
Abstract
The use and disposal of traditional fiber-reinforced polymer composites is an important environmental challenge as one of the factors contributing to worsening climate change. The primary objective of this research is to synthesize thermoplastic starch (TPS) from edible banana skins which can potentially be used as a matrix to produce bio-composite films. For the synthesis of TPS, the preparation of banana peels was performed followed by plasticization to obtain the banana peels TPS. For bio-composite film fabrication, the TPS was mixed with short false banana fibers (FBF) (10–30% by weight of the film) with an electronic blender to form a uniform dispersion of the fibers in the TPS. The FBF/TPS blend was applied uniformly on the surface of the rectangular metal mold. The autoclave method has been adopted for curing and molding the bio-composite film. Then, it was hot pressed varying the temperature and pressure from 131–141 OC to 3–6 MPa, respectively, to obtain the final cured film. The specimen was then solidified or hardened at ambient temperature. Finally, optimization of process parameters, fiber content, and their interaction effects on the tear strength, tensile strength, and bending modulus of the bio composite films were conducted using response surface methodology. The results indicate that both the effects of one factor and the interaction of factors have a significant effect on the mechanical properties of composite films. The optimum processing parameters for TPS production are a temperature of 50 OC and a drying time of 24 h. The optimal result indicates that, at 30% fiber loading, the optimum processing temperature and pressure are 135.14°C and 4.33 MPa, respectively, resulting in a composite film with good mechanical properties.
Introduction
In 2015, the leaders of 193 countries came up with a plan called the Sustainable Development Goals (SDGs). They developed a set of 17 goals, planning to get rid of poverty and hunger and make the glob safe from the worst effects of climate change by 2030. 1 Fighting the effects of climate change demands the use of sustainable, renewable, and biodegradable resources as a supplement to or complete substitute for fossil fuel-based resources like petroleum. 2 Composites are one of the classes of engineering materials that use fossil fuel-based materials either as a matrix, reinforcement or both. Composites are composed of at least two distinct physical phases, namely, the matrix and the reinforcement. 3 Composites have invaded our daily lives such as products used in construction, medical applications, oil and gas, transportation, sports, aerospace, packaging, and many other areas have a positive impact on people’s lives. However, traditional fiber-reinforced conventional polymer composites are blamed for the high consumption and disposal of petroleum-based matrices and reinforcements. These materials cause a variety of environmental issues, including complete reliance on non-renewable sources, high pollutant emissions, higher greenhouse gas emissions, high energy consumption, lower energy recovery, and end of life non-biodegradability.2,4 One of the potential solutions to deteriorating climate change is the existence of biodegradable materials such as biopolymers and natural fibers.2,4–6 According to Schaschke et al., 5 biodegradable materials offer considerable potential as an alternative to synthetic plastic packaging materials, particularly as food and beverage containers and for various disposable applications. Biodegradable films and coatings are an appealing alternative to conventional plastic materials, which is why several biopolymers have been used to create environmentally friendly materials.6–14
Bio-resin and bioplastics are made from bio-mass organic materials. Because starch is abundant in nature, starch-based bioplastics are the most promising option. Various crops including corn, soybeans, sugar cane, sugar beets, potatoes, lignocellulose, fruits, algae, and others are major sources of starch. 15 Banana fruit is used in a variety of ways, including peeling and eating raw banana, converting the banana flesh into banana chips and banana cake, and flavoring various industrial products like juices and chewing gum. However, the peels are typically discarded as waste. 16 A single ripened banana peel contains the most starch, approximately 18.5%. Researchers have made significant progress in the development of biopolymers. Nguyen et al. 17 explain how to make an environmentally friendly bioplastic from jackfruit seed starch. In this study, waste jackfruit seeds were collected as a source of starch and glycerol was used as a plasticizer. Encalada et al. 18 explained the significance of starch blending in reducing constraints primarily related to mechanical integrity, thermal stability, and humidity absorption. Starches, as discussed in this paper, are frequently blended with other materials to improve their properties. Gokce and Ates 19 developed a bioplastic material based on starch from vinegar, starch, glycerol, salt, and water for potential use as an emerging innovative material in architecture.
Following the ease of synthesizing bioplastics,17,19 the production of bio composites has been also practiced with favorable outcomes recorded in both research and industry. Curvelo et al. 10 first prepared regular cornstarch plasticized with glycerin and then used cellulosic fibers from the Eucalyptus urograndis pulp as reinforcement for the thermoplastic starch in order to develop a fully biodegradable bio composite and improve its mechanical properties. Torres et al. 11 fabricated natural fiber-reinforced starch polymers through compression molding. Sapuan et al. 20 developed cornstarch-based films using fructose, glycerol, and their combination as plasticizers with different ratios for food packaging applications.
Enset (usually called as false banana) is a monocarpic tall perennial herbaceous plant which belongs to the order Scitamineae family Musaceae and genus Ensete. It is commonly named as false banana because it is very similar and a close relative to the banana plant (Musa species) although the Enset fruit is not edible.21,22 Enset is a drought resistant plant that is cultivated in over 200,000 hectares in the highlands (1100–3000 m above sea level) of central, southern and south-western parts of Ethiopia.21,22 Due to its starch-rich corm and pseudo stem, Enset is a staple meal for over 20 million Ethiopians. Besides, Enset has several significant benefits such as gelling agent, tablet binder and disintegrant in the pharmaceutical industries due to its high starch content, as a source of natural fibers that can be used for making ropes, packaging materials, pulp and paper and for other medical applications.23,24
The current research targets developing a bioplastic from waste banana peels and reinforcing it with 10–30% by weight of Enset fibers for manufacturing a bio composite film of up to 1 mm thickness. The composite films were created using hot press compression molding. The effects of fiber content, processing temperature, and pressure, as well as their interactions, were studied for tensile strength and modulus, tear strength, and bending modulus. The response surface methodology (RSM) was used to study the optimization and interaction effects of the process parameters. The mechanical properties of the produced bio-composite films were compared to those of commercially available hard papers used for paper bags. Finally, as a showcase, a prototype paper bag was made from fabricated bio-composite film.
