
Abstract
There is significant pressure within the automotive industry to create lighter cars in order to improve their energy efficiency. Using plastic glazing as a replacement for glass is a potential option for the manufacturing of lighter weight vehicles. Plastic, however, is relatively soft compared to glass and usually, a primer adhesive resin, followed by a hard coat is applied to plastic materials to give near equivalent abrasion and UV resistance to glass. The aim of this work is to improve the durability of polycarbonate (PC). In this research, a dual layer hard coat system that uses two commercial hard coats with a corona treatment in between, has been fabricated and compared to bare polycarbonate, glass and to the commercially available highly robust Makrolon AR. The abrasion resistance, as determined by a variety of abrasion tests has shown performance comparable to glass and significantly superior to that of Makrolon AR. The accelerated weathering results showed that the double hard coat PC lasted 317 days, 64 more days than Makrolon AR. This work demonstrates that glass-like resistance can be achieved in PC by employing multiple hard coats with a corona treatment in between, without the need of an adhesive primer layer; hereby, opening up the possibility of moveable side windows made of plastic for the automotive industry.
Introduction
Over recent years there has been a push to create light weightier vehicles to reduce fuel consumption and lower greenhouse gas emissions. As a result, there has been an increase in the amount of plastic components used as a replacement for heavier materials in vehicles such as metals and glass. 1 The amount of plastic materials in the automotive industry has increased drastically since the middle of the 1900s, being 6% of car total weight in 1970 2 and 15% in 2020. 3
The use of polycarbonate (PC) to produce automotive window glazing is being investigated by many manufacturers in the automotive industry. Some vehicle manufacturers already include fixed plastic windows (mostly the quarter side windows such as in 2014 Fiat 500L wagon 4 ) although it is still rather uncommon due to cost and safety regulations. 5 Polymeric glazings are desirable because of their lighter weight, by up to 50% in comparison to glass with equivalent thickness, and their exceptional optical clarity and shatter resistance. In addition, PC is a thermoplastic that can be injection moulded into very complex shapes, offering design flexibility and lowering the manufacturing cost of complex components as fewer parts are required for the assembly. 6
PC, however, lacks abrasion resistance and weathering performance, hence, coatings are usually applied to enhance the mechanical properties and prevent UV degradation. Most commonly used coatings are clear silicone-based hardcoats.7,8
For use as an automotive glazing, such coatings must provide excellent optical performance for both cosmetic and safety purposes which is expected, by the customer and regulatory bodies, to be maintained over the life span of the vehicle (approximately 15 years). The coatings may be subjected to harsh environmental conditions as well as brush washing, 9 consequently, not only do they need to maintain a high quality appearance and gloss retention, they need to be durable, resistant to mechanical impacts (adhesion, scratches, marring, chipping, abrasion), weather resistant (UV radiation, temperature, humidity) and resistant to corrosion and chemical treatments. 10 Many automotive tests operate in the range from minus 40°C to plus 80°C demonstrating the extremely harsh conditions these coatings must withstand.
The most common coating system is a primer base coat, followed by a hard coat. 11 The primer layer is usually a solvent based polyurethane liquid resin that works in a glue-like fashion to help with the adhesion of the hardcoat to the polycarbonate.
Hard coats are typically organo-polysiloxane resins which can be applied via wet deposition methods such as dip coating, spray coating or flow coating and then cured to form a solid protective film. In order to improve the mechanical resistance of those, the coatings are reinforced by embedding SiO2, AlOOH or ZrO2 nanoparticles12–14 of less than 100 nm in size into them, so the transmittance is not affected. 15 Similar coatings have been used in the ophthalmic lens manufacturing sector since the 1970’s.
