
Abstract
Individually, aluminium metal spray (AMS) and organic paints are well established as effective protective coatings for steel substrates. These coatings are also frequently used together as duplex systems where their combination should produce a synergistic effect. However in certain, mainly marine, environments premature failure of such coatings, involving early blistering of the paint, has been observed in service after 3-5 years. This work aims to understand the mechanisms associated with the early failure of the AMS+paint duplex system. Various panels were initially prepared for accelerated exposure using combinations of coatings on blast cleaned steel. Visual inspection after salt spray exposure revealed the presence of white corrosion product, which was confirmed afterwards as Al(OH)3. Observation of the coating microstructures before and after salt spray exposure confirmed significant local corrosion of aluminium underneath the paint layer. It is suggested that failure of the duplex AMS/paint system initiates by corrosion of the porous AMS underneath the organic layer then progresses by the combined effect of volume expansion due to formation of Al(OH)3 and cathodic blistering of the paint from the AMS surface.
Introduction
Background
Aluminium metal spray (AMS) coatings are recommended for very long term protection of structural steel where the time to first major maintenance is expected to be in excess of 15 years. 1 AMS coatings are porous and organic sealers (essentially highly thinned lacquers) are frequently used to fill the open pores with the intention that this procedure enhances the corrosion protection offered. However, surface porosity in thermal sprayed coatings is not necessarily detrimental as it provides a mechanical key for the organic over-coat. 2 AMS coatings protect steel by providing an effective barrier between the steel substrate and the atmosphere and may galvanically protect a structure if there is any break or damage to the coating, provided the aluminium surface is not wholly passive.
AMS is also commonly used with a paint system (a duplex coating system) to improve the performance as the combination is intended to produce a synergistic effect and thus extend the total life of the corrosion protection system. 3 Traditionally, AMS over-coated with acrylated and chlorinated rubber paints demonstrated greater long term performance. 4 However, these were discontinued in the 1980s due to environmental concerns. Since then, AMS has been usually combined with epoxy/polyurethane paint systems and applied in service to protect structural steelwork, e.g. offshore structures, highway bridges, etc. However, premature failure of this duplex coating system involving blistering of the paint and rapid corrosion of the AMS has been observed, particularly in locations of high chloride deposition. 5 In such failures, it is commonly assumed that the initial failure involves paint blistering, with corrosion of the AMS following. Various generic mechanisms of paint blistering have been proposed, e.g. film swelling, osmotic pressure, and cathodic alkalisation. Mayne 6 described blistering phenomenon as a result of water absorption by paint films which leads to film swelling. Brunt 7 also proposed film swelling as the reason behind blistering. Gay 8 suggested that blisters form as a result of water absorption by water soluble inclusions in the paint film. However, Funke 9 questioned how water adsorption could cause film swelling as typically rather low amounts (0·1-3 mass-%) of water are absorbed, which seems inadequate to swell the paint film sufficiently. Osmotic pressure has been proposed as an alternative mechanism of paint blistering and can arise as a result of substrate contamination where osmosis is facilitated by the presence of water soluble material, e.g. salts at the interface between substrate and coating or between various layers of coating. 10 In addition, cathodic blistering may take place as a result of alkali formation at localised cathodic sites under intact or defective coatings. 11
This paper describes laboratory accelerated (salt spray) exposures of blast cleaned steel that have been coated with various combinations of AMS+paint. Detailed microscopy and chemical phase analysis have been applied to consider in detail the mechanisms behind premature blistering and failure of AMS+organic duplex coatings. In particular, the hypothesis that paint blistering on the AMS layer initiates the failure is evaluated.
Performance in service
The duplex coating system studied consisted of AMS, which was sealed with an epoxy clear lacquer and over-coated with zinc phosphate epoxy primer, MIO (micaceous iron oxide) epoxy undercoat and polyurethane topcoat (Fig. 1). This system will be referred to as the AMS-MIO coating system; the paint system excluding AMS will be referred as Org-MIO. Minor variations in this system are widely used for applications in marine conditions (e.g. offshore rigs, wind farms, etc.) and in terrestrial conditions (e.g. highways and rail structures, etc.)
