
Abstract
Short carbon fiber reinforced aluminum matrix composites exhibit suitable thermal conductivity and desirable coefficient of thermal expansion for electronic packaging applications. The interfacial bonding characteristics between carbon fibers and aluminum matrix play a crucial role in determining the performance of the composites. In the present study, the surface modification of carbon fibers and optimization of fabrication processing parameters were used to ameliorate the interface bonding and improve the properties of carbon fiber/Al composites. The electroless plating method was employed to deposit a nickel coating on the surface of carbon fibers. Aluminum matrix composites reinforced with 20∼50 vol.% uncoated or nickel-coated carbon fibers were fabricated by vacuum hot pressing technique. The microstructures, interface structures, relative density and thermal conductivity of the composites were systematically investigated. The results indicated that carbon fiber/Al composites with relatively high density of 98.9% and acceptable thermal conductivity of 218.1 W·m−1 K−1, as potential candidates for electronic packaging applications, were successfully fabricated. Through the application of nickel coating, the interfacial thermal resistance was effectively reduced by one order of magnitude derived from the experimental calculations using Maxwell-Garnett effective medium approach as a result of improved interface bonding.
Introduction
The continuously increasing packaging density in heat sink microelectronics and semiconductor devices has led to higher performance requirements for electronic packaging materials. Metal matrix composites, possessing high thermal conductivity and adjustable coefficient of thermal expansion, exhibit the capability to fulfill these requirements and have garnered significant interest.1–3 Aluminum has been widely used as metal matrix for electronic packaging composites to meet the ever-increasing demands owing to its easy processability, low density and cost-effectiveness. 4 In recent years, aluminum matrix composites reinforced by SiC and diamond particles for thermal dissipation have been extensively investigated.5–7 Despite their thermal properties, the poor machinability resulting from the high hardness of SiC and diamond particles, as well as high costs associated with diamond, have severely limited the applications of SiC/Al and diamond/Al composites in electronic industry. 8
High performance mesophase pitch-based carbon fiber is an attractive reinforcement for electronic packaging application due to its high longitudinal thermal conductivity up to 1100 W·m−1 K−1 and negative coefficient of thermal expansion to −1.45 × 10−6 K−1. 9 Thus, this type of carbon fiber reinforced aluminum composites, if processed properly, can offer a well combination of tailorable coefficient of thermal expansion, high thermal conductivity and superior machinability to meet further market demand. Currently, carbon fiber/Al composites have been manufactured using powder metallurgy, stir casting and liquid metal infiltration methods.10–12 Vacuum hot pressing, as one form of powder metallurgy technique, is regarded as a versatile process to prepare carbon fiber/Al composites for its minimal equipment requirements and straightforward operation. During the vacuum hot pressing, composites can be sintered at high pressure and relatively low temperature for rather a long time to enhance the densification. The vacuum conditions eliminate the risk of oxidation, while the combined effect of pressure and temperature ensures composites with satisfactory properties.13–15 Furthermore, in order to realize the full potential of both aluminum matrix and carbon fiber, it is necessary to improve the weak interface bonding caused by poor wettability and detrimental interface reaction between carbon fiber and the aluminum matrix.16–20 The application of coating technology on the surface of fibers has been utilized to address these challenges and has demonstrated itself as one of the most effective methodologies. The electroless plating method surpasses other coating technologies in achieving metal coatings on carbon fibers due to its advantages of uniform coating, facile thickness control and elimination of complex equipment requirements.21–23
Therefore, in the present study, electroless plating method was adopted to plate a nickel coating on the surface of carbon fibers to enhance wettability and prevent undesired interface reactions between carbon fiber and aluminum. The aluminum matrix composites reinforced with nickel-coated or uncoated carbon fibers were fabricated by vacuum hot pressing process. The surface modification of carbon fibers and optimization of fabrication processing parameters were used to ameliorate the interface bonding and improve the properties of carbon fiber/Al composites. The microstructures, interface structures, relative density and thermal conductivity of the composites were systematically investigated. Furthermore, the theoretical models were employed to reasonably estimate the interfacial thermal resistance of short carbon fiber/Al composites.
Experimental
Materials
Aluminum powders acquired from General Research Institute for Nonferrous Metals in Beijing, China, which passed through 325 mesh screen with a purity of 99.9%, were used as matrix materials. Mesophase pitch-based carbon fibers, provided by Nippon Graphite Fiber Corporation, Japan, were used as the reinforcements. The microstructure and essential physical attributes were presented in Figure 1(a) and Table 1, extracted from the manufacturer’s data sheet. Henceforth, the term “carbon fiber” specifically refers to this type of short carbon fiber in order to enhance conciseness and clarity in this paper. In addition, nickel coating was applied onto the surface of carbon fibers through electroless plating method to improve the interface bonding. The electroless plating consists of four stages: roughening, sensitization, activation and metallization. The electroless copper coating process was previously discussed.