First reports on that technology were published by the Society of Automotive Engineers (SAE) in 1993 16 where several applications came up in which wet coatings with a primer film (∼2 μm) and a thick SiO2 filled organo-polysiloxane top coat (∼5 μm) were used. Further investigations took place in many automotive companies, for example, Teijin Limited, who started the development of their own PC resin and hard-coating liquid in 1998 and succeeded in the industrialization of the plastic glazing production in 2006, 17 Bayer (now Covestro) with their Makrolon AR 18 or Sabic Plastics with their super robust Exatec hard coated PC. 19
This study focuses on two hard coats, CrystalCoat MP101 from SDC Technologies Inc and PHC587C2 from SilFORT™. Instead of a coating system consisting of a primer and a hard coat, this work explores the potential of using two hard coats with a corona discharge treatment in between to optimize adhesion. Automotive glazing testing has been performed on MP101/PHC58C2 coated PC as well as glass, bare PC and onto the Makrolon AR PC (commercially hard-coated polycarbonate) from Covestro. The key findings presented in this manuscript are the subject of recently filed Australian patent no AU2022901475A0. 20
Experimental details
Sample preparation
Prior to depositing the hard coats, bare (uncoated) PC substrates, 10 × 10 cm and 7 × 7 cm, 0.4 cm thick from Bayer, were washed with a soft sponge soaked in a soap and water solution and then dried with compressed air.
A Qualtech QPI-168 dip coater was used to dip-coat the PC substrates with the two transparent hard coat resins, first PHC587C2 and then MP101.
SilFORT™ PHC587C2 clear coat is a polysiloxane resin with a refractive index of 1.46 supplied by Momentive Performance Materials. CrystalCoat® MP-101 is a 1.43 refractive index nano-composite polysiloxane resin embedded with silica nanoparticles and manufactured by SDC Technologies Inc.
Both hard coats are designed for dip or flow coating applications and are thermally cured via a condensation cross-linking reaction. 21
Prior to deposition, the PHC587C2 resin, was diluted with isopropanol and methanol until the solid content was in the range 24.2–26.8% which was later confirmed by an electronic moisture balance MOC-120H from Shimadzu. The MP101 resin was diluted until the solid content reached 31%. These values were selected in the calibration tests to achieve desired thickness of the hard coat. A dip coating withdrawal rate of 500 mm/min (instrument minimum rate) was used for the deposition of the PHC587C2, which resulted in a hard coat thickness of ∼5 µm. After the immersion, the samples were allowed to dry for 30 min and then were cured in an oven at 130°C for 1 h.
PHC587C2 coated PC was then treated with a BD-20AC handheld laboratory corona discharge treatment device equipped with a field-effect electrode from Electro-Technic Products, Inc. The surface of this substrate was corona treated with the sweep of 2 s per cm at a distance of 0.5 cm. The treated sample was subsequently dip coated with the second hard coat resin, MP101. The withdrawal rate was 500 mm/min and the resultant thickness ∼7 µm. The process was performed in controlled humidity of 25–45% to avoid a resultant hazy appearance. After dip coating, the samples were allowed to dry for 20 min and then cured in an oven at 130°C for 1 h.
