
Abstract
With the continuous advancement of urbanization construction, the number of discarded red bricks caused by construction demolition is impressive because of the characteristics of construction materials in the early stage of our country. This study used the recycled brick powder produced in crushing red waste bricks to partially or wholly replace quartz sand, combined with different doses of PVA fiber to prepare green recycled brick powder engineering cementitious composites (ECC). First, the strain hardening and multiple cracking behaviors of recycled brick powder ECC with different fitting ratios were verified using four-point bending tests. Then, a rapid freeze-thaw experiment was conducted to study the effects of different fitting ratios on the quality failure rate, phase dynamic elastic modulus, and compressive flexural resistance of recycled brick powder ECC. Based on the evaluation parameters of compressive strength loss rate and frost resistance, the ECC freeze-thaw prediction model of recycled brick powder was established by the Monte Carlo method to expand the number of samples. The research results show the best frost resistance of recycled brick powder ECC with a 25% recycled brick powder ratio and 1% PVA fiber. Scanning electron microscopy was used to observe raw materials and cement-based materials, and the reasons of macroscopic phenomena were explained from a microscopic perspective.
Keywords
Introduction
In recent years, with the continuous expansion of urban scale, large-scale house demolition activities have brought a large amount of construction waste, environmental deterioration and ecological damage problems are becoming increasingly serious. 1 According to relevant data, waste such as discarded bricks, sand and concrete account for more than 98% of construction waste, and different structures produce different percentages of construction waste, such as brick-concrete structures and frame-block hybrid structures with recycled brick waste content that can be as high as 40% and 31%, respectively.2,3 Moreover, the current treatment of construction waste is mainly concentrated in landfills, which not only occupies a large amount of land, but also may pollute groundwater sources. Therefore, how to use these discarded red bricks has become an important issue that needs to be solved for the current green and coordinated development.
Scholars commonly crushed waste red bricks as coarse and fine aggregates to go into the preparation of concrete. Xu 4 prepared waste ceramic recycled fine aggregate concrete from waste ceramics and found that the overall strength did not change much when the substitution rate was low.Furthermore, research scholars generally agree that the effect on the mechanical properties of recycled concrete is small when the amount of red brick admixture does not exceed 10% to 25%.5–7 Recycled brick powder (RBP) is an inevitable by-product of preparing recycled aggregates from waste bricks through de-mixing, crushing, screening, and mechanical strengthening. According to statistics, the mass of particles with a particle size of less than 150 μm accounts for about 20% of the total mass in waste concrete and bricks. 8 Such a large number, if not recycled, will harm the environment considerably.
Li creates Engineering Cementitious Composites (ECC) and utilizes the principles of micromechanics and fracture mechanics. Cement slurry was used as a matrix, a certain amount of polyvinyl alcohol fiber (PVA) was added uniformly to increase the ultimate strain of the cement matrix, and a high-performance cement-based composite material was successfully developed. 9 The excellent performance of ECC can be a good solution to the shortcomings of traditional concrete, such as friability and weak tensile properties, and thus has a wide range of application prospects. However, because coarse aggregates are not used in the preparation of ECC raw materials, the use of fine aggregates and cementing materials is increased, which limits the large-scale use of ECC materials. In addition, the scarcity of natural mineral resources and the requirement for green environment protection are considered. Therefore, this study replaces ECC’s natural fine aggregate quartz sand with the recycled brick powder produced from recycling red waste bricks, which can reduce ECC’s cost and develop green building materials.
For the mechanical properties of recycled brick powder ECC, most scholars’ research variables mainly focus on the amount of recycled brick powder doping, fiber volume doping, recycled brick powder replacement object, and other factors. Li 10 et al. used recycled concrete micronized powder instead of quartz sand to prepare ECC and studied mechanical properties and microstructure. The results showed that the compressive strength of recycled concrete micronized ECC could still reach more than 40 MPa having excellent strain capacity. Cheng et al. 11 replaced quartz sand with regenerated brick powder with replacement rates (0%, 25%, 50%, 75%, and 100%) to determine the best-regenerated brick powder replacement rates. PVA fibers with different volume fractions (1.25%, 1.50%, 1.75%, and 2.0%) were added on this basis. The results show that with the increase of fiber volume fraction, the ultimate deformation of the material increases, reaching 44.87 mm, and the ultimate strain reaches 3.46%. Finally, Yu et al. 12 replaced quartz sand and fly ash in ECC materials with recycled micro-powder and explored the influence of 50% and 100% recycled micro-powder replacement rates on the performance of ECC materials. The results show that ECC’s compressive, tensile, and strain capacity can be improved no matter how much the recycled micro-powder replaces the material.
In addition, some scholars have also studied the micro aspects. For example, Nam et al. 13 observed the air void characteristics of different fiber-reinforced cement matrix composites by mercury-in-pressure (MIP), linear transverse method, and scanning electron microscopy (SEM). The dispersion of the fibers and the bond between the fibers and the cementitious matrix were regarded to explain why different types of fibers affect the mechanical properties of cementitious composites. Liu Shuguang et al. 14 observed PVA fiber-cement matrix composites after 350 days of erosion by sodium sulfate solution using scanning electron microscopy. Results showed that a large number of pin-rod-like calcium alumina crystals were formed in the internal pores and cracks and other defects of the eroded specimens, which proved that the erosion product calcium alumina was the root cause of the erosion damage of PVA fiber/cement composites by sodium sulfate.
The excellent performance of ECC has attracted the attention of many researchers. However, at present, there is no uniform mix ratio of recycled brick powder ECC. Therefore, this paper used the water-cement ratio (0.32) and the cement-sand ratio (2.78) as the benchmarks. The replacement rate of quartz sand by recycled brick powder (0%, 25%, 50%, and 75%, 100%) and the volume doping of PVA fiber (0%, 1.0%, 1.5%, and 2.0%) were selected as variables. The controlled variable method was used to investigate the mechanical properties of the recycled brick powder ECC at different doping levels. Considering the regions of northeast China and Qinghai-Tibet, where the natural environment is relatively harsh and the lowest temperature can reach −30°C, it is necessary to study the mechanical properties of recycled brick powder ECC with different fitting ratios under the action of freeze-thaw cycles. The test results will determine the best-recycled brick powder ECC ratio with frost resistance and provide theoretical support for the practical application of recycled brick powder ECC in cold regions. Scanning electron microscopy (SEM) and energy dispersion spectrometer (EDS) were used for microscopic analysis. To investigate the changes in the internal elements of ECC after the incorporation of recycled brick powder, the changes in the internal structure of recycled brick powder ECC before and after freeze-thaw, and the internal micro-morphology of recycled brick powder ECC materials under different fits.
Experimental test program
Test materials
Main technical indicators of cement.

Parameter index of fly ash.

Performance indexes of recycled brick powder and quartz sand. 15

Properties of PVA fiber.


(a) Recycled brick powder; (b) quartz sand; and (c) PVA fiber.
Reclaimed brick powder ECC ratio and test piece preparation
Recycled brick powder ECC ratio.

