
Abstract
Heated-mandrel winding is a typical application of in situ curing process which realizes the integration of winding and curing process, which has been widely used in the molding process of composite materials. However, the new problems have been raised regarding the application of this process in engineering practice. There is a strong coupling relationship between the temperature and curing degree, and the coupling results will affect the distribution of stress field in the molding process. The original residual stress balance between the adjacent layers will be destroyed and the delamination, wrinkle, or fracture will occur in the molded shell. To solve this problem, this paper considers the impact of temperature-curing field changes on the thermal parameters during winding and the process of winding with tensioning is equivalent to the interference fit of thin layers. A linearized tension calculation model is established after summarizing the variation law of pre-stress with coupling field. The influence of the coupling field on stress balance is compensated by controlling and adjusting the winding tension to ensure that the radial deformation of each winding layer under pressure load is controllable. The results show that the numerical simulation results are in a good agreement with the experimental data.
Keywords
Introduction
As a new type of pollution-free, green, and new energy technology, flywheel is widely used in the field of energy storage because of its high energy storage efficiency, high energy storage density, strong adaptability, economic, and environmental protection. 1 In the early days, flywheels were mostly made of metal materials, which were suitable for the applications with low-speed requirements. However, with the maturity of flywheel energy storage technology, its application field is expanding. It is necessary to increase the speed of the flywheel to maximize the energy storage. Since the speed of the energy storage flywheel is rather high, it is very important to reduce its own weight to improve the speed. Compared with the metal flywheel, composite flywheel has lighter weight, higher structural strength, and better performance of preventing fracture surface expansion. Therefore, the composite flywheel is more suitable for the requirements of new fields. The emergence of composite flywheel makes up for the shortcomings of these aspects. It shows the advantages of high specific strength, high specific stiffness, light weight, and long life in stiffness and strength.
In the winding process, the radial strength has become a key factor restricting the flywheel to achieve higher speed. Therefore, the control of winding tension in the winding process is an effective way to improve the radial strength for the flywheel. 2 Cohen 3 studied the effect of winding tension on the mechanical properties of composite shell by using experimental methods. He found that an appropriate increase in winding tension is beneficial to increase the volume fraction of shell to improve the bearing capacity of the molded product. Zobeiry 4 established a residual stress pseudo-viscous elastic model to improve the calculation efficiency in the curing stage for a thermosetting composite. Ding 5 derived a metal cylinder winding tension formula based on the de-flection theory for a thin-walled cylinder, considering the relaxation inside the wound fiber layers caused by the layers that were being wound. Ren 6 used the method of combination of the virtual and real, and iterative search to solve the equal tension winding problem. The stress field caused by winding tension is simulated and numerically solved by the layer-by-layer finite element method to ensure that the pre-tension value of each fiber layer after winding is the same. Zhang 7 developed a variable tension system with decreasing tension gradient to improve the tensile properties of NOL ring. Wei 8 took the pressure vessel as the research object, developed the calculation formula of the winding tension of the innermost layer and the other winding layers by using the method of spiral combined hoop winding, and studied the relationship between the optimal pre-stress and the winding tension of the filament wound composite pressure vessel under the elastic and semi-elastic design conditions. Therefore, the commonly used method in many mechanical studies on winding process is to establish a reasonable tension system to form an equal amount of radial residual stress between the winding layers inside the molded flywheel, improve the compressive and deformation resistance of the molded products, and enhance the overall load-bearing capacity of the flywheel. For this reason, Xing 9 studied the hoop winding tension on a rigid cylinder. The relaxation relationship between each winding layer was considered based on the constitutive equation of isotropic material, an analytical method for solving the tension distribution of hoop winding on a rigid cylinder was derived, and a gradient tension system design method based on equal residual winding tension was given. Liu 10 proposed a residual tension analysis method and winding tension design method considering the influence of mandrel deformation. According to the three-dimensional constitutive relationship of isotropic materials and the thick-walled cylinder theory of elastic mechanics, the stress and strain of the winding layer under external pressure are obtained by analytical method. Ren 11 proposed a design method based on the winding process where the tension value imposed on any winding layer can be calculated only to define the initial winding tension of that winding layer. Kang 12 used the superposition principle to establish an analytical algorithm between the residual tension and the winding tension within the elastic range and gave the calculation model of radial stress and hoop stress of the winding layer under external pressure based on the elastic deformation of the anisotropic winding layer and the theory of thick-walled barrels. Calius 13 established an analytical calculation formula and used it to simplify the complex mechanical model. Cohen 14 identified the winding tension as one of the most significant production parameters affecting the mechanical performance of the molding shell using some experiments, and he concluded that it was vitally important for the compression capacity of the molding shell to control the winding tension. However, most of these existing studies are based on the traditional single winding process, which itself has problems such as the product volume is limited and the stress balance between adjacent layers is difficult to control in the later stage of the heating and curing process. These problems can be solved in the heated-mandrel winding process. In the heated-mandrel winding process, the wound composite shell does not need to be moved, and the in situ curing can be realized which can solve the problem of product volume limitation. In addition, the imbalance of residual stress between adjacent layers caused by the curing reaction in the winding stage can be compensated by controlling the winding tension in the heated-mandrel winding process. Therefore, the tension system based on the single winding process in which the variations of parameter state caused by curing reaction can be neglected in the winding stage since the winding and curing are separated is difficult to apply to the heated-mandrel winding process since the two molding processes are rather different.