The variation of the individual thicknesses of PHC587C coated on PC and MP101 coated on PC/PHC587C are shown in Figure 1. Thickness variance of (a) PH587C on PC and of (b) MP101 on PC/PH587C. (c) Scheme (not to scale) of the dual layer hard coated PC under study.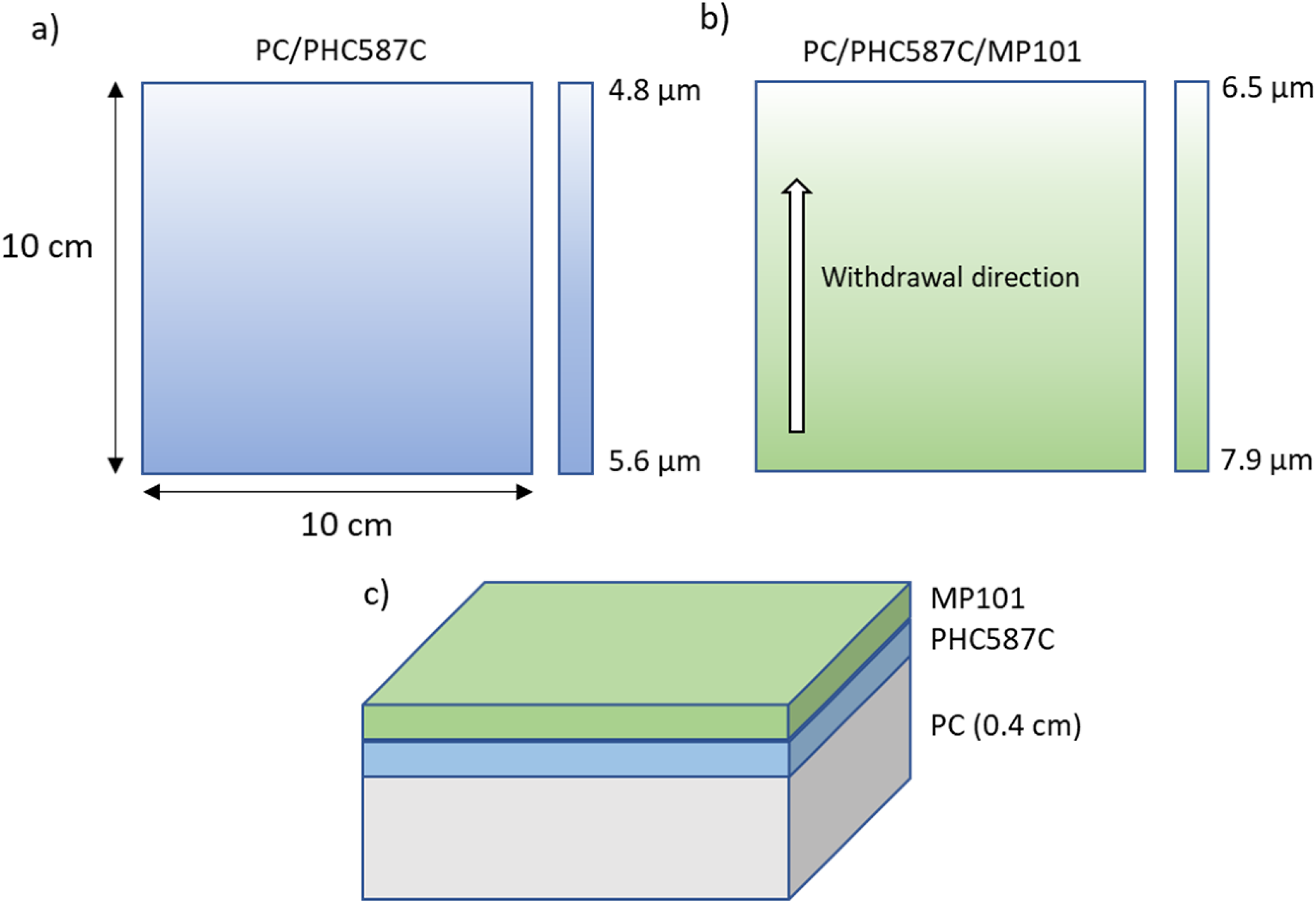
The Dual Layer Hard Coated (DLHC) PC was compared to bare polycarbonate, to borosilicate glass and to the commercial abrasion resistant hard coated clear PC, Makrolon AR from Covestro (7 × 7 × 0.4 cm).
Sample characterization
Optical properties
The Transmittance (T) and Reflectance (R) of bare PC, Makrolon AR, glass and the DLHC PC were assessed using a spectrophotometer Cary 5000 from Agilent. The spectra were recorded within the range of 300−1000 nm at an angle of incidence of 7°.