Materials and methods
Materials
Mechanically extracted Enset fiber was collected from the Gurage zone, located in the southern part of Ethiopia. The banana peels were gathered from the juice shops and cafes around the city of Bahir Dar, Ethiopia. Sodium metabisulfite (Na2S2O5), NaOH, PVA, HCl, and glycerol were used from chemicals of analytical grade.
Methods
Fiber and matrix preparation
For better dispersion, effective reinforcement, and stress transfer in the bio-resin matrix, the Enset fiber was chopped into 1–5 mm lengths. The main steps for preparing the biopolymer are depicted in Figure 1. The banana peels were thoroughly washed in warm water to remove surface impurities before being cut into small pieces with a scissor and soaked in a sodium metabisulphite (0.2M) solution for 45 min to further clean the peels. They were then transferred into a beaker of distilled water and boiled for 30 min at 100°C.
25
The peels were then filtered from the water, and the surface of the banana peels was wiped off with filter paper and allowed to dry at room temperature for 30 min to remove the surface and excess water that the peels would trap during cleaning. Finally, banana peels fluid paste was formed by blending the banana peels pieces with an electric blender. The general steps for preparation banana peels and synthesis of its TPS biopolymer.
Finally, the mixture was spread in the mold and oven-dried at 50, 90, and 130°C for 3 and 24 h, as shown in Figure 1. The prepared biopolymer’s viscosity, density, glass transition, and melting temperatures were all measured.
Banana peels bioplastic characterization
Bio-composite film characterization
Testing procedure of flexible films (textile fabrics, papers, and films) based on ISO 5628.

The testing procedure for bending length of flexible films is shown in Figure 2. The angle of the sliding plate was checked and adjusted accurately. The bending angle of the sliding plate was kept at 41.50OC. Then, the weighting plate was pushed toward the sliding plate. The test specimen also slides with the weighting plate. The pushing of the specimen was carried out steadily and carefully. As the specimen comes out, it starts to hang. The pushing process should continue until the specimen begins to bend due to its own weight. As the front edge of the specimen touches the inclined sliding plate, the pushing of the specimen stopped immediately. Finally, the value of bending length was recorded, and bending modulus was calculated. A total of five specimens were tested.
Experimental design
To determine the number of runs and optimize the production parameters, the Box–Behnken design (BBD) was employed. The factors that need to be optimized during the production process are temperature, pressure, and fiber/resin ratio. Three levels were used for each factor. The pressure was applied in the range of 3–6 MPa while the temperature was varied in the range between 131 and 141°C and the fiber content was varied between 10 and 30 wt.%. As discussed in the results section, the melting temperature obtained was 130.72°C. To improve the viscosity of the resin, the temperature was applied up to 141°C.
Optimization through response surface methodology (RSM)
The optimization of hot press parameters was conducted through RSM using BBD for three variables. Design Expert software version 11 was utilized to perform the task. A total of fifteen experimental runs including three replicates of center points were conducted. The statistical software program was used to generate the model equation, interaction effects of the three independent variables (temperature, pressure, and fiber loading) on the corresponding quality of the bio-composite property, and surface plots using the fitted equation obtained from the regression analysis holding one of the independent variables constant.
Result and discussion
Ash content of banana peels
The amount of ash obtained was 3.21%. This result shows that the banana peels used for bio-resin development have a little amount of ash. The very low ash content indicates low concentrations of minerals in the sample which favored good interface bond between the enset fibers and the TPS and result in consistent film formation. 32 The creation of bio-composite may be hampered by high mineral concentrations because of a potential interaction between these substances and the additives, starch components, and plasticizer. 32
Characterization of the banana peels bio-resin
Glass transition and melting temperatures of the bio-resin.
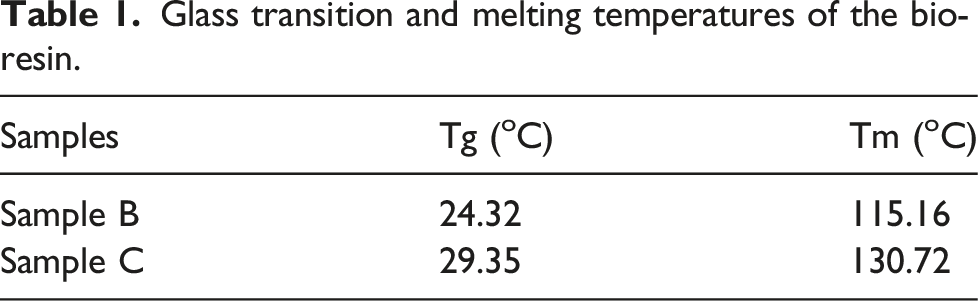
DSC curve of samples B and C. Test result of bio-composite film specimens for fifteen runs.

At this temperature, the polymer transforms into a rubbery state, resulting in high internal mobility of molecules. This high internal mobility is accompanied by high heat dissipation, causing the biopolymer to melt faster. 33
The obtained viscosity is much closer to that reported by M. Ronald, 242 mPa.s for the same banana peels. 25 The level of viscosity varies depending on how long the boiled banana peels are filtered. A longer filtration time results in higher viscosity because the amount of water in the boiled banana peels decreases over time. The filtration in this paper was done for 30 min, and the excess water was removed with low pressure, increasing the viscosity of the resin. Higher mechanical properties are resulted from increasing viscosity. The addition of water to the bio-resin reduced its viscosity.