This paper proposes a tension analysis method which is suitable for the heated-mandrel winding process and establishes a tension system model based on the heated-mandrel winding process. In the process of solving the tension system model, the strong coupling relationship between the temperature field and the curing field is qualitatively analyzed, and the influence of thermal parameters (such as the curing degree, the elastic modulus of resin, and the thermal expansion coefficient of composite) on the residual stress between adjacent layers is analyzed. The relationship between the winding pre-stress and winding tension is quantitatively calculated to realize the equal radial residual stress between adjacent winding layers after molding. At the same time, the nonlinear tension solution problem is transformed into a linear displacement–stress calculation problem by using the method of equivalent the winding with applying tension process to the interference fit of thin layers to avoid the complex nonlinear mathematical iterative search calculation, which theoretically simplifies the lengthy and complex traditional tension calculation.
Heated-mandrel winding process principle
In the heated-mandrel winding process, the heat can be transferred to the winding fiber layer by heating the metal mandrel with hot steam to realize the winding process accompanied by heating and curing, and the molding efficiency of the composite is accelerated. During the continuous winding with heating, the internal stress relationship of each winding layer can be effectively adjusted by controlling the winding tension system and heating curing system to maintain the stress balance between each winding layer. The winding–curing molding principle of heated-mandrel winding process is shown in Figure 1. Winding–curing molding principle of heated-mandrel winding process.
In the single winding stage of the traditional two-step molding process, the pre-stress of each winding layer is the radial component of the winding tension (i.e., the radial external pressure stress), which can be obtained by the equivalent calculation of the radial interference of the adjacent winding layers under the winding tension. To maintain the stress balance relationship between adjacent winding layers, the method of compensating pre-stress can be used to ensure that the adjacent layers are in a state of equal radial residual stress, and then the tension system can be derived based on the relationship between pre-stress and winding tension. In fact, the heated-mandrel winding process only simplifies the operation steps of the two-step molding process, while the tension control principle in the forming process remains basically unchanged. It is still based on the premise of equal residual stress between the adjacent layers to ensure that each winding layer is in a balanced state of stress after winding. In this way, the molded flywheel can become a uniformly stressed entity. Therefore, in the heated-mandrel winding process, the equal radial residual stress of adjacent winding layers is taken as a key point of the research, and the preset radial stress is quantitatively calculated to compensate the external pressure stress of winding to realize the control and adjustment of winding tension and obtain the optimal tension system. Meanwhile, when the winding process is accompanied by a curing reaction, it is necessary to consider the influence of the curing system on the molding process, that is, the equilibrium relationship of the original radial residual stress will be affected by the temperature-curing degree coupling field. Therefore, in the molding process, it is necessary to clarify the relationship between the radial residual stress and factors such as the temperature, curing degree, and radial external pressure stress for qualitative analysis and finally establish a tension system model suitable for heated-mandrel winding process. The stress analysis between adjacent layers in the heated-mandrel winding process is shown in Figure 2. Stress analysis between adjacent layers in the heated-mandrel winding process.
Analysis of curing process
In the heated-mandrel winding process, the winding process will be accompanied by the curing reaction, so there is a strong coupling relationship between the temperature field and the curing degree field in the curing process. That is, the temperature will affect the curing reaction effect, and the heat release of the curing reaction will also affect the temperature, so the relationship is rather complex. The relationship between temperature and curing degree can be described by curing system, and the curing system is determined by curing process. So, the curing process has a great influence on the quality of molding. In order to develop a reasonable curing process, this paper analyzes the curing system that affects the curing process of composite materials, explores the influence of temperature field changes on the thermal parameters in the curing stage, and provides a theoretical basis for the reasonable setting of curing parameters in the heated-mandrel winding process. A mathematical model that can reflect the changes of residual stress in the winding process is established, which lays a theoretical foundation for the formulation of thermal-dependent tension system suitable for heated-mandrel winding process.
Curing system
In heated-mandrel winding process, it is necessary to heat the composite materials according to a certain curing system to ensure the molding quality. Therefore, the relationship between heating temperature and heating time can be determined according to the requirements. That is, every certain time point will correspond to a certain temperature point, and this temperature point will correspond to a certain value of curing degree.15 The curing system curve is shown in Figure 3. Curing system curve.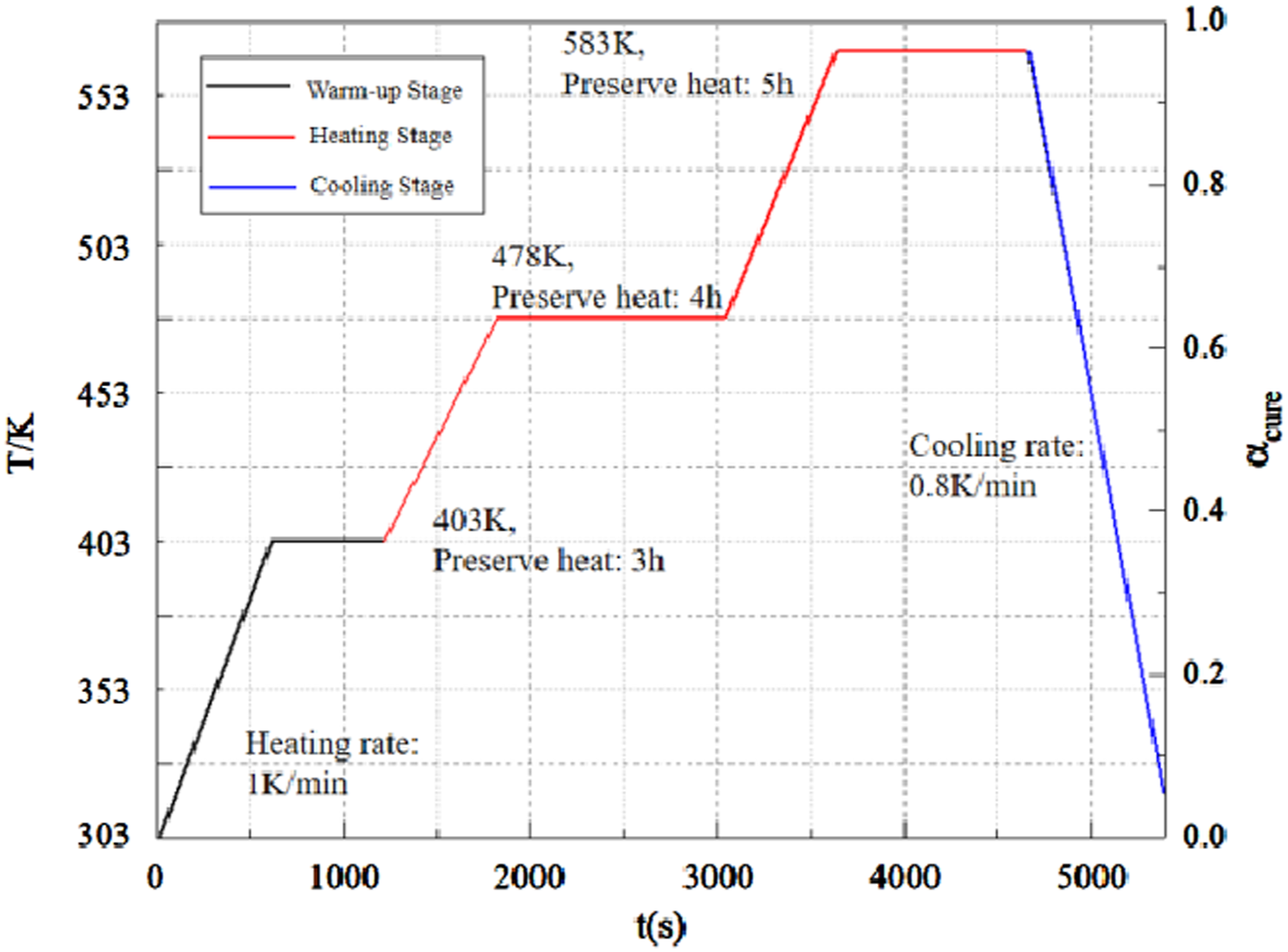
Thermal parameters
Curing degree of resin matrix
In the heated-mandrel winding process, the curing reaction will occur when the resin matrix is heated to the curing temperature, and a large amount of heat will be released, which further increases the curing temperature. As the temperature gets higher, the curing reaction becomes more intense until all the resin matrix components complete the reaction. That is, the curing degree of the resin matrix Relationship between curing degree and curing time.

