
Abstract
Introduction
At present, the world is facing the dilemma of resource scarcity. To alleviate this urgent problem, it is very important to explore new resources. Together with the environmental protection ideas we advocate, the composite materials of biomass fiber and plastic become scholars’ research topics. 1 –6 Natural fibers are light and renewable; they are low-cost and high-specific strength resources. 7,8 Wood fiber is widely used in China to produce new composite materials. The performance of wood–plastic composites is better than that of materials made from a single raw material. For example, wood and high-density polyethylene (HDPE) boards can achieve the theory of one plus one and two and can meet the current environmental protection theme. In recent years, wood–plastic composite materials have developed rapidly, among which wood fiber. The chemically treated wood fibers were used to fabricate wood fiber–polyurethane composite foams to improve their sound absorption efficiency. 9 Xu et al. used wood fiber to enhance the mechanical property of AAC; the wood fiber was prepared with pine waste using thermomechanical processes and physical–chemical methods. 10 Dimensional reinforced organic polymer materials have been widely used in various production and life in recent years. Nowadays, there are many composite materials of wood fiber-reinforced polyethylene, polypropylene, polyvinyl chloride, and other plastics 11,12 but these traditional plastics can hardly be degraded in nature, which will cause secondary pollution—“White pollution.” Therefore, the combination of biodegradable polymer resin and wood fiber that can solve the above problems from the root cause has become a focus and hot spot of researchers. HDPE has good degradability and the natural microorganisms can decompose waste and finally release it into nature in the form of CO2 and water.
It is well-known that, on the other hand, interfacial bond properties and mechanical properties of the matrix can also significantly influence the tensile strengths of composites. 13 That is, a low interfacial bond promotes large-scale debonding and reduces the load-carrying capacity of the broken fibers. Numerous reasons support this choice: as material source, vegetable fibers are available throughout the world, they are renewable and biodegradable. 14
The HDPE resin replaces the traditional plastic to prepare a new type of wood–plastic composite material, which has become a hot spot in the field of biodegradable composite materials manufacturing at home and abroad. It is widely used in packaging, home appliance material-grade interior decoration, textile, and other fields. However, wood fiber is composed of cellulose, hemicellulose, lignin, and various extracts. It is a nonuniform anisotropic material with interfacial properties. 15 –17
The use of natural fibers as reinforcements in polymer composites has attracted considerable attention during the last few decades. 18 –21 Cellulose fiber-reinforced polymer composites have gained much potential in research for the past few years. 22 –26 It is very complicated, and its main components, cellulose, hemicellulose, and lignin, contain a large number of polar hydroxyl groups and phenolic hydroxyl functional groups, which make the surface exhibit strong chemical polarity, resulting in the interface phase between wood fiber and HDPE matrix. The two phases have a very clear interface, which makes the stress not effectively transfer at the interface, and the mechanical strength and water resistance of the prepared wood fiber/HDPE composite material are significantly reduced, and the overall performance of the material is deteriorated. 27 Therefore, in the process of preparing wood fiber/HDPE composite material, the biggest problem to be solved is how to make the surface of hydrophilic polar wood fiber. The nonpolar HDPE interface of water produces good compatibility between the surface layers of the wood fiber and the surface layer of the HDPE, and the two different materials are compounded together. 28 –32
It is an effective method to treat wood fiber with phosphate treatment. Phosphate treatment does not change the chemical structure of wood fiber, but it can change some physical properties of wood fiber, improve the roughness of wood fiber surface, and increase the wood fiber and HDPE. The effective contact area increases the mechanical adhesion between the wood fiber and the HDPE interface. Therefore, this article is mainly aimed at the research of wood fiber/HDPE composite materials and discusses the effects of phosphate solution concentration on the mechanical properties of composite materials. It aims to provide basic data support and theoretical guidance for the research and application of wood fiber/HDPE degradable composites.
The wood fiber was treated with phosphate solution and then blended with HDPE resin to prepare wood fiber/HDPE degradable composite. The concentration of phosphate solution, phosphate treatment time, and phosphate treatment temperature was discussed. The tensile strength and flexural strength of the composite were discussed.
