
Abstract
Alumina nanofibers at 0.25wt%, 0.5wt%, 0.75wt%, and 1wt% concentration were used to modify unsaturated polyester resin. Additionally, vinyl silane treated alumina nanofibers were used at the same concentrations and were compared to pristine alumina nanofibers. The SEM images showed a variation in the surface morphology when alumina nanofibers and the BET measurement showed surface area increase from 111 m2/g to 122 m2/g when nanofibers were treated with silane agent. The dispersion of alumina nanofibers into the host unsaturated polyester resin was successfully achieved by three roll mill dispersion. The TEM images showed good dispersion of alumina nanofibers in polyester resin. Although pristine nanofibers showed greater agglomeration at 1wt% concentration, the effect of agglomeration was reduced in the 1wt% concentration. The weight loss measurements from TGA showed that the thermal stability of nanocomposites increased with addition of nanofibers and the lower onset degradation temperature can be tailored to improve by a maximum of 5.5% for silane treated nanofiber. Viscosity and contact angle which are key factors affecting the processability has seen to be positively altered by silane treatment. Additional tensile, flexural, and Izod impact properties were evaluated for the nine material systems and the properties were summarized.
Keywords
Introduction
Nanomaterials are used to either surface treat the reinforcement/fiber1-7 or modify the matrix/resin,8–14 in tailoring the properties required for high performance advanced composites. Nanoparticle modification of matrix/resin 15 has been widely researched and various publications report the enhancement in properties at lower loading levels. The addition of nanoparticles to the matrix has a positive impact on the interfacial adhesion, thus promoting efficient stress transfer leading to improved mechanical performance of the composites.14,16 However, the increase in viscosity of the matrix resin,16,17 filtration of nanoparticles by fiber tows, and18,19 agglomeration 20 limits use of higher loading levels of nanoparticles. Among several nanoparticles currently used for modifying the matrix for advanced polymer reinforced composites, nano clay, nano silica, and nano-alumina stand among the widely used nanoparticles to increase stiffness and toughness in polymer systems offering monetary value against high-cost carbonaceous nanomaterials.
Alumina nanoparticles find applications in fuel additives,21-24 alloys,25,26 metal matrix composites,27–30 and polymer matrix composites10,20,31–36 to name a few. Alumina nanofibers (γ-phase) used in this study are novel nanomaterials which have a whisker morphology as opposed to spherical morphology and are manufactured by ANF technology under the trade name NafenTM. NafenTM are synthesized via liquid phase oxidation of molten aluminum. 37 These highly aligned alumina nanofibers (ANF) are reported to have an approximate diameter in the range of 10–15 nm, length approximately 300–350 nm, and a surface area of 155 m2/g. 38 These ANF are reported to have a thermal stability of approximately 1100oC. Since their introduction in 2013 under the trade name NafenTM, various researchers have studied their effectiveness for a variety of applications.
Wu et al., studied the potential of NafenTM alumina nanofibers at 0.5wt%, 1wt%, and 2wt% concentration for enhancing the mechanical and flame retardant properties of polyamide 6(PA6) nanocomposites. It was reported that no significant changes in thermal stability and flammability were observed, and tensile properties dropped at low ANF loadings compared to neat nylon 6. 39 Rahman et al., reinforced geopolymer matrix with NafenTM alumina nanofibers and reported the effects of nanofiller aspect ratio and interfacial strength on Mode-1 fracture toughness. A 2vol% loading level was utilized and fracture toughness at various temperature were studied. It was reported that at temperatures below 250oC, ANF are more effective in toughening the geopolymer when compared to carbon nanofiber. It was also noted that when compared to CNF, ANF showed higher interfacial strength. 40 Saunders et al., studied the NafenTM alumina nanofibers and their colloidal behavior in water. It was reported that the aluminum oxide phase present and the surface area of the material have a significant effect on the colloidal property of these material in aqueous solution. 41 Lebedev et al., prepared ion-selective membranes based on NafenTM alumina nanofibers coated with carbon and exploit the advantages of ceramic nanofibers (ANF) with good conductive properties of carbon in nanofiltration and ultrafiltration applications. The use of carbon coating, however, decreased the surface area and porosity of the NafenTM alumina nanofiber-based membrane. However, it was noted that the porosity values would not significantly alter the water permeability. A significant increase in the membrane selectivity and complete overlap of the electrical double layers because of the reduction of pore size was reported. 42 The research was extended to study in detail through experimental models for demonstrating NafenTM alumina nanofiber-based membrane as stimuli-responsive membranes with applications in electrodialysis, electrochemical sensors, and nanofluidic devices. 43 NafenTM alumina nanofiber were used as nanosized reinforcements to exploit aluminum matrix composites (AMC), which find important applications in the ground transportation (auto and rail), thermal management, aerospace, industrial, recreational and infra-structure industries providing functional properties that include high structural efficiency, excellent wear resistance and attractive thermal and electrical characteristics by Chen et al., 44 Analysis of the structure at various magnifications, demonstrated the presence of a modifying effect, where in the average grain area for initial and modified samples was recorded as 1.1 mm2 and 0.015 mm2, respectively. The reduction in grain size as observed for NafenTM alumina nanofiber modified AMC results in higher stress application to move dislocation across a grain boundary thus contributing to higher yield strength of the composite.
However, alumina nanoparticles tend to agglomerate due to the hydrophilic surfaces, higher surface area and surface energies. Various researchers proposed surface functionalization of alumina nanoparticles as an advanced approach to fully exploit the effects of alumina nanoparticles either through chemical modification45,46 or grafting.47,48 An illustration of formation of Al-O-Si bonds during silane modification of alumina nanoparticles is given in Figure 1. Silane functionalization of alumina nanoparticles.
