
Abstract
Aluminum alloys are known for their extensive use in aerospace, automobile, marine, etc., industries due to their excellent inherent properties. Recent studies have developed different methods to modify the surface properties of aluminum by producing surface composites, such as the friction stir processing (FSP) method. The current study made an effort to develop a new hybrid surface composite of AA5083/(SiC-Gr) using the FSP method. For FSP process optimization, the response surface methodology (RSM) has been used. For creating the mathematical model using RSM, various input process parameters of the FSP are selected to predict the output characteristics of the prepared hybrid composite. A Box–Behnken design was used for the process with four factors, each factor was used with three levels, and the RSM was utilized to form a regression model to predict the responses. The ANOVA analysis suggests that NoP (number of passes): 3 and RV (reinforcement volume): 75:25 (SiC: Gr) ratio are the significant parameters of the study with a p-value less than .05. The novelty of this study lies in the development of a new hybrid surface composite of AA5083/(SiC-Gr) using the friction stir processing (FSP) method, with optimization achieved through the response surface methodology (RSM) and multi-objective selection criteria, resulting in predicted outcomes within a range of ±10% of the experimental observations.
Keywords
Introduction
The friction stir processing (FSP) is a novel method that has been developed over a period to produce hybrid surface composites which may offer altered and improved properties of the base metals.1,2 The FSP method was developed in 1999, based on similar characteristics of FS-Welding (FSW).3–6 Earlier FSP was used to produce superplasticity in the material. However with the advancement in the FSP technique, it was used to produce the surface metal matrix composites. Composite materials provide the material with enhanced microstructural, mechanical, and tribological properties. 7 The FSP helps to enhance the properties by enhancing only the surface properties of the material. During the FSP method, a cylindrical tool works on the surface of the materials, creating frictional force, thus generating a high-temperature zone leading to material softening and easy new composite surface formation by immersion of foreign particles in the heat-affected zone. 8 Scientists have used different reinforcements of the foreign particle during the FSP process for aluminum alloy.9,10,11 The study has highlighted the correlation between mechanical properties with the surface properties by deriving proportionality constants for tensile strength and yield strength properties. Mazaheri et al. 12 used the FSP to create surface composites of magnesium alloy (AZ31 grade), with zirconium oxide (ZrO2) as foreign particles. They have highlighted that with the addition of ZrO2 particles on the surface, the surface hardness improved significantly. Also, they have reported improvement in the homogeneity of the composite by an increased number of passes.
The number of passes for the FSP process has been observed as one of the key factors that leads to improvement in the wear properties of the prepared surface composite. Mehta and Badheka 13 produced work with boron carbide (B4C) particles on the aluminum surface through the FSP. They have observed that the developed FSP-based composite resulted in a 78% reduction in wear rate in comparison to normal metal. Reversal of the FSP with a different number of passes has led to increased surface properties, such as homogeneity along with improved wear characteristics. Various studies have reviewed the recent developments in the FSP technology and its applications in producing superplastic materials. The authors have discussed the challenges such as tool wear, deformation, and cost inclusion and have also highlighted the need for further research to fully understand the underlying mechanisms of superplastic behavior in FSP-processed materials.14,15,16,17
Mahmoud et al. 18 have used SiC- and Al2O3-based particles to prepare FSP composites of aluminum alloy. Their work reported the development of certain voids near the Al2O3 particle in the matrix. A hybrid composite of 80% SiC and 20% Al2O3 has been observed to be an optimized composite ratio than any other tested matrix in the study. Soleymani et al. 19 employed SiC and MoS2 particles on the surface of AA5083 aluminum alloys. They have found that the addition of foreign particles has led to improved surface and tribological characteristics of hybrid composite. Pragada et al. 20 produced AA2014/SiC-CNT hybrid surface composites by varying the number of FSP passes on the composite surface. Their study has reported improved wear and surface properties, such as homogeneity of reinforced particles on composite surface with altering the direction of FSP through different number of passes.