Experimental
Materials
Wood fiber, 20–80 mesh, Hunan Taohuajiang Wood Technology Co., Ltd., Changsha, China; HDPE, grade A305, weight average molecular weight 120,000, melt index 8–10 g 10 min−1 (170°C, 2.16 kg), density 1.25 g cm−3, Ningbo Global Plastics Co., Ltd, Ningbo, China; phosphate (solid granular), analytical grade, Tianjin Hengxing Chemical Reagent Manufacturing Co., Ltd., Tianjin, China; and glycerin, analytical pure, Sinopharm Chemical Reagent Co., Ltd., Shanghai, China.
Instruments
Electronic balance, DJ-3002, Fuzhou Huazhi Scientific Instrument Co., Ltd., Fuzhou, China; analytical balance, CP214, Ohaus Instrument (Shanghai) Co., Ltd., Shanghai, China; constant temperature water bath, DK-98-IIA, Tianjin Taisite Co., Ltd., Tianjin, China; Blast drying oven, 101-3AB, Tianjin Taisite Co., Ltd.; double roll mill, XK-160, Qingdao Xincheng Yiming Rubber Machinery Co., Ltd., Qingdao, China; strong crusher, PC-300, Hansui Plastic Machinery Co., Ltd. Company, Hansui, China; hot press, QD86107, Suzhou New Xieli Machinery Manufacturing Co., Ltd., Suzhou, China; and electronic universal testing machine, MWD-W10, Jinan Trial Group Co., Ltd, Jinan, China.
Wood fiber phosphate treatment
Wood fiber (150 g, dry basis) was poured into a large beaker with a measuring range of 1000 ml, and an experimentally set concentration of phosphate aqueous solution was added, and the mixture was uniformly stirred with a glass rod and treated at the experimentally set temperature for a certain period of time. Subsequently, the phosphate residual liquid was repeatedly washed with water to neutrality and placed in a blast drying oven to dry to constant weight. The concentration of the phosphate aqueous solution is qualitative. The pH of the treatment is 4.6.
The amount of the fraction is 1, 2, 3, 4, and 5%; the set time of the phosphate treatment is 4, 8, 12, 16, and 20 h; the set temperature of the phosphate treatment is 60°C.
Wood fiber/HDPE composite preparation
Weigh 150 g of phosphate-treated wood fiber (dry basis), add 12% glycerol (60 g) of wood fiber and total mass of HDPE, add 350 g of HDPE resin, mix well, and seal it at room temperature for 12 h; use open double. The mixing temperature is 160°C and the time is about 10–15 min. After cooling, it is crushed to a pellet by a strong crusher and poured into a hot-pressed mold (specification 200 × 120 × 5 mm3), and the surface is even, the stacking height is about 1 mm beyond the mold, and a layer of tin foil paper is attached to the surface and the bottom surface to prevent the material from adhering to the hot-pressed iron plate; the mold is slowly placed in the hot pressing. In the machine, hot pressing is carried out for up to 20min, the hot pressing temperature is 160°C, and the pressure is 10 MPa. Put the hot-pressed composite into the corresponding sealed bag for testing. The original wood fiber/HDPE composite material was prepared by using the original wood fiber without phosphate treatment and HDPE is used as a reference sample, and the ratio, preparation method, and preparation process are the same as the above methods.
SEM observation
The surface morphology of the original wood fiber and phosphate-treated wood fiber was observed by a scanning electron microscope (SEM) of the French FEI company QUANTA 200 (Lyon, France). The wood fiber was directly sprayed with gold and the morphology was observed under an electron microscope.
AFM analysis
Atomic force microscopy (AFM) can be used to observe the nanometer scale fiber surface, a single PBO fiber is fixed on a glass slide with double-sided tape and placed on the test bench, and the fiber surface morphology is scanned and analyzed using the tap mode to obtain the three-dimensional morphology of the fiber surface. In the figure, the scanning range is 4 × 4 µm2.