46

Bravaya et al., modified NafenTM alumina nanofiber by trialkoxysilanes with alkenyl (vinyl and octenyl) and alkyl (octyl) functional groups. The dispersion and mechanical performance were reported as a comparison of the type of surface treatment used. The maximum enhancement in tensile strength and elongation at break of 150% and 50% was reported for the octylsilane functionalized ANF at a loading level of 0.63 wt %. The same was correlated to the homogenous distribution of ANF in polymer matrix. 49
Additional literature review revealed that tailoring of surface of nanoparticles aids in exploiting the multifunctionality of nanoparticles and their respective nanocomposites. Research by Huang 51 demonstrated that through selective surface manipulation cellulose nanofibers could be successfully implemented for water remediation , 50 and noted that the behavior can aid in developing VOC sensors, ultra-low biofouling surfaces. Through selective surface modification and compatible polymerization initiation sites 52 demonstrated efficient access to graft polymer chains, with improvement in tensile strength by 117.4% and glass transition temperature by 10C, at 1wt% loading level of TEMPO-oxidized cellulose nanofibers in PMMA matrix. This work is devoted to experimental studies on NafenTM alumina nanofiber and its effects on the unsaturated polyester (UPE) resin for use as matrix in fiber reinforced polymer matrix composites. Nanoparticle modification of unsaturated polyester (UPE) is less explored field and very few publications showing promising results are not sufficient to completely evaluate the effect of nanofillers on mechanical properties of the UPE. The physical, morphological, thermal, surface area, and mechanical property studies in this work will provide an estimate on characteristics of NafenTM alumina nanofiber for various applications.
Materials and methods
Monocrystalline alumina nanofibers (ANF) synthesized via liquid phase oxidation of molten aluminum 37 acquired from ANF technologies are used as nanofillers in this study. The ANF possess a crystalline γ phase, with individual nanofiber having an approximate diameter of 7–10 nm and length approximately 300–350 nm. It was reported that the ANF possess a surface area of 155 m2/g, with thermal stability of approximately 1100oC. In addition to pristine ANF, ANF surface functionalized with vinyl silane coupling agent are supplied by ANF Technologies.
Unsaturated polyester resin SIL47DA-2949, with 50%w/w styrene and 50% w/w vinyl toluene as reactive diluents, manufactured by Interplastic Corporation with a viscosity of 396 cP is used as the matrix. Benzoyl peroxide (BPO) obtained from Sigma Aldrich is used as curing agent which promote free radical polymerization using heat as a promoter for crosslinking reaction. ANF are dispersed into UPE polymer matrix at concentration levels of 0, 0.25wt%, 0.5wt%, 0.75wt%, and 1wt% for both categories using calendaring approach and commonly referred to as three roll mill dispersion.
Three Roll Mill Dispersion
Three roll mill calendaring approach is used as the main dispersion technique for this study. The apparatus consists of three chrome plated hardened steel rolls that are 80 mm in diameter and an electronic control system to adjust the gap setting between the rollers (Figure 2). The three adjacent cylindrical rolls each turning at different velocities, result in pure shear providing efficient means to de-bundle nanoparticles and enhance dispersion. (a) Three roll mill EXAKT 50I and (b) illustration of dispersion.
Three roll milling was studied by various researchers as a dispersion technique for nano clay, 53 carbon nanofibers, 54 and carbon nanotubes55–57 and evidently reported the use of the technique for excellent debonding and dispersion of nanoparticles in host polymer. The representative image of three roll mill EXAKT 50I and the illustration of dispersion is shown in Figure 2. Dispersion of the alumina nanofibers at required concentration levels into unsaturated polyester resin performed is expected to give enhanced dispersion. Gap settings of 25 μm, 15 μm, and 5 μm, respectively, for three passes worked better for CNF dispersion into epoxy for. 54 Similar gap settings 25 μm, 15 μm, and 5 μm, respectively, for three passes after experimenting with gap settings ranging from 30 μm to 7 μm, provided homogenous dispersion.
Scanning Electron Microscopy and Energy Dispersive Spectroscopy
SEM images were taken of the dry material (UT-AF and VT-ANF) using a FEI Helios NanoLab 400 DualBeam system. ANF sample is fixed onto the material stage using a double-sided copper adhesive tape. The representative images were used to depict the dry ANF characteristics. Additional EDS analysis of dry ANF was carried out to determine the elemental composition and presence of organic particles in a spot mode.
Specific surface area through physisorption analysis
Surface area measurements were made using a Quantachrome NOVAtouch LX gas sorption analyzer with nitrogen gas as adsorbent. Gas adsorption is one of many experimental methods available for surface and pore size characterization The sample mass used was approximately 150 mg for UT-ANF and VT-ANF particles. The clumped fibers were first break down in a ball mill with zirconia balls as grinding media for 15min and then degassed at 80oC for 12h prior to measuring the surface areas.
Thermogravimetric analysis
TGA analysis was performed using Discovery SDT650 simultaneous DSC/TGA system from TA instruments using a sample mass between 7 and 10 mg. The dry UT-ANF and VT-ANF were analyzed at a constant heating rate of 10oC/min from room temperature to 1000oC in an inert atmosphere containing nitrogen. The thermal stability and crystallinity of UPE resin when modified with UT-ANF and VT-ANF is also studied.
Transmission Electron Microscopy
TEM is a common analytical technique that can provide high resolution images of nanoparticles in polymer. Thin sections of UT-ANF/UPE and VT-ANF/UPE resin in the order of 70 nm were obtained by using Leica Reichert Ultramicrotome with a glass knife at room temperature. The sections are floated onto the 400 mesh copper grids that hold the sample, which were then transferred to JEOL JEM 1200EXII TEM for high resolution imaging. Since, the thin sections of samples limits, the assurance that a representative sample is being imaged, multiple random samples were imaged, and the best ones were selected for the article.
Wettability
Rame-Hart Contact Angle Goniometer is used to measure contact angle to understand wettability changes due to incorporation of UT-ANF and VT-ANF. The ANF modified UPE droplets are carefully dropped on the GPC substrate and with the aid of a telescopic eyepiece angle between resin and substrate is measured. A total of five measurements for each concentration were taken to obtain an average value.
Viscosity
The effects of adding UT-ANF and VT-ANF on the viscosity of the UPE resin were studied using the Thermo Scientific Haake Viscotester. Along with the effects of surface treatment, the loading weight percentage of 0.25wt%, 0.5wt%, 0.75wt%, and 1wt% were also studied and reported as compared to viscosity of neat UPE resin. Fifteen mL of the sample was placed inside the immersion tube and a rotor (coaxial cylinder) was used to measure the shear rate and viscosity. All the samples are tested at room temperature. The shear rate versus shear stress plots were graphed, and viscosity is measured as the slope of the curve.