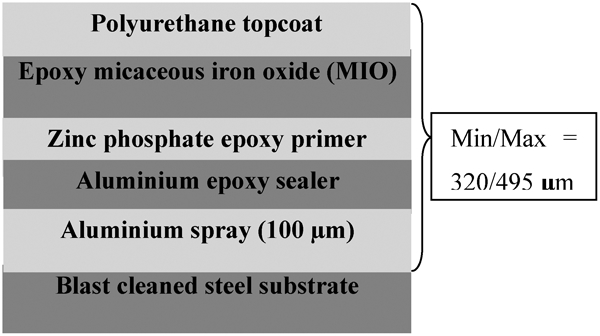
Schematic diagram of duplex coating system on steel
This particular AMS-MIO coating system was exposed as part of a highways structure and showed premature failure in service by local blistering especially at locations where water tended to pool and where significant chloride was also present (i.e. from road de-icing salts). For example, on an ‘I’-beam after 7 years exposure, blistering was more prominent on the upper surface of the bottom flange close to the web where water and salt retention is more likely. The blisters that formed were circular or elongated in shape and were 100-300 mm in dimension. Where surface damage/blistering was visible, the adjacent paint could easily be scraped off the AMS layer for up to 1 m using a chisel or stripping blade. Significant amounts of white powdered deposits were always found underneath the organic layer; pH paper indicated that this region was alkaline. After removing this powder, steel substrate corrosion was clearly visible as a brown or orange deposit (Fig. 2).

Blister of ∼100 mm diameter with white powder-like product and brown deposit underneath observed on upper surface of bottom flange of bridge in service
Experimental
Sample preparation
Duplicate steel panels, of dimension 150×75×5 mm, were prepared with the coating systems listed in Table 1 applied after blasting. Within each system, the ‘A’ panel remained as coated, while the ‘B’ panel was scribed through the coating to the substrate steel with a 1 mm wide×40 mm long cut parallel to the longest edge in the centre of each panel. The scribe was introduced to imitate damage during service. Before coating, steel panels were grit blasted to Sa.3 (for panels with a AMS coating) or to Sa.2½ (for panels where the organic coating was applied directly to the steel). The AMS was applied by wire flame spray using 4·76 mm pure aluminium (99·5%) wires, while all organic coatings were applied by airless spray. The dry film thicknesses of the coatings on the panels were measured before exposure with at least four readings per panel taken; high and low values, and the average, were recorded.
Coating systems applied on blast cleaned steel
Keys: AMS, aluminium metal spray; Ep, Epoxy sealer; HBQD, high build quick drying; MIO, micaceous iron oxide.
Exposure and analysis
Panels were exposed within a cyclic corrosion exposure cabinet set up to undertake continuous salt spray to BS EN ISO 7253 for a total time of 1500 h. The microstructure of the substrate and the coated panels were observed using optical and scanning electron microscopy (SEM). Analysis of corrosion products was conducted by X-ray diffraction (XRD) analysis, and Rietveld refinement, using a Phillips X'Pert XRD system. A sample from a blistered AMS-MIO duplex coating in the field (e.g. the highways structure, Fig. 2) was collected and the corrosion products were also analysed by XRD.
Results
Dry film thickness
The measured dry film thicknesses for the coating systems used in this work are presented in Table 2. The coating systems generally met the minimum specification thickness however often exceeded the maximum thickness.
Dry film thickness
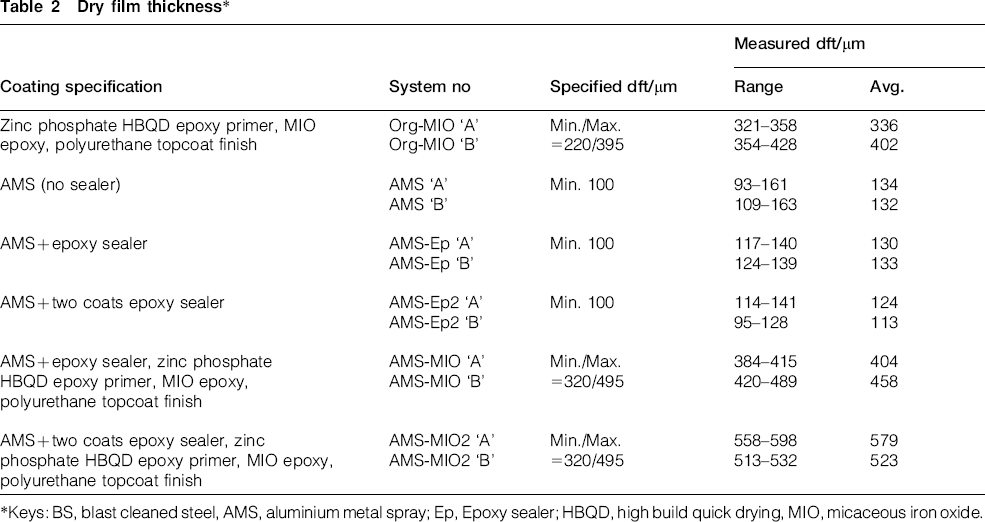
Keys: BS, blast cleaned steel, AMS, aluminium metal spray; Ep, Epoxy sealer; HBQD, high build quick drying, MIO, micaceous iron oxide.