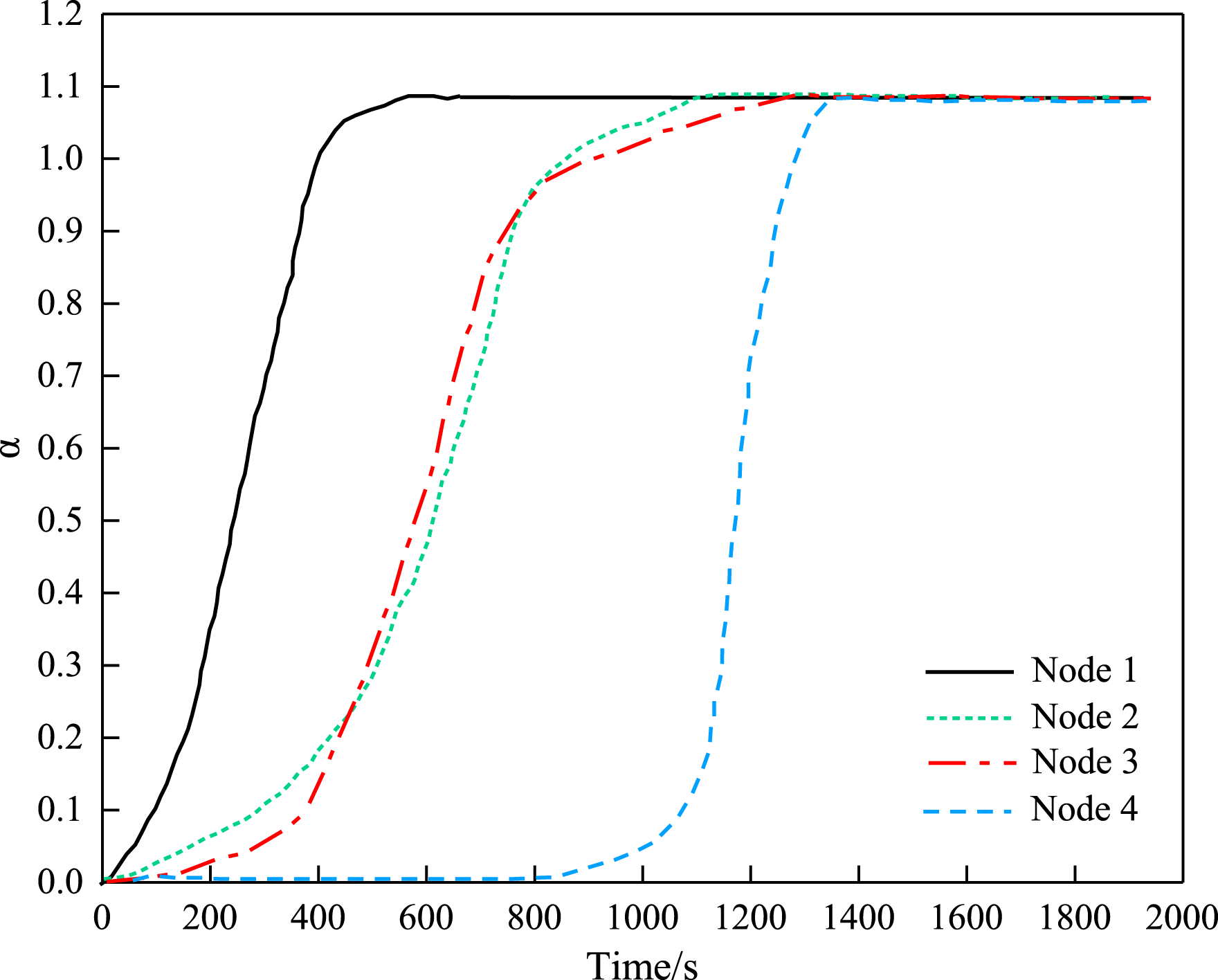
Different test points are selected at different positions to obtain the more accurately simulation results. The nodes 1, 2, 3, and 4 are selected from inner to outer of the model in turn for temperature measurement. The fiber grating sensor is used to measure the temperature of each selected test point in real time.
18
It communicates with PC through Ethernet with a 16-channel expansion module. Enlight (V1.5) signal analysis software was used for data acquisition and analysis, as shown in Figures 5 and 6.
15
Bragg grating sensor implantation method. Optical sensing interrogator SM130.