24
For nickel coating, the first three steps were the same with those of copper coating; however, the solutions and conditions used in metallization step were different and shown in Table 2. Then the coated fibers were deoxidized in hydrogen atmosphere at 500°C for 30 min to obtain a fine nickel coating as shown in Figure 1(b). The X-ray diffractions (XRD) patterns of uncoated and nickel-coated carbon fibers were shown in Figure 1(c) and (d). The only identified phase in the case of uncoated fibers was graphite. For nickel-coated fibers, both Ni and Ni3P were detected since NaH2PO2·2H2O was used as reducing agent in this study which also served as a source of phosphorus in the coatings.
25
Besides, the peaks at around 26.5° and 54.6° (2θ) indicated that the electroless nickel plating had minimal impact on the internal graphite structure. Therefore, it can be concluded that a continuous and uniform nickel coating forms on the surface of carbon fibers while preserving the fundamental structure of carbon fiber unchanged. Microstructure and XRD patterns of (a) (c) uncoated carbon fibers; (b) (d) nickel-coated carbon fibers. Fundamental characteristics of the initial carbon fiber. Solutions and conditions used for electroless nickel plating in metallization stage.


Composites fabrication
The carbon fibers were blended with pure aluminum powders at a predetermined volume fraction. The obtained powder mixtures were cold pressed into powder compacts in a 30 mm diameter graphite mold, and then sintered by vacuum hot pressing system. Prior to heating, the system was thoroughly evacuated to a level of 0.1 Pa. Then, the system was heated to 400°C and held for 10 min to degas the powder compact.26,27 Subsequently, the compacts were heated up to 575∼655°C and kept for 20∼40 min under a uniaxial pressure of 30∼60 MPa to investigate the influence of processing parameters during vacuum hot pressing on the relative density and thermal conductivity of the composites, and obtain the optimal preparation process parameters. After consolidation, the system was maintained at a vacuum degree and cooled to room temperature in the furnace.
Characterization
The composite density (ρ) was determined using the Archimedes drainage method for optimization of process parameters and calculation of thermal conductivities. The thermal diffusivity (
Results and discussion
Densification of the composites
Relative density of carbon fiber/Al composites with 40 vol.% carbon fiber sintered at 650°C under different sintering pressures and times.

The observed trend also suggests that an increase in the sintering time leads to a notable enhancement in the relative density of the composites. It is thus clear that the enhanced sintering pressure and time can effectively eliminate defects such as internal porosities and shrinkage cavities in composites during consolidation, leading to an improvement in relative density. Additionally, it is worth noting that after the surface modification of carbon fiber, the relative density of the composite was significantly increased from 97.1% to 98.9% under the same preparation conditions. This enhancement suggests that the nickel coating on the surface of carbon fiber plays a positive role in improving the wettability and interface bonding between the aluminum matrix and carbon fiber reinforcements, contributing to the increased relative density of the composite.
Figure 2 shows the relative density and thermal conductivity in perpendicular to the pressing direction of 40 vol.% nickel-coated carbon fiber/Al composites sintered at different temperatures for 40 min under 60 MPa. With an increase in sintering temperature, both the density and thermal conductivity of the composite demonstrate a trend of initial rise followed by slight decline. At the sintering temperature of 650°C, the composite reaches maximum relative density of 98.8% and thermal conductivity of 218.1 W·m−1 K−1. This observation suggests that inadequate sintering driving force at lower temperatures hinders effective plasticization of aluminum powder to fill voids between fibers, resulting in a decrease in the relative density of the composites. As the sintering temperature rises, there is an escalation in liquid phase content within the metal matrix, promoting particle bonding and gap filling, leading to continuous enhancement in the relative density of the composite.
29
However, when the sintering temperature exceeds 650°C, which approaches the melting point of aluminum, aluminum seepage and subsequent undesirable compositional alterations take pace under a uniaxial pressure of 60 MPa. Consequently, achieving further improvement in the relative density and thermal conductivity of the composite through higher sintering temperatures becomes challenging. Effect of sintering temperature on the relative density and thermal conductivity in perpendicular to the pressing direction of 40 vol.% nickel-coated carbon fiber/Al composites.