Visual inspection of panels after exposure
Visual inspection was carried out on the front face of the panels that were exposed to the salt spray within the cabinet (Figs. 3 and 4). All panels coated with AMS, whether over-coated with an organic system or not, showed superficial white deposits that were extensive in the vicinity of the scribe. Blistering was evident on the duplex AMS-MIO and AMS-MIO2 systems and was also observed on the AMS-Ep2 system that had been sealed with two coats of epoxy sealer rather than a single coat. Organic coating delamination of approximately 5 mm adjacent to the cut was observed in the AMS-MIO paint system with one coat of epoxy sealer. However delamination almost reached the edges of the panel of the AMS-MIO2 system (i.e. with two coats of epoxy sealer). Steel substrates coated with only the organic paint system, i.e. the Org-MIO system without AMS, showed only minor corrosion and rust staining originating from the scribe with minimal coating delamination evident.
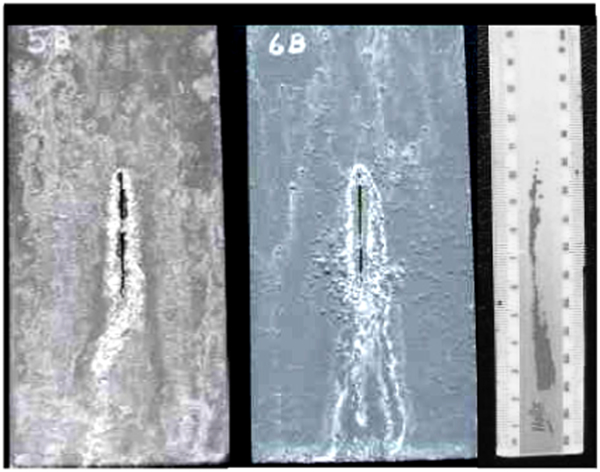
(left) AMS-Ep (single sealant coat) – white deposits visible with no apparent blistering, (right) AMS-Ep2 (two sealant coats) – significant blistering with white deposits
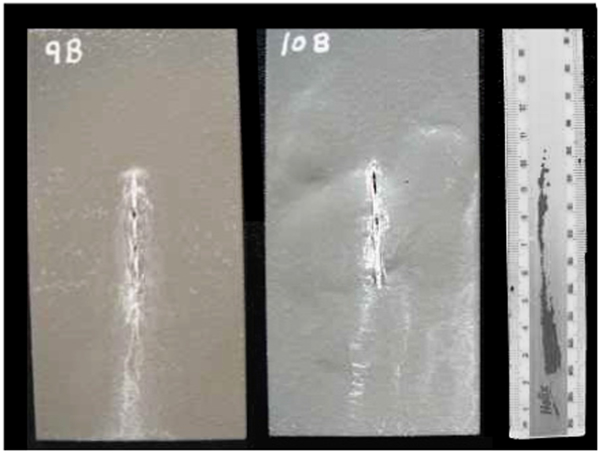
(left) AMS-MIO system (single sealant coat) minor blistering close to scribe, (right) AMS-MIO2 system with two sealant coats, showing extensive blistering
Microscopy
Significant damage and loss of aluminium coating thickness was evident on the AMS-Ep coated samples after 1500 h of salt spray exposure (Fig. 5). Significant differences in performance between the Org-MIO and the AMS-MIO coating system were evident (Fig. 6). In particular, no delamination was observed within the Org-MIO (fully organic – no AMS) coating, in contrast to the AMS-MIO coating where extensive disbonding was clearly present between the organic layers and the AMS layer.
