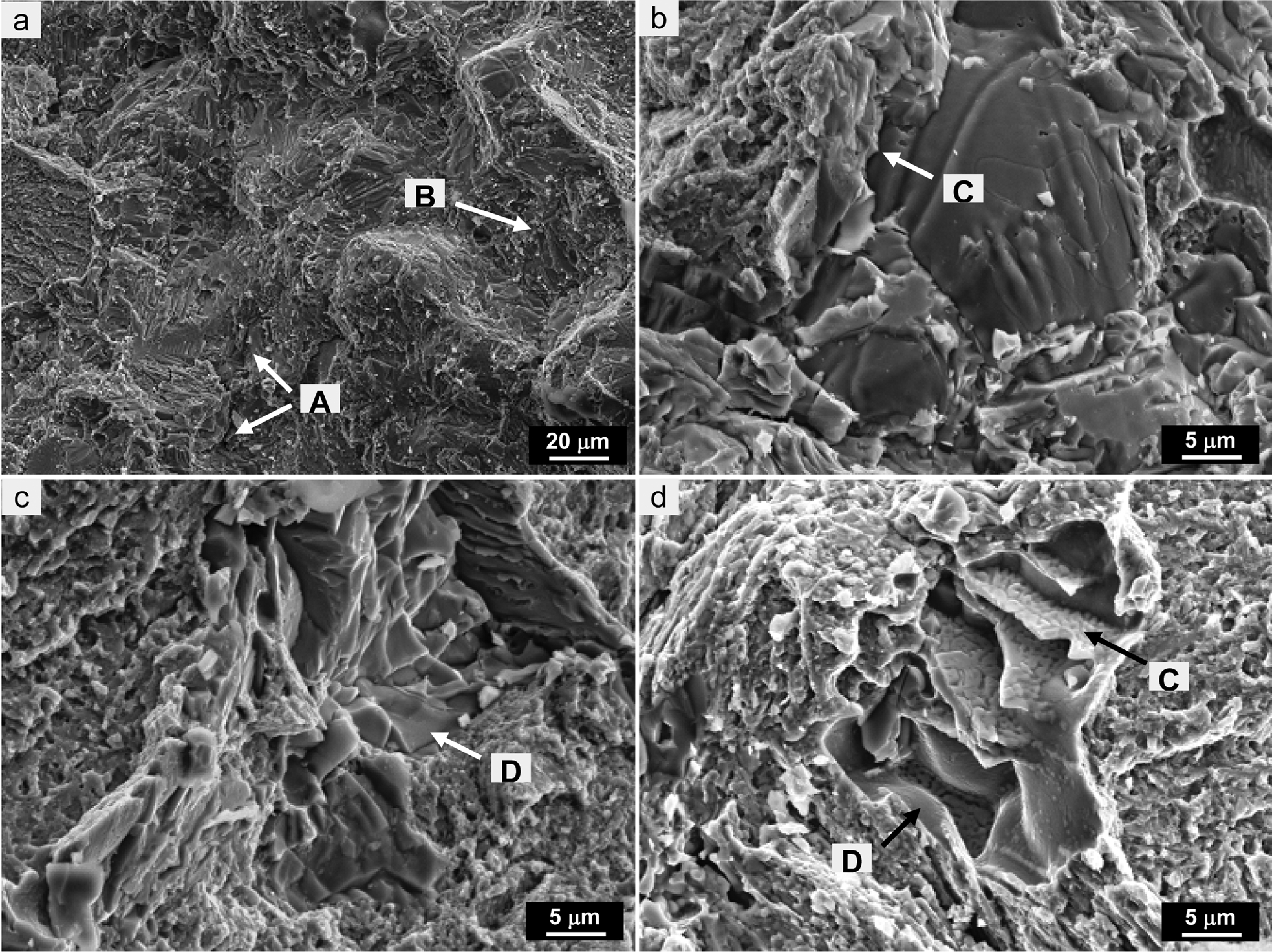
Fracture surfaces in HSS inoculated with 0·3 vol.-W: A – microcracks; B – intergranular phaset; C – cracks at carbide/matrix interface; D – cracking of eutectic carbides
The general microstructure refinement in all the inoculated steels also delivers enhanced wear resistance that reduces their wear intensity, as shown in Fig. 10b. However, in contrast to toughness, the presence of more continuous and coarser eutectic carbide network in the microstructure of the inoculated steels results in improved wear resistance for these steels. The key role of carbides in wear resistance of HSSs has also been reported in other papers.51–59 For example, it is seen in Fig. 12 that the worn surface of wear tracks for the uninoculated steel evidently differs from that for the steel inoculated with 0·6 vol.-WC by the stronger surface grooving and significantly more severe and deeper adhesive failure of the oxide scales.