Fabrication of polymer test coupons
The untreated alumina nanofiber (UT-ANF) modified UPE resin and vinyl treated alumina nanofiber (VT-ANF) modified UPE resin were cast into silicon molds made as per the ASTM standards and were cured in the oven at 80°C for 1h. The cured modified polyester coupons were then post-cured for 3 hours at 110°C in the programmable oven.
Mechanical testing
The static testing on the UT-ANF and VT-ANF modified UPE coupons is performed using UTS electromechanical system. Tensile, flexure and Izod impact tests performed on the UT-ANF/UPE coupons and VT-ANF/UPE coupons. The tensile tests were conducted according to ASTM D638 at a loading rate of 1 mm/min. The ultimate tensile strength (UTS), modulus, and percentage elongation were obtained from this test. Flexure testing was conducted according to the ASTM D790 standard at a loading rate of 0.10 mm/min. Izod impact testing was done according to the ASTM D256 standard and were subjected to a constant energy of 9J, to obtain the impact strength of the polymer coupons. Five samples in each category were characterized.
Results and Discussion
Scanning Electron Microscopy and Energy Dispersive Spectroscopy
The SEM images in Figure 3, show similarity in morphologies, where in the UT-ANF Figure 3(a), showed long, continuous, and smooth surface morphology similar to observations from39,41 and VT-ANF Figure 3(b), showed rough surface morphology of fibers which could have been a result of surface functionalization. The highly aligned fiber bundles could be observed from the SEM images. The comparison of Figure 3(a) and (b) showed no effect on morphology of the ANF even after surface treatment. The continuity of the ANF, proved difficult to determine the specific lengths of the individual fibers, as without dispersion which could alter the fiber lengths, it becomes challenging to distinguish the start and end points of the fibers. However, in the images one can notice the change in inter-fiber distance from UT-ANF to VT-ANF, which could be a result of repulsion forces between adjoining fibers.
46
The EDS spectra for UT-ANF and VT-ANF are shown in Figure 4, and outlines the weight percentages of Al, O, and Si elements. The spectra show obvious unique peaks of aluminum and oxygen. Moreover, the VT-ANF spectra shows a unique peak of silicon, validating the presence of silane coupling agent at 5.2wt%. As from the EDS peaks, the amount of oxygen groups was reduced with the introduction of silane groups, which limits the oxygen bond formation which causes agglomerations.45,46,58 Representative SEM images of dry (a) UT-ANF and (b) VT-ANF. Energy Dispersive Spectroscopy (EDS) spectra and the elemental composition of dry (a) UT-ANF and (b) VT-ANF.

Specific surface area analysis
The characteristics of nanomaterials are significantly affected by how they interact with their surrounding media. For any surface-mediated reaction, a greater surface area to volume ratio will provide greater reactivity per mass of the material.
59
The broad applications of alumina nanoparticles are characterized by their surface properties. In this study, the specific surface area of UT-ANF and VT-ANF were measured to be 111.663 m2/g and 122.279 m2/g, respectively, as observed from the adsorption isotherm. The adsorption–desorption isotherm of the UT-ANF and VT-ANF as shown in Figure 5, revealed that the UT-ANF and VT-ANF exhibited meso-porosity with a pore volume of 1.3002cc/g and 0.55,115 cc/g, respectively. As shown in Figure 5, the adsorption process shows a gradual increase at low pressure, then flattens and as the relative pressure value reaches 1, the adsorption increases which is a characteristic of meso-porous materials.
59
The average pore radius for these UT-ANF and VT-ANF nanofibers are 23.287 nm and 9.014 nm, respectively. The presence of silane group although increased the surface area, significantly decreased the pore radius meaning that the silane functionalization results in extra layer coating of nanofibers, thus effectively decreasing the pore size.
60
The high surface area associated with VT-ANF means providing surface reactivity to ANF which could possibly enhance the dispersion into UPE or in other polymer applications. BET Analysis (a): Absorption-desorption isotherms and (b) Barrett–Joyner–Halenda pore size distribution for UT-ANF and VT-ANF.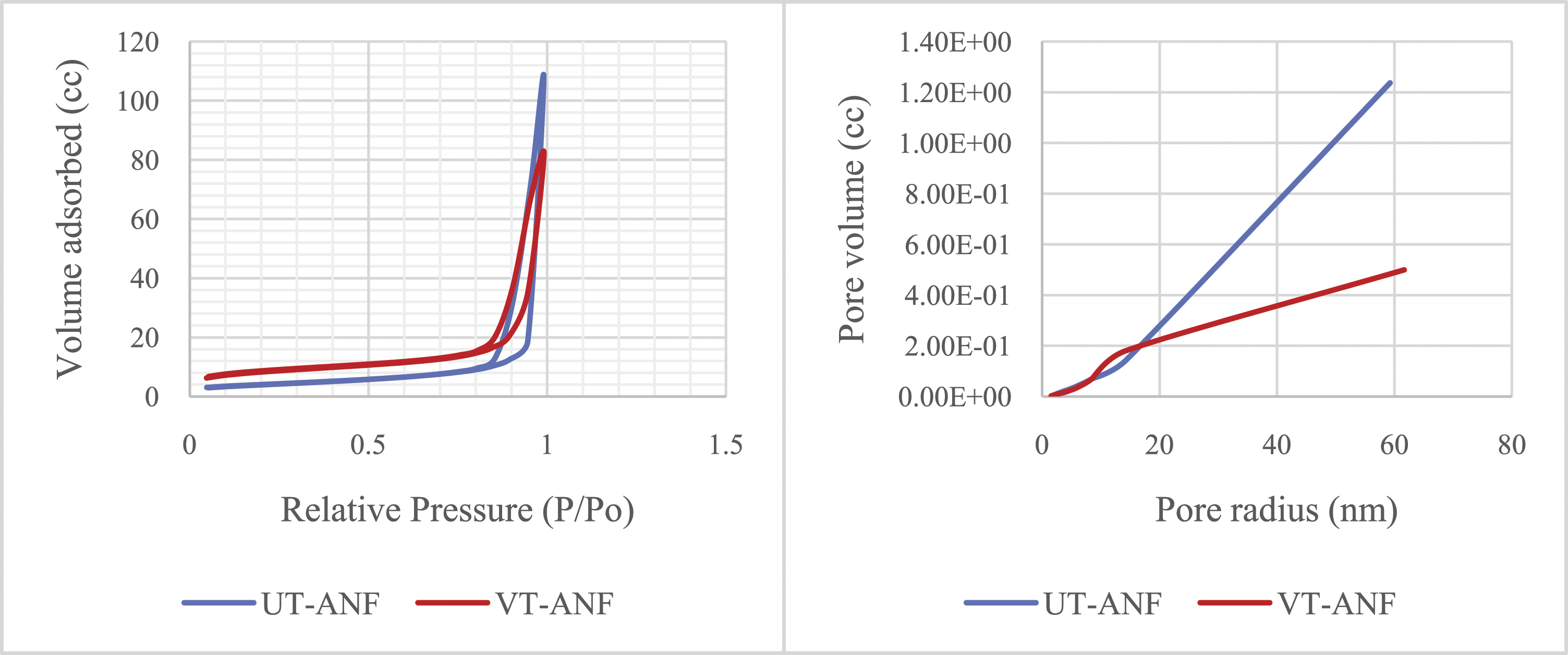
Thermogravimetric Analysis
The TGA curves of UT-ANF and VT-ANF are presented in Figure 6. The first derivative of TGA curve were plotted to detect minute changes in mass loss. The presence of silane coupling agent was verified from the change in slope of curve in the temperature range of 200oC–450oC. It was noted that vinyl-based silane coupling agents have a thermal stability temperature range of 2200C to 360oC.