Process parameter optimization of the bio-composite film
Table 2 displays the outcomes of the 15 experimental runs carried out according to the Box Behnken design (BBD) with used in the least squares regression ANOVA.
Effects of process parameters on σ
The tensile strength of the bio composite films was highly affected by the production parameters, namely, temperature, pressure, and fiber content, as shown in Table 2. For example, at the same temperature and pressure of 136°C and 3.0 MPa, respectively, increasing fiber content from 10% to 30% increases the tensile strength from 2.60 MPa to 5.85 MPa. Similarly, with the same temperature and fiber content of 136°C and 30%, respectively, increasing the pressure from 3 MPa to 6 MPa decreases the tensile strength from 5.85 MPa to 3.30 MPa. This is most likely due to the higher processing temperature and the associated good flow of the biopolymer through the fibers that may result in good fiber/matrix interfacial strength.

Analysis of variance for tensile strength.

Effect of temperature on σ
Processing temperature has a significant effect on the tensile strength of the bio-composite film, as shown in Tables 2 and 3 and equation (2). According to the test results, the tensile property of the bio-composite increases with increasing the processing temperature until it reaches an optimum and then begins to decrease. Figure 4 shows that the tensile strength of the composite starts to increase from 3.90 MPa to 5.32 MPa with increasing the temperature from 131 to 135.14°C. Effect of temperature on the tensile strength of the bio-composite film.
The increase of temperature during the hot press process vaporizes the moisture within the fillers at the surface, decreasing the voids of the composite. 36 But further increment of the temperature to 141°C results in the reduction of tensile strength from 5.32 MPa to 2.51 MPa. Due to high-temperature damage to the biomaterials, the bio-resin and fibers had the lowest tensile strength at 141°C. Volatile Enset fiber components, such as waxes, will begin to degrade, resulting in a weak bio composite film. 37 The maximum tensile strength was obtained at 135.14°C temperature, (slightly higher than its melting temperature of 130.72°C), because at this temperature the resin melts and has better flowability, with the applied compression pressure, it facilitates to the better distribution of the fibers throughout the bio-composite film. Better fluidity of matrix assists the matrix impregnation into the fiber and favors better contact surface area between fiber and resin, so the interfacial strength also increases. The tensile strength increases by 38.50% with increasing temperature up to 135°C, the optimum point. But increasing the temperature above the optimum value decreases the tensile strength by 52.8%.
Effect of pressure on σ
As the molding pressure is increased up to the optimum level, the tensile strength of the film also increases. Any further increase in the molding pressure results in a reduction in the tensile strength of the film. The strength of fiber-reinforced composite depends on the interfacial strength or crosslinking adhesion between the fiber and the matrix.
38
The amount of crosslinking is also affected by the amount of pressure applied during the manufacturing process. The pressure promotes good fiber-to-fiber contact across the matrix, facilitating stress transfer in the product.
39
Applying uniform pressure intensifies fiber-matrix interaction and heterogeneity of the composite by compaction. As shown from Figure 5, when the applied pressure increases from 3 MPa to 4.33 MPa, the strength of the bio-composite film also increases from 4.4 to 5.37 MPa, a 22% improvement in tensile strength. Effect of pressure on the tensile strength of the bio-composite film.
This is due to the formation of good fiber-matrix interfacial strength and reduction of void formation as a result of increasing the applied pressure. When heated, the reinforcement expands elastically and voids between the fibers open, increasing composite permeability and gas flow. As the composite is compressed, the gaps close and the permeability decreases, increasing the adhesion between the fiber and the matrix. 36 However, increasing the pressure from 4.33 MPa to 6 MPa resulted in a reduction of the tensile strength of the product. Because applying higher pressure above the optimum level causes reinforcement breakage and strength reduction. Higher processing pressure may cause damage to the fiber as well as lead to matrix starvation. 38
Effect of fiber loading on σ
Figure 6 shows that as the fiber loading increases from 10 to 30%, the tensile strength of the bio-composite increases as well. The small fiber content will not be uniformly distributed throughout the cross-section of the matrix to transfer stress and to give the required strength of the bio-composite. Effect of fiber loading on tensile strength.
The small fiber content will not be distributed uniformly throughout the matrix cross-section to transfer stress and provide the required strength of the bio-composite. 40 Figure 6 depicts the tensile strength of the composites as a function of fiber loading, demonstrating that higher reinforcement contents of cellulosic fibers generally increased the tensile strength. The tensile strength increased from 4.50 MPa to 5.88 MPa (30.70%) when fiber loading was increased from 10 wt% to 30 wt%. These results are almost certainly related to the relatively good dispersion of the Enset fibers within the polymeric matrices, as well as to their interfacial adhesion. 26 The maximum tensile strength was obtained in this study with a fiber loading of 30%. Figure 6 shows that increasing the fiber loading beyond 30% can result in improved tensile strength up to a certain optimum fiber content.
Interaction effects of Temperature and pressure on σ
The model’s p-value indicates that the interaction effect of temperature and pressure on the tensile strength of the bio-composite film was significant. Figure 7 shows the interaction of temperature and pressure in a 3D and linear surface graph. The curved lines in the 3D graph cross each other, indicating the presence of an interaction effect. In general, the change of one-factor effect depends on the level of the other factor. (a) 3-D surface response and (b) Interaction of temperature and pressure.