Fourier transform infrared analysis
The chemical component of the banana fiber, banana fibril, and chemically treated banana fibril were analyzed using Bruker Fourier transform infrared analysis (Bruker, German). The potassium bromide (KBr) pellet method was used for the preparation of the samples. A total of 1 mg of the finely ground sample was mixed with about 100 g of the dried KBr powder within a sample set. A pressure of 69–103 MPa was applied to yield a transparent disk.
XPS analysis
X-ray photoelectron spectroscopy (XPS) measurement of the wood fiber was performed with an Electron Spectroscopy for Chemical Analysis System (PHI 5700, Physical Electronics Instruments, Chanhassen, Minnesota, USA), with the AlKa source operating at 1486.6 eV. The spot size of the analyzer was 250 µm2 and the pass energy from the wide scan to the narrow span was 187.85–29.35 eV. The wood fiber was mounted onto a stainless steel stub using a Mo mask and the take-off angle was set to 45.
Mechanical properties test
The tensile strength of wood fiber/HDPE composites was tested according to the standard GB/T10405-2008 (plastic tensile performance test: the crosshead speed of the testing machine is 5 mm min−1). The test piece specifications were 80 × 10 × 5 mm3, the tensile speed was 5 mm min−1, and the test pitch was 60 mm. The bending strength of wood fiber/HDPE composite material is referred to GB/T9341-2008 (measurement of bending property of plastic: the ratio of the support distance of the sample to the thickness of the sample is 5:1; the indenter radius of the testing machine is 2 mm, and the loading speed is 1 mm min−1), and the specification of test piece is 120 × 15 × 5 mm3, the distance between the supports is 100 mm, the lowering speed of the indenter is 10 mm min−1. At least five tests were performed under identical production conditions for each composition of composite materials.
Results and discussion
The effect of phosphate concentration on wood fiber surface
In the phosphate treatment process, the phosphate concentration has the greatest influence on the results of such experiments. When the phosphate concentration is different, the treatment effect on wood fibers is inevitably different. The wood fiber was pretreated with phosphate solution and then melt-blended with the HDPE matrix. The tensile strength, flexural strength, and water resistance of wood fiber/HDPE composites treated with different concentrations of phosphate solution were tested, and wood was treated with different phosphate concentration. The surface morphology of the fibers was observed, and the results are shown in Figure 1.

(a) to (d) The surface morphology of the fibers.
It can be seen that the cross-sectional morphology of the treated and untreated wood fiber/HDPE composites has changed significantly. It can be clearly seen from Figure 1(a) that the surface of the untreated fiber is smooth, the fiber is stretched but not broken, and there are obvious cavities in the section; while the treated fiber in Figure 1(b) to (d) has a rough surface, some of the fibers are broken, and the composite section has only a few tiny cracks. This shows that the interface defects of the wood fiber/HDPE composites are reduced or smaller after the treatment, and the interface bonding strength is improved, which is consistent with the results of the macromechanical properties of the composites. 33