In addition, the consistent trend of thermal conductivity and density with sintering temperature clearly indicates that the relative density of the composite is a crucial factor directly impacting the thermal conductivity. Therefore, in order to optimize the thermal conductivity of carbon fiber/Al composites, it is essential to reduce the internal porosity and increase the relative density during fabrication. Based on the comprehensive analysis of the results, the optimized process parameters for fabricating carbon fiber/Al composites using vacuum hot pressing technology are established with sintering temperature of 650°C under sintering pressure of 60 MPa for 40 min.
Microstructure of the composites
The microstructure of uncoated and nickel-coated carbon fiber/Al composites sintered at 650°C under different sintering pressures for 40 min is depicted in Figure 3. Among them, Figure 3(a), (c), (e) and (b), Figure 3(d) and (f) are SEM morphologies perpendicular and parallel to the pressing direction, respectively. It can be observed that during the hot pressing process, due to the application of external pressure, short carbon fibers are preferentially arranged in a two-dimensional plane perpendicular to the direction of pressure. This preferred orientation results in significant microstructural anisotropy and also indicates overall property anisotropy of the composite. Hereafter, vertical and parallel pressure directions are referred to as the in-plane and out-of-plane directions, respectively. SEM images of carbon fiber/Al composites sintered at 650°C on in-plane direction for (a) nickel-coated 30 MPa 40 min; (c) nickel-coated 60 MPa 40 min; (e) uncoated 60 MPa 40 min and out-of-plane direction for (b) nickel-coated 30 MPa 40 min; (d) nickel-coated 60 MPa 40 min; (f) uncoated 60 MPa 40 min.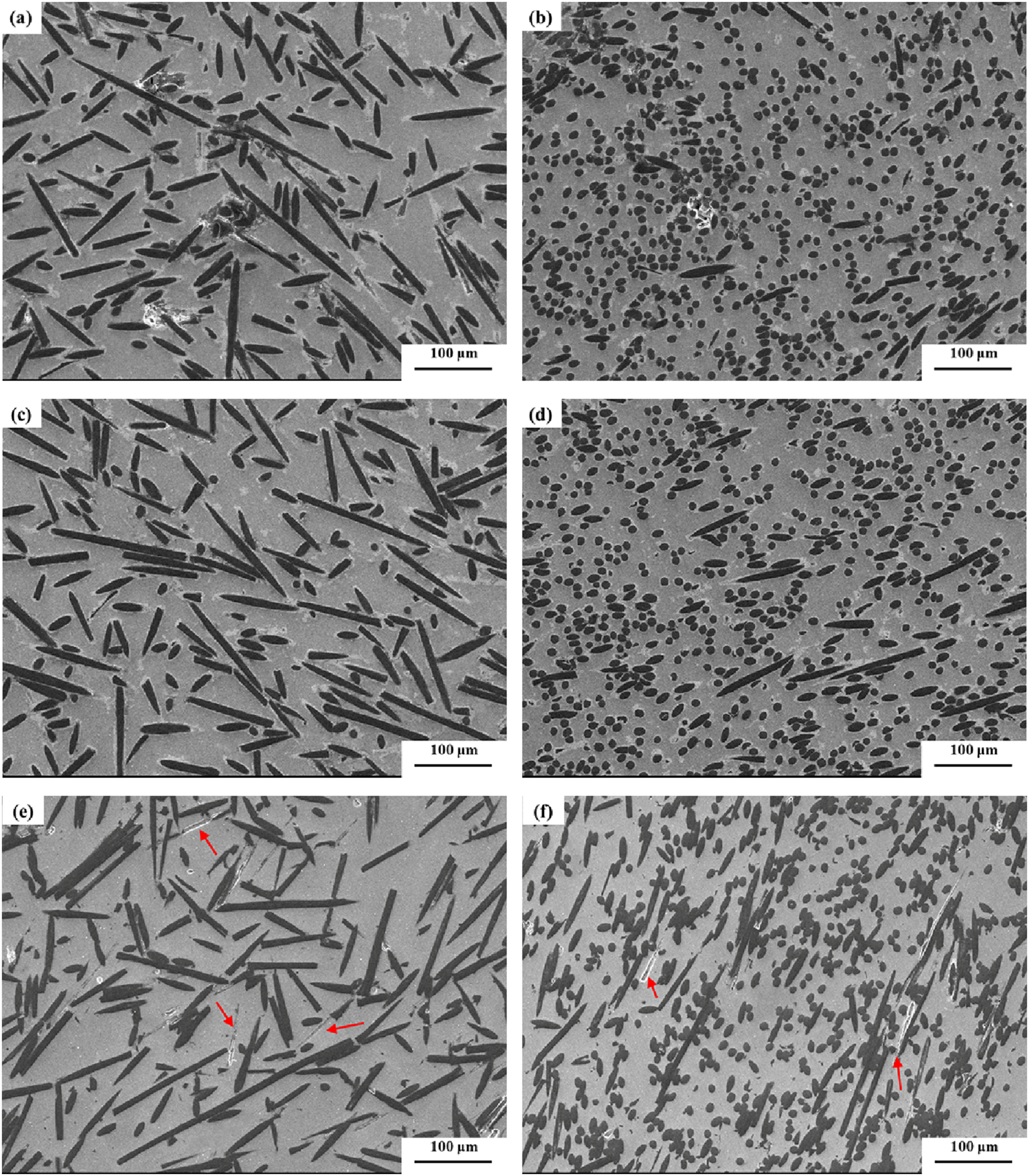