As the graph shows, the response can be varied by keeping the pressure constant and changing the temperature level. The linear plot also indicates that increasing the temperature while maintaining constant pressure results in an increase in tensile strength to the optimum point. Higher pressure and different levels of temperature result in greater tensile strength value than low pressure and different level of temperature. Because the matrix viscosity decreases as the hot press temperature rises, the matrix, with high compression pressure, would be able to penetrate the fiber structure and improve fiber-matrix interaction, resulting in an increase in tensile strength. 41
Interaction effects of temperature and fiber loading on σ
As presented in Table 3, the p-value was 0.0001, indicating that the interaction of temperature and fiber loading has a significant effect on the tensile strength of the bio-composite film. As shown in equation (2), the interaction has a negative impact on the tensile strength of the bio-composite film. Figure 8 displays the interaction of fiber loading and temperature on the 3D response surface. The 3-D surface plot shows that the effect of temperature depends on the amount of fiber loading. Thus, the value of tensile strength depends not only on the individual factor’s effects but also on their interaction effect with each other. (a) 3-D surface response and (b) Interaction of temperature and fiber loading.
Increasing the fiber loading without increasing the temperature results in resin-rich and fiber-rich regions, creating insufficient resin distribution throughout the fibers, and variation in interfacial strength. 42 The effect of fiber loading depends on the level of temperature applied.
Interaction effects of pressure and fiber loading on σ
The 3-D surface graph presented in Figure 9 clearly shows that pressure and fiber loading had a significant effect on the tensile strength of the bio-composite film as demonstrated in the curved, instead of a straight or parallel, structure 3-D surface plot. It is also confirmed by the ANOVA model that the p-value for the interaction of pressure and fiber loading was less than 0.05. This demonstrates that the tensile strength of the bio-composite film is significantly affected by pressure as a function of fiber loading. With constant fiber loading, as the pressure increases the tensile strength of the biofilm increases up to the optimum point and decreases. (a) 3-D surface response and (b) Interaction of pressure and fiber loading on tensile strength.
Tensile strength was highest in high fiber loading at a different pressure than in low fiber loading. The obtained tensile strength was better than some previous studies and comparable to some obtained results by other researchers, 4.20 MPa by Ronald, 25 4.34 MPa by Guimaraes et al., 26 4.58 MPa by Joseph et al., 43 and 5.07 MPa by Bruni et al. 44
Effects of process parameters on E
Table 2 also shows that the production parameters have a prominent effect on the E of the bio composite films. For example, with the same pressure of 3 MPa and fiber loading of 20%, the E value decreases from 66 MPa to 25 MPa as the temperature raises from 131 to 141°C. This is primarily because the temperature rise has a negative impact on the banana peels biopolymer.
Lack of Fit F-value of 0.8755 implies the Lack of Fit is not significant relative to the pure error. Based on the effect of factors and interaction of all predictors the model equation is as presented in equation (3).

Analysis of variance for Young’s modulus.

Effect of temperature on E
Figure 10 shows a similar trend to tensile strength in that E of Enset fiber-reinforced green composites appeared to increase as temperature increased up to the optimum point. Beyond the optimum point as the temperature increases, the E value starts to decrease. When the temperature was 131°C the E value was 78.85 MPa and it increased to 114.7 MPa with increasing the temperature to 135.3°C. This shows that the E increases by 45.50% until reaching the optimum point. This is due to the decrease in polymer viscosity and increase in molten matrix mobility as temperature rises, resulting in improved wetting with particle surfaces.
45
Effect of temperature on Young’s modulus of the bio-composite film.
As a result, the number of voids in the TPS matrix and at the TPS/Enset fiber interface is drastically reduced. 45 The increment of the interfacial adhesion results in increment of E value. Above 135.30°C the E reduces continuously until it reaches 48.7 MPa. Above the optimum temperature, the E decreases by 57.50%.
Effect of pressure on E
The E value of the bio-composite film is significantly affected by the hot-pressing pressure. As shown in Figure 11, the E increases with increasing pressure and starts to decline above the optimum point. When the pressure was at 3 MPa the E value was 91.70 MPa and reaches a maximum value of 109.30 MPa at 4.14 MPa of pressure. Rapid increment in Young's modulus happened mainly due to better infiltration of the TPS resin into the Enset fiber with increasing pressure levels.
46
Besides, the tendency of the matrix for the transformation of structure from amorphous to crystalline increases.
45
In addition, increasing pressure improves Young’s modulus of the bio-composites, because a decrease in voids and porosity also increases the strength of interface bonding.
45
As the pressure increases Young’s modulus starts to decline until it reaches 62.40 MPa with a maximum applied pressure of 6 MPa. Effect of pressure on Young’s modulus.
When pressure increases from 3 MPa to 4.14 MPa, Young’s modulus increases by 19.20% but further increasing the pressure to 6 MPa decreases Young’s modulus by 42.90%, due to the high brittleness of the film as a result of the high pressure.
Effect of fiber loading on E
Young’s modulus of composite is highly influenced by the nature of the matrix and the adhesion between fiber and matrix.
47
Because both Enset fiber and banana peels bioplastic are both hydrophilic materials, there is good interfacial adhesion. In Figure 12, the value of E is increased from 73.30 MPa to 121.80 MPa. The minimum value of E was obtained in 10 wt.% fiber loading, being 73.30 MPa. This demonstrates that increasing the fiber content increases the E by an average of 26.40%. This behavioral increment in the E could be attributed to several factors. Firstly, it is because the bioplastics and Enset fibers adhere well, resulting in excellent stress transfer from fiber to matrix and vice versa.
48
Second, the fiber’s high stiffness improves the E value of the composite film.
49
Thirdly, it might be associated with the chemical similarity between the Enset fiber and biopolymer matrix. Effect of fiber loading on Young’s modulus of the bio-composite film.
This could be credited to the fact that the core cellulose structure, with hydroxyl functional groups, is compatible with both natural fiber and starch, resulting in high compatibility, specifically of the cellulose chains. 48 In this paper, the maximum value of E was obtained at 30 wt.% fiber loading.