Phosphate concentration on mechanical properties
It can be clearly seen from Figure 2 that the tensile strength and flexural strength of the wood fiber/HDPE composite without phosphate treatment are small, being 3.83 and 11.89 MPa, respectively. This is due to the poor compatibility of hydrophilic wood fibers with hydrophobic HDPE matrix. After the wood fiber is treated with phosphate, the tensile strength and bending strength of the composite material are significantly improved. When the concentration of phosphate is 1%, the tensile strength and flexural strength of wood fiber/HDPE composites increase to 5.41 and 12.74 MPa, respectively, and the strength of the composite increases with the increase of phosphate concentration. When the phosphate concentration is increased to 3%, the tensile properties and flexural strength of the composites reach a maximum of 6.47 and 18.03 MPa. On the one hand, the strength of wood fiber itself is an important factor affecting the performance of composite materials, and cellulose is a component of fiber endurance. The effect of the wood fiber on the surface of the plant fiber by the action of the phosphate solution dissolves some impurities such as pectin, lignin, and hemicellulose, thereby increasing the content of cellulose and increasing the strength of the single fiber 34 ; on the other hand, it can be clearly seen from the surface morphology of wood fiber treated with different phosphate concentrations in Figure 5 that the surface roughness of wood fiber treated with phosphate solution is increased, and the effective contact area between wood fiber and HDPE matrix is increased, so that wood fiber and HDPE are improved. The mechanical adhesion of the matrix interface is enhanced; at the same time, the surface polarity of the fiber can be reduced, the polarities of the two phases are similar, thereby improving the bonding performance of the interface and improving the mechanics of the composite. And with the increase of the concentration of phosphate solution, the treatment effect on wood fiber is increased. The tensile and flexural strength of wood fiber/HDPE composite increased with the increase of phosphate solution concentration. However, after the concentration of the phosphate solution exceeds 3%, the tensile strength and the flexural strength of the obtained composite material are rather lowered. The reason for this phenomenon is that although the content of hemicellulose, pectin, and wax on the surface of wood fiber is small when the phosphate concentration is increased, many shapes and sizes of wood fiber surface are treated with 4% and 5% phosphate solution. Groove can be inferred that cellulose is also destroyed by phosphate solution, the dispersion of fiber becomes larger, and obvious gap appears on the surface, which leads to a large decrease in the mechanical properties of the whole fiber, 35 because cellulose is soluble in strong phosphate. 