As shown in Figure 3(a) and (b), for the nickel-coated carbon fiber/Al composite sintered at 30 MPa for 40 min, clear porosities can be observed. Conversely, when the sample is sintered at the optimal pressure of 60 MPa, no discernible defects are found in both the in-plane and out-of-plane images (Figure 3(c) and (d)), with a uniform distribution of carbon fibers. This further validates that the internal porosity of the composite decreases as external pressure increases during the hot pressing process. It is necessary to apply a certain level of external pressure in order to achieve complete wetting and eliminate any porosity within the composite, ensuring optimal interface bonding. Additionally, upon comparing Figure 3(e) and (f) with Figure 3(c) and (d), it can be observed that despite sufficient applied sintering pressure, cracks and pores (marked by the arrows) resulting from fiber detachment are still present in the case of uncoated carbon fiber/Al composite. The findings suggest that the lack of wettability between uncoated carbon fiber and the aluminum matrix hinders interface bonding, ultimately leading to a composite with low relative density. Furthermore, the presence of these microstructural defects also has a detrimental impact on both the thermal and mechanical properties of uncoated composites.
Figure 4 shows the typical fracture morphologies of uncoated and nickel-coated carbon fiber/Al composites prepared at different sintering temperatures. It is evident from Figure 4(a) that at a lower temperature (590°C) during the hot pressing process of nickel-coated carbon fiber/Al composite, unconsolidated metallic particles of the matrix can be observed at the fracture surface, along with corresponding voids present in the matrix due to inadequate adhesion between the matrix metal particles and the fibers. This observation suggests that composites prepared at lower sintering temperatures exhibit inferior overall relative density and higher prevalence of porous microstructures. When the sintering temperature is increased to 650°C, as depicted in Figure 4(b), a higher occurrence of fiber fractures, bending and fragmentation morphologies on the fracture surface indicates significantly strengthened interface bonding between nickel-coated carbon fibers and aluminum matrix. The notable enhancement is primarily attributed to an increase in both melting degree and wetting ability of the aluminum matrix with increasing sintering temperature. Consequently, effective consolidation occurs among matrix particles, as well as between matrix particles and fibers which leads to a significant improvement in the interface bonding. Fracture surfaces of carbon fiber/Al composites sintered at different temperatures (a) nickel-coated 590°C; (b) nickel-coated 650°C; (c) uncoated 650°C.