
Abstract
This preliminary work explores the possibility of utilizing perlite microsphere (PM) in producing lightweight cementitious composite (LCC). With the use of PM, LCC with dry density of about 1400 kg/m3 (35% reduction in density compared to normal cement mortar) can be obtained. Satisfactory compressive strengths of 32.6–34.5 MPa could be attained by the PM LCC, without and with supplementary cementitious materials such as silica fume and ground granulated blast furnace slag. The specific strength (compressive strength/density ratio) of LCC was also similar as the normal cement mortar. In addition, there was little difference in the flexural strength and drying shrinkage of PM LCC compared to normal cement mortar. Furthermore, similar flexural load–displacement behaviour was found between thin plate specimens produced with alkali-resistant glass fibre mesh reinforced LCC and that of normal cement mortar. In overall, this suggests that PM has the potential to be utilized as lightweight filler in producing LCC.
Keywords
Introduction
There is increasingly more research attention given to the development of lightweight cementitious composite (LCC) containing lightweight filler (LF) materials such as fly ash cenosphere and hollow glass microsphere. The main benefit of LF is the extremely hollow internal structure which provides high reduction in density of the resulting composite, while exhibiting some degree of strength retention due to the thick and tough hard shell of the LF. 1 This allows LCC made with LF to exhibit good specific strength. 2
Most researchers in the past have dealt with the use of fly ash cenosphere and hollow glass microsphere to produce LCC with low density in the range of 880–1552 kg/m3 and achieving considerable compressive strength of 5–70 MPa.2–5 It was reported that the inclusion of fly ash cenosphere created mainly closed pores in concrete 6 and hence the use of LF to produce LCC is thought to be a more viable alternative than producing foamed concrete, particularly for obtaining a very low-density concrete. Furthermore, the use of supplementary cementitious materials (SCM) has been reported to improve the packing and mechanical strength of the produced LCC. 1
Despite the increased interest in research of LCCs, another type of microsphere – perlite microsphere (PM) – could also be used as LF. PM are micro-size natural amorphous siliceous glass bubbles which have closed porous structure.7,8 The fine particle size and non-porous surface of PM contribute to its higher crushing strength and lower water absorption properties compared to conventional expanded perlite. 9 Thus, PM has the potential to be used to produce LCC with high specific strength.
Nevertheless, one of the major drawbacks associated with lightweight cement-based materials is the brittleness compared to the normal weight counterparts. Hence, short discrete fibres such as polyvinyl alcohol (PVA), basalt and PP fibres have been experimented in the past in LCC.10–12 On the other hand, an interesting application for LCC is its use with fibre mesh reinforcement for thin-structured elements. However, the use of fibre mesh in reinforcing LCC has been limited, with only a handful reporting using polypropylene mesh 13 and fibreglass mesh 14 to reinforce fly ash cenosphere LCC.
Hence, this research aims to elucidate the performance of LCC prepared with PM which also incorporates traditional SCMs such as silica fume (SF) and ground granulated blast furnace slag (GGBS). Moreover, the potential application for thin-structured elements is explored by assessing the flexural behaviour of the PM LCC thin plate reinforced with fibre mesh.
Materials and methods
Binder materials
Chemical composition of GGBS and SF.
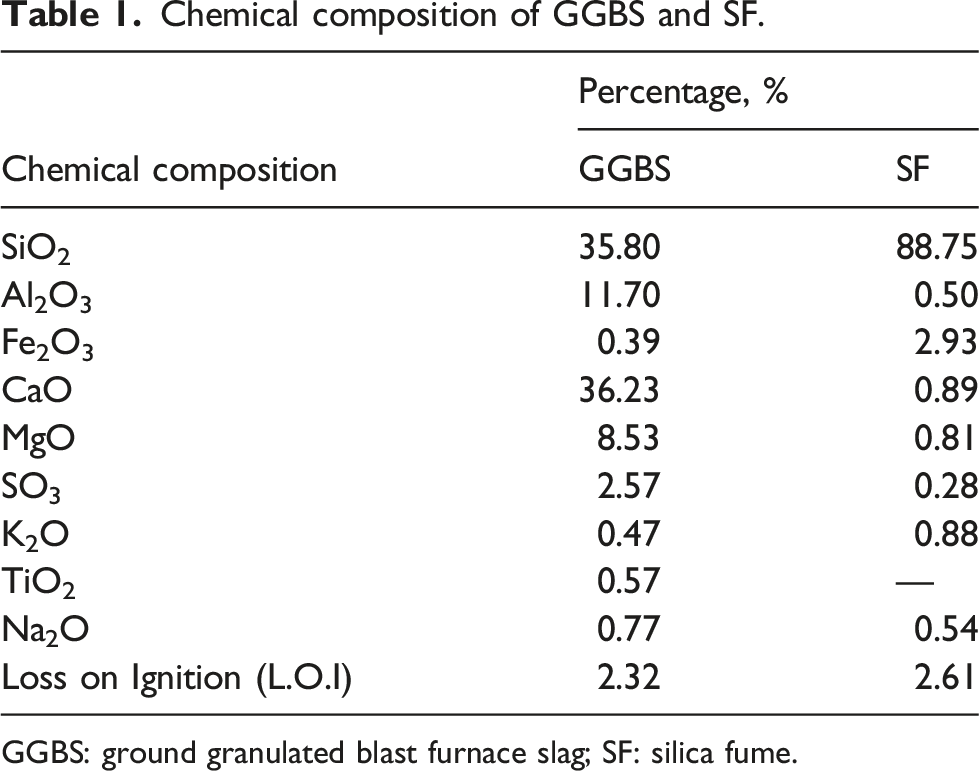
GGBS: ground granulated blast furnace slag; SF: silica fume.