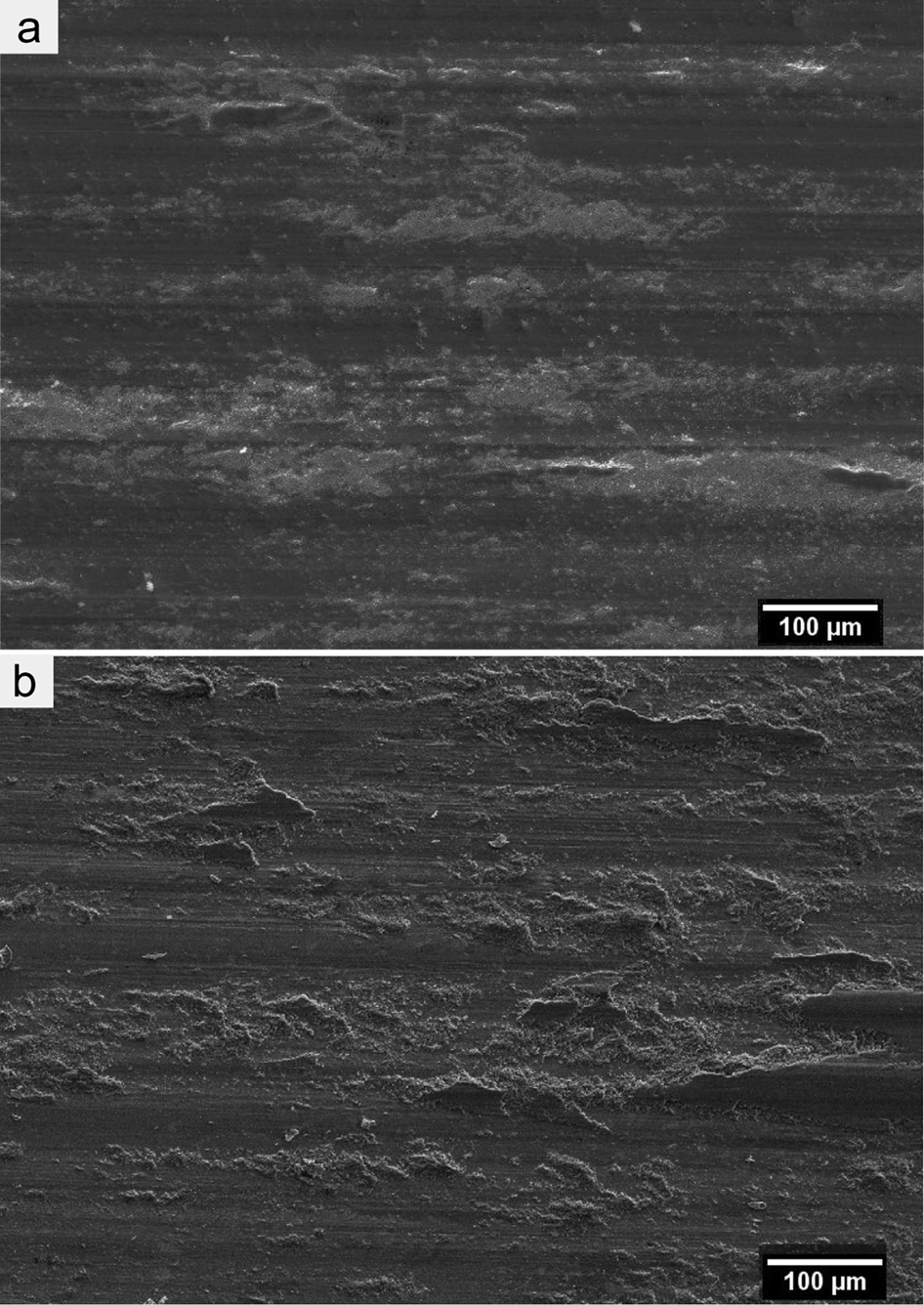
Worn surfaces for a uninoculated M2 and b inoculated with 0·6 vol.-WC HSSs
The ability of eutectic carbide network to resist wear can be probably associated not only with its continuity and thickness, but also with the morphology of the eutectic carbides which form the network. In particular, the increase in the volume fraction of the stable M6C eutectic with fishbone morphology in the interdendritic space of the inoculated HSSs seemed to contribute also to their enhanced wear resistance under the used test conditions.
Conclusions
In the present investigation, the effect of inoculating additions, which were added to the melt in the ranges 0·3 and 0·6 vol.- for W and 0·1, 0·3 and 0·6 vol.- for WC, on the microstructure and properties in AISI M2 HSS have been examined. The main results are the following.
Both the inoculants promoted strong matrix grain refinement after casting. The transition from the extremely slender columnar dendrites, being typical for the uninoculated steel, to the equiaxed morphology in all the inoculated steels was also observed. The refining effect and the transition of morphology with respect to the matrix grains could be referred to the increase in number of nuclei formed in the melt under the effect of the inoculants.
Four types of eutectic carbides were identified by SEM and EDS analysis in the as cast microstructure in the studied steels: M2C with rod-like and lamellar morphologies, M6C with fishbone morphology and MC with branched petal-like morphology. Compared to the uninoculated steel, both inoculating agents favoured the formation of M6C eutectic at the expense of M2C eutectic and completely suppressed the formation of MC eutectic.