Other than the number of passes, tool material, workpiece material, and foreign reinforcement matrix, the tool rotating speed (VTRS) and tool traverse speed (VTS) are also significant factors that may have an important say in deciding the composite behavior. 21 For instance, Alidokht et al. 22 used a tool rotating speed of 1600 r/min and a tool traverse speed of 50 mm/min and reported an exposed MoS2-based composite layer after the FSP. The authors have given significant attention to the MoS2-based layer for improved tribological behavior. Mahmoud et al. 23 have worked with the tool rotation speed of 1500 r/min and traverse speed of 100 mm/min while reinforcing the Al base matrix with SiC and Al2O3 particles. They have reported a strong relationship between the number of input processing factors of the FSP process with the output characteristics of prepared hybrid composites.
Singh et al. 24 used 3 passes and 2 passes of the FSP. The study has observed the best wear resistance in metallic wear cases for 3 passes of FSP proceed composite. Whereas for abrasive wear conditions, 2 pass-based FSP-processed material has shown the lowest wear rate. Dolatkhah et al. 25 studied the impact of different input processing parameters of the FSP process on wear characteristics and noted that with an increased particle size of the SiC on the Al base matrix, the wear rate increases. An additional number of passes and high tool rotation speed lead to a low wear rate of the hybrid surface composite. Dieguez et al. 26 have reported the superplastic elongation of the 7075-T651 aluminum alloy. They have highlighted the significance of a 900% improvement in superelasticity of the samples at an elevated temperature of 400°C and pre-strain values.
Scope for the present study
The literature review has revealed that several studies exist which discuss the effect of various reinforcements over the base matrix of different Al alloy matrices. The literature review has highlighted the significance of FSP in improving the mechanical, rheological, and tribological behaviors of the prepared hybrid surface composites.27,28,29 But few studies exist which provide the relevant base for an optimum running condition for the FSP process while using tool rotating speed (VTRS), tool traverse speed (VTS), number of passes (NoP), and reinforcement volume fraction (RV) together.30,31 In addition, a statistical model for multi-response selection criteria for various input process parameters along with the optimization of the process parameters using the response surface methodology (RSM) rarely exists. Therefore, an effort has been made to develop AA5083/(SiC-Gr) composite and optimize the different process parameters of the FSP set up in a single study using the multi-response criteria method for outputs such as surface hardness (H), wear rate (WR), and coefficient of friction (CoF).
Materials and Method
The study made an effort to the development of AA5083/SiC-Gr composite using the FSP process. The present work explored the effect of various input processing parameters together on mechanical (CoF, H) and tribological (WR) and outputs of the prepared composite by utilizing the RSM on the generated experimental data.
Design of the experiment
Design of the experiment (DOE) typically involves two variables that influence the experiment, namely, the input, which in our case refers to the process parameters acting as an independent variable, and the output, which in our case refers to the desired properties acting as a dependent variable, also known as the response. The DOE approach involves assigning various levels to the input variables, such as three different levels for each processing variable that has been selected for the present study. Further based on Box–Behnken design, experiments have been performed and analysis of variance (ANOVA) was used as a statistical approach to make conclusions for the prepared hybrid surface composite of Al alloy.
Response surface methodology
The RSM is a well-established technique of data visualization and analysis, which generates interdependent relationships between the different processing variables and our characteristics in focus. Further, it may also provide sufficient graphs, regression model tables, and other data that may be used as sufficient ground to explain the findings of the study.
32
Equation (1) displays the regression equation employed in developing the model presently used for this study.