Four fiber grating sensors are embedded in four different positions of the composite flywheel. At the same time, four grating temperature sensors (encapsulated in capillary tube) are embedded near the fiber grating sensors to compensate the wavelength variation caused by temperature. Two temperature sensors are pasted on the mandrel to monitor the temperature. The collected data are exported to obtain the wavelength data at different times. The wavelength data are used to minus the zero wavelength (the initial wavelength of the fiber grating sensor when it is not subjected to strain load) and the wavelength caused by temperature variation. Finally, the strain values caused by stress at different times can be obtained. The obtained strain values are substituted into the strain characteristic equation (2). The temperature sampling points and temperature–time curve of each monitoring point can be obtained, as shown in Figure 7. Temperature sampling points and temperature–time curve.

Where
Elastic modulus of composite materials
Change process of resin matrix state. 19
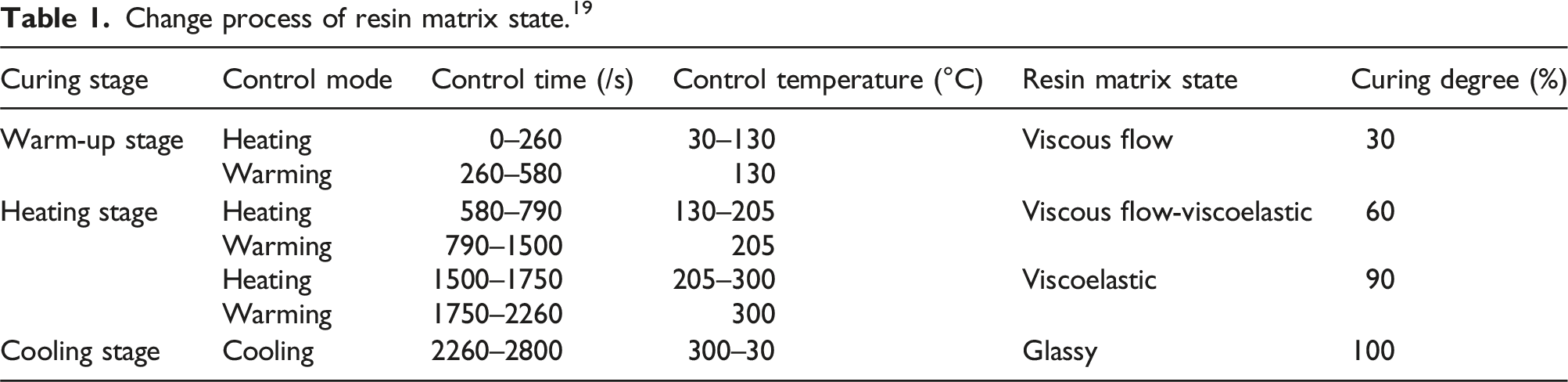
Therefore, the elastic modulus of the composite materials will also change with temperature in the molding process and ultimately reach a stable state,
20
as shown in Figure 8. Relationship between elastic modulus and curing time.
According to the basic mixing rule, the elastic modulus of the composite can be depicted as follows:
The elastic modulus of the resin 


The elastic modulus of the composite that changes with the curing degree can be obtained by substituting equation (6) into equation (3).
Mixed thermal expansion coefficient of composite
Since the mismatch of the thermal expansion coefficient of the fiber and the resin matrix, the corresponding residual stress will be generated in the matrix near the interface area of the fiber and resin matrix in variable temperature state, that is, the residual stress existing in the adjacent winding layers mentioned in the paper, which will destroy the original stress balance between the winding layers. Therefore, the calculation of the mixed thermal expansion coefficient 
It is easy to cause the plastic deformation in adjacent winding layers by thermal stress in the heating stage of composite molding process. With the increase of time and temperature, the elastic modulus Effect of the change of elastic modulus on 
Curing model
The changes of temperature field will cause the curing reaction of resin, which will affect the curing degree and curing reaction rate of composite materials in the heated-mandrel process. At the same time, the heat released by the curing reaction as an internal heat source will further affect the distribution of temperature field, so there is a strong coupling relationship between temperature and curing degree. The curing model can reflect the changes of temperature and curing degree of composite materials in real-time and provide a theoretical analysis basis for solving the thermal-dependent winding tension field.
Thermal conduction model
The temperature field of the curing process of composite flywheel is determined by the heat transfer and the heat release of the curing reaction. According to the thermal conduction mechanism and the energy conservation equation, the thermal conduction model is established as follows:
24



Curing kinetics model
The curing reaction rate 
In the formula, 

Establishment of tension system
Equivalent method of interference fit
The key to analyze the winding tension in this paper is to equate the winding with applying tension process as a thin-layer interference fit method in order to convert the nonlinear tension solution problem into a linear displacement–stress calculation problem and simplify the calculation process. The interference fit process is shown in Figure 10. In the winding stage, it is easy to change the state of winding fibers with elasticity since the wound layer can be regarded as having elasticity with flexibility, and the adjacent layers will generate a corresponding radial displacement caused by the radial compressive stress and thermal stress, which is considered to be the interference value. The interference values are relaxation for the internal fiber layers that have been wound. With the increase of the number of the external winding layers, the radial relaxation effect of each winding layer is obviously intensified, the sum of radial displacement increases, and the sum of radial residual stress also increases. Schematic of interference fit.
The radial stress value at the inner diameter of the last winding layer is only related to the winding of 
Thus, the radial displacement
When the two winding layers have interference fit, the outer diameter of the inner layer displacement formula can be described as follows:
The radial displacement
The complete interference value can be synthesized by 

The radial displacement produced by the interference 
The given hoop stress
For the 

Model of tension system
It can be seen from equation (19) that the radial pre-stress 
In the single winding stage of two-step molding process, the radial pre-stress of each winding layer is mainly the equivalent residual stress of the interference fit between adjacent layers. However, the original stress balance between the winding layers will be destroyed since the coupling effect of temperature-curing degree on various characteristics of the composite materials, so the radial residual total stress Stress balance relationship of the winding layers.