Fine aggregate
Silica sand and the PM were utilized as fine aggregate for the LCC with a proportion of 25% silica sand: 75% PM. The silica sand has a maximum size of 2.36 mm while the PM has a d50 particle size of 200 μm. The PM has closed porous structure 10 with a crushing strength of 10 MPa and bulk density of 700 kg/m3, where it is composed primarily of SiO2 (72.0%), Al2O3 (12.3%) and K2O (4.7%).
Mix proportion
Mix proportion of LCC.
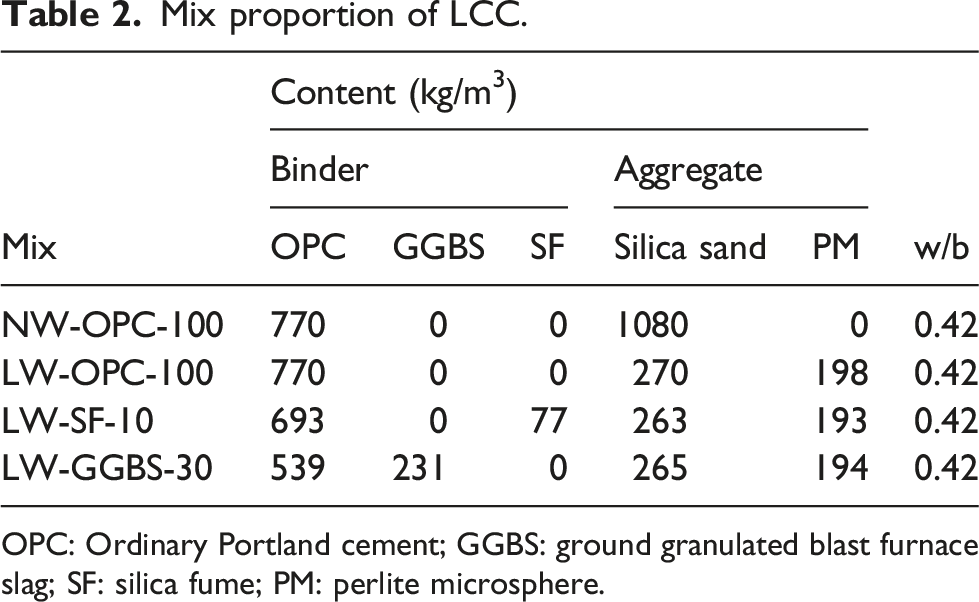
OPC: Ordinary Portland cement; GGBS: ground granulated blast furnace slag; SF: silica fume; PM: perlite microsphere.
Specimen preparation and testing method
After dry mixing of materials, water was added along with adjusted SP dosage to obtain similar consistency (based on ASTM C1437) in the range of 200 ± 50 mm. After completion of mixing, the fresh mixes were compacted and cured in laboratory condition for 24 h. Upon de-moulding, the specimens were kept in laboratory condition with a relative humidity (RH) of 75 ± 5% and temperature of 28 ± 2°C until the age of testing. Three specimens were tested for each property, and an average value obtained was presented.
Compressive strength test was carried out on 50 mm cube specimens according to ASTM C109 while flexural strength test of the LCC was conducted using 40 × 40 × 160 mm prismatic specimens under 3-point bending. Prior to compressive strength, the mass and volume for each 50 mm cube specimen were measured to determine the density.
Mortar bar specimens measuring 25 × 25 × 285 mm were used for evaluating the drying shrinkage according to ASTM C596. The specimens were kept in humidity chamber (50% RH and 23°C) and measurements were taken using length comparator after 7, 14 and 28 days.
Thin plate specimens with dimension of 500 mm (length) × 75 mm (width) × 16 mm (thickness) were prepared using the LCC and reinforced with 4 layers of alkali-resistant glass fibre (ARGF) mesh (supplied by Nippon Electric Glass Co Ltd). The dimension of the thin plate specimen was based on a previous study.
15
The thin plate specimens were tested under 4-point bending (Figure 1) and the load–displacement behaviour was acquired from the testing machine. Thin plate specimen preparation (top) and 4-point bending test (bottom).