Experimental work
Selection of the base material
Spectrographic analysis for the selected grade of Al alloy.

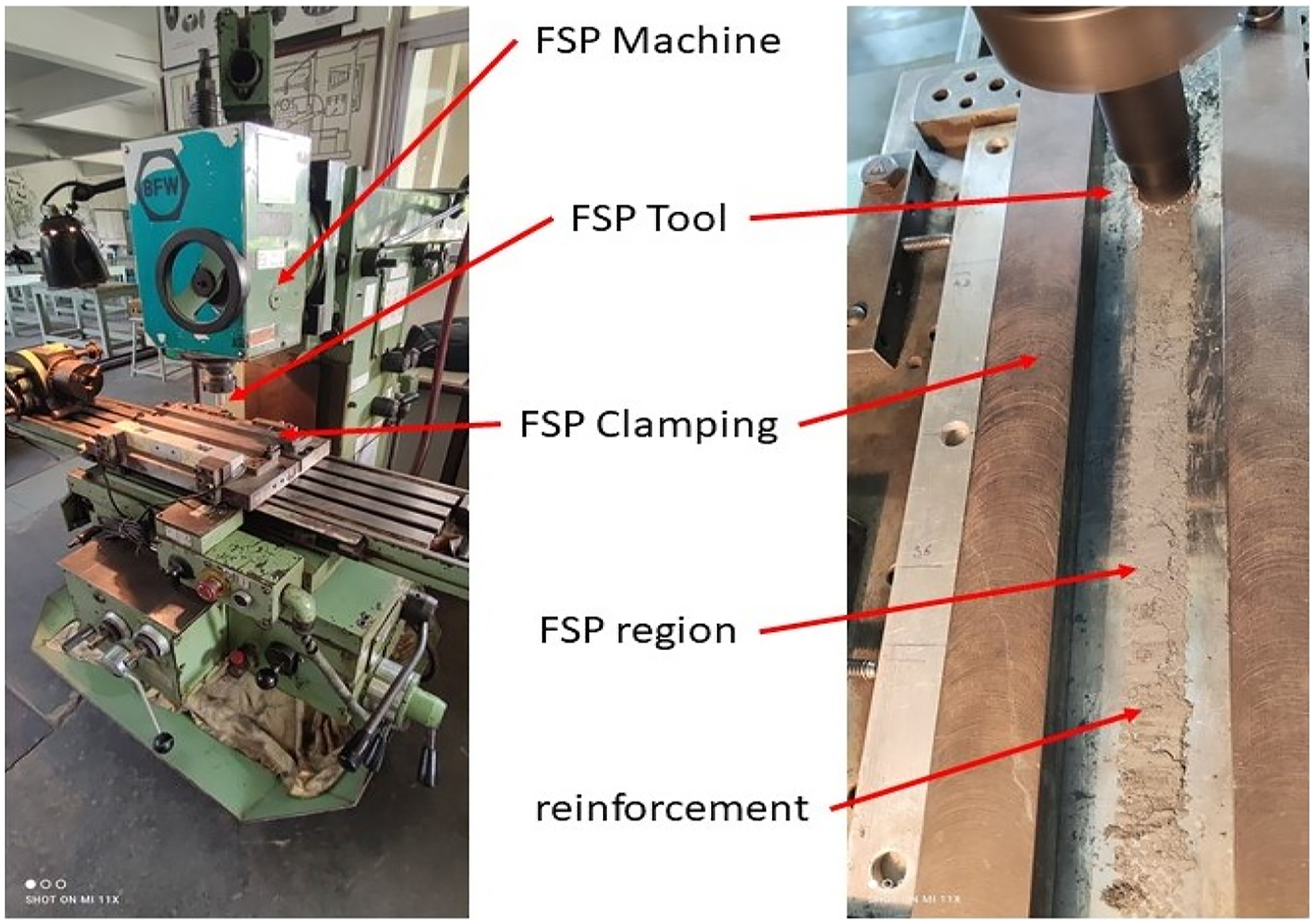
Customized special-purpose vertical milling center with fixture.
Reinforcement and tool selection
The foreign particles of SiC and Gr were selected for the FSP process with varying levels of wt%. The average 50 μm size particles of SiC and Gr were used for the preparation of the composite. Further, for composite preparation hardened steel of H13 grade FSP