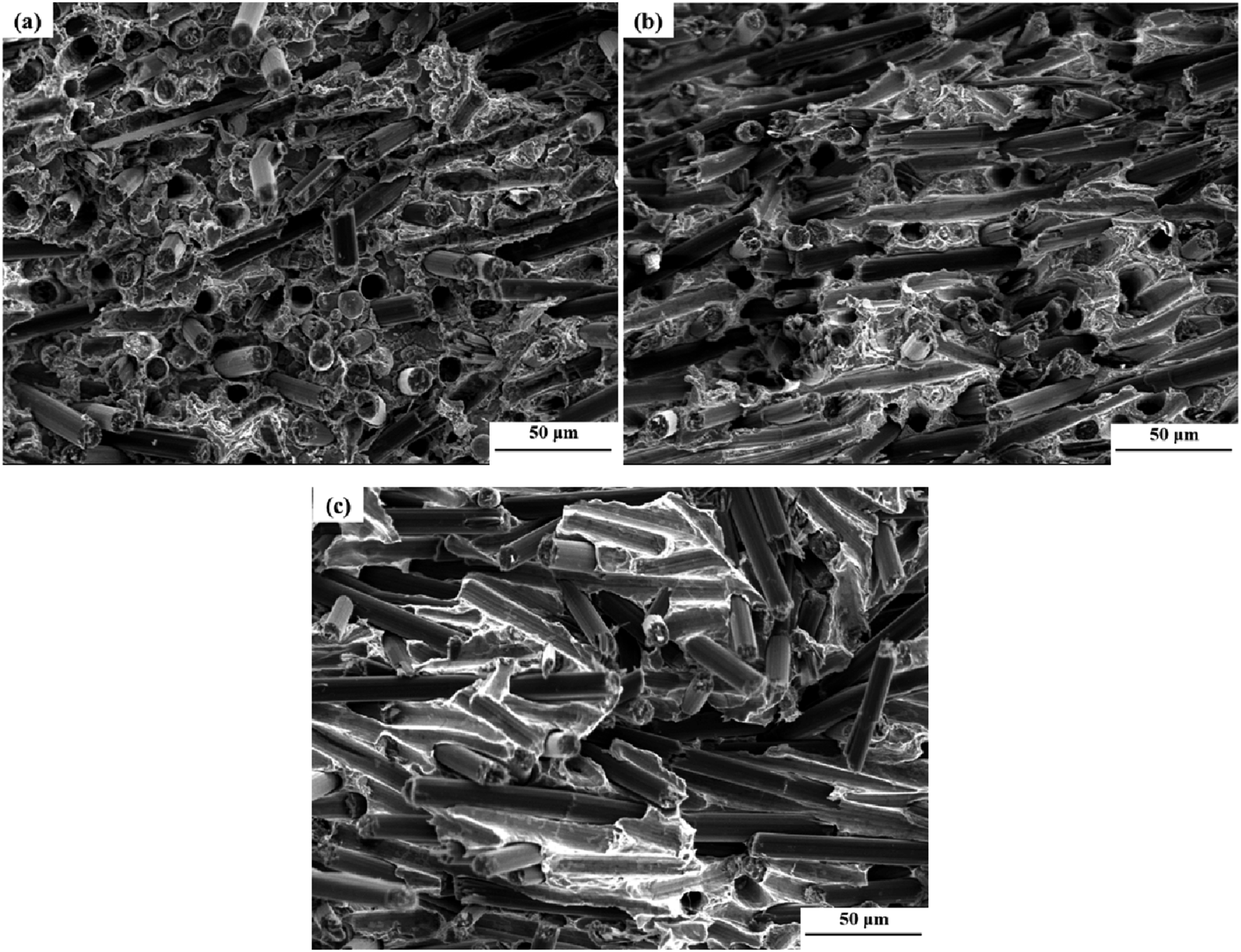
Meanwhile, comparing Figure 4(c) with Figure 4(b), under the same and appropriate sintering temperature, it can be seen in the fracture morphology of the uncoated composite that most of the unmodified carbon fibers are debonded or peeled off from the aluminum matrix. This observation indicates that when the crack extends to the interface, crack deflection occurs at the interface due to the weak interface bonding. In general, the interface strength between fibers and matrix in fiber reinforced composites can be determined by the fiber pull-out length. The relationship between interface shear strength (τi) and fiber pull-out length (L) can be expressed as 30 : τi = (σf × d) / (4 × L), where σf and d are the tensile strength and diameter of the fiber, respectively. The reduced pull-out length on fracture surfaces indicates enhanced interface shear strength, thereby implying strengthened interface bonding between fibers and matrix. In the case of composites with discontinuous reinforcements prepared in this study, the fracture surface morphology exhibits a more intricate form. In addition to evaluating the pull-out length of fibers, it is imperative to consider the fracture morphology of fibers for determining the bonding strength at interfaces in composites. It can be observed that nickel-coated carbon fiber/Al composites predominantly exhibit shorter pull-out length of fibers from the aluminum matrix with few intact fibers remaining on fracture surfaces. Evidently, the electroless nickel plating treatment significantly enhances the interface bonding between carbon fibers and aluminum matrix. This enhancement effectively improves both load and heat transfer capabilities between fibers and aluminum matrix, contributing to overall improvement in the mechanical and thermal performance of the composite.