The preparation of specimens used in the test was completed by mixing with a single-bed forced concrete mixer. Test piece preparation process: First, put cement, fly ash, quartz sand, and recycled brick powder into the mixing pot and stir for 120s to mix it thoroughly. Then, add part of the water mixed with admixture and mix for 120s; then add the remaining water and mix for 120s until the formation of a cement matrix with good fluidity. After mixing, add PVA fiber evenly by manual dispersion and stir for 180s until no fiber agglomeration occurs. The mold was filled with layers, vibratory molding, and the follow-up test was carried out after 28d maintenance under standard curing conditions.
Test methods
Mechanical test
Four-point bending test
The deformation hardening phase in the load-deflection curve obtained from the four-point bending test often directly reflects the performance of the recycled brick powder ECC material. Four-point bending test specimens’ size is 100 × 100 × 400 mm following GB/T50081-2016 "Standard for Test Methods of Concrete Physical and Mechanical Properties”.16,17 The test loading machine was the Changchun Kexin testing machine, and the span of the specimen was 300 mm. The loading mode controlled by displacement was adopted in the test, and the loading rate was 0.2 mm/min. The flexural strength values and the mid-span deflection of the specimens are determined using load cells and percentage tables, respectively.
Compressive and flexural tests
The compressive and flexural tests were conducted using the YAW-300H testing machine produced by Jinan Hengruijin Company. The test procedure was followed by the “Test Method of Cement Mortar Strength(ISO)” (GB/T 17671-2020) with a loading speed of 50 N/s ± 10 N/s. The effective size of the flexural test specimen is 40 mm×40 mm × 160 mm, and the effective size of the compressive test specimen is 40 mm×40 mm × 40 mm.
Freeze-thaw cycle test
The instrument used for the freeze-thaw cycle test is the freeze-thaw cycle machine. The freeze-thaw cycle test procedure followed the “Standard for Test Methods of Long-term Performance and Durability for Ordinary Concrete" (GB/T 50082-2009). The freeze-thaw cycles were set to 0, 25, 50, 100, 125, and 150 times using the fast-freezing method. The specimens subjected to freeze-thaw cycles were soaked in water at 20 ± 2°C four days in advance, and their mass and transverse fundamental frequency were measured in the water-filled state. After the test begins every 25 freeze-thaw cycles, check the appearance, weighing, and measuring the fundamental transverse frequency until the stopping conditions meet the specifications or reach the number of cycles before termination of the test.
Microscopic experiments
The internal structure variation of recycled brick powder ECC before and after freeze-thaw, the internal micro-morphology of recycled brick powder ECC materials with different matching ratios, and further analysis of the change of internal elements of recycled brick powder ECC after incorporation was studied to understand the microstructure of raw materials. Therefore, this study uses scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS) for microscopic observation. Both experiments were conducted in the Analysis and Test Center laboratory of Northeast Forestry University, using JMF-7500F (cold field emission scanning electron microscope). First, the required specimen is made into a thin sheet-like specimen with a flat surface. The surface is then gold-plated to enhance its electrical conductivity. After gold spraying, the carrier disk is fixed under the electron microscope for scanning.
Result analysis
Analysis of four-point bending experimental results of recycled brick powder ECC
Analysis of flexural performance index of recycled brick powder ECC material
The load-deflection curve reflects the matrix’s fracture, the fibers’ crack resistance, and the cracks' development. The data collected on the testing machine is processed to obtain the load-span deflection curve under the action of a four-point bending load. The bending results of the recycled brick powder ECC with different fiber substitution rates are shown in Figure 2. The fit ratios exhibit prominent stress-strain characteristics except for the fiber doping of 0%. Load-deflection curves under different mix ratios.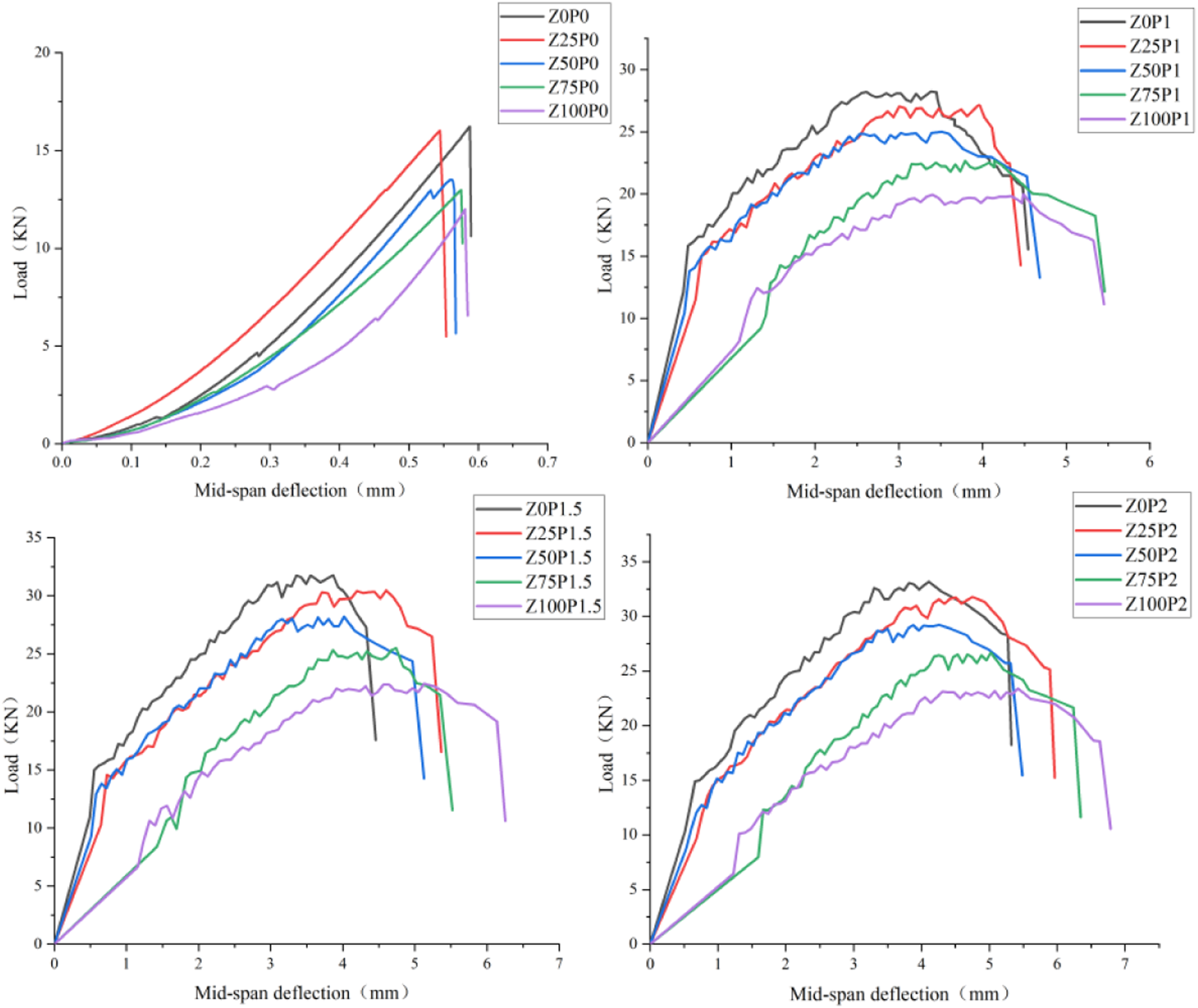


Mechanical parameters of four-point bending with different fitting ratios.