tool was employed, with two different characteristics: (a) pinless tool for the capping pass and (b) pin-based tool (3 mm in length and height) for actual FSP with a tool shoulder diameter of 18 mm. These parameters were selected based upon the previous published work.35,36,37,38,39,40 Figure 2 shows the FSP tool used in this study. (a) Pin and (b) pinless tool used in the study.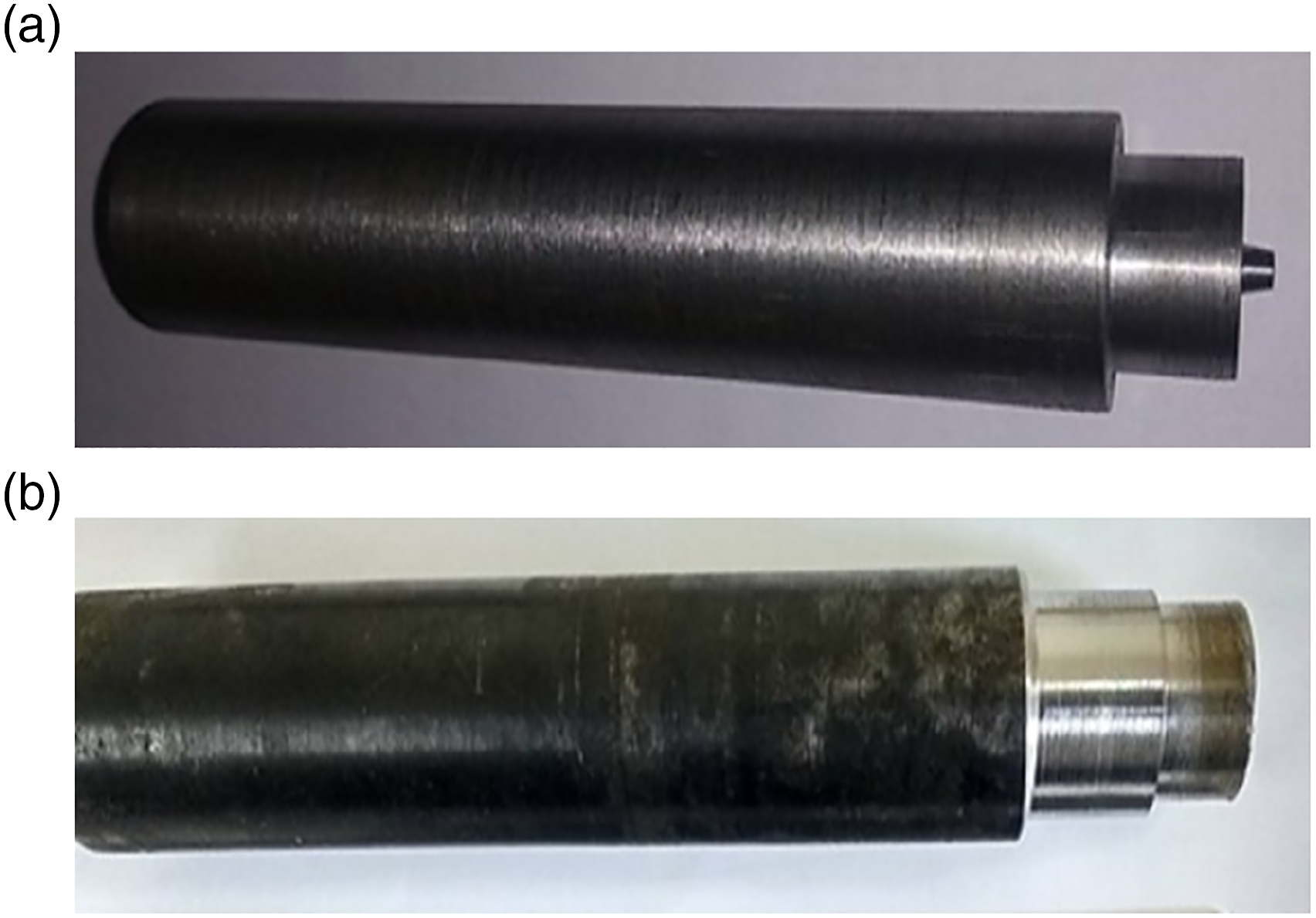
Box–Behnken design
Input processing variable for the FSP process and their levels.