The refinement of the eutectic colonies as well as the formation of the more discontinuous and thinner interdendritic network of eutectic carbides compared to the uninoculated steel was also observed in the studied steels after casting. This effect could be related to the increase in the interdendritic solid/liquid interface due to the primary matrix grains refinement.
After the heat treatment, two principally different eutectic carbide networks could be observed in the microstructure of the inoculated steels formed by: (i) the stable M6C carbide which is characterised by a smooth boundary that continuously outlines the interface between the martensitic matrix and the eutectic colony; (ii) MC and M6C products of the decomposition of the metastable parent M2C carbide which are imbedded in the martensitic matrix.
Hardness measurements showed that there were not significant distinctions in hardness and red hardness between the uninoculated and inoculated steels. The hardness and red hardness values of the studied steels were in the range of 64–64·5 and 60–61 HRC, respectively.
The structural changes induced by the inoculating agents and which were retained in the heat treated condition resulted in the enhanced toughness and wear resistance in the inoculated steels compared to the uninoculated steel. The Charpy unnotched impact tests as well as the wear resistance tests at the unlubricated unidirectional sliding friction confirmed a key role of the eutectic carbides in the fracture and wear behaviour of the studied HSSs.
Footnotes
Acknowledgements
The author is grateful to Dr M. Boháčik, Dr J. Porubský and Dr P. Úradník for technical help with this work and to Associate Professor Ľ. Čaplovič for EDS analysis. The financial support of the grants from the Ministry of Education, Science, Research and Sport of the Slovak Republic VEGA 1/0117/11 and 1/2594/12 is gratefully acknowledged. Ed Pickering, University of Cambridge, is thanked for the English language polishing. The paper is based on a conference presentation (APMS, Cambridge).