36,37 In addition, sodium ions in the phosphate solution exist as hydrated ions, while hydrated sodium ions and hydroxide ions are randomly paired in a lower concentration phosphate solution, but such molecular structure is too large, and fibers The structure is relatively small, resulting in impervious entry, so that only the swelling between the fibers occurs, and the crystallization zone, which determines the mechanical properties of the fiber, is not broken by the phosphate solution, so the cellulose damage rate is low. As the mass fraction of phosphate increases, the proportion of water molecules decreases, and the hydration rate of sodium ions decreases. The molecular structure of hydrated ions gradually shrinks, the easier it is to penetrate into the fibril structure, and the swelling of the fibers becomes more and more obvious. It is easily decomposed by phosphate solution. When the concentration of phosphate solution is too large, the crystal structure of wood fiber is destroyed, and as the concentration of phosphate solution increases, the degree of damage of wood fiber crystal structure further increases. This makes the tensile strength of the wood fiber/HDPE composites more than 3% in the phosphate solution concentration, showing a gradual decrease.
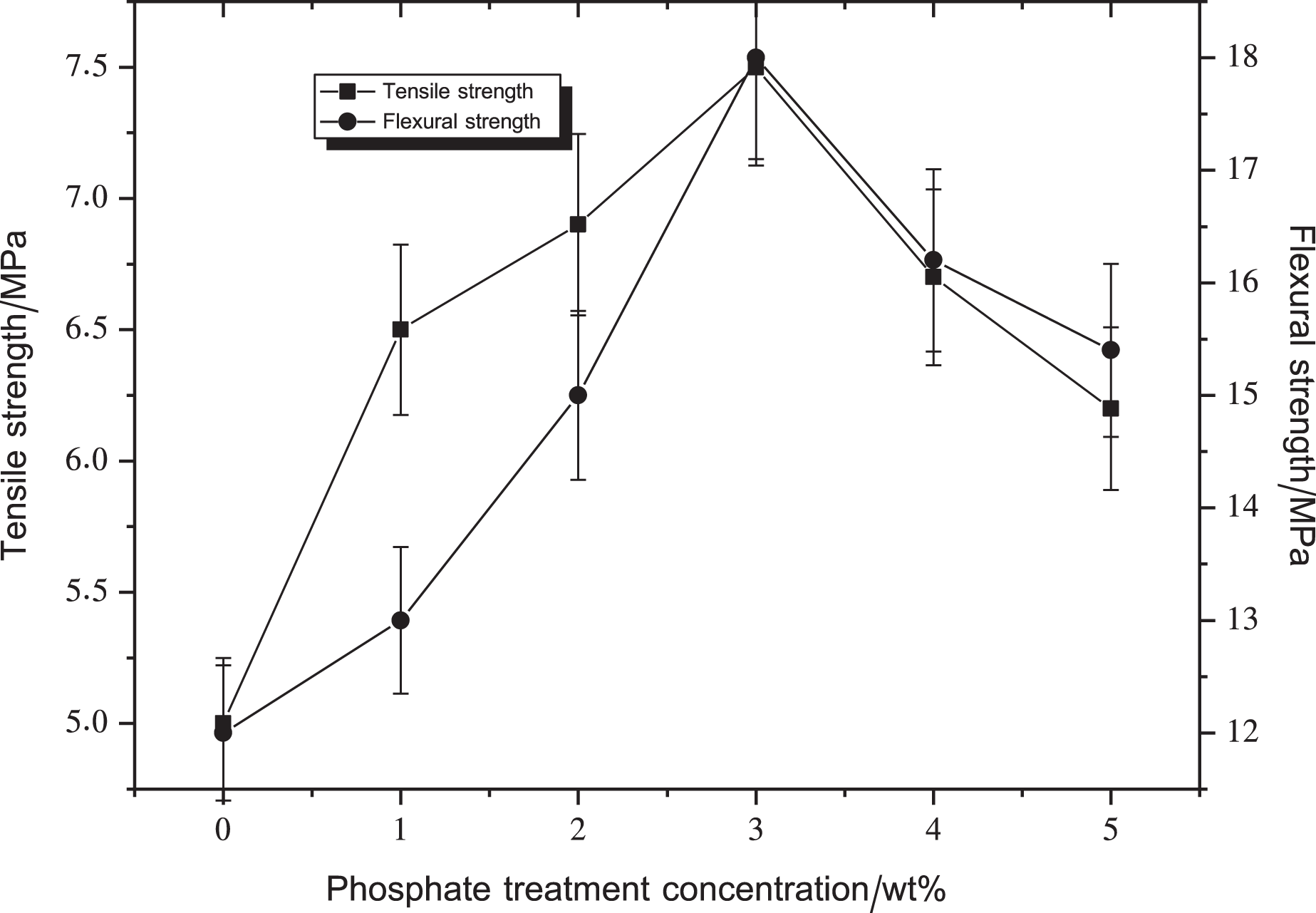
The tensile strength and flexural strength of the wood fiber/HDPE composite. HDPE: high-density polyethylene.
The hydrophilic impurities such as cellulose have the best removal effect; on the other hand, after removing these substances, the fiber dispersion degree and degree of orientation can be increased, so that polylactic acid and wood fiber can have sufficient area to uniformly bond, and the interface bonding force can be increased. However, when the phosphate concentration exceeds 3%, the water absorption of the wood fiber/HDPE composite begins to increase again. This is because the cellulose structure is broken due to the increase in the concentration of phosphate, the gap between the fibers is increased, and the water is more likely to penetrate.
Correlating the experimental tensile properties of wood fiber-reinforced HDPE with theoretical values, calculated by various theoretical models. 38 It was found that some of the models show a good agreement with experimental values.
Effect of phosphate treatment time on properties of wood fiber/HDPE composites
When the phosphate treatment time is different, the treatment effect on wood fiber is inevitably different. To investigate the effect of phosphate treatment time on the properties of wood fiber/HDPE composites, the experiment used phosphate concentration of 3%, phosphate treatment temperature of 20°C, and phosphate treatment time of 4, 8, 12, 16, and 20 h for wood fiber. The tensile strength and flexural strength of the phosphate-treated wood fiber/HDPE composite were tested. The experimental results are shown in Figure 3.

The tensile and flexural strength of the wood fiber/HDPE composite with phosphate treatment time. HDPE: high-density polyethylene.