Results and discussion
Consistency
The consistency of the LCC mixtures was evaluated by the flow diameter. Different SP dosages were adopted to maintain the flow diameter in the specified range. While there was no need for adding SP for the NW-OPC-100, the PM LCC without SCM (LW-OPC-100) required an SP dosage of 0.30% to maintain similar flow diameter, indicating reduced consistency compared to normal OPC mortar. When SF was utilized as partial OPC replacement in the LCC with the same SP dosage of 0.3%, there was about 20% reduction in the flow diameter, though the flow diameter was still within the required range. However, in the case of GGBS as partial OPC replacement in the LCC, lower dosage of SP (0.22%) was needed to maintain the consistency compared to the LCC with only OPC. This shows the beneficial effect of the GGBS in improving the consistency of the PM LCC.
Density, compressive strength and flexural strength
Figure 2 presents the dry density, compressive strength and specific strength of the LCC. The dry density of the LCC produced using PM is around 1400 kg/m3, which represents a density reduction of about 35% compared to normal OPC mortar. The 7 days compressive strength of the PM LCC mixes was within the range of 23.6–31.6 MPa. This shows that even at an early age, there is sufficient compressive strength developed for the LCC. As expected, the inclusion of SF and GGBS slightly reduced the 7-day compressive strength due to the slower strength gain, whereas at the age of 28 days the strength was comparatively improved (Figure 3). The compressive strength at the age of 28 days was about 32.6 MPa for the PM incorporated LCC without SCM, which improved up to 34.5 MPa due to addition of SCM. The specific strength computed is based on the ratio of 28 days compressive strength to the corresponding density of mixes. It is worth noting that similar specific strength as normal OPC mortar can be achieved with the PM LCC. This specific strength is also in the similar range as most of the developed LCC using fly ash cenosphere and hollow glass microsphere.
16
Density and compressive strength of PM LCC. 28-day flexural strength of PM LCC.

The 28-day flexural strength (Figure 3) obtained for the mixes NW-OPC-100, LW-OPC-100, LW-SF-10 and LW-GGBS-30 was 7.24 MPa, 6.92 MPa, 6.83 MPa and 6.31 MPa, respectively. Interestingly, with the same OPC content and w/b ratio, the difference in the flexural strength between normal OPC mortar and the PM LCC without SCM was less than 5%. Hence, the influence of the PM on the flexural strength of LCC is minimal. Corresponding to the decrease in early compressive strength, inclusion of SCMs such as SF and GGBS also reduced the flexural strength of LCC. Nevertheless, the decrease in flexural strength due to the SCMs used was slight, at less than 10%.
Drying shrinkage
Drying shrinkage of PM LCC.

OPC: Ordinary Portland cement; GGBS: ground granulated blast furnace slag; SF: silica fume.
Load-displacement behaviour of alkali-resistant glass fibre mesh reinforced LCC
The load-displacement behaviour of ARGF mesh reinforced LCC thin plate specimen subjected to bending is given in Figure 4. As demonstrated by the load–displacement graphs, all the specimens did not break into half upon reaching the maximum load and the failure was observed to be gradual due to the bridging effect of the ARGF mesh used in preparing the thin plate specimen. In general, the thin plate specimen using normal OPC mortar was able to sustain the highest flexural load, while the thin plate specimen using LCC mixes had lower maximum flexural load. This is expected considering the higher strength of normal OPC mortar compared to the LCC mixes. Nevertheless, it is importantly noted that the LCC mixes did not alter the general shape of the load–displacement graph, suggesting that the performance of PM in LCC can be satisfactory for thin-structured application. No obvious conclusion however can be drawn with regards to the influence of SCMs on the bending performance of the LCC thin plate specimens. Flexural load-displacement behaviour of ARGF mesh reinforced LCC.
Conclusion
Based on the preliminary work on utilization of PM in LCC, the following conclusions can be drawn: 1. At the same OPC content and w/b ratio, the PM LCC had lower consistency than normal OPC mortar and requires the use of SP; inclusion of GGBS could decrease the SP dosage. 2. The PM LCC mixes had about 1400 kg/m3 dry density, which represents a 35% reduction from the density of normal OPC mortar. 3. Compressive strengths of 32.6–34.5 MPa was obtained for the PM LCC mixes. Similar specific strength as normal OPC mortar could also be attained. 4. Only marginal reduction (<5%) in flexural strength was observed in the PM LCC compared to normal OPC mortar. 5. The PM LCC mixes had similar drying shrinkage as normal OPC mortar. 6. Similar flexural load–displacement behaviour was found for the ARGF mesh reinforced LCC thin plate specimens as that for the normal OPC mortar.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The financial support was provided by the Ministry of Higher Education Malaysia under the Fundamental Research Grant Scheme (FRGS/1/2018/TK06/UM/02/1).