61
Although UT-ANF experienced a slight weight loss of approximately 7.16%, VT-ANF experienced more than 12.7% weight loss. The 12.7% weight loss of VT-ANF can be attributed to the degradation of silane coupling agent. Although it is possible that no significant amount of mass loss could be observed below 6000C for pure materials, moisture adsorption could affect the TGA curves. The mass loss of 7.16% in UT-ANF fibers can be attributed to moisture adsorbed onto the fibers62,41. TGA and DTGA plot of (a): UT-ANF and (b) VT-ANF.
Further TGA analysis was performed on nine material systems are presented in Figure 7. It was observed that there is a positive contribution of alumina nanofibers as well as surface treatment on thermal decomposition of nanocomposites. From TGA plots, lower onset degradation temperature at 10wt% mass loss, temperature at 50wt% mass loss and temperature at peak loss were extracted and presented in Table 1. Consolidated TGA plots of UT-ANF/UPE and VT-ANF/UPE. Summary of lower onset decomposition, 50wt% decomposition and peak mass loss temperature from TGA analysis.

It was observed that lower onset degradation temperature enhanced with surface treatment of ANF due to promoted bonding which requires higher energies for bond dissociation. Enhanced bond interaction between, nanofillers and polymer surface groups increases bond dissociation energy, thus contributing to higher thermal stability.63,64 The thermal stability of a polymer is often expressed by its Tdec (0.5) (decomposition temperature at which 50wt% mass loss is observed) and plots of thermal stability as a function of ANF/surface treatment are presented in Figure 7. With increasing loading levels of ANF, it was observed that the Tdec (0.5) value increased indicating positive effect of ANF on thermal stability. However, only a 4oC change is observed at 0.5wt% loading level of UT-ANF in UPE, whereas in case of VT-ANF/UPE, Tdec (0.5) increased by 10oC. The efficient interaction of alumina nanofiber with the polyester matrix has resulted in improved thermal stability in both UT-ANF/UPE and VT-ANF/UPE. Silane treatment further enhanced the thermal stability through formation of strong chemical bonds between alumina nanofibers and polyester matrix further increased the thermal stability. The results obtained in this research are in good observance with the behavior noted by. 65
Transmission Electron Microscopy
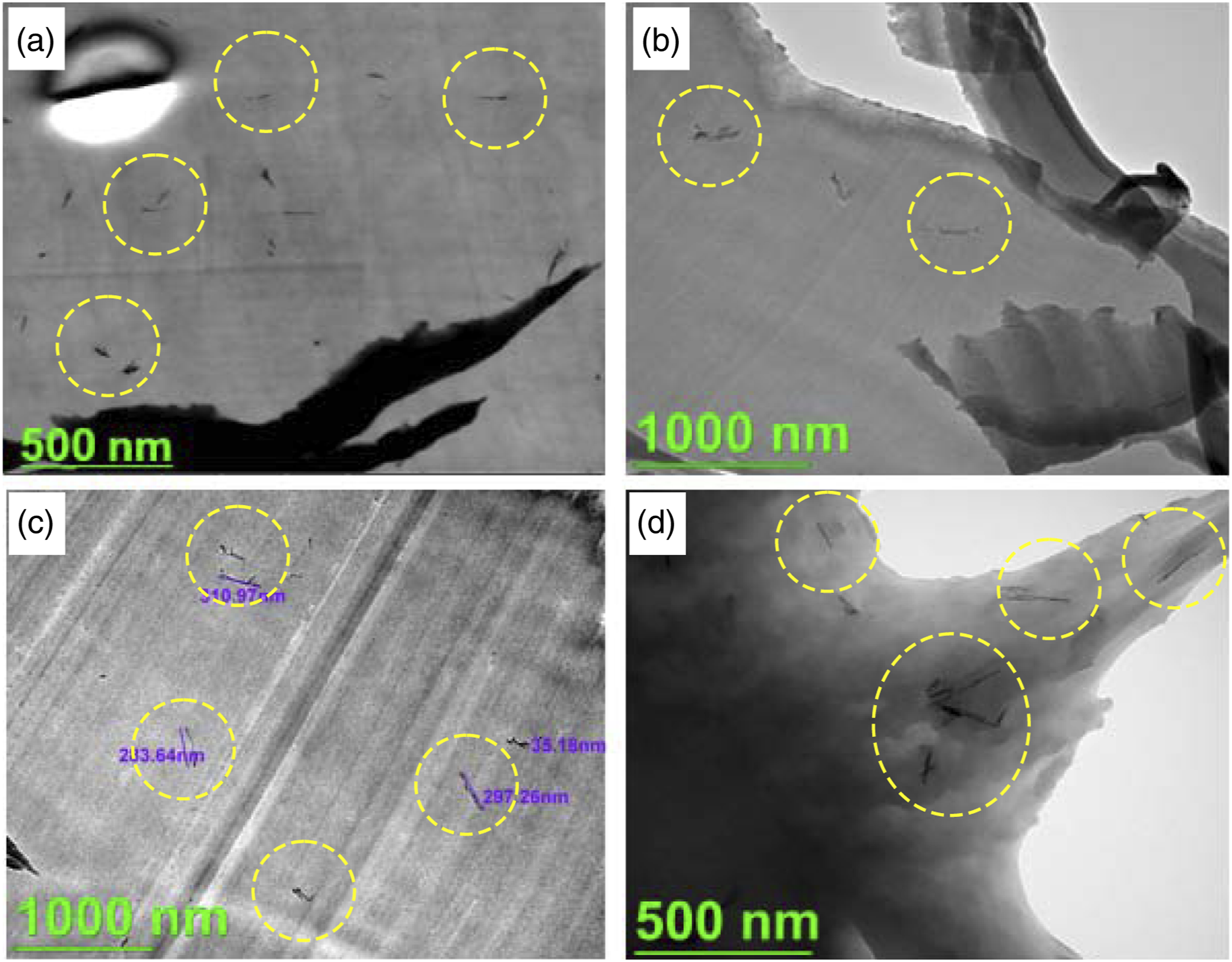
The UT-ANF and VT-ANF in UPE resin revealed fibrous structure, exhibiting smallest diameter. The dispersion was successful in breaking down the long fibers into smaller fibers and the length of individual fiber were in the range of 70 μm–297.26 μm, with an average length of 155.36 μm. The average diameter was measured to be 8.43 nm. The average diameter results are in correlation with observed by41,42 meaning the specific three roll mill dispersion is capable of de-bundling ANF into required range as specified the manufacturer.