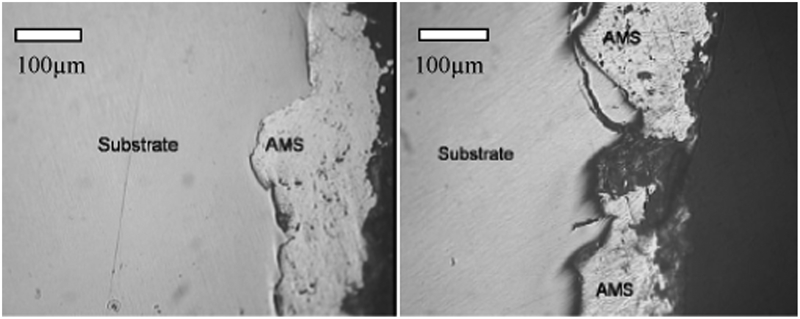
Optical microscopy of AMS-Ep: (left) not exposed to salt spray; (right) after 1500 h salt spray
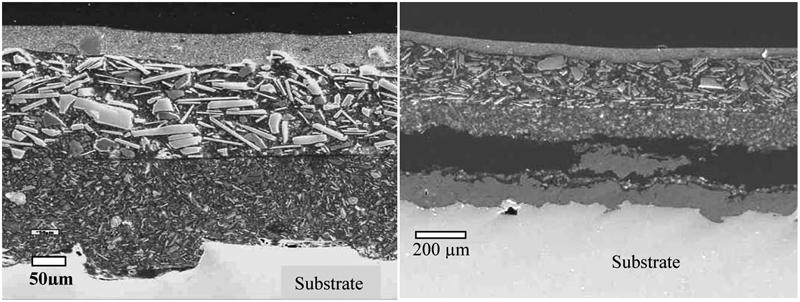
Image (SEM) after 1500 h salt spray: (left) Org-MIO, no delamination evident; (right) AMS-MIO, significant delamination at interface between AMS and organic layers
X-ray diffraction analysis
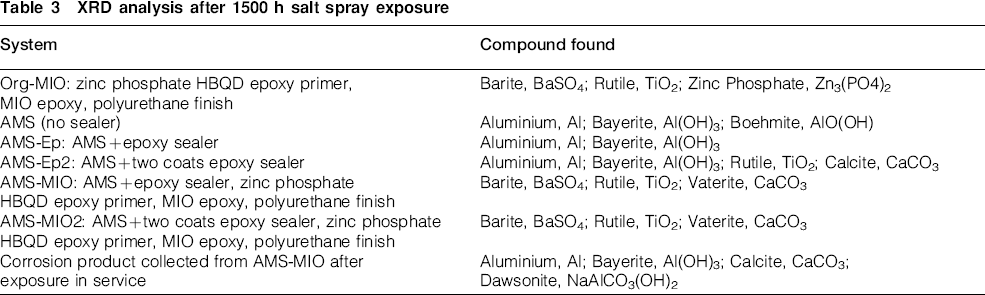
XRD analysis of the corrosion products removed from the panels after salt spray exposure XRD are presented in Table 3. In the case of steel substrate coated with AMS, the main corrosion product was Al(OH)3–bayerite, although some quantities of AlO(OH)–boehmite were also present. The results also show the use of various pigments: rutile, TiO2, calcite, CaCO3, and barite, BaSO4, within the organic layers.
XRD analysis after 1500 h salt spray exposure
Discussion
General observations
After salt spray exposure the AMS-Ep and AMS Ep2 coatings (i.e. with one or two coats of sealant only and no organic coating) showed significant local thinning. In some locations all the aluminium had been effectively consumed and minimal corrosion of the substrate had occurred. This is evidence that AMS can, certainly in the high chloride salt spray environment, act to sacrificially protect the underlying steel. However, comparison of the performance of the duplex coating system (AMS-MIO) with the organic only system (Org-MIO) is more informative. Thus, the former showed extensive white corrosion product formation beneath an obviously intact organic coating for both scribed and unscribed panels. Indeed, delamination/disbonding of the organic coating was evident for all the duplex systems studied generally in both scribed and unscribed panels. This was particularly visible where two coats of epoxy sealer were used (the AMS-MIO2 duplex system) with disbonding extending to the edge of the panel with the scribe. In contrast no disbonding was evident for the organic only system on blast cleaned steel, which appeared to have a far greater adhesion after salt spray exposure. No corrosion damage was evident for the unscribed ‘A’ panel and only rust staining at the scribe for the ‘B’ panel. Therefore, based on salt spray exposure, extensive blistering/disbonding of the organic coating appears to be associated solely with the presence of the aluminium metal sprayed layer. In the absence of the AMS layer the organic system applied directly to steel provides far better performance under salt-spray conditions.