It has been observed that the incorporation of solid elastic filler into a polymer matrix may increase or decrease the mechanical damping of the polymer. 39 It is apparent from Figure 3 that the tensile strength of the wood fiber/HDPE composite treated with phosphate only and the flexural strength are only 3.83 and 11.89 MPa. After 4 h of phosphate treatment, the tensile strength and flexural strength of wood fiber/HDPE composites increased significantly, reaching 10.04 and 20.17 MPa, respectively. This is because after the phosphate treatment for 4 h, the impurities such as pectin, lignin, and hemicellulose on the surface of the wood fiber were partially removed, the surface roughness of the wood fiber was increased, and the degree of destruction of the cellulose by the phosphate solution was very small, and the strength was strong. The loss is small. However, the tensile strength and bending strength of wood fiber/HDPE composites gradually decreased after phosphate treatment time exceeded 4 h. From 10.04 and 20.17 MPa at 4 h of phosphate treatment time to 5.09 and 11.37 MPa at 20 h of phosphate treatment time. This is because the phosphate treatment time is too long, the degree of destruction of cellulose molecules and the degree of destruction of the crystal structure are gradually increased, resulting in a decrease in the strength of the cellulose itself. The design of this article is not reasonable, and the phosphate treatment time range should be reduced in the later stage for testing.
Fracture mechanism
The tensile fractography of HDPE composites is shown in Figure 4a and b, respectively. The treating agent on the split surface of the composite material is substantially spherical and the base resin is smooth, and the spherical surface is smooth. The above two SEM images show that the original surface treatment agent in the fiber has poor compatibility with the resin, which is mainly because the original surface treatment agent in the fiber has different curing mechanism from the resin, and the two are not completely compatible during the curing process. The pulling out of fiber is the main failure mechanism of tensile.

The tensile fractography of wood fiber/HDPE composites: (a) untreated and (b) treated. HDPE: high-density polyethylene.
These voids promote better mechanical anchorage between the fiber and rubber matrix. 39,40 Fiber breakage and short fiber pull out are also observed. This is responsible for the decline of fracture resistance. 41 The presence of the agent acts as an interface barrier between the resin and the fiber, so that the adhesion between the resin and the fiber surface treatment agent is poor so that the wood fiber composite material prepared before the acetone extraction is prone to fiber extraction and in-plane delamination. Figure 4 shows that there are many jagged fractures in the resin cracked section and many pits appear, which are mainly related to the morphology of the wood fiber surface after acetone extraction. The removal of the surface treatment agent increases the surface roughness of the wood fiber, increases the contact area with the resin, and further improves the bonding ability of the wood fiber to the HDPE resin. The interface shear failure is the main features in the fracture surface.
XPS analysis
The surface chemical composition of the two wood fibers was tested using XPS. The results are shown in Figure 5. The types and contents of carbon fiber surface elements are listed in Table 1. There are carbon, oxygen, nitrogen, and silicon on the surface of carbon fiber. The main elements are carbon and oxygen. The presence of active groups on the surface of the carbon fiber makes the carbon fiber hydrophilic and improves the wetting properties of water and resin. According to the theory of chemical bonding, active groups can undergo various chemical interactions (polar interactions, hydrogen bonding, or covalent bonding) with the functional groups of the resin itself, forming a good interface. It is generally believed that the chemically active groups on the surface of carbon fibers mainly include hydroxyl groups, carboxyl groups, and epoxy groups. The chemical activity on the surface of carbon fibers is closely related to the concentration of these active groups. The higher the carbon–oxygen (O/C) ratio, the greater the surface activity of the carbon fiber and the more favorable it is to interact with the resin.

(a) and (b) X-ray photoelectron spectroscopy.
Element analysis of wood fiber before and after modification.

It can be seen from Table 1 that the O/C ratio of carbon fiber is slightly lower, and the chemical bond between wood fiber and resin may be slightly lower than that of carbon fiber.