The TEM images as shown in Figure 8, revealed agglomeration of UT-ANF in UPE at 1wt% loading level, due to higher van der Waals attractions between individual fibers, whereas a decent quality of dispersion of VT-ANF in UPE at lower loadings. It was observed that ANF were retaining their fiber like morphology even after subjecting to shear forces via three roll milling. Although individual ANF nanoparticles are visible, it is observed that ANF are not completely de-bundled and distributed. Surface functionalization of ANF with VT enhanced the dispersion in the UPE resin even at higher loading levels as evident in Figure 9. The de-bundling and distribution of ANF surface functionalized with silane coupling agent is more profound. The surface of alumina consists of hydroxyl groups that react with silane groups forming Al-O-Si. The silane functional groups, from the silane coupling agent, offer steric hindrance and electrostatic repulsion
66
between fibers and could prevent agglomeration of ANF even at 1wt% loading level as observed in this study. Representative TEM images of UT-ANF/UPE at (a) 0.25wt%, (b) 0.5wt%, (c) 0.75wt% and (d) 1wt% loading levels. Representative TEM images of VT-ANF/UPE at (a) 0.25wt%, (b) 0.5wt%, (c) 0.75wt% and (d) 1wt% loading levels.
In general, surface functionalization of nanofillers renders it compatible with host polymer and enables homogenous dispersion. However, the distribution of nanofillers is very much dependent on the surface functionalization agent used. 61 In this study, it was observed that even after surface functionalization, there exist loosely associated aggregates of VT-ANF in UPE, a similar observation as made by.39,49 In this regard, it is safe to say that the small aggregations are found at higher loading levels even after surface functionalization. Although small associates of VT-ANF are observed, the high surface area of 122 m2/g as observed from BET analysis contributed towards enhanced surface reactivity with the surrounding polymer, thus promoting dispersion.
Wettability
Figure 10 illustrates the relation between contact angle, surface treatment, and the ANF concentration in nano-reinforced polyester resin. A total of five measurements for contact angle were taken to obtain an average value. Essentially contact angle is the most common parameter which indicates the wettability of a surface material in such that, smaller contact angles represent higher wettability. Wettability of fiber nanofiller with polymer and nano-modified polymer with reinforcement indicates bonding characteristics, which in turn determine the efficient stress transfer. No significant change in contact angles was recorded for UT-ANF concentration in UPE. However, it was observed that with the increment in VT-ANF concentrations, the contact angle is decreasing. The higher difference in surface and interface free energy for a nanoparticle, due to higher surface free energy in the nanoparticle can be inferred as a possible explanation for this behavior.67–69 Contact angle (θ) as a function of ANF loading and surface treatment.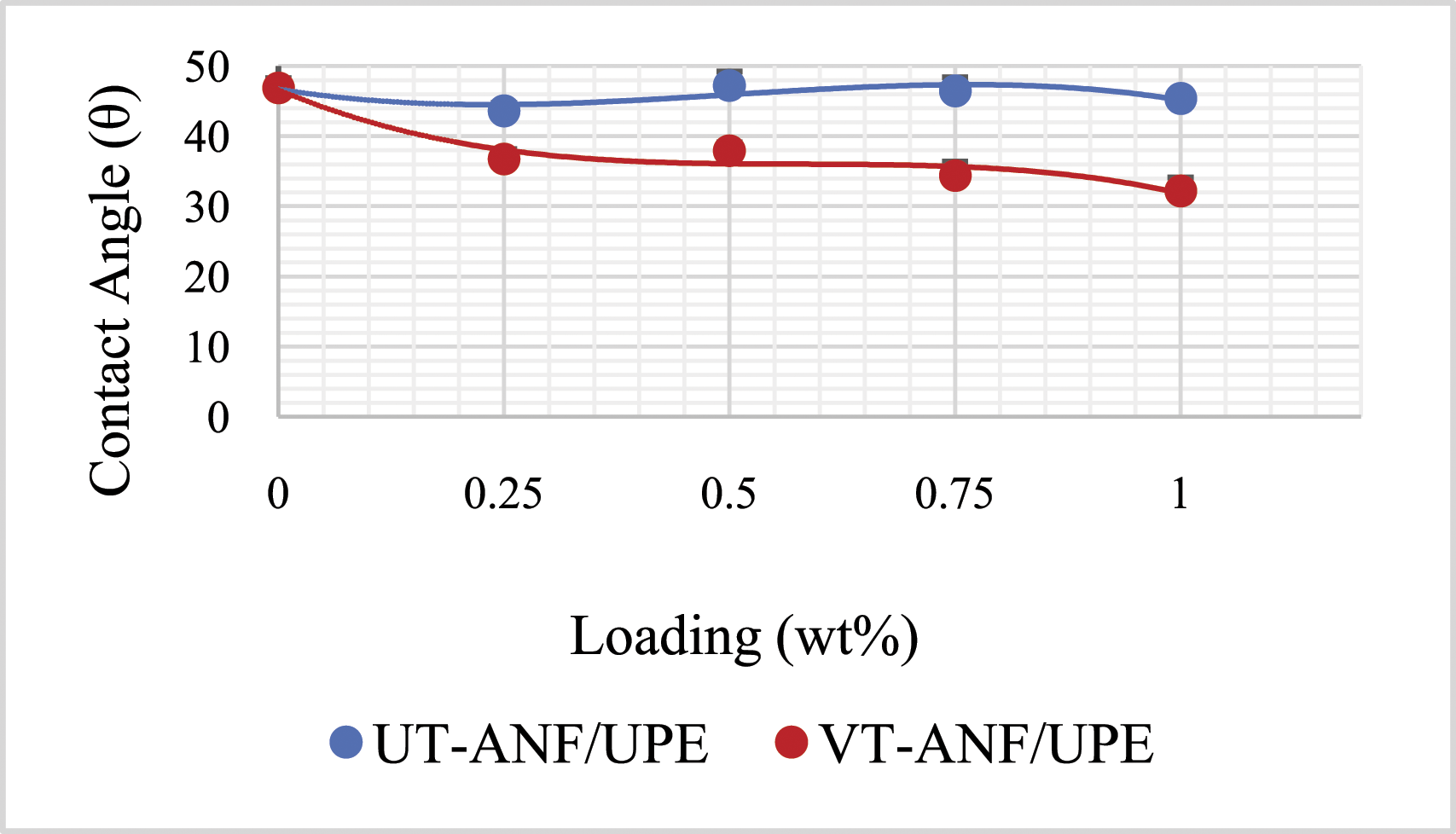
Viscosity
The manufacturing process suitability for advanced composite materials often take into consideration the effects of viscosity of the resin. For vacuum assisted resin transfer molding (VARTM) process, an ideal resin must have a viscosity less than 1000–3000 cp so in order that it can effectively permeate the fiber perform in a reasonable period of time to draw the resin through the entire part. 70 However, in case of hand layup, although gel time is considered for efficient optimization of process, high viscosity of the resin aids in increase of air pockets during the wetting of the fabrics, creating voids and thus compromising the structural properties. Hence, it is ideal to know the effects of loading levels of ANF and the effects of surface functionalization on the viscosity, to deem it beneficial for advanced composite manufacturing.