The visible solar weighted transmittance (TVIS) and reflectance (RVIS) were calculated using a global air mass of 1.5 as per equations (1) and (2), respectively. The convention used for these optical parameters is in line with the literature on low emissivity windows, including these for automotive22,23


where I is the solar irradiance and dλ is the wavelength interval of integration.
Adhesion and abrasion resistance
The adhesion of the PHC587C2 hard coat to the plastic substrate, as well as the adhesion of MP101 to PHC587C2, was determined using the ASTM D3359-09e2 standard cross-hatch tape adhesion test. A cross-hatch pattern was scored on the hard coat surface, and tape (Scotch 3M #600, pull off force on metal 44 N/100 mm width) was smoothly fixed over the pattern. After 60 s the tape was removed by hand, as per ASTM D3359-09e2, and the coating was subsequently observed under a microscope to examine the amount of material lost from the surface. Each measured sample was given a grading from 0B to 5B, where 0B represents ≥65% of the material removed, and 5B flawless adhesion (no material removed). 24
The abrasion resistance of the hard coated plastics was determined by employing the Bayer, Steel Wool and Taber tests.
In the Bayer test, an oscillating abrasion tester (model 6100) from Taber Industries was used where the samples were subjected to 300 abrasion cycles (150 cycles/min) under a 500 g load of Al Zirconium Oxide (Alundum) as per variant of ASTM F753 standard. In the Steel Wool test, a steel wool pad grade ‘0’ with 50 µm fibre width with the load of 2 kg was applied in a linear back and forth motion across the sample. This consisted of 3 sets of 25 cycles (0.7 cycles/s), with 1 min pause between cycles. 25 For both tests the abrasion resistance was quantified by measuring difference in haze (∆H) of the samples calculated from the measurements of haze before and after the test. The smaller the ∆H, the greater the abrasion resistance. The haze was measured with a HunterLab UltraScan Pro instrument within the range 400–700 nm. 24
The Taber test (as per ASTM D-4060 standard) involves the sample being rotated under two abrading ‘Calibrase’ wheels composed of aluminium oxide or silicon carbide abrasive particles embedded in a binder material. This process abrades the sample in a characteristic rub-wear action over all angles of grain, forming a pattern of crossed arcs in a ring. Similar to the Bayer test, the Taber abrasion resistance is reported as a change in haze (∆H) measured with the HunterLab UltraScan Pro spectrophotometer within the range of 400–700 nm. During the test, the substrate was rotated for 100 cycles with CS10-F abrasive wheels under a 0.5 kg load at a speed of 72 rpm (as specified in ASTM D-4060).
Hardness
The hardness of the tested hardcoat systems was evaluated via nanoindentation utilizing a UMIS2000 nanoindenter (developed by CSIRO, Australia) with a Berkovich diamond indenter tip. Following indentation, load versus depth curves were produced with the hardness calculated from the unloading characteristics, as per Oliver & Pharr method. 26 The hardness of the bare PC and the glass were calculated from an average of 10 measurements performed using 100 mN load. To measure the hardness of the DLHC PC and Makrolon AR coatings, each sample was subjected to a series of indentations at increasing loads from 2 to 20 mN (3 indents per load). The hardness versus depth of these measurements was plotted and the hardness at zero indentation depth was extrapolated to remove the effect of the substrate.
Environmental durability
Accelerated weathering was performed with an Atlas Ci4000 weatherometer, with quartz inner and outer filters set to the SAE J1960 exposure standard. 24 Post weathering tests were performed with performance being monitored through the measurements of the change in haze (∆H), yellowness index, adhesion measurements and visual assessment. The test was performed until the samples failed.
A salt-spray chamber from Ascott-Analytical Equipment was used to test the corrosion resistance of the samples following the ASTM B117 test standard and after a testing time of 1000 h. A pass or fail criterion was determined by visual inspection, yellow index, adhesion and through assessing the change in the haze (∆H) after the test. 24
Results and discussion
Optical properties
The transmittance and reflectance of the samples including TVIS and RVIS values are depicted in Figure 2. T (a) and R (b) UV-vis-NIR spectra of 4 mm thick borosilicate glass (blue), Makrolon AR (green), DLHC PC (black) and bare PC (red). The values listed in the graphs represent the RVIS and TVIS of respective materials.