The typical interface structures and XRD patterns of the uncoated and nickel-coated carbon fiber/Al composite are depicted in Figure 5. It is evident from Figure 5(a) that the presence of weak interface and visible cracks (marked by the arrows) can be attributed to the inadequate wettability between the aluminum matrix and uncoated carbon fibers. The XRD results of the uncoated carbon fiber/Al composite shown in Figure 5(c) indicate that composites sintered at 650°C for 40 min exhibit diffraction peaks at 2θ = 21.39°, 42.71° and 48.25° respectively corresponding to the planes of Al4C3 [006], [018] and [1,0,10]. Therefore, undesirable interface reaction has formed, leading to the presence of brittle Al4C3 and resulting in an inherently unstable interface. FE-SEM images of the interface and XRD patterns of (a) (c) uncoated; (b) (d) nickel-coated carbon fiber/Al composite .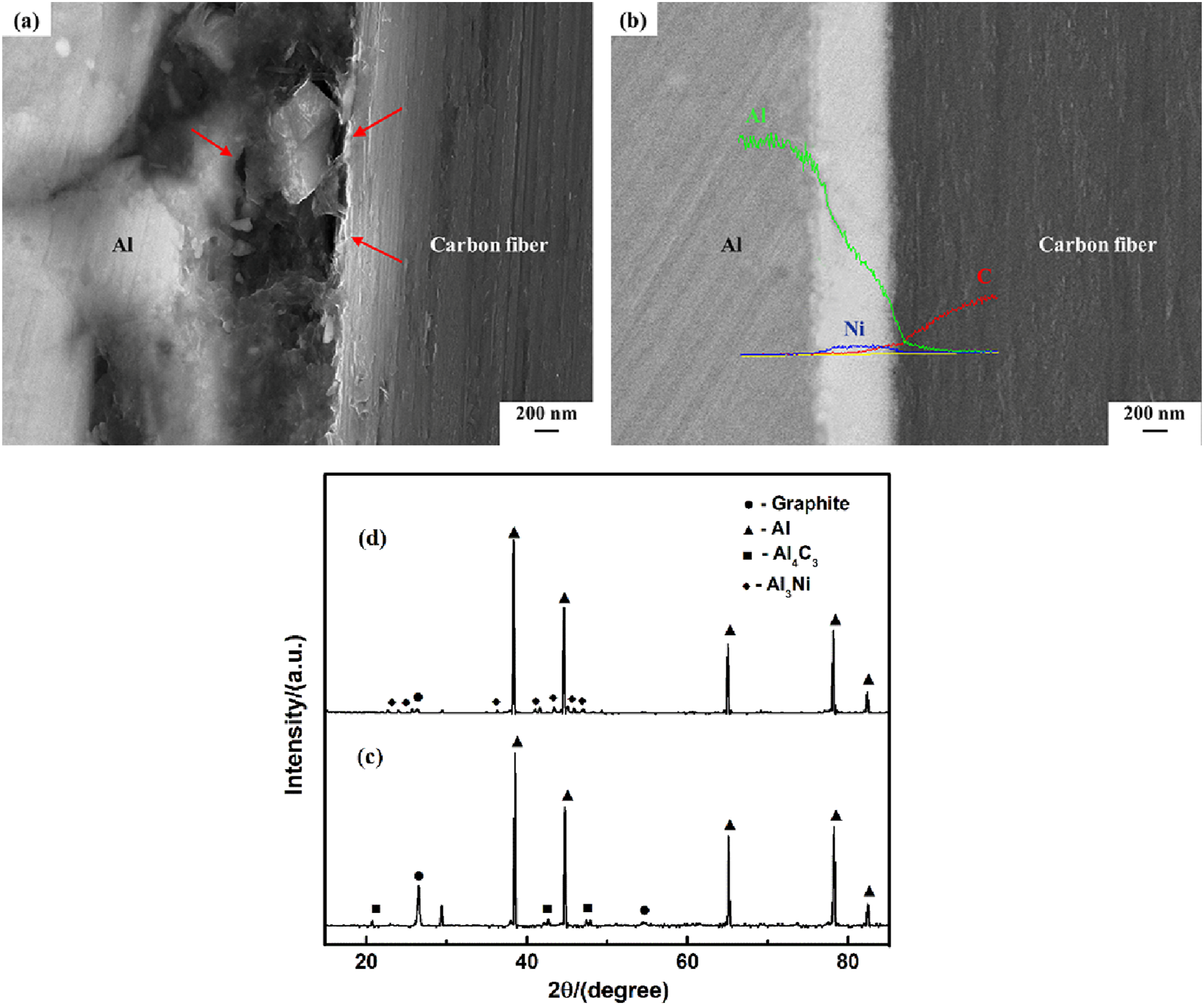
The microstructure and elemental distribution in the interface region of nickel-coated carbon fiber/Al composite are illustrated in Figure 5(b). It can be observed from Figure 5(b) that the carbon fibers are securely bonded to the aluminum matrix through a transition layer. Simultaneously, a region of overlapping Al and Ni signals is observed in the transition layer, indicating solid solution diffusion between nickel coating and aluminum matrix. The XRD pattern in Figure 5(d) reveals the formation of Al3Ni phase, while no Al4C3 phase is observed in the composite. Consequently, the electroless nickel plating on the surface of carbon fiber can form intermetallic compound Al3Ni with aluminum matrix, thereby enhancing wettability and preventing the formation of Al4C3 on carbon fibers. As a result, the electroless plating process facilitates the deposition of a metal coating, which primarily improves the wettability of carbon fibers in aluminum matrix composites through solid solution diffusion and formation of intermetallic compounds with the aluminum matrix.