Since the test results of the fit ratio with 0% PVA fiber dosing do not show strain hardening characteristics, they are not discussed further. No matter the PVA fiber content, the influence law of recycled brick powder content on four-point bending mechanical parameters is the same. Here, the PVA fiber doping is 1%, as shown in Figure 3. There is no explicit law of cracking deflection. This phenomenon also appears in the test of Zhengzhou University.
19
It may be due to improper operation of the specimen in the vibrating and smoothing stage, resulting in an uneven surface of the specimen where the stress concentration is located. As a result, the ultimate deflection is higher than that without recycled brick powder. However, no obvious pattern indicates that incorporating recycled brick powder may have weakened the bond between the matrix and the fiber, thus increasing its ultimate deflection. The cracking load and cracking strength, ultimate load, and ultimate bending strength all showed a decreasing trend with the increased recycled brick powder content, and the decreasing degree was significant. Since the cracking strength and ultimate flexural strength are calculated based on the cracking load and ultimate load, the transformation law and decreasing trend of cracking strength and ultimate flexural strength are the same as that of cracking load and ultimate load. The cracking load and cracking strength decreased by 5.36%, and the ultimate load and ultimate flexural strength decreased by 3.94% when the mixing amount of recycled brick powder increased from 0% to 25%. However, the rate of decline increased as the replacement rate of recycled brick powder increased from 25% to 50%, with a 9.14% decrease in cracking load and cracking strength and a 7.80% decrease in ultimate load and ultimate flexural strength, indicating that the degree of decline became more dramatic as the recycled brick powder admixture increased. It can be explained that the low pozzolanic effect of the recycled brick powder reduces the specimen’s strength, deteriorates the matrix’s internal structure, and relatively reduces the load-bearing capacity. Four-point bending mechanical parameters of recycled brick powder ECC at 1% fiber doping.
On the other hand, with the recycled brick powder content as a fixed variable, it is found that under any recycled brick powder content, the influence law of PVA fiber content on four-point bending mechanical parameters is the same. The 25% dosing of recycled brick powder is used as an example, as shown in Figure 4. With the increase of PVA fiber doping, the cracking deflection shows an increasing trend, while the cracking load shows a decreasing trend in the opposite direction. Results show that increased PVA fiber content can make the concrete enter the cracking state in advance, making the crack deflection more significant. The ultimate load and deflection increase with the increase in fiber content. PVA fibers have the effect of interconnecting, which can transfer the tensile stress from the crack location to the uncracked surrounding matrix, leading to the existing cracks dispersing into finer cracks.
20
Therefore, it exerts a superior crack control ability with the increase of fiber doping, leading its load-bearing capacity and ultimate deflection increases and showing better toughness. Four-point bending mechanical property parameters of recycled brick powder ECC when the dosing of recycled brick powder is 25%.
Bending toughness analysis of recycled brick powder ECC materials
One of the critical indicators of the bending performance of the material is the bending toughness. ASTM C1609M-12 in the United States and JSCE SF-4 in Japan are commonly used to evaluate flexural toughness at home and abroad. However, the above evaluation methods are relied on calculating mechanical parameters such as load when the deflection is L/150. Unfortunately, ECC is ultra-high toughness, with deflections typically much more significant than L/150 at peak loads. Therefore, the deformation hardening characteristics of ECC cannot be reflected by the above method, and the bending toughness of ECC cannot be accurately evaluated. 21
The toughness of a material is generally related to the area enclosed below the load-displacement curve. Therefore, in this paper, the evaluation method used in the articles by Yang
22
and Tian
19
to evaluate the flexural toughness of recycled brick powder ECC. The following equation (3) is used to define the pseudo-strain hardening toughness (PSH toughness):
The area enclosed under the load-displacement curve is calculated using the mathematical integration method in the origin software. From this, the a and b values are obtained, and the PSH toughness of the recycled brick powder ECC is calculated by equation (4). Figure 5(a) shows that the effect of recycled brick powder substitution rate on the PSH toughness values of the specimens showed fluctuations when the PVA fiber doping was 1%, 1.5%, and 2%. Furthermore, the PSH toughness value reaches the maximum when the recycled brick powder is mixed at 50%. On the other hand, the PSH toughness value decreases rapidly after the admixture of recycled brick powder exceeds 50%. Therefore, the amount of recycled brick powder mixed within 50% has less effect on the bending toughness of recycled brick powder ECC and even plays a role in promotion. Figure 5(b) shows that the PSH toughness value increases with the increase of PVA fiber content, no matter the reclaimed brick powder content, within 2% of PVA fiber content. However, it can be observed that the degree of enhancement from 1% to 1.5% of PVA fiber doping is significantly higher than that from 1.5% to 2% of PVA fiber doping. It shows that PVA fiber content has the maximum enhancement effect on the value of PSH toughness. Therefore, within a specific content of PVA fiber, the increase of PVA fiber content has a positive effect on the bending toughness of recycled brick powder ECC. Therefore, from the bending toughness consideration, in line with the principle of green and environmental protection to reduce production costs (as much as possible to mix in recycled brick powder and reduce the incorporation of PVA fiber), the recycled brick powder dose of 50%, PVA fiber dose of 1.5%, recycled brick powder ECC bending toughness is the best. PSH toughness values of recycled brick powder ECC with different fitting ratios.
Analysis of freeze-thaw cycle test results
Quality failure rate
The quality failure rate is an important index to evaluate the frost resistance of cementitious composites. According to the “Test Methods of Cement and Cement Concrete for Highway Engineering” (JTG 3420-2020), the quality failure rate is shown in equation (4).
Figure 6 shows the effect of PVA fiber dosing and the number of freeze-thaw cycles on recycled brick powder’s ECC quality failure rate when the dose of recycled brick powder is fixed. The overall variation trend is roughly the same, with the quality failure rate slightly declining at first and then increasing. After 25 freeze-thaw cycles, the quality failure rate of recycled brick powder ECC is negative, and the quality is rising. There are two reasons for the increase of mass: (1) In the early stage of the freeze-thaw cycle, the damage of the specimen is weak, the surface of the specimen falls off slightly, and the void water saturation inside the material increases slightly, resulting in a slight increase in mass.
23
(2) The initial cracks of the recycled brick powder ECC matrix under frost heave stress are expanding, new cracks are gradually derived, and moisture enters the interior of the matrix through micro-cracks, which increases the mass more than the ECC shedding mass, which in turn leads to a negative quality failure rate.
24
After 50 freeze-thaw cycles, the quality failure rate of all ratios was controlled at about 0.5%. The effect of fiber admixture on the quality failure rate is not apparent now since the bonding force between the substrates is the main factor affecting the quality failure rate when the degree of freeze-thaw damage is weak. After the number of freeze-thaw cycles exceeded 50, the quality failure rate increased rapidly. Moreover, the slope is more significant between 125 and 150 freeze-thaws, which proves that the damage to ECC is more significant in the late freeze-thaw period. In particular, the quality failure rate has exceeded 5% in several groups of PVA fiber doping ratio of 0 in the number of freeze-thaw cycles 150 times. It can be observed that the influence trend of PVA fiber content on the quality failure rate is the same when the recycled brick powder is mixed in any proportion. The quality failure rate gradually decreases with increased PVA fiber volume doping. The more fibers, the more energy the fibers absorb when the recycled brick powder ECC is subjected to freeze-thaw cycles. The greater the restriction of cracks and the less crack space moisture can fill, relieving the freezing and swelling stresses generated by water freezing, thus reducing the quality failure rate.