DOE based on the Box–Behnken model.

Co: coded value in DOE; Act: actual value for process parameters.
Mechanical and wear properties analyses
To examine the mechanical characteristics of the surface composite, all 29 samples were subjected to hardness testing (HRB). For surface hardness testing, ASTM E18-15 standards were used with notified 200 g load conditions.
For wear analysis to investigate WR, a pin-on-disc tribometer was used with standard testing conditions (10 N of load and 1000 mm sliding distance). For micrographic analysis of the morphological property, ASTM G-99 standards were used by cutting the samples from the processed zone. Figure 3 shows the FSP-based specimens from the present study. Processed samples of the present study based on the DOE of Box–Behnken design.
Results and Discussion
Table 3 shows the results obtained for the processed composites. The tabular data has been further processed with a regression tool to obtain the regression equations that drive the output values for H, WR, and CoF. The data obtained were used again with ANOVA analysis to optimize the multi-responses obtained for the input processing parameters. Using the regression models developed by equation (1), further equations for the output characteristics were obtained using a suitable design expert tool.
Regression model for chosen responses


Effect of processing parameters using ANOVA analysis
To generate ANOVA tables and regression model coefficients, a design expert tool has been utilized. The aim of the model was to determine how closely the predicted results match the proposed input variables and to select the single optimal condition for combined processing variables. The significance of the RSM model was assessed using the significance level (P) and the Fisher (F) variation ratio, both of which were provided in the tables.
Analysis for hardness
Model stats for hardness as output characteristics.

S.D.: standard deviation; M: mean; A.P: adequate precision.
Quadratic ANOVA model analysis table for hardness.

SS: sum of square; DoF: degree of freedom; Msquare: mean of square; A: VTRS; B: VTS; C: NoP; D: RV; LoF: lack of fit; PE: pure error.

Relevancy plot for the selected regression model from the regression equation of hardness (HRB).
From Table 4, it may be observed that the expected R2 value of 0.7955 corresponds well with the adjusted R2 value of 0.9217, where very less difference (<0.2) was observed between the two values. From Table 4, it may also be observed that the A.P value of the model (ratio 22.0575) indicates the level of clarity in the model, and a ratio above four is preferred; thus, it provides a clear signal that the selected model can effectively be utilized for navigating the design space.
Analysis for WR
Model stats for WR as output characteristics.

Quadratic ANOVA model analysis table for WR.

Relevancy plot for the selected regression model from the regression equation of WR (microns/mm).
From Table 6, it may be observed that the predicted R2 value of 0.8557 corresponds well with the adjusted R2 value of 0.9292, where very less difference (<0.2) was observed between the two values. From Table 6, it may also be observed that the A.P value of the model (ratio 20.6023) indicates the level of clarity in the model, and a ratio above four is preferred; thus, it provides a clear signal that the selected model can effectively be utilized for navigating the design space.
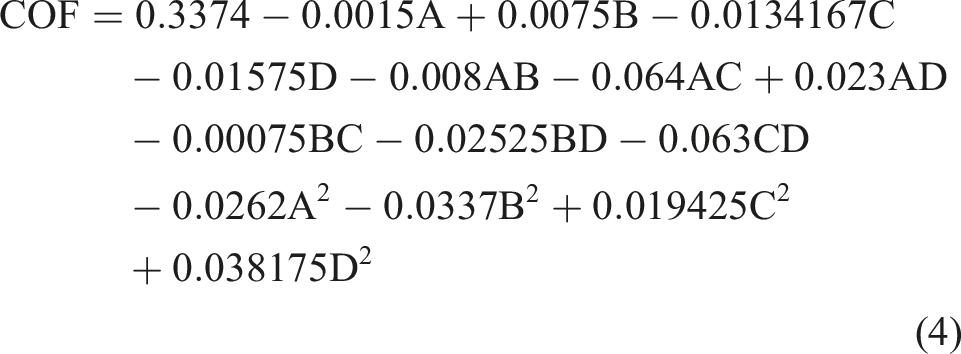
Analysis for CoF
Model stats for CoF as output characteristics.

Quadratic ANOVA model analysis table for WR.