Finally, equation (23) can be substituted into equation (22) to replace the value of
Model of thermal stress
In the heated-mandrel winding process, the heat is transferred from the inner layers to the outer layers as the curing temperature increases. The temperature difference between the inner and outer layers creates a temperature gradient, which generates thermal stress for outward expansion. 

Model of curing shrinkage stress
In the heating–curing process, the volume shrinkage of composite will generate the inward curing shrinkage stress in the curing reaction.
28
An arbitrary cube micro-unit is selected on a certain winding layer of the composite. The status of this micro-unit after the curing shrinkage reaction can be depicted, and the strains of this micro-unit along three directions are 
Because the resin is a kind of isotropic material, the curing shrinkage stress in each direction and the strains are equivalent, that is, 

Model of radial external pressure stress
The radial component of tension applied to the winding layer is also one of the main components of radial residual stress. In fact, the radial component of winding tension is the radial external pressure stress on each winding layer considering the actual stress relationship of each layer in the winding with applying tension process.
30
The corresponding radial external compressive stress 
Numerical simulation and analysis
Establishment of finite element model
Since the mandrel is in direct contact with the innermost layer of the composite in finite element model, the mandrel is converted into fiber equivalent and simplified as a part of the composite tube to reduce the analysis difficulty and ensure the rationality of the analysis.
31
The mandrel is #45 steel which is composed of a hollow cylindrical metal mandrel and two hoop metal disks at both ends. The inner diameter is 20 mm, wall thickness is 10 mm, and length is 200 mm. The inner hoop radius of the hoop-shaped disks is 20 mm and outer hoop radius is 60 mm. The thickness is 6 mm. The composite tube is a hollow cylinder which is composed of carbon fiber and Bismaleimide (BMI) 5428. The inner diameter is 30 mm, wall thickness is 20 mm, and length is 200 mm. The finite element models are shown in Figure 12. Finite element model of composite and mandrel.


Equivalent density:
Equivalent specific heat:
Equivalent conductivity:
The curing reaction kinetic equation of BMI 5428 is as follows: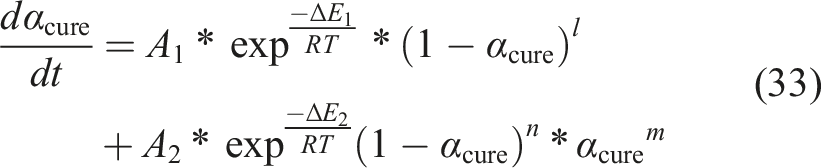
Thermal analysis process
The temperature and curing degree obtained by thermal analysis will directly affect the physical parameters of the composite materials and then affect the structural analysis results, as shown in Figure 13. Therefore, the accuracy of the thermal analysis results is the premise to ensure that the composite materials can successfully complete the winding–curing process and become a high-quality flywheel product. The thermal analysis process is described in Figure 14. Thermal analysis diagram. Flow chart of thermal analysis.