25
Quality failure rate of fiber variables under different number of freeze-thaw cycles.
Figure 7 shows the effect of the number of freeze-thaw cycles and the amount of recycled brick powder dosed on the quality failure rate for the same fiber dose. The overall change trend also decreased slightly at first and then increased. However, after 25 freeze-thaw cycles, it was found that the higher the amount of recycled brick powder, the more the specimen quality increased. This is due to the fact that recycled brick powder has a higher water absorption rate compared to quartz sand.
26
After more than 50 freeze-thaw cycles, the quality failure rate increases with the increased content of the recycled brick powder. This may be attributed to the fact that recycled aggregates have a higher water absorption rate than natural aggregates, absorbing more water and generating greater freezing and expansion forces, resulting in severe mortar spalling and weak interfacial transition zones between the recycled aggregates and the substrate, thus causing an increase in mass loss.
27
Therefore, the addition of recycled brick powder leads to an increase in its quality loss. Except for several groups of proportions with 0% fiber volume doping, the mass loss of the rest of the recycled brick powder ECC was controlled within 4% after 150 freeze-thaw cycles. Therefore, the recycled brick powder ECC material has good frost resistance in the quality failure rate. Quality failure rate of recycled brick powder dosing under different number of freeze-thaw cycles.
Relative dynamic elastic modulus
The relative dynamic modulus of elasticity is a parameter that allows nondestructive detection of the internal conditions of concrete and is the main index for evaluating the frost resistance of concrete. For example, according to the “Testing Methods of Cement and Concrete for Highway Engineering” (JTG 3420-2020), the relative dynamic modulus of elasticity is shown in equation (5).
Figure 8 shows that the minimum relative dynamic modulus of elasticity is 78.35%, higher than the 60% in the specification, and meets the frost resistance requirement index. The relative dynamic elastic modulus can reflect the damage degree inside the concrete. With the same fiber content, the relative dynamic elastic modulus decreases with the increase in freeze-thaw cycles, and the decrease becomes more significant in the late freeze-thaw period. However, the increase in the amount of recycled brick powder exacerbates this decline, and the higher the amount, the more pronounced the decline in the relative dynamic elastic modulus. Since the recycled brick powder is obtained by mechanical grinding, there are initial defects, so the more dosing, the more pronounced the decrease in relative dynamic elastic modulus. The relative modulus of elasticity increases and then decreases with the increase of PVA fiber dosing when the number of freeze-thaw cycles are inevitable, regardless of the value of recycled brick powder. For example, the amount of recycled brick powder is 0%. After 150 freeze-thaw cycles, the relative dynamic modulus was 85.32%, 87.04%, 86.45%, and 81.91% for specimens with 0%, 1%, 1.5%, and 2% PVA fiber doping, respectively. It can be explained that this trend is divided into two stages. The first stage is adding the right amount of fiber, which introduces fine bubbles in the matrix. These uniform and fine bubbles effectively relieve the frost swelling stress on the matrix after water freezing. At the same time, the fibers inhibit the development of cracks and disperse them uniformly,
28
contributing to the damage inside the matrix. Therefore, incorporating a 1% volume dose of PVA fibers helps improve the relative dynamic elastic modulus. In the second stage, the fiber volume dosing is too much, and fiber agglomeration occurs during the mixing process, resulting in more voids around the fibers, resulting in lower cohesion between the aggregate and the cementitious material and increasing the defects inside the matrix.
29
Therefore, the increase of recycled brick powder admixture will decrease the relative dynamic elastic modulus, and the appropriate amount of PVA fiber admixture will alleviate the internal damage of the matrix caused by freeze-thaw cycles. After 150 freeze-thaw cycles, the relative dynamic elastic modulus reduction was controlled within 25%, and the recycled brick powder ECC material has good frost resistance only in terms of relative dynamic elastic modulus. Relative dynamic elastic modulus of recycled brick powder ECC after freeze-thaw.
Frost resistance durability evaluation
The Code for “Standard for Design of Concrete Structures Durability” (GB/T 50476-2019) uses the change in relative dynamic elastic modulus to characterize the frost resistance of materials. However, this evaluation variable is relatively single and has evaluation limitations. For example, for two components, the relative quality loss of one specimen is 0.5%, and the relative dynamic modulus loss is 15%. However, the other specimen had a relative quality loss of 2% and a relative dynamic elastic modulus loss of 10%. Therefore, this method cannot determine the superiority or inferiority of the freezing resistance of two specimens. Therefore, this paper adopts the evaluation parameters of concrete frost resistance proposed by Qiao Hongxia et al.23,30,31 based on the relative dynamic elastic modulus and quality changes. The calculation formula is as follows:


Evaluation parameters of frost resistance of different mix ratios.

According to the frost resistance evaluation parameters in Table 7, the data were analyzed from two aspects. On the one hand, the relationship between the dosing of recycled brick powder and frost resistance evaluation parameters under the fixed amount of PVA fiber doping. According to the data in the table, regardless of the amount of recycled brick powder, the trend between the amount of recycled brick powder and frost resistance evaluation parameters is the same. For example, the 1% volume doping of PVA fiber is shown in Figure 9(a). With the increase in freezing and thawing times, the frost resistance parameter tends to decrease, and the more the amount of recycled brick powder mixing increases, the more pronounced the frost resistance decreases. This is due to the recycled brick powder’s defects, more internal cracks, and porosity, resulting in frost resistance. On the other hand, the relationship between PVA fiber dosing and frost resistance evaluation parameters under a fixed amount of recycled brick powder showed a similar trend. Taking the recycled brick powder admixture of 25% as an example, as shown in Figure 9(b), the frost resistance evaluation parameters show a trend of increasing and then decreasing with the increase of PVA fiber admixture. However, their optimal frost resistance evaluation parameters appear at different fiber admixtures, which may be related to the material mix ratio. Ordinary concrete needs an appropriate air gap system to alleviate the internal cracking caused by the freeze-thaw cycle.
32
Therefore, incorporating the appropriate amount of fiber and introducing the appropriate amount of bubbles can help improve the material’s frost resistance. However, excessive fibers can cause an agglomeration phenomenon, which leads to initial defects in the matrix and reduces its frost resistance. Therefore, considering the frost resistance of the recycled brick powder ECC, excluding the ratio without fiber incorporation, the recycled brick powder ECC of any ratio did not fail after 150 freeze-thaw cycles in the test range. (a) Relationship between the amount of recycled brick powder dosing and frost resistance evaluation parameters and (b) Relationship between the amount of fiber dosing and frost resistance evaluation parameters.