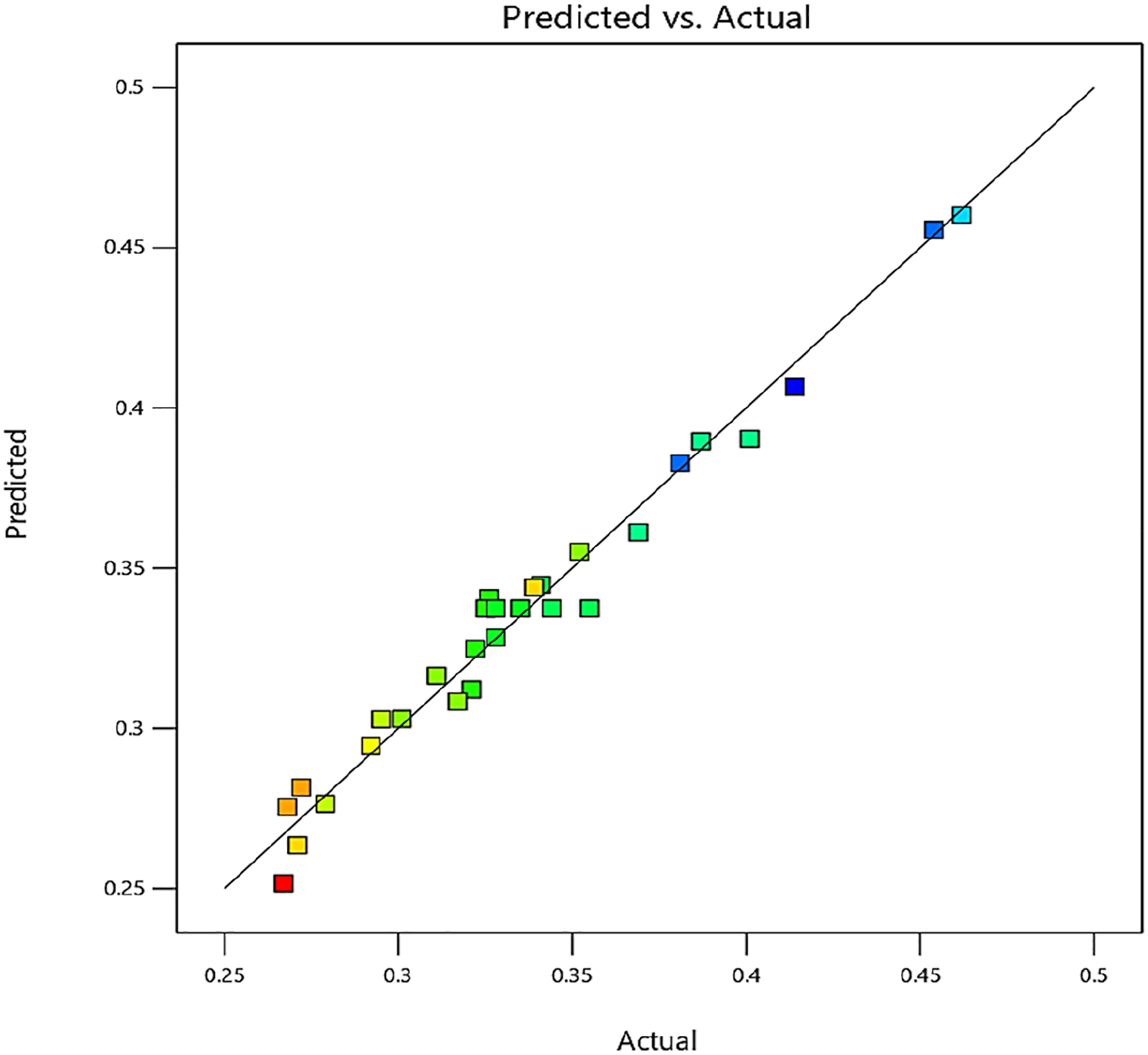
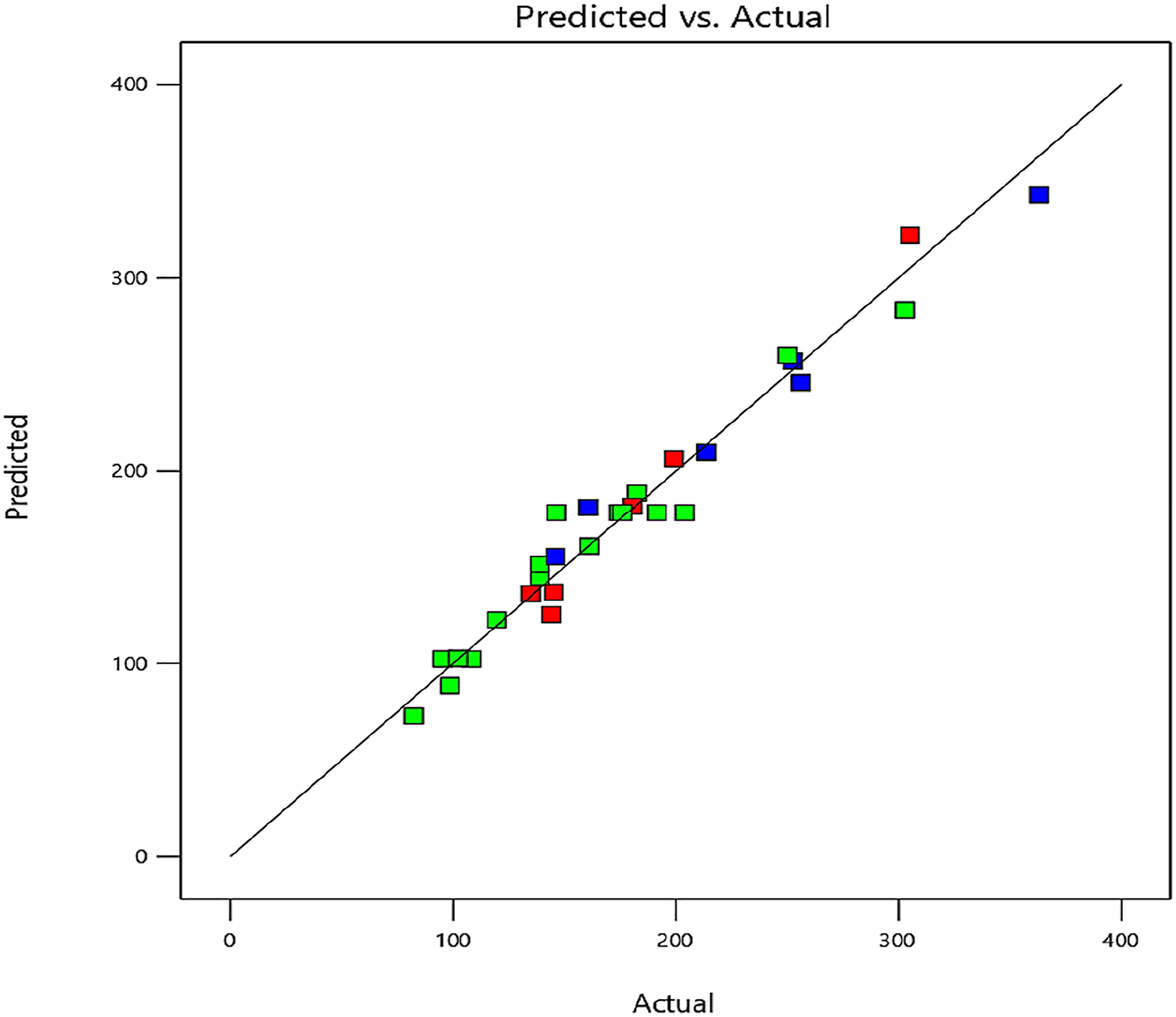
Relevancy plot for the selected regression model from the regression equation for COF.
From Table 8, it may be observed that the predicted R2 value of 0.8930 corresponds well with the adjusted R2 value of 0.9510, where very less difference (<0.2) was observed between the two values. From Table 8, it may also be observed that the A.P value of the model (ratio 25.4795) indicates the level of clarity in the model, and a ratio above four is preferred; thus, it provides a clear signal that the selected model can effectively be utilized for navigating the design space.
Process multi-response optimization
Constraints used for the optimization in multi-response optimization.