Interaction effect of temperature and pressure on E
As shown in Table 4, the p-value was 0.0315, which is less than 0.05. Thus, the interaction of temperature and pressure has a significant effect on the E. From equation (3), the interaction of the two factors has a positive impact on the E of bio-composite film. Figure 13 shows the 3D response surface interaction between temperature and pressure. The graph shows that the effect of pressure depends on the level of temperature. Furthermore, the patterns of the elliptic contours revealed an apparent interactive effect between temperature and pressure. This could have been caused by the high processing pressure, which may damage the fibers and result in matrix starvation. Consequently, some compromise must be made where the range of temperature is limited to obtain good wetting.
50
(a) 3-D surface response and, (b) Interaction of temperature and pressure on Young’s modulus.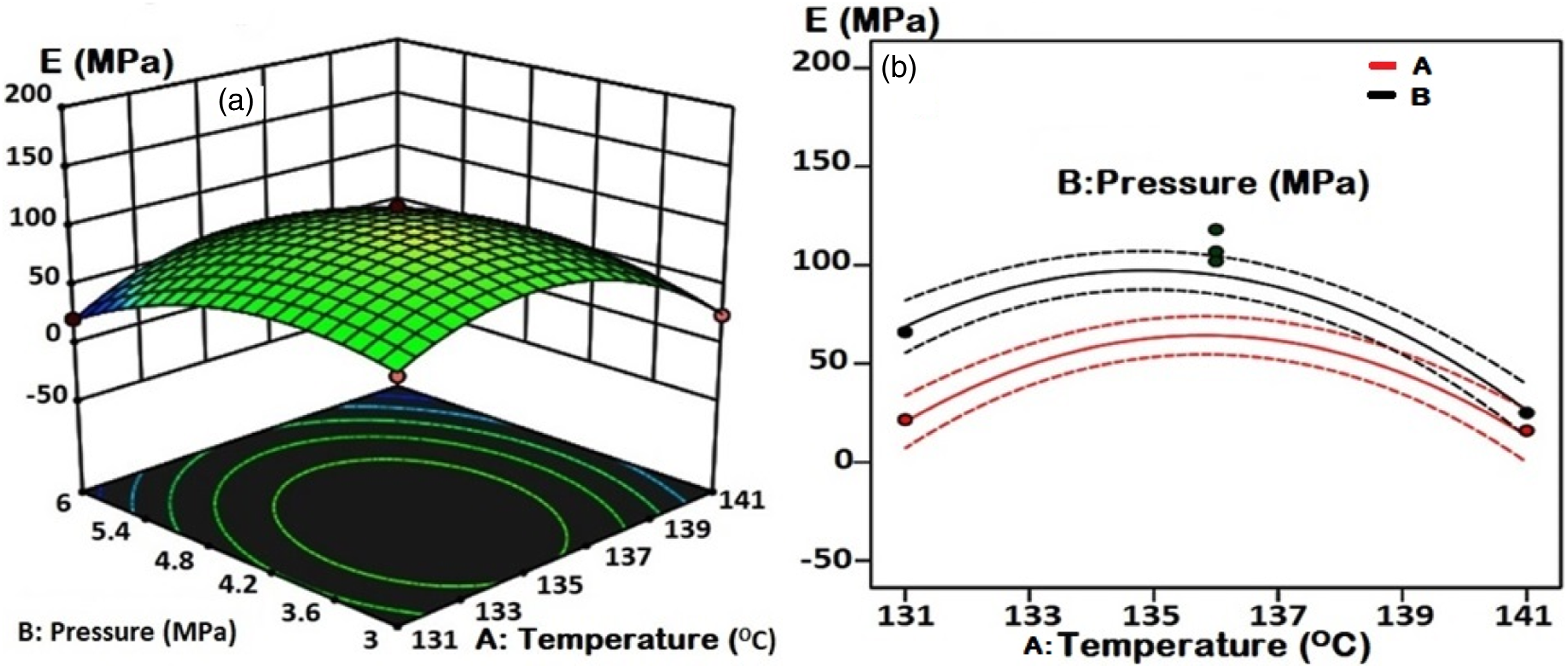
Interaction effect of temperature and fiber loading on E
The interaction of the two factors has a significant effect on the E value of the bio-composite as displayed in the ANOVA analysis in Table 4.
As shown in Figure 14, the interaction of temperature and fiber loading has a negative impact on the E of the bio-composite film. At low temperatures, increasing the fiber loading results in agglomeration of the fiber and nonuniform matrix distribution. Because the viscosity of the resin is high, this limits the flow and the distribution of the resin all over the composite film, reducing the interfacial strength throughout the film.
49
(a) 3-D surface response and (b) Interaction of temperature and fiber loading on E.
Interaction effect of pressure and fiber loading on E
Figure 15 shows the interaction of pressure and fiber loading on the E property of the bio-composite film. The interaction of fiber loading and pressure has a negative impact on the E of the bio-composite film as presented in equation (3). The coefficient clearly illustrates that their interaction effect has a greater influence than other interaction effects. Increasing the fiber content at low-pressure results in an increase in void content. The amount of void formed is determined by the amount of fiber loading with the pressure applied. Increasing the fiber volume fraction increases more voids to form between the fibers which may be because of resin flow dynamics.
40
Generally, increasing the fiber loading increases the occurrence of voids. Thus, with increasing the fiber content the pressure must also be increased. (a) 3-D surface response and, (b) Interaction of pressure and fiber loading on Young’s modulus.