The shear rate versus shear stress plots are given in Figure 11. The graphs of shear stress versus shear rate showed a linear relation, which means the resin, shows a Newtonian behavior. A look at the plots gives the understanding of change in viscosity with increase in the loading wt% of ANF in UPE resin. The surface treatment of ANF helped in reducing the viscosity of the UPE resin with respect to the as UT-ANF/UPE. It is evident from this plot that with surface modification, the satisfactory viscosity of resin can be achieved and thus processing challenges can be addressed. Table 2 gives an understanding of the viscosity changes with addition of ANF and the effect of surface functionalization on the viscosity. The addition of surface functional groups reduces the attraction among the nanoparticles thus effectively filling the voids between fillers with UPE resin. From the result, a surface treatment of the nanoparticles can help reduce the processing challenges associated with high viscosity. A summary of viscosity of UT-ANF/UPE and VT-ANF/UPE at loading levels of (a) 0.25wt%, (b) 0.5wt%, (c) 0.75wt% and (d) 1wt%. Viscosity values of UT-ANF/UPE and VT-ANF/UPE.

Mechanical properties
Tensile Properties
Figure 12, represent the trend in tensile properties with respect to the loading content and surface functionalization of ANF in UPE. As seen from Figure 12, there is no significant improvement in strength or modulus. The only positive effect was seen at 0.25wt% loading of UT-ANF, where the tensile modulus is enhanced by 23%. The increase in strength and modulus was expected with the use of ANF, as the nanofillers tend to resist deformation during the tensile elongation of the resin. In our study, since the UT-ANF/UPE and VT-ANF/UPE were processed using BPO as an initiator. The exothermic reaction during curing at 180oC might have induced voids in the samples, which acted as stress concentrators and deteriorated the strength and modulus. From the trend observed, no significant improvements were noted from neither the addition of ANF nor with surface treatment of ANF. The load transfer from the resin to ANF starts to occur effectively after the yield stress in which plastic deformation starts to occur, which is attributed to the rise in tensile properties of the nanocomposites. Tensile strength and tensile modulus comparison of UT-ANF/UPE and VT-ANF/UPE w. r.t loading level of ANF.
The tensile strength of the nanocomposite entirely depends on how well the stress transfer takes place between the matrix and nanofiller. The modification of ANF, surely enhanced particle dispersion and strong UPE/ANF interface adhesion for effective stress transfer. However, there was only a marginal increase in the properties from UT-ANF/UPE to VT-ANF/UPE. However, it was noted from previous research studies that tensile modulus is measured at relatively low deformation, which does not allow dilation to cause interface separation. Hence it is safe to say that the interfacial adhesion does not affect the modulus. Interfacial adhesion and crystallinity are two important factors which could directly affect the enhancement in tensile modulus.
It was reported by Meguid et al., that mechanical interlocking phenomenon to efficiently occur, the nanoparticle pores/porosity need to be filled with polymer/resin. The poor matrix infiltration causes polymer to adapt to a strained form modifying structure of polymer and interfaces causing it to easily debond. 71 It was observed from the specific surface area analysis (SSA), that the pore radius decreases with the addition of silane agent, which could be the cause for higher strength of UT-ANF/UPE as compared to VT-ANF/UPE. However, due to the decreased agglomeration at higher loading of VT-ANF in UPE, more volume of matrix became available for interaction with ANF, thus causing the increase in strength as observed at 1wt% loading level of VT-ANF.