Multi-response optimization plot.
Optimized result from multi-response technique.

Validation of the optimization process
Confirmatory test observations.
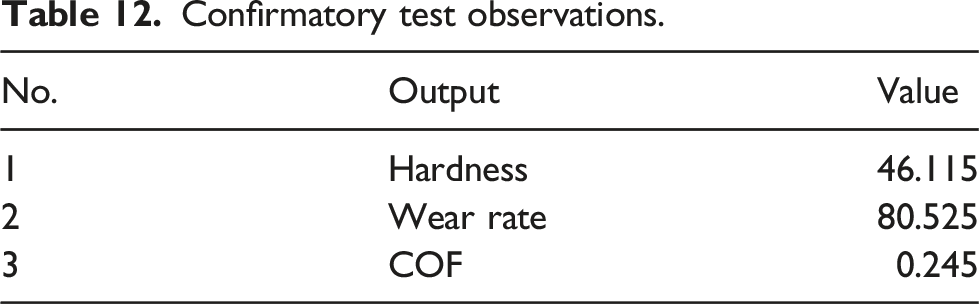
Confirmation of optimal FSP conditions.

Pmedian: predicted median; Pmean: predicted mean.
Optical microscopy analysis
The optical microscopy analysis was conducted to check the microstructure of the samples with optimized process parameters. Figure 8 shows the microscopic image of the specimens. The analysis has suggested homogeneous distribution of foreign particles on the surface of Al composite alloy. Results indicated that the processed region shows better grain refinement in comparison to the base metal AA5083. The formation of onion rings in the structure shows a good uniform dispersion of the reinforcement particles in the matrix. The interface between the nugget and the thermomechanical affected zone (TMAZ) can be seen in the figure which shows the material processing during the FSP. The microstructure showed a better distribution of the reinforcement particles along with the grain refinement in the processed region. Optical microscopy of the confirmation test samples from the nugget region.
Discussion
In this study, a hybrid surface composite of AA5083/(SiC-Gr) was developed using the friction stir processing (FSP) method, and the process parameters were optimized through the response surface methodology (RSM). The composite exhibited notable enhancements in hardness, tribological properties, and microstructural characteristics. The RSM allowed to create a mathematical model based on different input process parameters of the FSP method, enabling them to predict the output characteristics of the hybrid composite. The significant parameters were identified through ANOVA analysis as the number of passes (NoP) and reinforcement volume (RV). The study demonstrated a close agreement between the predicted outcomes and experimental observations, with a range of ±10%. The regression equation generated using experimental data accurately predicted the hardness, wear rate, and coefficient of friction (COF) properties of the composite. The optimization process using the RSM and multi-objective selection criteria successfully determined the optimal FSP process parameters.
The optimized parameters for AA5083/(SiC-Gr) were found to be a rotational speed of 1000 r/min, a tool traverse speed of 50 mm/min, three FSP passes, and a reinforcement volume fraction of 75:25 (SiC:Gr). Microstructural analysis confirmed the improved microstructure and uniform dispersion of the reinforcement material in the FSP specimen with these parameters. Overall, this study provided valuable insights into the development and optimization of hybrid surface composites using the FSP method. The findings contribute to the understanding of surface modification techniques for aluminum alloys and have implications for various industries, including aerospace, automobile, and marine. Further research could explore additional properties and applications of the developed composite, as well as scalability and industrial feasibility.
Conclusion
In this study, the response surface methodology (RSM) was employed to optimize the friction stir processing (FSP) parameters for enhancing the hardness, tribological, and microstructural properties of the AA5083 aluminum alloy with SiC-Gr hybrid reinforcements. The regression equation generated using experimental data on hardness, wear rate, and coefficient of friction (COF) proved effective in predicting outcomes. The predicted results showed a close agreement with the experimental observations within a range of ±10%. The optimal FSP process parameters for AA5083/(SiC-Gr) were determined as a rotational speed of 1000 r/min, a tool traverse speed of 50 mm/min, three FSP passes, and a reinforcement volume fraction of 75:25 (SiC:Gr). Microstructural analysis using optical microscopy revealed improved microstructure and uniform dispersion of the reinforcement material in the FSP specimen with these optimized parameters.
Footnotes
Acknowledgments
The authors express their gratitude to Mr Abhijat Joshi, Dharmendra Naik, Jayesh Panchal, and Ramjibhai Patel for their help during the experimental phase. The author also express gratitude twoards D Y Patil International University for technical support provided for the work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors appreciate the Department of Mechanical Engineering, Nirma University, for the financial assistance to implement the research (Research No. E1A07A). The Open Access fee for publication of the manuscript is supported by the Universität der Bundeswehr München.