Mechanical properties of recycled brick powder ECC after freeze-thaw
Compressive strength under freeze-thaw action
The compressive test was conducted on specimens that completed the set freeze-thaw times according to the “Test Method of Cement Mortar Strength (ISO)" (GB/T 17671-2020). The cracks inside the matrix expand, and the pore structure changes after freeze-thaw cycles. Therefore, it is essential to determine the compressive strength after freeze-thaw.
Figure 10 shows the average compressive strength. The horizontal coordinate represents the number of freeze-thaw cycles, and the vertical coordinate represents the amount of recycled brick powder admixture. The brighter the bubble color and the larger the bubble area, the greater the compressive strength value. The four small pictures show the same trend, from top to bottom and right to left. The larger the size of the bubbles, the more vivid the color. In addition, the maximum value appeared in the specimens with 0% recycled brick powder content and 0 freeze-thaw times. Compressive strength of recycled brick powder ECC with the number of freeze-thaw cycles.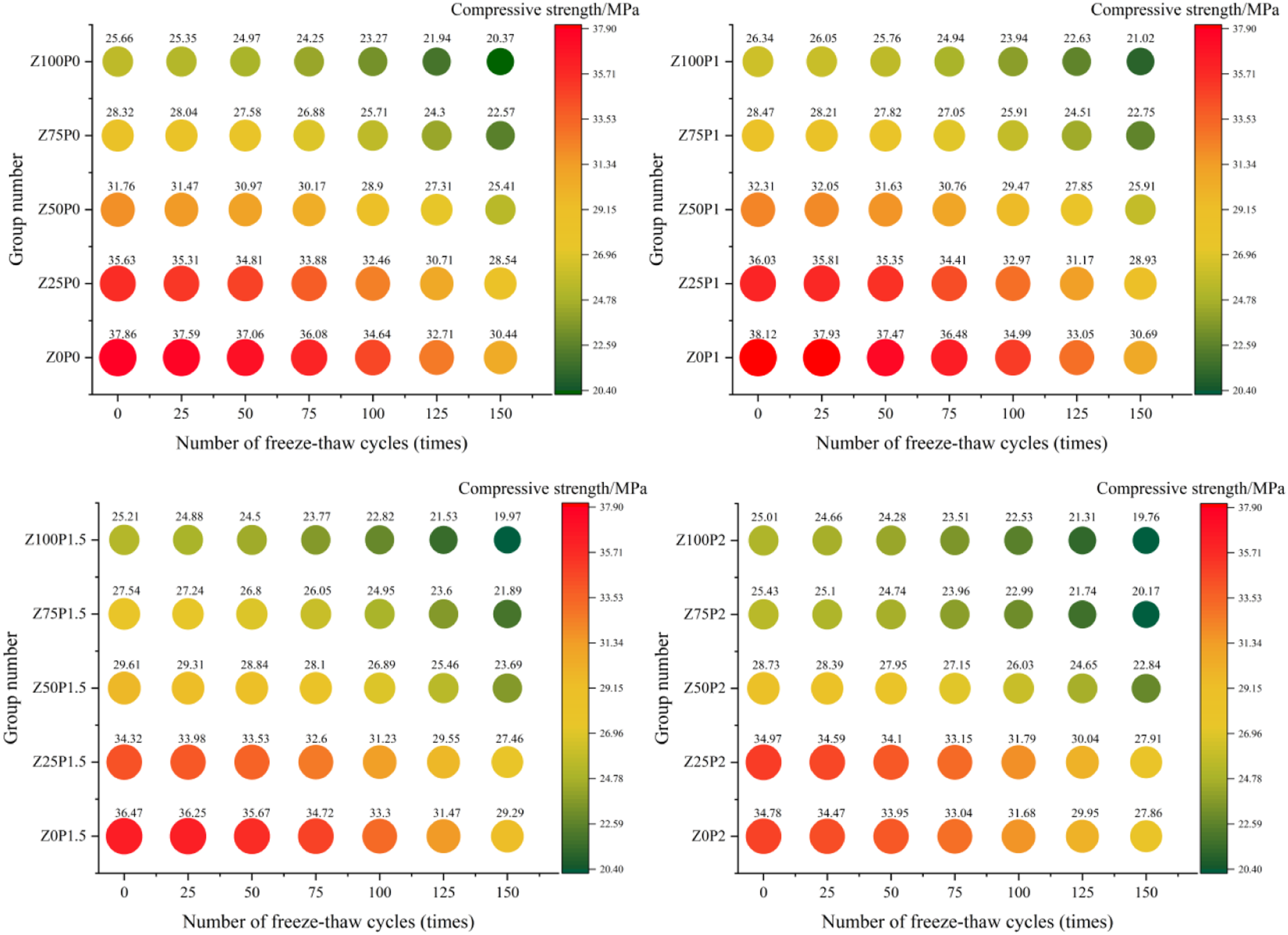

Compressive strength loss rate of recycled brick powder ECC after different number of freeze-thaw cycles.
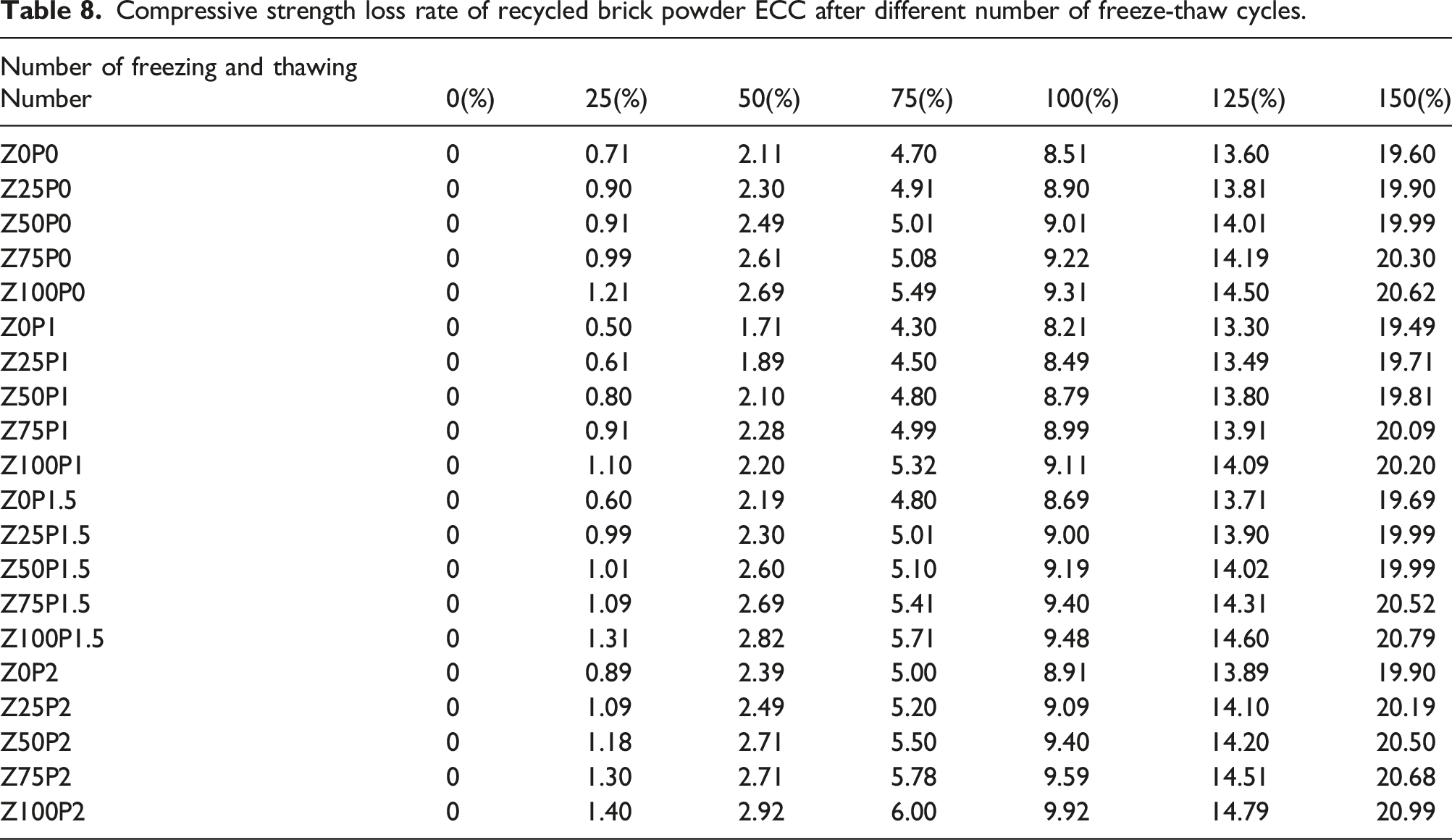
Table 8 shows that freeze-thaw cycles increase each mix ratio’s compressive strength loss rate. After 150 freeze-thaw cycles, the average compressive strength loss rate reaches about 20%. When the PVA fiber dose is specific, the strength loss rate positively correlates with the recycled brick powder dose regardless of the number of freeze-thaw cycles experienced. The PVA fiber doping 2% is selected as an example in Figure 11(a). Due to the existence of initial cracks inside the recycled brick powder, free water enters the void cracks under the action of the capillary phenomenon; the pore water will produce volume expansion due to freezing and thawing, which leads to the expansion of the initial cracks and further increase in damage, reducing its compressive strength. Therefore, the more recycled brick powder is mixed with more initial defects, the greater the damage after the freeze-thaw action and the higher the loss rate of compressive strength. Figure 11(b) shows that the compressive strength loss rate decreases first and then increases with the increase of PVA fiber content. It can be observed that the fiber reduces the compressive strength loss rate, and the lowest strength loss rate occurs when the PVA fiber content is 1%. The fiber modulus of elasticity is relatively higher than the modulus of elasticity of the