Thermal conductivity of the composites
The relative density of uncoated and nickel-coated carbon fiber/Al composites prepared by vacuum hot pressing under the optimized processing parameters (i.e., 650°C/60 MPa/40 min) versus carbon fiber volume fraction is plotted in Figure 6(a). It can be seen that the relative density of nickel-coated carbon fiber/Al composites varies from 98.2% to 98.9% for fiber volume fraction within the range of 20% to 50%. There is a slight decrease in relative density with nickel-coated carbon fiber volume fraction increasing from 45% to 50%. This can be ascribed to the fact that the higher volume fraction of carbon fibers results in increased fiber contact and reduced content of aluminum bonding phase, making it challenging for metallic aluminum to completely fill the spaces between these fibers with a specific aspect ratio. Consequently, more microstructural defects are formed, which adversely affect the densification of the aluminum matrix composites. While, the relative density of uncoated carbon fiber/Al composites is much lower than that of composites with nickel-coated carbon fibers, and decreases steadily as the fiber volume fraction increases. These experimental results further validate that the presence of nickel coating enhances the wettability and interface bonding between carbon fibers and aluminum matrix, thereby effectively improving the densification of the composites. The relative density (a), in-plane thermal conductivity (b), (c) out-of-plane thermal conductivity of uncoated and nickel-coated carbon fiber/Al composites and (d) experimentally calculated interfacial thermal resistance of nickel-coated carbon fiber/Al composites as a function of fiber volume fraction.
The effect of carbon fiber volume fraction on the in-plane and out-of-plane thermal conductivity of uncoated and nickel-coated carbon fiber/Al composites is illustrated in Figure 6(b) and (c). The thermal conductivity of nickel-coated carbon fiber/Al composites is significantly enhanced compared to that of uncoated carbon fiber/Al composites, particularly on the in-plane direction. For nickel-coated carbon fiber/Al composites, the in-plane thermal conductivity is slightly increasing until it reaches a saturation value of 218.1 W·m−1 K−1 with a tendency for marginal drop as fiber volume fraction increases from 40% to 50% which agrees with the decline of relative density. The uncoated carbon fiber/Al composite, on the other hand, exhibits the highest in-plane thermal conductivity of 173.2 W·m−1 K−1 when containing 20 vol.% uncoated fibers. Besides, as the volume fraction of uncoated carbon fibers increases, there is a gradual decrease in thermal conductivity. This observation highlights the negative impact of weak interface bonding on the thermal conductivity of composites. For the out-of-plane thermal conductivity, both uncoated and nickel-coated composites exhibit a similar trend of decreasing thermal conductivity as the fiber volume fraction increases. Meanwhile, the advantage of nickel coating in terms of out-of-plane thermal conductivity is not significant and there is no substantial disparity between uncoated and nickel-coated carbon fiber/Al composites. This phenomenon can be attributed to the introduction of greater interfacial thermal resistance caused by the lower thermal conductivity of carbon fibers in the transversal direction (10 W·m−1 K−1). Consequently, it can be inferred that, in this particular case, the thermal conductivity of composite primarily relies on the thermal conductivities of both matrix and reinforcement materials rather than interface type.