The transmittance spectra reveal PC’s ability to block UV in comparison to glass, a highly desired property in automotive glazing, as it helps to protect occupants and the interior of the vehicle from deterioration.
It was also observed that the hard coated PC exhibited enhanced visible T and reduced R values, achieving values similar to glass. Owing to the fact that the selected hard coats have refractive index values close to that of PC (n = 1.59), they act as refractive index matching layers, thus reducing the reflectance at the PC-air interface. It is well known that if two materials are properly index matched, refraction, haze, and scattering are reduced, leading to an increase in the transmittance.27,28 The index mismatch of the factory applied hard coat on Makrolon AR exhibits the interference pattern as shown in Figure 2(b)).
A low visible light reflectance is also desired for automotive glazing, as a mirror-like appearance could dazzle other drivers by reflecting sunlight or headlight beams. The DLHC PC exhibits a RVIS of 5.9%, lower than that given by glass or Makrolon AR.
Adhesion and abrasion
The adhesion of the dual layer hard coat PC resulted in a score of 5B (no coating removed), attributed to the corona discharge treatment performed at the PHC587C surface. The same hard coat configuration without corona treatment resulted in an adhesion score of 0B.
Corona discharge treatment is the most widely used technique for treating polymeric substrates so as to improve their wetting and adhesion to inks, coatings or adhesives. 29 The corona discharge breaks the molecular bonds on the treated surface (3–10 nm deep 30 ), which then recombine with the free radicals in the corona environment forming additional polar groups. This increased polarity results in an increased surface energy, which results in improved adhesion and wettability. 31 The effect of plasma treatment on the material strongly depends on the exposure time and each material requires a minimum exposure time to activate its surface. 32 Exposing PHC587C to 2 s of corona discharge was enough to achieve 5B adhesion between both hard coats. Longer treatment times showed no further improvement.