Firstly, the parameters required for calculation are initialized and the boundary conditions such as temperature load are applied. Then the thermal analysis equation based on the initial load step is solved, and the obtained temperature results are compared with the initial curing temperature. If the condition
Structural analysis process
The structural analysis of this paper is based on the calculation results of the thermal parameters of the composite materials obtained by the above thermal analysis process. It includes the equivalent thermal expansion coefficient, elastic modulus, thermal stress, and curing shrinkage stress. Meanwhile, the changes of these thermal parameters will react on the corresponding physical parameters in the thermodynamic model. Therefore, there is a close coupling relationship between the structural analysis and thermal analysis. The structural analysis diagram is shown in Figure 15. Structural analysis diagram.
The structural analysis process is described in Figure 16. Firstly, the parameters required for calculation are initialized and the temperature and curing degree obtained from thermal analysis are taken as the boundary conditions for structural analysis. Whether the curing degree of the current load step reaches the gel curing degree will be judged. If not, add a load step, update the process conditions, and recalculate the curing degree of the current step until the curing degree reaches the gel curing degree. If the temperature reaches the gel temperature, it is necessary to further judge whether the glass transition temperature can be satisfied. If it is satisfied, the thermal stress model and the curing shrinkage stress model will be called to solve the thermal stress and curing shrinkage stress. If it is not satisfied, the mechanical parameters will be re-updated until the conditions are satisfied. Finally, the whole heating process is completed, and the structural analysis process is terminated. Flow chart of structural analysis.
Numerical simulation analysis
The relevant research in the later part of this paper assumes that the mandrel size is converted into fiber equivalent to simplify the analysis and calculation process. According to the research method of layer-by-layer displacement coupling theory based on temperature parameters in Reference. 37, each winding layer will undergo a curing reaction in turn under the action of the applied temperature parameter variables. As a result, the original stress balance between the adjacent winding layers is broken. In the analysis process, the numerical simulation of winding tension needs to be assumed based on the following descriptions. (1) Neglect the layer thickness changes caused by resin flow during winding. The resin distribution in each layer is uniform, and the fiber is in elastic range. (2) The plane stress state is mainly studied.
38
The interference fit occurs in the radial direction and the axial stress component is ignored. (3) There is a hard contact between the metal mandrel and the first winding layer, and the binding constraint
The simulation process of winding tension is shown in Figure 17. Analysis process of tension system.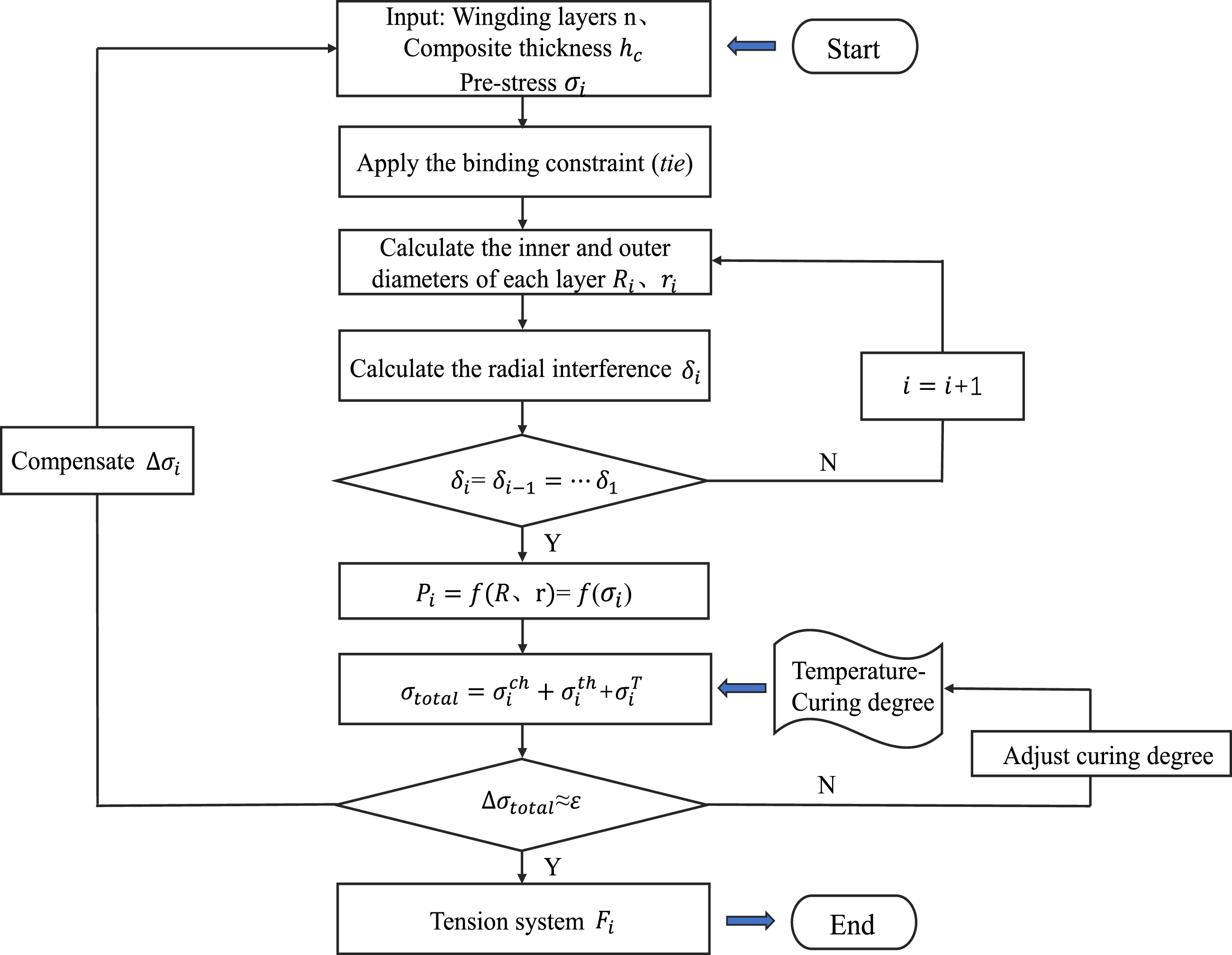
Firstly, input the initial conditions such as the number of winding layers, material thickness, and initial pre-stress for winding. The winding starts from the first layer and applies binding constraint
Relationship between coupling field and residual stress.

The initial heating temperature of the inner surface of the mandrel is 280°C. Seen from the temperature contour, the heating rate of the hoop-shaped metal disks at both ends is faster than that of the composite materials in the initial heating stage since the thermal conductivity of the metal is higher than that of composite materials. When the heating time reaches about 900 s, the heating rate inside the composite materials is significantly accelerated. When the heating continues to about 1100 s, a large amount of heat is released due to the continuous curing reaction inside the composite. Therefore, although the temperature of hoop-shaped metal disks is still increasing, the heating rate is not as fast as the heat release rate of the curing reaction inside the composite materials, so a large amount of heat will make the internal temperature of the composite begin to be higher than that of the hoop-shaped metal disks at both ends. When the time reaches 1300s, the high temperature area is further expanded inside the composite materials, and it will gradually diffuse from the inside to the outside with time and finally disappear with the completion of curing. Seen from the curing contour, the innermost layer of the composite has the fastest heating rate and the earliest curing time since it is in direct contact with the surface of the heated metal mandrel. According to the thermal conductivity characteristics of the metal mandrel, the direction of curing reaction is from the inside to the outside, and from both ends to the middle. Before 800s, the resin matrix is in a low modulus and uncured viscous flow state. The curing reaction rate is slow, and the curing degree is less than 30%. Between 800s and 1400s, a part of resin begins to change into a viscoelastic state with high modulus, and the curing reaction rate is accelerated. The resin is currently in a mixed viscous flow-viscoelastic state, and the curing degree is close to 60%. After 1500s, the curing reaction will release more heat as an internal heat source with the aggravation of the curing degree of the resin matrix, which will further increase the temperature and curing rate. The curing range will exceed 90%, and the whole curing process is basically completed. The temperature change process and the curing degree change process over time at different positions are shown separately in Figures 18 and 19. Temperature change process over time. Curing degree change process over time.
The residual stress between the adjacent winding layers will increase with the increase of the curing temperature, and the radial residual stress of each winding layer still follows the law of decreasing layer by layer from the inside to outside. The radial stress distribution in different curing times is shown in Figure 20. Radial stress distribution in different curing times.
Relationship between residual stress deviation and pre-stress.