concrete matrix at the beginning of the setting. The fiber modulus of elasticity is relatively higher than the modulus of elasticity of the concrete matrix at the beginning of the setting, which increases the tensile strength of the composite at the beginning of plasticity and hardening, resulting in fewer self-generated micro-cracks within the matrix, improving the compactness of the matrix, and thus reducing the rate of compressive strength loss.
33
(a) Relationship between the amount of recycled brick powder dosing and the rate of compressive strength loss and (b) Relationship between the amount of fiber dosing and the rate of compressive strength loss.
Microscopic experimental analysis
First, the quartz sand and recycled brick powder in the raw material of recycled brick powder ECC were observed by scanning electron microscopy, as shown in Figure 12. The surface of quartz sand is smooth and flat with texture, and there is a large area of flat places with a small number of particles attached. While the surface of the recycled brick powder is rough, there are different sizes of concave and convex places, and also tiny cracks caused by the cracks of waste bricks in the process of crushing and grinding. The initial defects of the recycled brick powder are higher than that of quartz sand from the microscopic observation. Therefore, ECC’s mechanical properties and frost resistance will be decreased when the recycled brick powder is partially or completely replaced by quartz sand to prepare ECC. SEM images: (a)SEM image of quartz sand and (b)SEM image of recycled brick powder.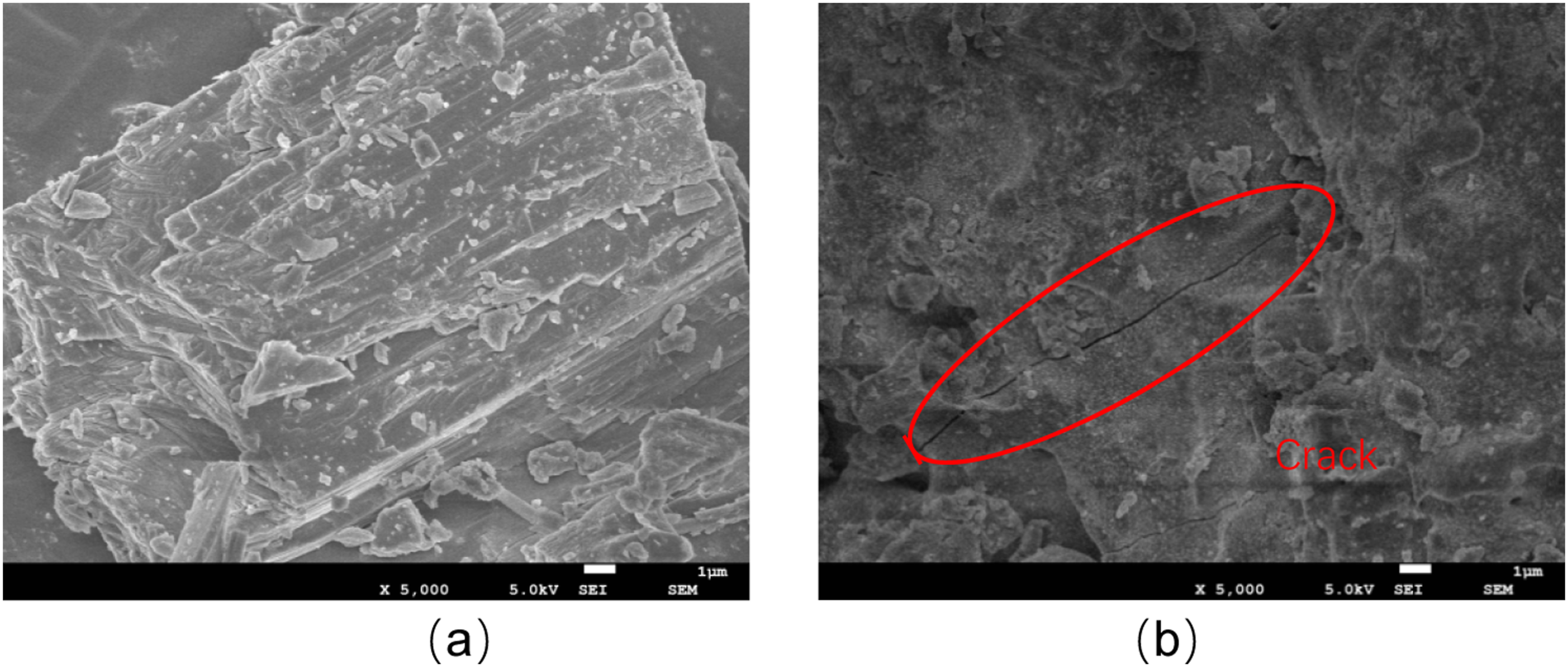
Secondly, the EDS energy spectra of the recycled brick powder ECC and the reference group ECC were conducted to obtain the mass percentages of each element contained in the two ECCs and the distribution of the elements, as shown in Figures 13 and 14. Comparing the energy spectra of the reference group ECC and the recycled brick powder ECC, it can be found that the elemental distribution of both is similar, and the main elements are O, Ca, Si, and Al, and the corresponding elemental contents are about 52%, 15%, 16%, and 5%. This result indicates that the two hydration levels are similar, and the recycled brick powder is feasible to replace quartz sand. The main component of recycled brick powder is SiO2, which increases in active SiO2 content as recycled brick powder replaces quartz sand and amorphous SiO2 replaces crystalline SiO2. Since the cement content remains unchanged, making the amount of Ca(OH)2 produced by its hydration reaction almost constant, the free Ca element content in the matrix is constant.