Abrasion and adhesion test results performed on bare PC, Makrolon AR, the DLHC PC and glass (3 measurements have been taken for each sample).

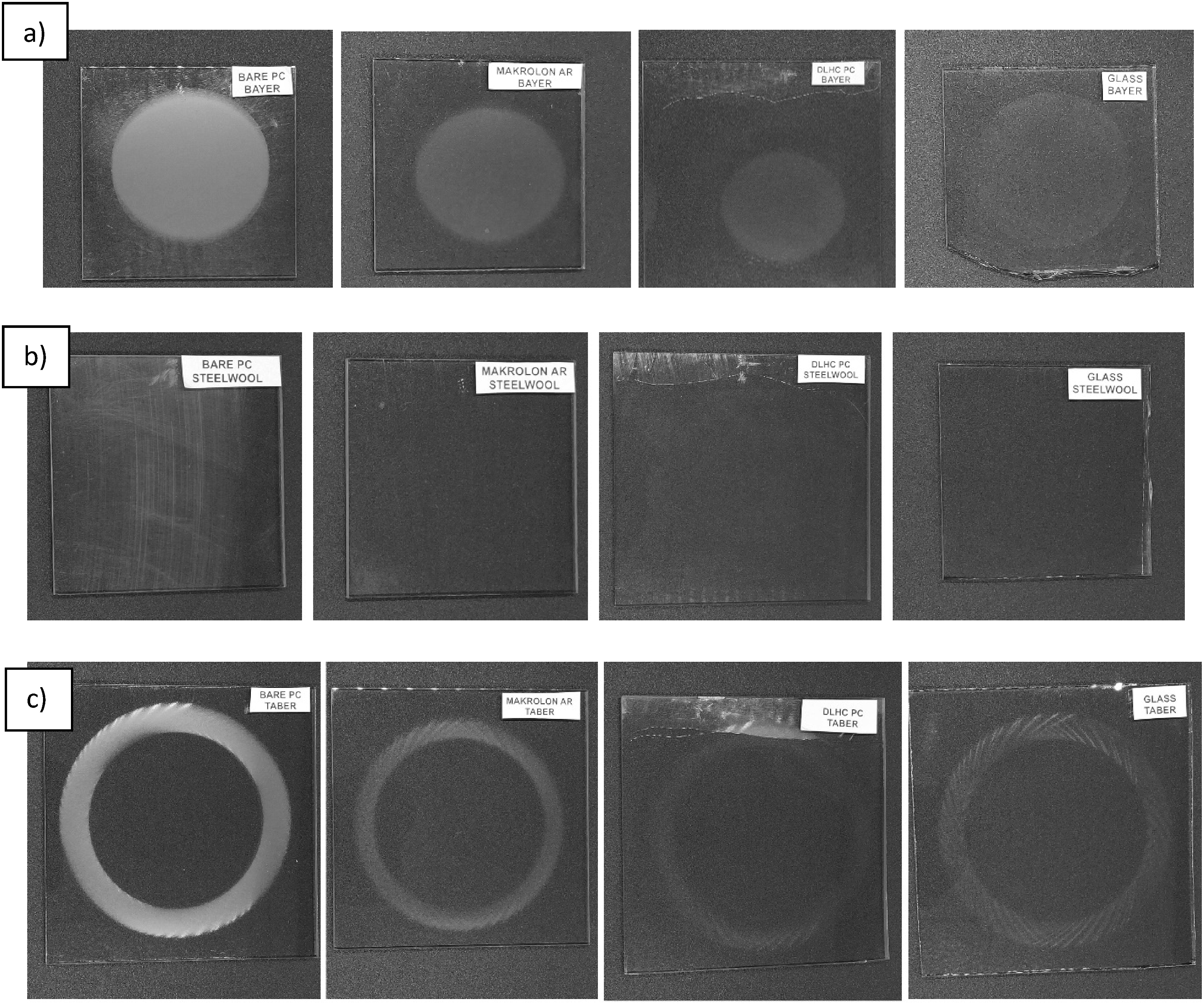
From left to right, bare PC, Makrolon AR, DLHC PC and glass after (a) Bayer abrasion tests, (b) Steel Wool tests and (c) Taber tests demonstrating the highest abrasion resistance of DLHC PC.
Hardness
The hardness of the four different systems was evaluated through nanoindentation. To measure the hardness of the bulk materials, glass and bare PC, a constant indentation load of 100 mN was used, which resulted in 7.35 ± 0.11 GPa and 0.18 ± 0.01 GPa, respectively. To measure the hardness of the coatings, an increasing indentation load from 2 to 20 mN was applied to measure the DLHC PC and Makrolon AR. The hardness of the two coatings was extrapolated linearly to zero indentation depth (see Figure 4) and resulted in 1.21 and 0.56 GPa for the DLHC PC and Makrolon AR, respectively. This method was used to determine the hardness of thin coatings as it removes the effect of the substrate from the hardness results by extrapolating for decreasing penetration depths. These results are in good agreement with the abrasion resistance, in which the DLHC PC was also the most robust system after the glass substrate. Hardness values of DLHC PC (grey diamonds) and Makrolon AR (red triangles) versus indentation depth. Load varied within the range of 2 to 20 mN.
Environmental durability
Natural weathering studies over extended periods would be ideal. However, since such studies can last for years, accelerated weathering tests have been developed and are widely accepted as reliable indicators of long-term performance. It’s important to recognize that no single test can replicate real outdoor conditions. Typically, a combination of tests provides a more accurate prediction of the sample’s service life. The Atlas Ci400 was set up to the automotive standard SAE J1960 (Accelerated Exposure of Automotive Exterior Materials Using a Controlled Irradiance Water-Cooled Xenon Arc Apparatus). In this standard the samples are exposed to high-intensity UV, humidity, water and temperature cycles.