Equilibrium toughness calculations as shown in Figure 13, has seen a consistent improvement in VT-ANF/UPE, with an enhancement of 191.89% at 1wt%. This behavior shows that, the surface treatment enhanced the bonding between the matrix and nanofiber, thus increasing the work done on the sample. The repulsion forces by VT along with shearing forces of three roll mill dispersion possibly dealt with efficient de-bundling of ANF, forcing polymer to fill spaces between fibers, thus increasing efficient stress transfer between resin and nanofillers, which in turn positively affected the strain to failure. As observed from the TEM images, since there are aggregates of UT-ANF at 1wt%, the agglomerates acted as failure initiation sites, thus reducing the amount of work done on the sample for complete failure. The trend suggested in our study points towards the improvement in tensile properties at higher loadings. Equilibrium toughness and strain at failure comparison of UT-ANF/UPE and VT-ANF/UPE w. r.t loading level of ANF.
Flexure Properties
The flexure properties as illustrated in Figure 14, shows the effect of ANF in the UPE resin. Due to the unique fiber like morphology, the ANF could deflect the force, thus causing an increase in the properties. The VT treatment of the ANF has proven to be effective in increasing the flexural strength and flexural modulus of the UPE resin. Unlike axial failure testing, three-point bend test allows the nanofiller interaction with resin to assist in increasing deformation. The UT-ANF/UPE resin coupons initially has seen a decrease in their strength values but regained their performance after 0.50wt%. It is well known that increase in flexure strength and flexure modulus would result in higher toughness values, which is a result of the difficulty of crack initiation and propagation within matrix.13,54 The VT increases effective distance between ANF, thus enabling effective filling of resin in between ANF as observed in Figure 9. This in turn increase the volume fraction of ANF available within the sample under test, leading to effective stress transfer between filler and resin, eventually enhancing resultant properties. The high surface area, high aspect ratio results in more contact between the filler and the matrix. Hence, presumably good adhesion and bonding existing between filler and matrix, results in positive reinforcement which caused increase in strength of nanocomposites. A summary of flexure properties of UT-ANF/UPE and VT-ANF/UPE at loading levels of (a) 0.25wt%, (b) 0.5wt%, (c) 0.75wt% and (d) 1wt%.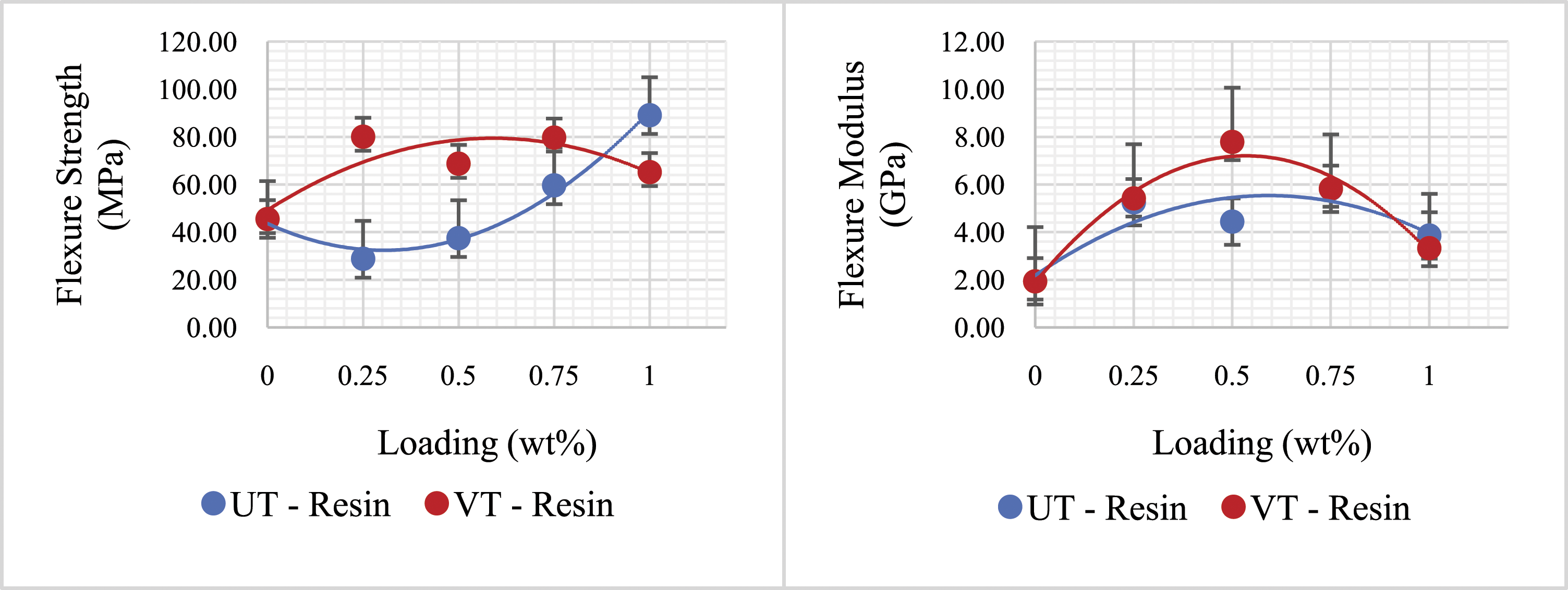
Izod Impact
The Izod impact strength of the UT-ANF/UPE and VT-ANF/UPE coupons are reported in Figure 15. The impact results show a dependence of the loading percentage on the impact energy absorbed by the polymer coupons. The VT-ANF/UPE initially has seen an increase in the energy absorbed at 0.25wt%, but further the energy absorbed drastically decreased. The UT-ANF/UPE has seen mixed results. At 0.25wt% loading level of VT-ANF/UPE the impact toughness of the polymer increased by 60% and the impact strength of UT-ANF/UPE polymer composite is increased by 36.6%. The presence of inorganic particles with large surface areas would alter the local stress state of surrounding matrix, thus altering the polymer chain dynamics in the vicinity of particles.