In general, the results of this study are comparable to those reported by other researchers. The maximum value of E obtained in this work was 146.25 MPa at 30% fiber loading, 136°C, and 3 MPa pressure. Other researchers obtained different amounts of E which are 42 MPa by Lai et al., 51 80.30 MPa by C Zhang et al., 52 and 19.85–322.05 MPa by Azeredo et al. 53
Effects of process parameters on TS
Tear strength is an important parameter for composite films and pulps as packaging materials. As presented in Table 2, the process parameters had a big influence on the TS of the bio composite films. Applying the same pressure of 3 MPa and 20% fiber loading, increasing the temperature from 131 to 141°C improves the TS by 23.50%, from 3.45 KN/m to 4.26 KN/m. This is probably because of the good fiber-polymer contact and adhesion as a result of the high flow rate of the molten biopolymer through the Enset fibers. Similarly, applying the same temperature of 136°C and pressure of 3 MPa, changing the fiber loading from 10 to 30% enhances the TS from 3.70 KN/m to 5.70 KN/m, a 54% improvement.
Analysis of variance for tear strength.

Effect of temperature on TS
Hot-pressing temperature is one of the significant factors which determines the tear strength of the bio-composite film. As presented in equation (3), temperature and tear strength have a positive relation.
Figure 16 displays that the tear strength increases from 3.65 KN/m to 5.03 KN/m with increasing the temperature from 131 to 137.52°C, an increase by 37.80%. Further increasing the temperature to 141°C decreases the tensile strength by 8.95% and the tear strength reaches 4.58 KN/m. Because of the low temperature, the lowest value of TS is observed at 131°C, as the flow and diffusion of the resin is insufficient at this temperature, and the pores between neighboring fibers cannot be filled, this results in a pseudo-interface.54,55 Effect of temperature on the tear strength of the bio-composite film.
Effect of pressure on TS
Table 5 and equation (4) demonstrated that pressure has a significant but negative effect on the TS of the bio-composite film. Figure 17 clearly shows that with increasing pressure the TS increases by 6.21%, from 4.67 KN/m to 4.96 KN/m. Because pressure helps to reduce void and pack the fibers tightly. Thus, closely packed fibers decrease tearing and increase the tear resistance.54,55 However, increasing the pressure above 4.27 MPa results in an 8.90% decrease in TS. Higher pressure aids in increasing matrix flow and decreasing the number of pores. However, too high pressure will damage the fiber due to the very low shear strength of Enset fibers.
56
Effect of pressure on TS.
Effect of fiber loading on TS
Figure 18 depicts the TS of the bio composite film. The results indicate that when the fiber amount is increased from 10 wt% to 30 wt%, the TS value of the bio composite shows an increasing trend. When a greater amount of Enset fiber penetrated through the polymer chain, they would develop more surface interactions with the TPS matrix; therefore, a better reinforcing effect can be seen.
57
The minimum TS was observed at 10 wt.% which was 3.81 KN/m and reaches the highest value at 30 wt.% with a value of 4.69 KN/m. This shows the TS of the film increases by 23.10% with increasing fiber loading. The research results indicated that homogenously distributed reinforcement can get wet by the polymeric chains and restrict the slippage of the macromolecules, thereby enhancing the tear resistance of the polymer.
58
Besides the well-dispersed reinforcement reduce the chain mobility, thus enhancing the TS of the polymer.
59
At low fiber loadings, the percentage orientation was the lowest, as the fibers could randomly move around, which led to increased chaocity and decreased levels of orientation.
60
Effect of fiber loading on TS.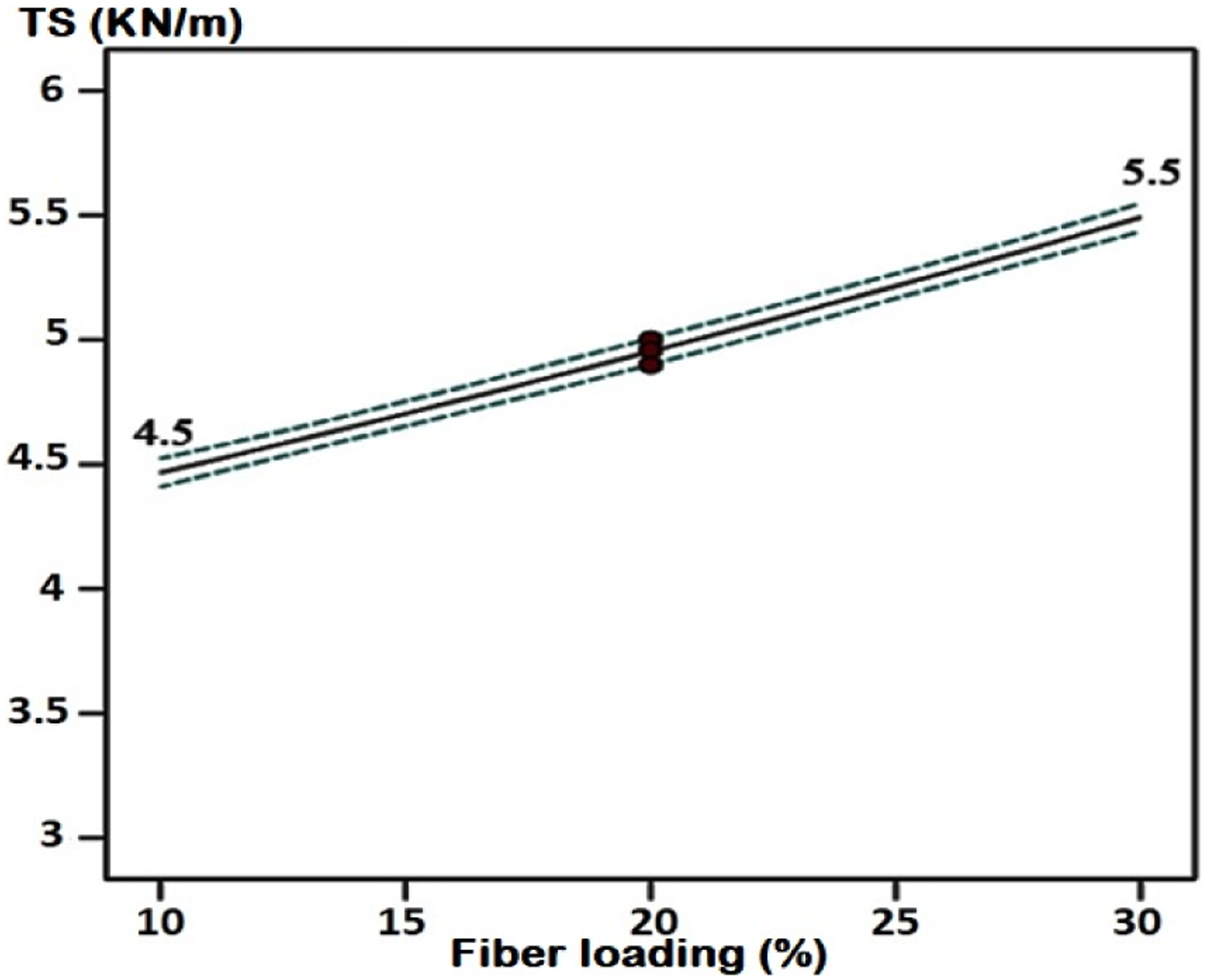
As fiber loading increases, percentage orientation increases resulting in obstruction caused to the tear path by the randomly oriented short fibers. Based on Figure 18, tear strength of bio-composite film has a positive relation with fiber loading.