As indicated by the manufacturer Atlas, there is no general formula that can be used to correlate Xenon-Arc Weather-ometer exposure to natural exposure, however, one way to have an estimation is to compare the total dosage of UV for 1 year in a particular location to the equivalent dosage in a Weather-ometer. According to Ref. 33 1 year of UV radiation in Florida (3080 KJ at 340 nm) is equivalent to 2358 h (98.25 days) in the weather-ometer as per standard SAE J1960. This estimation does not consider humidity, rain or other conditions.
Accelerated weathering and salt spray testing results of the samples shown in Figure 5.

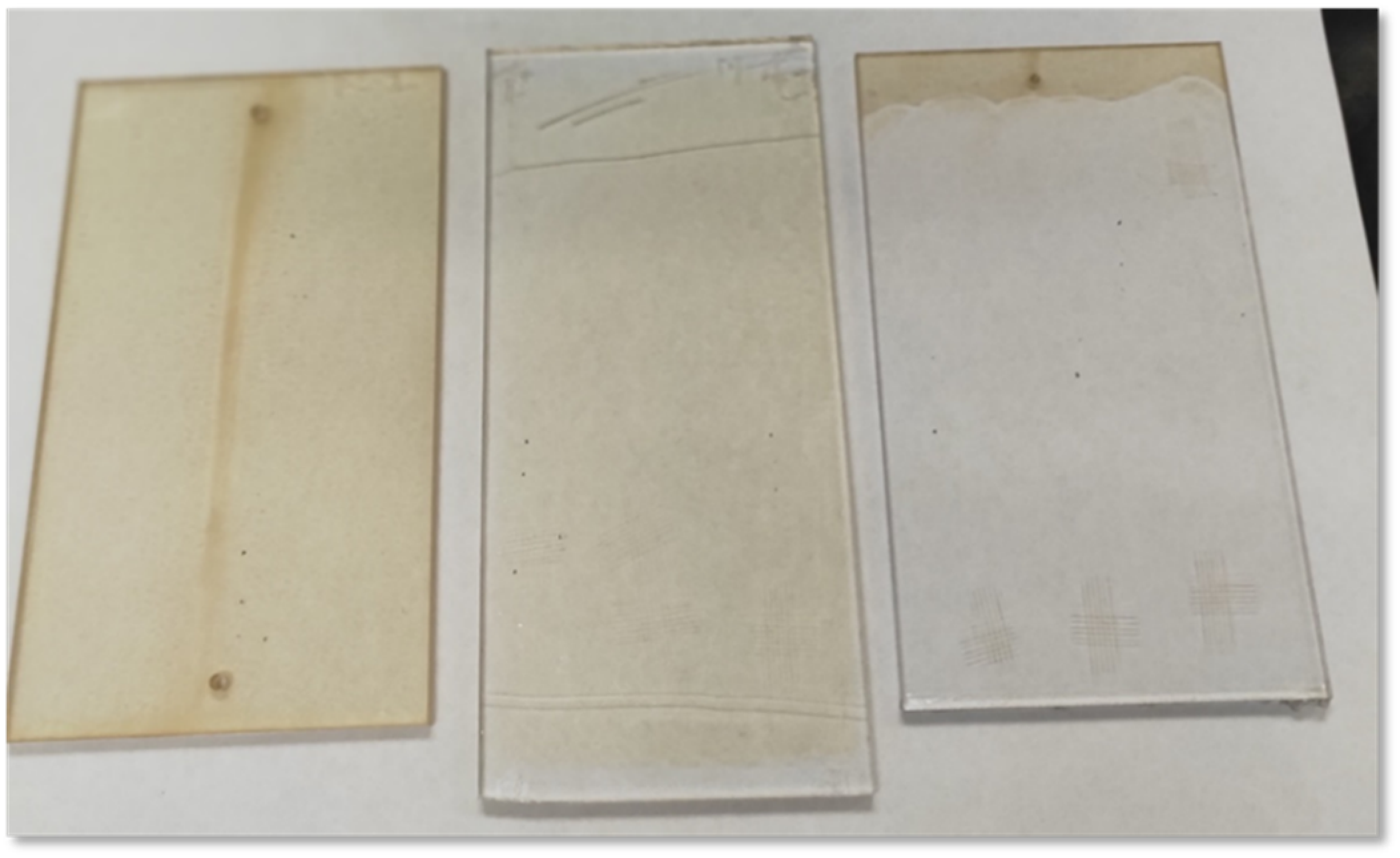
From left to right, photographs of bare PC, Makrolon AR and DLHC PC after 150 days of accelerated weathering tests.