71
The addition of high strength ceramic nanoparticles into polymer materials lead to enhancement in the stress sites and significantly affect the properties. The negative affect of the silane treatment of alumina nanofibers at higher loading levels on the impact strength of the polyester composites is similar to the observations made by,
65
where the reduction in hydroxyl groups on the surface resulted in less interaction between nanoparticles. A summary of Izod impact of UT-ANF/UPE and VT-ANF/UPE at loading levels of (a) 0.25wt%, (b) 0.5wt%, (c) 0.75wt% and (d) 1wt%.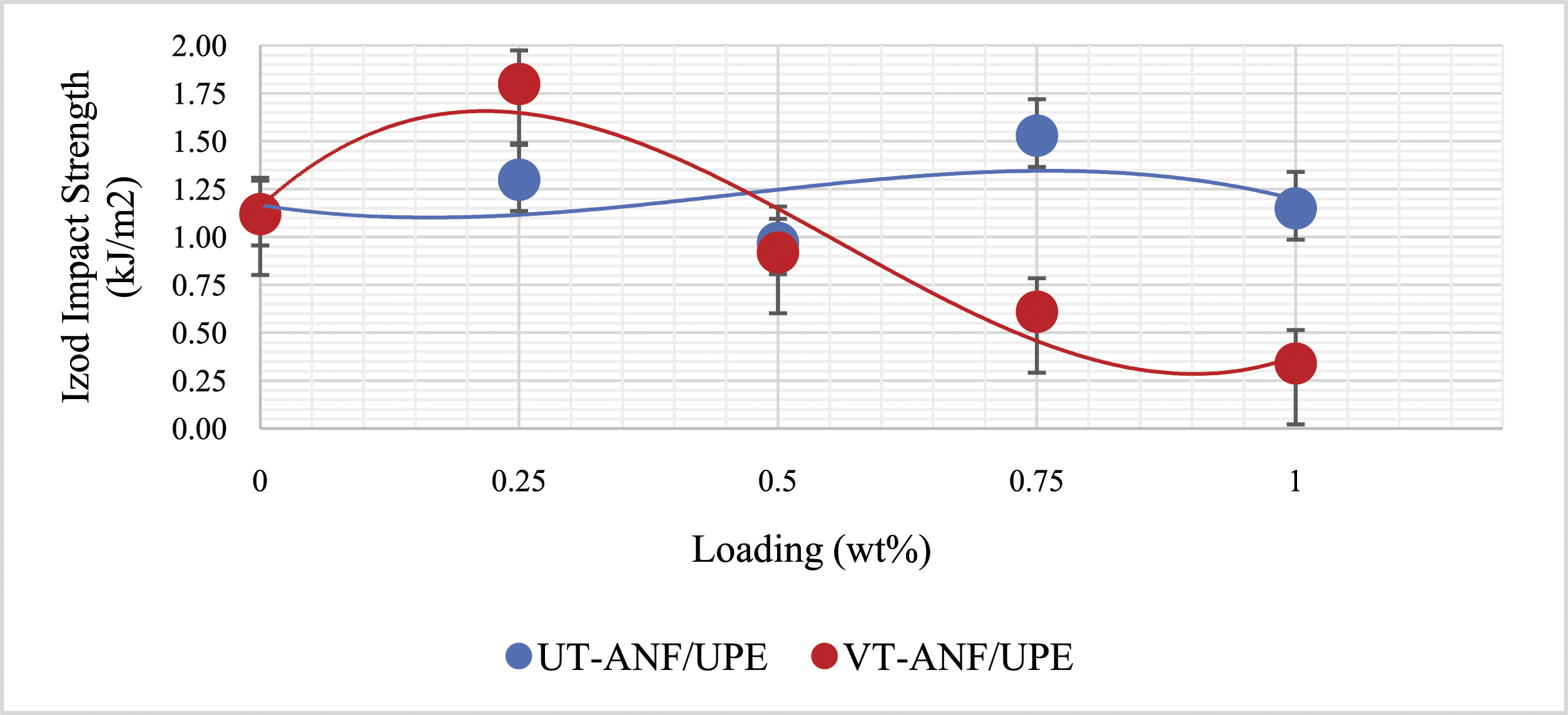
Percentage improvement in mechanical test properties.

Conclusions
It is vital for constituents of composites to have desired interfacial interaction as it highly influences associated properties. Hence silane treatment of Alumina nanofibers and its effects on physical, morphological, mechanical, and thermal properties are studied and compared. The surface area measurements showed an improvement in surface area from 111m2/g to 122m2/g, due to presence of silane functionalization, contributing to enhanced surface reactivity. The silane treatment proved to be effective in reducing the particle-to-particle interaction, thus promoting dispersion as evidence by TEM images. Even though the viscosity increased with addition of alumina nanofibers, the silane treatment proven effective in reduced viscosity which eliminates the manufacturing issues. At 0.25wt% loading level, viscosity rise in VT-ANF/UPE was 58% as opposed to 158% at same loading level of UT-ANF/UPE. Regardless of surface treatment of alumina nanofibers, major of the mechanical properties showed good improvement at 0.25wt% loading level, showing effectiveness of the alumina nanofibers in altering the mechanical properties. The equilibrium toughness, which is an important parameter against deformation, has seen an improvement of 112.2% for 0.25wt% loading level. With surface treatment at 1wt% loading level has seen a maximum improvement of 191.8%. Flexural properties have improved with addition of alumina nanofibers. However, with surface treatment it was observed that 0.25wt% loading level strength improved by 43.3%. Izod impact property for 0.25VT-ANF/UPE has seen maximum improvement by 60.7%. It can be concluded from this study that inclusion of alumina nanofibers has shown high potential of improving mechanical properties. This improvement is more profound with surface treatment of alumina nanofibers at lower loading levels. It is imperative to consider using different silane coupling agents compatible with polyester and alumina nanofibers to evaluate their effects on mechanical properties at reduced viscosity and homogenous dispersion.
Footnotes
Acknowledgments
The authors would like to thank every member of Advanced Composites Laboratory (ACL) Texas State University for their accommodation while running experiments for this research. The authors are grateful to Dr Denis Lizunov, Mr Tim Ferland of ANF Technology for their insights in understanding the challenges in dispersion, Mr David Gerald of Interplastic Corporation for providing Unsaturated Polyester resin for this research. Authors are grateful to Dr Namwon Kim and Dr Emad Jafari Nodoushan for allowing us to conduct viscosity and contact angle measurements in their microsystems and manufacturing laboratory. The authors would like to acknowledge the help of Mr Ruben Villareal for going out of his work hours in troubleshooting the equipment and the ARSC staff for allowing to use and provide adequate training on SEM, TEM equipment.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.