When the pre-stress is set between 300 MPa and 370 MPa, it is found that the corresponding residual stress deviation range is the smallest after being substituted into the solution model. The residual stress between adjacent layers is close to the same state, and the stress state is basically balanced. The wound fiber layer has higher compactness
39
and better compression resistance after molding, as shown in Figure 21. Relationship between residual stress deviation range and pre-stress.
Verification of the tension system model
The molding of composite flywheel based on the heated-mandrel winding process is taken as an example to study the applicability of the tension system model established in this paper. At the same time, it also studies how to achieve the stress balance in the radial direction of each winding layer by adjusting the pre-stress or compensating the radial residual stress to ensure that the radial residual stress of adjacent layers is equal.
In the experiment, a stress detector LM-12 is selected to measure the residual stress. The LM-12 has the characteristics of high sensitivity and accuracy. Most importantly, its stability and anti-interference performance are better while measuring the residual stress. After molding of a thick-walled composite flywheel, we recorded the residual stress data captured with LM-12. The experiment steps designed in this paper are shown as follows. (1) Firstly, the optimal curing system (Table 4) and the radial pre-stress (Table 5) are determined according to the numerical simulation results of the model, and then the theoretical radial residual stress of each winding layer is calculated according to the solution models of the tension system in this paper. (2) Then, the actual radial residual stress values collected by the Bragg fiber grating sensor in real time are compared with the values calculated by the formula to verify the reliability of the theoretical model. (3) Finally, the radial residual stress in the molding flywheel is tested using the split method. An integral portion is cut out as an experimental sample, and it is made to release all the residual stress layer by layer. The released stress of each layer can be measured using LM-12, where the relative difference is used to compare the degree of proximity between the calculated values and the experimental data to verify whether the tension system established this paper can achieve the purpose of equal radial residual stress existing in adjacent layers after winding.
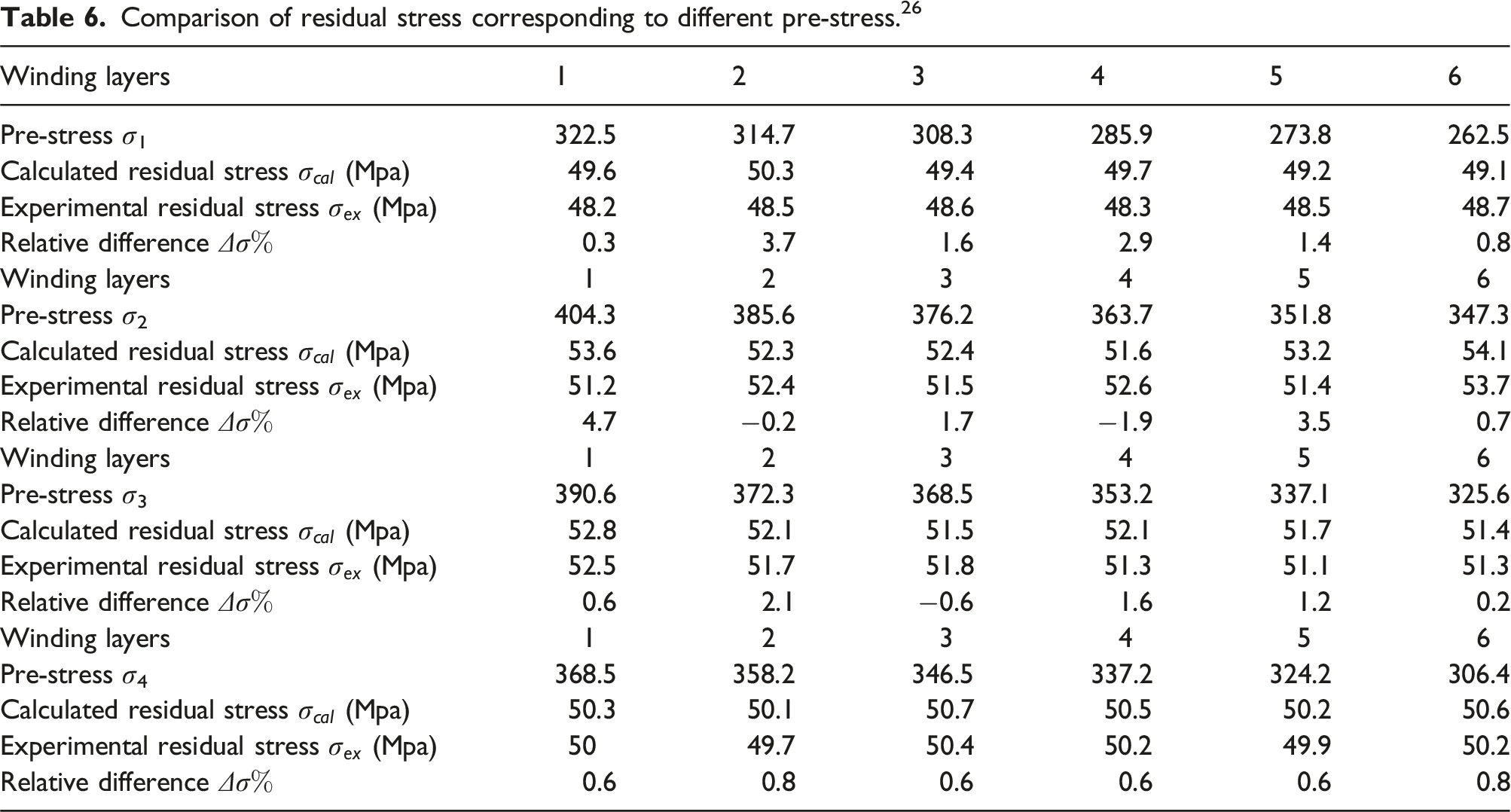
Taking the heated-mandrel winding process as the research object, the radial residual stress is tested. Four groups of pre-stress with relatively small residual stress deviation in Table 5 are taken into the tension solution model, respectively. The transverse comparison between the calculated residual stress results and the measured residual stress results in the same process is carried out. The calculation formula of relative difference
Comparison of residual stress corresponding to different pre-stress. 26