X-ray diffraction analysis
From visual inspection and XRD analysis, it has been found that Al(OH)3 and AlO(OH) are the main corrosion products in all cases where the AMS layer is present. In order to quantify the amount of this material formed, Rietveld refinement of the XRD data was performed for the single AMS coatings with and without sealer (i.e. not the duplex systems) and is presented in Table 4. In the absence of sealer, around 40% of the aluminium was consumed. Application of one or two coats of epoxy sealant to the AMS resulted in a significantly greater consumption (∼50%) of aluminium at the end of the salt spray exposure. This is a surprising result that might be explained by the adsorption or trapping of water by the epoxy sealant within the pores of the AMS coating. Water attraction by epoxy coated aluminium has been reported by Brand et al. 12 Clearly, the epoxy sealers are not improving the protection of the AMS coating but, rather, are detrimental to performance.
Approximate amount of aluminium corrosion product measured by Rietveld refinement of XRD results for AMS samples with or without epoxy sealer

Blistering mechanism
From the current study and in-service observations it has been found that the main corrosion products formed on single AMS or duplex AMS/paint systems is Al(OH)3. In-service observations show that damage to the AMS/paint duplex system is more prevalent where water tends to pool (i.e. has a longer residence time on the coating) and where salt contamination is likely. Finally, the salt spray exposure results show effectively no failures where the AMS is absent from the system (i.e. on steel substrates only) but extensive failure where it is present. Thus, in chloride media, failure is associated exclusively with the presence of the AMS metallic coating underneath the organic coating.
The key mechanistic question is whether coating system failure initiates with corrosion of the AMS metallic coating underneath the organic coating, which is then forced off by mechanical jacking and/or cathodic disbonding or whether blistering/cathodic disbonding of the organic coating occurs first followed by corrosion of the AMS layer. The key influencing factors are:
a long residence time for water on the organic coating
the presence of chloride
the presence of the AMS substrate.
Water diffuses readily through epoxy polymers which have saturation water contents from 1-3% by mass and such water may be assumed to be available for reaction at the epoxy/AMS interface. 13 Furthermore, it has been shown unequivocally that chloride ions diffuse within epoxy coatings. 14 Under these conditions, whether at a pinhole in the organic coating or not, corrosion of aluminium evidently occurs. AMS coatings have a characteristic structure that contains open and closed porosity as well as oxide and other inclusions. Highly diluted lacquers are commonly used to fill this porosity however have been shown here to be completely ineffectual, indeed somewhat detrimental, to the corrosion of the AMS coating. In the presence of chloride ion, aluminium is susceptible to localised corrosion. The surface of AMS coatings contains intrinsic defects that would act as precursors to pitting; in addition, porosity within the body of AMS coatings would act as a large crevice. In this scenario, anodic and cathodic regions would not need an electrolyte pathway along the AMS/organic interface since this is present as a consequence of the intrinsic coating porosity. Thus, anodes and cathodes are likely to be dispersed over a much larger area than would be expected if organic coating delamination was the only electrolyte pathway.
We suggest, therefore, that on duplex AMS/organic coatings, failure initiates by migration of water and chloride ions within the organic layer followed by localised corrosion of the aluminium at the AMS/organic interface. Organic coating disbonding follows by one or more of the following processes: mechanical jacking whereby alumina corrosion product was a larger molar volume that aluminium; anodic undermining whereby the AMS layer is lost and the organic layer has nothing to adhere to; and cathodic disbonding over large areas of the AMS/organic interface.
Conclusions
Aluminium metal spray (AMS) coatings, whether with or without an organic paint system, perform very poorly under salt spray exposure. The epoxy sealer, recommended for application to AMS coatings, was found to be ineffective, indeed somewhat detrimental to performance.
Extensive disbondment of the organic layers was observed for all duplex AMS/organic systems. However, when the AMS layer was absent and the organic system applied directly to blasted steel, no significant disbondment was evident.
It is suggested that failure of the duplex AMS-MIO paint system initiates by underfilm corrosion of the AMS layer as a result of water and chloride ion penetration through the organic layers. Conventional electrolyte penetration along the AMS/organic interface is not required for delamination and corrosion to proceed since the AMS is itself highly porous.
The presence of the aluminium metal spray coating does NOT enhance the performance of conventional organic coatings and its use in coatings specifications should be deleted.
Footnotes
Acknowledgements
The authors gratefully acknowledge the technical support and supply of materials from The UK Highways Agency, Fairfield Mabey, Ltd. and Scientifics, Ltd.