After 317 days (∼10,000 KJ/m2), all DLHC PC returned an adhesion score of 0B and yellow index values around 3.
Such results suggest that the DLHC PC would last longer than Makrolon AR when exposed to natural weathering, resulting in significant savings for companies using PC glazing. Not unexpectedly, bare PC showed a high yellow index value and visible deterioration just after 30 days.
Salt spray testing was also performed according to ASTM B117, 3 samples of each type (total of 9) were subjected to 1000 h of salt spray. As observed in Table 2, salt spray testing did not affect the optical properties or adhesion of any of the samples.
PHC587 B is a primer free HC (PHC) and specifically designed to adhere well to PC. It has UV absorbing properties to help protect the PC from degradation. The use of this relatively hard scratch resistance layer as the ‘primer’ layer for the MP101 is unusual, typically primer layers do not have any scratch resistance.
Further overcoating with a very hard (relative) hardcoat (MP101) has resulted in a highly scratch resistant system as well as weather resistance.
Conclusions
Clear polycarbonate substrates have been coated with two commercial hard coats, CrystalCoat® MP-101 and SilFORT™ PHC587C2, on top of one another, with a 2 s corona discharge treatment in between. Such prepared dual layer hard coated PC has been compared to glass, bare polycarbonate and to the commercial abrasion resistant Makrolon AR from Covestro. Abrasion testing such as Bayer, steel wool and Taber have demonstrated that the dual layer hard coat is more abrasion resistant than Makrolon AR, in particular for the Taber and Steel Wool tests, where the results are comparable to those given by glass. Hardness measurements also confirm that the DLHC PC has a harder surface than that of Makrolon AR. These results open up the possibility to create multilayer systems for PC protection by employing just hard coatings, without the need of a primer resin, as long as a corona discharge treatment is used in between. A wide range of combinations employing two or more commercially available hard coats could be explored as well as the application of glass-like thin layers on top. In addition, further improvements could be made by optimizing the thickness of the layers. These results greatly advance the potential for the use of moveable plastic side windows in cars- offering a lighter weight alternative to traditional glass.
Footnotes
Acknowledgements
We gratefully acknowledge research funding support from the Malaysian Automotive, Robotics and IoT Institute (MARii).
Statements and declarations
Author contributions
Marta Llusca Jane: Writing – original draft, Visualization, Methodology, Investigation, Formal analysis, Conceptualization. Anthony Roccisano, Eliza Switalska, Lachlan Reeks, Apurva Patil: Writing – review & editing, Methodology, Investigation. Kamil Zuber: Writing – review & editing, Supervision, Methodology, Formal analysis, Conceptualization. Peter J. Murphy: Writing – review & editing, Supervision, Project administration, Funding acquisition, Conceptualization. Colin Hall: Writing – review & editing, Validation, Supervision, Methodology, Formal analysis, Conceptualization.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Malaysian Automotive, Robotics and IoT Institute (MARii).
Conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.