The differences in the variation range of thermal conductivity for uncoated and nickel-coated composites were theoretically investigated. In this study, the modified Maxwell-Garnett effective medium approach was employed to the case of anisotropic fiber reinforced metal matrix composites to experimentally evaluate the interfacial thermal resistance from a set of measured thermal conductivities of the composites.31–35 As mentioned earlier, the out-of-plane thermal conductivity is mostly dependent on the transversal thermal conductivity of reinforcement and not on the interface type. Previous study has also shown that the estimation of interfacial thermal resistance from the out-of-plane thermal conductivity is significantly affected by measurement error, resulting in unreliable calculated interfacial thermal resistance. Thus, according to the experimental data on the in-plane direction, the interfacial thermal resistance of nickel-coated carbon fiber/Al composites is calculated and plotted in Figure 6(d). The obtained interfacial thermal resistance values range from 2.91 × 10−8 to 3.40 × 10−8 m2·K·W−1. In contrast, for uncoated composites, the interfacial thermal resistance between uncoated carbon fiber and aluminum is more than 3.3 × 10−7 m2·K·W−1, which is one order of magnitude higher than that of composites with nickel-coated carbon fibers. This discrepancy can be attributed to the inadequate wettability between carbon fiber and aluminum matrix, resulting in an unfavorable thermal contact interface structure that hinders heat transfer across the carbon fiber/aluminum interface. Meanwhile, it can be observed from Figure 6(d) that the interfacial thermal resistance exhibits a sharp increase as the volume fraction of nickel-coated carbon fiber increases to 50%. However, there is relatively little variation in thermal conductivity among nickel-coated composites with different carbon fiber volume fractions.
In order to elucidate the influence of interfacial thermal resistance on the thermal conductivity of carbon fiber/Al composites, the theoretical thermal conductivity of 40 vol.% carbon fiber/Al composites, estimated using the modified Maxwell-Garnett effective medium approach model, as a function of interfacial thermal resistance is shown in Figure 7. As seen, the overall theoretical estimated thermal conductivity of composites decreases with interfacial thermal resistance increasing. The decrease in out-of-plane thermal conductivity is not as significant as that on the in-plane direction. This further confirms the out-of-plane thermal conductivity is mainly limited by the low transversal heat conduction of fibers, and reducing interfacial thermal resistance has little effect on improving the out-of-plane thermal conductivity. For the in-plane thermal conductivity, the influence of interfacial thermal resistance on the thermal conductivity is minimal when the interfacial thermal resistance is less than 3 × 10−8 m2·K·W−1, and the thermal conductivity gradually decreases as the interfacial thermal resistance increases. The thermal conductivity is most significantly affected when the interfacial thermal resistance ranges from 3 × 10−8 to 3 × 10−7 m2·K·W−1, exhibiting a rapid decline with increasing interfacial thermal resistance. The thermal conductivity of composites remains low when the interfacial thermal resistance exceeds 3 × 10−7 m2·K·W−1, indicating that the reinforcement can be approximated as micro-pores within the matrix. Therefore, maintaining a good level of heat conduction requires interfacial thermal resistance of less than 3 × 10−8 m2·K·W−1, which is exactly satisfied by the obtained interfacial thermal resistance of nickel-coated carbon fiber/Al composites. Consequently, the introduction of nickel coating can improve the interface bonding of the composite, thereby optimizing the microstructure and reducing interfacial thermal resistance. The theoretical estimated thermal conductivity of 40 vol.% carbon fiber/Al composites as a function of interfacial thermal resistance.
Conclusions
(1) The carbon fiber/Al composites were fabricated through vacuum hot pressing of powder compacts consisting of carbon fibers and pure aluminum. The optimization of sintering pressure, time and temperature contributed to the improvement of relative density and thermal conductivity of the composites. Consequently, under the conditions of sintering temperature at 650°C, sintering pressure of 60 MPa for 40 min, aluminum matrix composite reinforced with 40 vol% nickel-coated carbon fibers exhibits relatively high density of 98.9% and thermal conductivity of 218.1 W·m−1 K−1, making it promising material for electronic packaging application. (2) By electroless depositing nickel coating onto the surface of carbon fibers, solid solution diffusion occurs between the nickel layer and aluminum matrix, resulting in the formation of Al3Ni intermetallic compound. This enhances the wettability and interface bonding, thereby facilitating the densification of overall coated composites and decreasing the interfacial thermal resistance by one order of magnitude derived from the experimental calculations using Maxwell-Garnett effective medium approach. Furthermore, the calculation reveals that when the interfacial thermal resistance of the composite is less than 3 × 10−8 m2·K·W−1, the in-plane thermal conductivity is not significantly affected by the interfacial thermal resistance, thus maintaining a relatively high level. Through the application of nickel coating, the interfacial thermal resistance is effectively reduced by one order of magnitude as a result of improved interface bonding.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This project was financially supported by the National Natural Science Foundation of China (Grant No. 52171026), the Fundamental Research Funds of the Central Universities (FRF-DF-22-09), Shenzhen Science and Technology Program (CJGJZD20230724093159002) and Jiangxi Province “Double Thousand Plan” Talent Project (203075000041).