Figure 6 shows the XPS fitting peaks of carbon fiber C1 s elements. As shown in Figure 6, the XPS fitting peak of the carbon fiber C1 s element is obtained according to the XPS peak split theory, and the carbon element content and group distribution on the carbon fiber surface can be calculated. 42,43 The functional groups and their contents contained in the C1 s fitting peak of carbon fiber are presented in Table 2. The carbon atom connected to the O atom belongs to the activated carbon atom and can be obtained from peaks 2 and 3; the carbon atom connected to the C atom or H atom belongs to the inert carbon atom and is obtained from peak 1. It can be seen from Table 2 that the surface of both types of carbon fibers contains active functional groups (–C–OH or –C–OR, and –C=O), and the C1 s peaks are mainly dominated by –C–C or –C–H bonds. The greater the number of activated carbon atoms, the higher the concentration of polar groups on the surface of the carbon fiber, and the more favorable for the fiber to form a stronger secondary bond attraction and chemical bond with the resin matrix. The activated carbon content of carbon fibers is 6.5%, which also shows that the chemical activity of carbon fiber is much lower than that of carbon nanotube -coated carbon fiber. It is generally believed that the polar and chemical bonding effects caused by the surface-active groups of the fiber and the mechanical meshing effects caused by the surface roughness of the fiber have a large contribution to the interface between the fiber and the resin as shown in Figure 7 and Table 3. Therefore, the strength of the interface between the fiber and the resin matrix can be further demonstrated by the mechanical properties of the composite material.

(a) and (b) The XPS fitting peaks of carbon fiber C1 s elements. XPS: X-ray photoelectron spectroscopy.
XPS C1 s curve fitting results of CF.

XPS: X-ray photoelectron spectroscopy; CF: carbon fiber.

(a) and (b) AFM images of the wood fiber surface. AFM: atomic force microscopy.
Surface roughness of wood fiber before and after treatment measured by AFM on flattened images of 4 × 4 µm2.

AFM: atomic force microscopy.
Figure 8 shows the infrared spectrum of wood fiber. The wood fiber treated with phosphate was washed with distilled water until neutral and dried for infrared testing. The functional group changes on the surface of the wood fiber before and after the phosphate treatment were analyzed by infrared spectroscopy. With the increase of phosphate treatment concentration, the characteristic absorption peaks of –OH and C=O were observed at 3446 cm−1 and 1749 cm−1 as shown in the figure. However, the characteristic absorption peaks of –OH and C=O in carbon fiber with low phosphate treatment concentration were not obvious. It can be inferred that the 3 wt% phosphate-treated wood fiber can effectively increase the active groups on the surface of the wood fiber.

The infrared spectrum of wood fiber.
In the spectra of fibrils, we can observe the disappearance of a number of peaks, which indicates the removal of a number of components like hemicellulose, lignin, ester groups, fatty acid groups, and so on. The band at 1730 cm−1, which is characteristic of hemicellulose, is absent in the banana fibril. This is a clear evidence of the removal of hemicellulose during steam explosion. The peak for –(C=O) stretch, carboxylic acid ∼1760–1690, is also disappearing in the spectra. Lignin bands at ∼1650–1250 and ∼1200–900 cm−1 are also not discernible in the spectra. The band at 3400 cm−1 is the characteristic of the hydrogen-bonded –OH stretching. This band can be seen both for the banana fiber and for the banana fibrils. This observation is in agreement with the results obtained from SEM studies. 44
Conclusion
As the phosphate concentration increases, the surface roughness of the wood fiber increases, the strength of the single fiber increases, and the mechanical adhesion to the HDPE is effectively improved; however, when the phosphate concentration is too large, the dispersion of the fiber becomes large, and the surface becomes large. Significant gaps appear and the mechanical properties of the overall fiber decrease. When the concentration of phosphate solution is 3%, the obtained wood fiber/HDPE composite has the best tensile properties, bending properties, and water resistance.
The phosphate treatment time is prolonged, and the surface roughness of wood fiber is gradually increased, but the treatment time is too long, which will lead to the degree of damage of cellulose molecules and the degree of damage of crystal structure. When the phosphate treatment time is 4 h, the obtained wood fiber/HDPE composite has the best tensile properties, bending properties, and water resistance.
As the phosphate treatment temperature increases, the percentage of cellulose in wood fiber increases, and the strength of single fiber increases. However, when the temperature is too high, the density of cellulose molecular chains decreases. When the phosphate treatment temperature is 60°C, the obtained wood fiber/HDPE composite has the best tensile properties, bending properties, and water resistance.
Footnotes
Acknowledgements
“Chenguang Program” supported by Shanghai Education Development Foundation and Shanghai Municipal Education Commission, project number C81CG20S001.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.