Comparison of calculated residual stress and measured ones in different pre-stress.
It can be seen from Figure 23 that four different tension systems can be obtained according to four different radial pre-stress values. Among them, only the tension system Comparison of tension system according to different radial pre-stress.
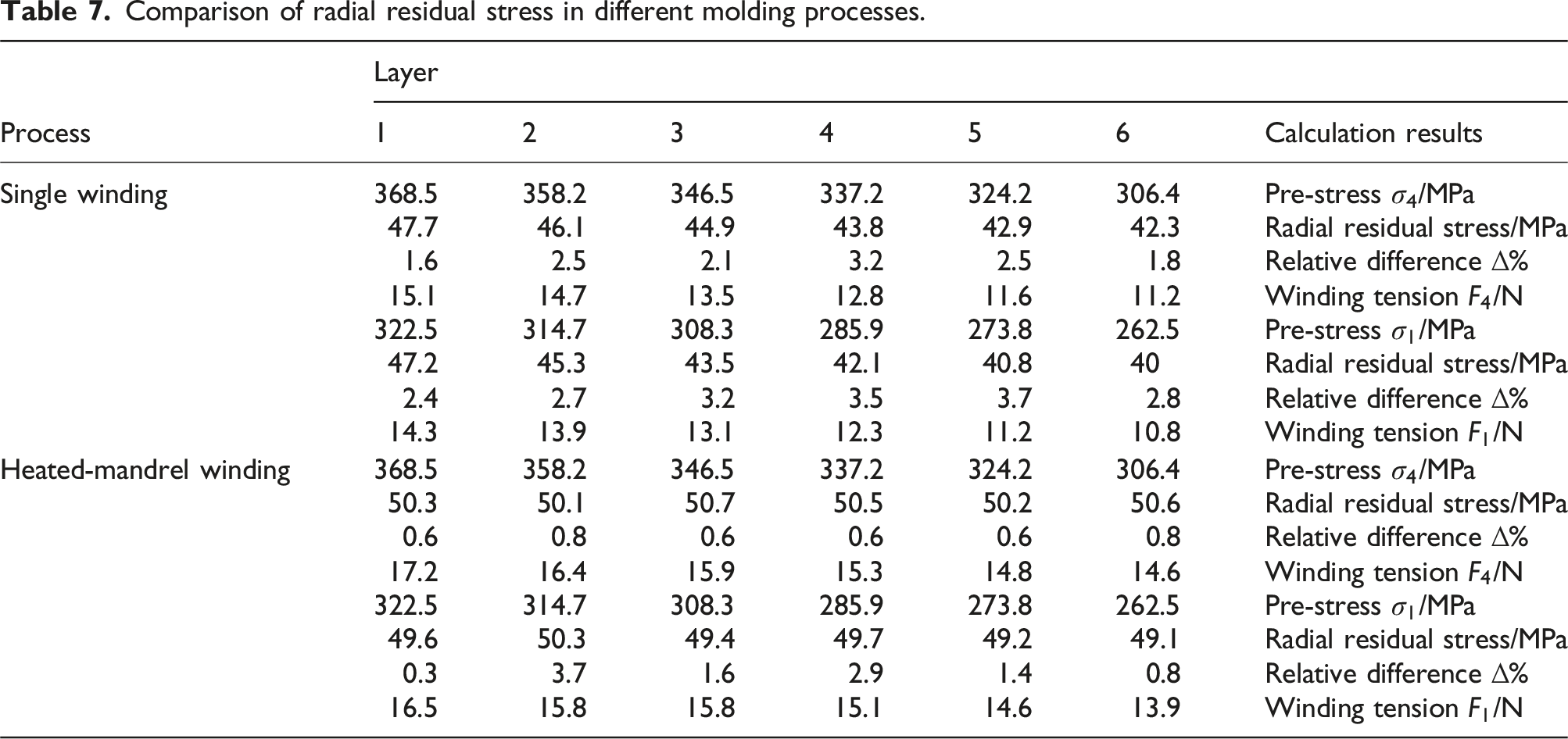
The residual stress between layers in the single winding tension system is much larger than that in the heated-mandrel winding process, so it is difficult to ensure the close bonding between the adjacent layers, which is not suitable for the heated-mandrel winding process under the same initial radial pre-stress condition, as shown in Figure 24. Comparison of radial residual stress distribution in different molding processes.
Comparison of radial residual stress in different molding processes.
Therefore, the formulation of the tension system needs to consider the influence of the temperature field on the thermal parameters to establish a thermal-dependent tension field solution model considering the effect of temperature-curing degree coupling in the heated-mandrel winding process. The imbalance of residual stress between adjacent winding layers is compensated by adjusting the pre-stress after the reasonable curing system is established. Since the radial residual stress between adjacent winding layers has the characteristic of decreasing layer by layer from inside to outside, the variable tension system adopted in this paper can compensate the imbalance of residual stress between adjacent layers more effectively by gradient decreasing winding with tensioning compared with the equal tension system in Reference. 8 and the equal torque system in Reference. 10, and finally achieve the purpose of radial equal residual stress. The comparison results of winding tension and radial residual stress in different systems are shown in Figures 25 and 26, respectively. Comparison of winding tension in different systems. Comparison of radial residual stress in different systems.

Conclusions
In this paper, the molding process of the composite flywheel and the establishment of the winding tension system are studied based on the heated-mandrel winding process. Considering the influence of the coupling field on the thermal parameters, the tension calculation formula is re-derived, and the thermal-dependent tension field solution model considering the coupling effect of temperature-curing degree is established. (1) The optimal curing system is determined by using ANSYS numerical simulation. On this basis, the radial residual stress is compensated by adjusting the winding pre-stress, so that the adjacent winding layers of the molded flywheel are in the state of equal residual stress, which makes the winding layers achieve stress balance in the radial direction. Thus, the optimal winding tension system can be obtained by the numerical calculation method in this paper. (2) The different pre-stress values are substituted into the same calculation model to test the residual stress in the same molding process. The degree of agreement can be described by the transverse comparison between the calculated residual stress results and the measured results to verify the accuracy of the established tension model. (3) The comparison test of the radial residual stress between two-step molding process and heated-mandrel winding process is carried out. The vertical comparison of the formula-calculation results and the actual-measurement results of the winding tension are comprehensively compared from different perspectives to verify the applicability of the established tension model.
Both the numerical simulation results and experimental results show that the tension applied to each winding layer according to the tension system established in this paper can ensure that each adjacent winding layer bears equal residual stress in the radial direction in the heated-mandrel winding process. Compared with the equal tension system and equal torque system, the tension system established in this paper is more suitable for the heated-mandrel winding process, and the algorithm is simple and reliable.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.