34
Therefore, the volcanic ash reaction of recycled brick powder can be described as SiO2 + Ca(OH)2 + H2O→C-S-H. The addition of recycled brick powder consumed Ca(OH)2 and reduced the free Ca element, decreasing the mass percentage of Ca from 16.78% to 14.11%. The reduced Ca(OH)2 content resulted in less calcium alumina (AFt) being generated from the recycled brick powder ECC than the reference group ECC, which is why its lower compressive strength than the reference group ECC.
35
Energy spectrum: (a) Reference ECC energy spectrum and (b) Recycled brick powder ECC energy spectrum. Elemental distribution map: (a) ECC element distribution of the benchmark group and (b) Recycled brick powder ECC element distribution.

Finally, the recycled brick powder ECC with the same mix ratio was selected to observe the recycled brick powder ECC that did not experience freeze-thaw cycles and those that experienced 100 freeze-thaw cycles, as shown in Figure 15. The diagram shows microscopic and non-interconnected cracks in the recycled brick powder ECC matrix without freeze-thaw cycles. However, after 100 freeze-thaw cycles led to the cement matrix off cracks generally becoming broader and longer, the phenomenon of interconnection becomes more, leading to the performance of recycled brick powder ECC degradation. Moreover, with the increase of freezing and thawing times, cracks gradually become more expansive, and water molecules or harmful molecules are more likely to enter the cement matrix, resulting in further deterioration of cracks to form a vicious cycle. The damage in the late freeze-thaw cycle is more severe than in the early, consistent with the test results. SEM images before and after freeze-thaw. (a) No freeze-thaw and (b)Freeze-thaw 100 times.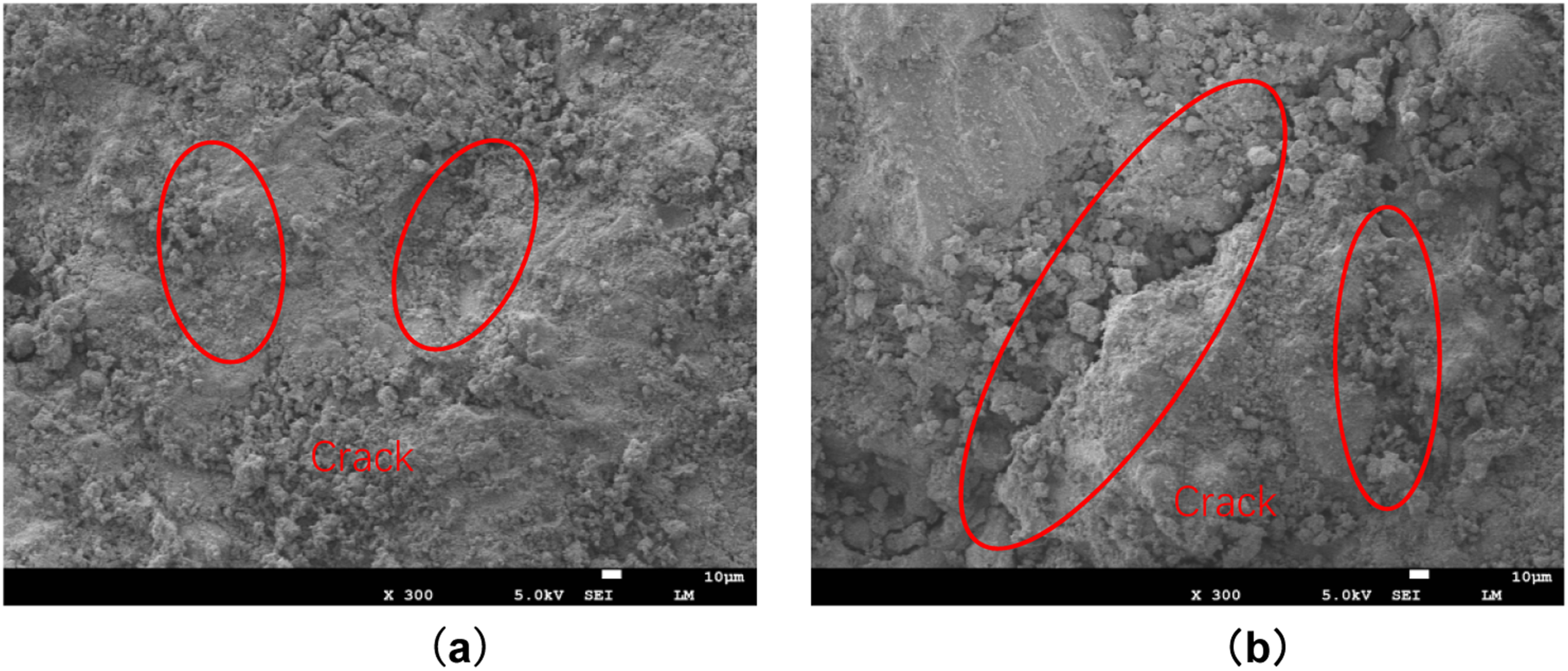
Prediction model for recycled brick powder ECC under freeze-thaw cycles
Damage model based on frost resistance evaluation parameters
In order to further describe the freeze-thaw damage of recycled brick powder ECC accurately, the number of freeze-thaw cycles and the freeze-resistance evaluation parameters were fitted and analyzed to describe the damage degree of recycled brick powder ECC under different numbers of freeze-thaw cycles. Due to limited test conditions and data, the Monte Carlo algorithm was used to extend test data to improve the accuracy of fitting the mathematical model, and test sample data was expanded to 1000 to make relevant results more convincing. Assuming that the simulated data distribution is expected, the data boundary is selected as the mean ± standard deviation, and the expanded data is obtained as in Figure 16(a) to improve the accuracy of the model prediction analysis. Based on polynomial regression analysis, the specific mathematical model used is shown in equation (10). Numerical simulation of frost resistance evaluation parameters: (a) Monte Carlo simulation and (b) polynomial fit.

Damage coefficient based on quadratic function of frost resistance evaluation parameters.