Interaction effect of Temperature and pressure on TS
Each plot in Figure 19 shows the effects of two factors within the experimental range, keeping one-factor constant at the center point and varying the others. (a) 3-D surface response and (b) Interaction of temperature and pressure on TS.
Here the fiber loading was constant with varying temperature and pressure to determine the interaction effect of the factors on the TS of the bio-composite film. In Table 5, the p-value of the interaction effect is 0.0196, which is significant. The pressure was used to overcome the deficiency of the effects of temperature; increasing the temperature damages the resin. Thus, to increase the distribution of the resin, pressure must be applied. Variation in the level pressure results in variation in the TS because the voids level difference occurs. The void decreases by pressing at higher pressure. 36
Interaction effect of pressure and fiber loading on TS
The interaction effect of pressure and fiber loading in tear strength shown in Table 5 has a significant effect on the TS of bio-composite film because the p-value is <0.0001 as shown in Figure 20. (a) 3-D surface response and (b) Interaction of pressure and fiber loading on TS.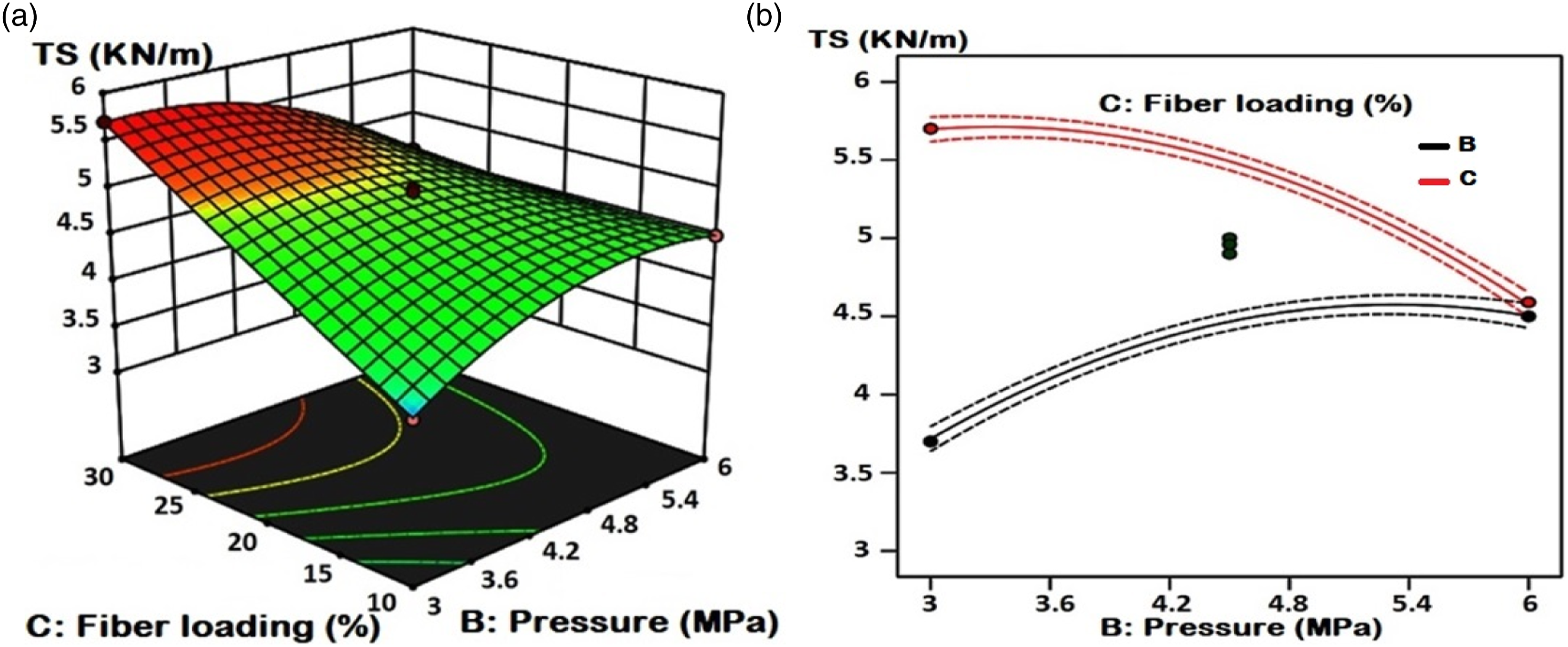
The interaction of pressure and fiber loading has a negative impact on the TS of the bio-composite film. This shows the effect of fiber loading depends on the level of pressure on the TS value of the bio-composite. In Figure 19, the interaction of pressure and fiber loading is clearly shown in the 3D surface graph. Increasing the fiber loading without increasing pressure increases void percentage, leading to increased tear propagation in the film. 61
Bending modulus, Eb

Analysis of variance for bending modulus.