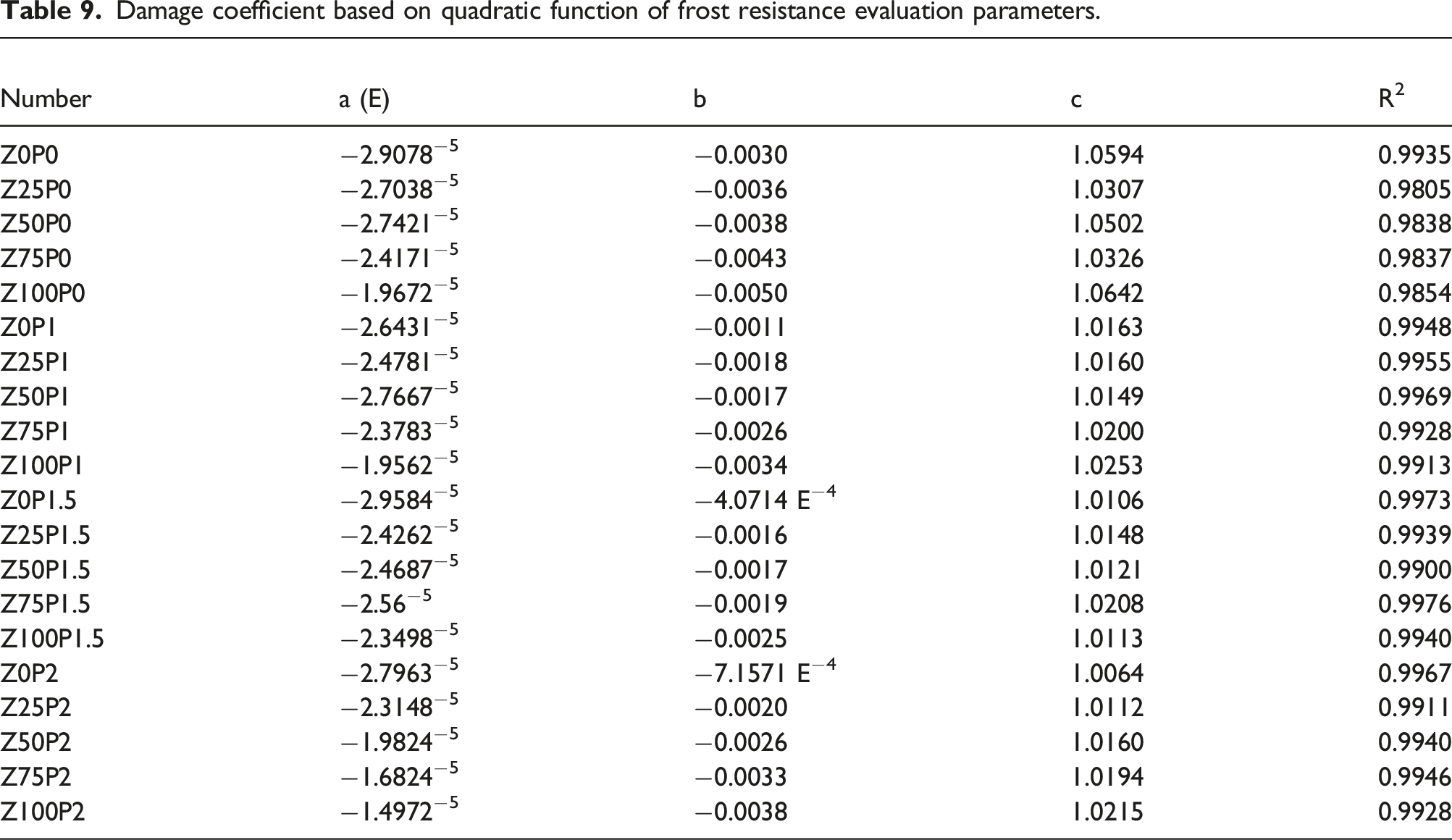
Table 9 shows that a polynomial mathematical model was used to simulate the damage of each ratio of recycled brick powder ECC at different numbers of freeze-thaw cycles. The correlation coefficient R2 exceeded 0.9805, indicating that the established damage model has high accuracy and fits the experimental results well. It can play a good role in predicting the recycled brick powder ECC damage degree in freeze-thaw cycles and the recycled brick powder ECC damage degree in any freeze-thaw cycles of 150 times.
Damage model based on compressive strength loss rate
Based on the compressive strength loss rate data in Chapter 4, the sample size was expanded to 1000 by the same mathematical method as in Chapter 4.1, using Monte Carlo simulation, as shown in Figure 17(a). A polynomial fit of the recycled brick powder ECC strength loss rate to the number of freeze-thaw cycles was performed, and the specific mathematical model is shown in equation (11). Numerical simulation of compressive strength loss rate: (a) Monte Carlo simulation and (b) polynomial fit.

Damage factor based on quadratic function of compressive strength loss rate.

Conclusion
This paper studied the effect of recycled brick powder replacement rate and PVA fiber content on recycled brick powder ECC performance. Four-point bending test, compressive and flexural test, and freeze-thaw cycle test were carried out according to the relevant specifications, respectively. The effects of these two variables on the recycled brick powder ECC toughness, compressive and flexural properties, and frost resistance were investigated, and their performance was evaluated. In addition, the microscopic tests were also conducted using scanning electron microscopy (SEM) and energy dispersive spectroscopy (EDS). The internal structure changes before and after freezing-thawing were observed from the microscopic point of view, and the influence mechanism of the addition of recycled brick powder on the material properties was analyzed from the element’s point of view. The following conclusions were drawn from the experimental study: 1. The replacement rate of recycled brick powder is negatively correlated with the cracking load and cracking strength, ultimate load, and ultimate bending strength of recycled brick powder ECC. PVA fiber content is positively correlated with cracking deflection, ultimate load, and ultimate deflection. 2. In the test range, as the number of freeze-thaw cycles increased, the quality loss rate of recycled brick powder ECC increased first and then decreased. The relative dynamic elastic modulus gradually decreased. Adding recycled brick powder intensifies the decline trend of relative dynamic elastic modulus, and appropriate PVA fiber can alleviate the decline of relative dynamic modulus. 3. The frost resistance evaluation parameters and compressive strength loss rate were fitted polynomically with the number of freeze-thaw cycles. As a result, the prediction models were obtained separately with a good fit, and the compressive strength loss rate and frost resistance evaluation parameters of recycled brick powder ECC could be accurately obtained for any number of freeze-thaw cycles within 150 cycles. 4. The compressive and flexural strengths of recycled brick powder ECC decreased with increasing freeze-thaw cycles. When the content of PVA fiber is constant, the compressive strength and bending strength of recycled brick powder ECC decrease with the increase of the content of the recycled brick powder. When the content of recycled brick powder is constant, with the increase of PVA fiber content, the compressive strength loss rate and flexural strength decrease first and then increase. 5. The frost resistance evaluation parameters and compressive strength loss rate were fitted polynomically with the number of freeze-thaw cycles. As a result, the prediction models were obtained separately with a good fit, and the compressive strength loss rate and frost resistance evaluation parameters of recycled brick powder ECC could be accurately obtained for any number of freeze-thaw cycles within 150 cycles.
Footnotes
Author Contributions
Yongcheng Ji: Project administration, Resources, Writing–review & editing, Funding acquisition. Wenhao Ji: Methodology, Carry out trials, Writing–draft, Investigation. Wei Li: Writing–review, Validation
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to acknowledge support from the Fundamental Research Funds for the Central Universities (No. 2572022BJ03).
Data availability statement
All data generated or analyzed during this study are included in this published article.