According to equation (5), indicates that temperature has the highest negative effect, fiber loading has the biggest positive effect and pressure has a moderately positive effect on the bending modulus of the bio composite films.
Effect of temperature on Eb
Figure 21 illustrates the Eb of bio-composite films as a function of process temperature, where the highest Eb was recorded as 117.30 MPa at 131°C. However, as the temperature increased to 141°C, the Eb began to decrease until it reached 32 MPa. When the temperature increases by 1%, the Eb decreases by an average of 0.895%. This shows that hot-pressing temperature has the highest impact on the Eb of the bio-composite film. With increasing temperature, the color of the resin changed from gray to brown. Thus, the decrease in flexural properties with increasing temperature was thought to be due to the depolymerization of the matrix resin.
62
Effect of temperature on the Eb of the bio-composite film.
Effect of pressure on Eb
The Eb of the bio-composite film is affected by the level of pressure applied during the hot press process. As Figure 22 shows with increasing pressure, the Eb of the bio-composite increases. But compared to other factors, like temperature and fiber loading, the effect is minimal. The relation and the level of impact of pressure on Eb are clearly shown in equation (5). The value of the Eb increases from 71 to 77 MPa with increasing pressure. Effect of pressure in bending modulus bio-composite film.
On the other hand, the increase in Eb might attribute to fiber compaction and matrix penetration which improved matrix–fiber interaction by increasing the pressure. 41 An increase in pressure made the fibers into a more compressed structure in the matrix, increasing their flexural property.
Effect of fiber loading on Eb
The incorporation of enset fiber stiffns the bio-composites, reducing the ductile behavior of bioplastics.
63
Figure 23 shows that increasing the fiber loading from 10 to 30% increases the Eb of the bio-composite film from 57.90 MPa to 90.80 MPa, an increase of 56.80%. Other researchers have reported similar observations by Belhassen et al.,
64
Shubhra et al.,
65
and Ismail and Ishak.
66
There is an increase in modulus with the incorporation of more wt % of fiber in the composites. This indicates the good interfacial bonding between fiber and matrix with increasing fiber content for resisting the flexural loading as increasing fiber loading makes fibers effectively participate in transferring stress.67,68 Effect of fiber loading on Eb.
Generally, the Eb model is significant. The maximum amount of Eb obtained was 114.60 MPa while the optimum Eb would be 104.20 MPa if factors are controlled at their optimal level. The obtained Eb value was greater than the optimum predicted value because the optimization considers all of the tested factors at the same time.
Optimization of variables
Constraints for the optimization.

The optimization table indicates that pressure and fiber loading have the highest effect on the tensile strength, tear strength, and Young’s modulus of the produced bio composite films.
Comparative study with the commercial packaging films
The tensile strength, tear strength and Young’s modulus of the commercial and produced composite films are compared as shown in Figure 24. (a) Enset plant, (b) Enset fiber, (c) the synthesized banana peels bioplastic, (d) a prototype composite film packaging bag produced with the optimized parameters.
From the plot, the produced bio composite film has comparable mechanical properties with the commercial paper film-based packaging material as displayed from Figure 25. As can be seen from the bio composite film produced in this research (at the right of Figure 24), it has a rougher surface indicating an insufficient surface finish. Comparison of the commercial and the produced bio-composite packaging films.
Conclusion
The use of starch-based biopolymers and natural fibers is an emerging issue from the ecofriendly and biodegradability point of view of engineering materials. This research shows that starch-based wastes like banana peels can be used to synthesize biopolymers as a potential matrix for making composite films as a packaging material. In developing the banana peel bio polymer, besides blending and plasticization, controlling of the drying temperature and drying time of the biopolymer needs closer attention. From the process optimization outcome, the most desirable process parameters for the production of the films are pressure and fiber loading, while tensile strength, Young’s modulus, and tear strength are significantly affected response variables. For a given temperature range, at higher processing temperatures, high pressure is not desirable and may lead to internal stress and cracking in the composite film. At higher processing temperature, there could be a good flow of the biopolymer through the fibers, which may result in good fiber/matrix interfacial strength and require a low to moderate pressure. Similarly, increasing the fiber content leads to a very good improvement in the mechanical properties, as all the mechanical properties show higher values with increased fiber loading. It is mainly due to good adhesion between bioplastics and FBFs, since both are hydrophilic and could form a strong interface between them, which in turn provides an excellent fiber-matrix stress transfer. Thus, as the optimization result indicated, with the given temperature range (determined based on the DSC outputs), controlling the compression pressure and fiber loading could give a bio composite film with improved mechanical properties. Generally, the research has two-fold benefits. First, it provides a means of utilizing waste banana peels, which are usually discarded carelessly around the cities of, especially, developing nations, for value added products. Second, the possibility of producing bio plastics and bio composite films has been indicated in the research. The findings from this research can be used as an input by the concerned industries for further standardization and sustainable production of biopolymers from banana peels and similar starch-based byproducts.
Supplemental Material
Supplemental Material - Synthesis of starch-derived biopolymer reinforced Enset fiber green composite packaging films: Processes and properties optimization
Supplemental Material for Synthesis of starch-derived biopolymer reinforced Enset fiber green composite packaging films: Processes and properties optimization by Elizabeth Mekonnen and Adane Dagnaw Gudayu in Composites and Advanced Materials
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.