
Abstract
Considering the cost in utilization of organic natural filler as an alternative to manmade fiber and mineral inorganic filler-reinforced polymer composite is of great interest. The main reasons for using natural fillers are to reduce the dependence on petroleum-based, nonrenewable resources and are also a smarter use of environment and financial resources. Only limited research works have been done on the mechanical properties, such as tensile, flexural, and impact on particulate organic natural filler-reinforced polymer composite. The effect of particle size, particle loading, and chemical treatment on mechanical properties of organic natural filler-reinforced polymer composites is reviewed and discussed. The results show that a smaller particle size with an aspect ratio higher than its critical value provided better mechanical properties. With the assumption of good adhesion between the particle filler and matrix, mechanical properties increased with volume fraction until it reached its optimum condition or failure. Effective chemical treatments would improve the homogeneity and adhesion of the filler/matrix, thus enhancing the mechanical properties of the composites.
Introduction
Composite materials have been used for thousands of years. Composite consists of two parts: the reinforcing phase and the matrix or binder. The reinforcing phase can be particle, natural, or synthetic fiber while matrix can be polymer, ceramic, or metal. A composite product is different from each of its components and it is often superior to each individual component. Composite materials are used in several aspects, such as automotive, aerospace, leisure, sport, building, plastic, textile, packaging, and oilfield applications. 1,2 The motivation to introduce natural reinforcement to matrix is to reduce the production cost, promote the recyclability and reusability of the waste, and turn it into a value-added product. The addition of reinforcement often enhances the composite’s properties. The advantages of composite materials are lightweight, high strength and stiffness, chemical and temperature resistance, corrosion resistance, durability, design flexibility, low thermal conductivity, high dielectric stability and parts consolidation. In addition, composite contributes a significant reduction in eco-footprint and CO2 emission. 3
In the year 2012, world fiber consumption was estimated up to 83 million metric tons, with 31 million tons of natural fibers (NFs) and 52 million tons of chemical fibers. 4 Yang 5 mentioned that the fiber production in the year 2013 was approximately 85.5 million tons, including 55.8 million of synthetic fibers and 29.7 million tons of NFs. The total production of fiber is estimated to increase 3.7% per annum from the year 2013 to 2025. Bernhard and Elmar 6 reported in 2015 that the global demand for carbon fiber-reinforced plastic composite is about 108,000 tons. The demand is expected to double to 208,000 tons in the year 2020. The polymer market is dominated by commodity plastics with 80% consuming materials based on nonrenewable petroleum resources. 7 The high volume usages of petroleum-based synthetic fiber and polymer matrix in the production of composite have led to the depletion of natural resources and environmental issues, such as pollution, greenhouse effect, and global warming. These consequences have raised the concern on the importance of green technology in restoring our mother nature.
Thus, biocomposite has been introduced. Biocomposite is categorized into partial eco-friendly (bio-fiber-petroleum-based plastic) and ecofriendly as green composite (biofiber-renewable resource-based bioplastic). Green composite refers to biopolymer or bio-derived polymer-reinforced NFs, where these composites are completely biodegradable. Biopolymer is any polymeric chemical manufactured by living organisms, such as protein and polysaccharides, that are biodegradable. Examples of biopolymer are polylactic acid (PLA), polyhydroxybutyrate, and starch. The average annual growth of using bio-based plastic was 38% from 2003 to 2007. The annual growth rate was as high as 48% in Europe within the same period of time. The worldwide capacity of bio-based plastics from 0.36 million metric tons (2007) is expected to rise to 3.45 million metric tons in 2020. 7 There are other types of petroleum-based biodegradable plastic, namely oxo-biodegradable plastic. Oxo-biodegradable plastic is made from polymers containing a small amount of nonheavy metal salts. The salts catalyze and speed up the degradation process so that it degrades abiotically at the end of its useful life in the presence of oxygen faster than ordinary plastic. 8,9 Additionally, the useful life of the product made using oxo-biodegradable plastic can be programmed at manufacture, and it is able to be manufactured by the existing technology and workforce in the factories at no extra cost. This kind of plastic has the same characteristic in comparison to ordinary plastic.
The sources of NFs are renewable agricultural and forestry feedstocks, such as wood, bamboo, agriculture waste, which comprise cellulose, hemicellulose, lignin and aromatics, waxes and other lipids, ash, and water-soluble compounds. 10 NF is biodegradable, lightweight and sustainable, economic viability, low density, enhances energy recovery, abundant, ease of separation, reduced dermal and respiratory irritation, good specific strengths and good specific modulus, low cost, and renewable resources. 11 –15
However, NF has its limitations. The drawbacks are low melting point, poor adhesion and compatibility between fiber and matrix, and high moisture absorption 7,16,17 These have resulted in the decline of its mechanical properties. Therefore, modification of NF can be done by physical method (corona treatment and plasma treatment) and chemical method (silane treatment, alkaline treatment, acetylation, maleated coupling, and enzyme treatment) to increase the adhesion between fiber and matrix and reduce the moisture hydrophilic of NF. 7
The utilization of NF such as wood, jute, kenaf, hemp, sisal, pineapple, rice husk, and others has been proved to improve the mechanical properties of polymer composite. 18,19 Other examples of NFs that can be used as reinforcement are bamboo, spent coffee ground (SCG), wheat, cereal straw, flax straw, corn husk, corn pith, and bagasse to substitute wood fiber in the manufacture of composite nowadays.
Table 1 provides the comparison of NF and glass fiber (GF), whereas Table 2 provides the chemical and physical properties of the cellulose-based fiber and manmade synthetic fiber.
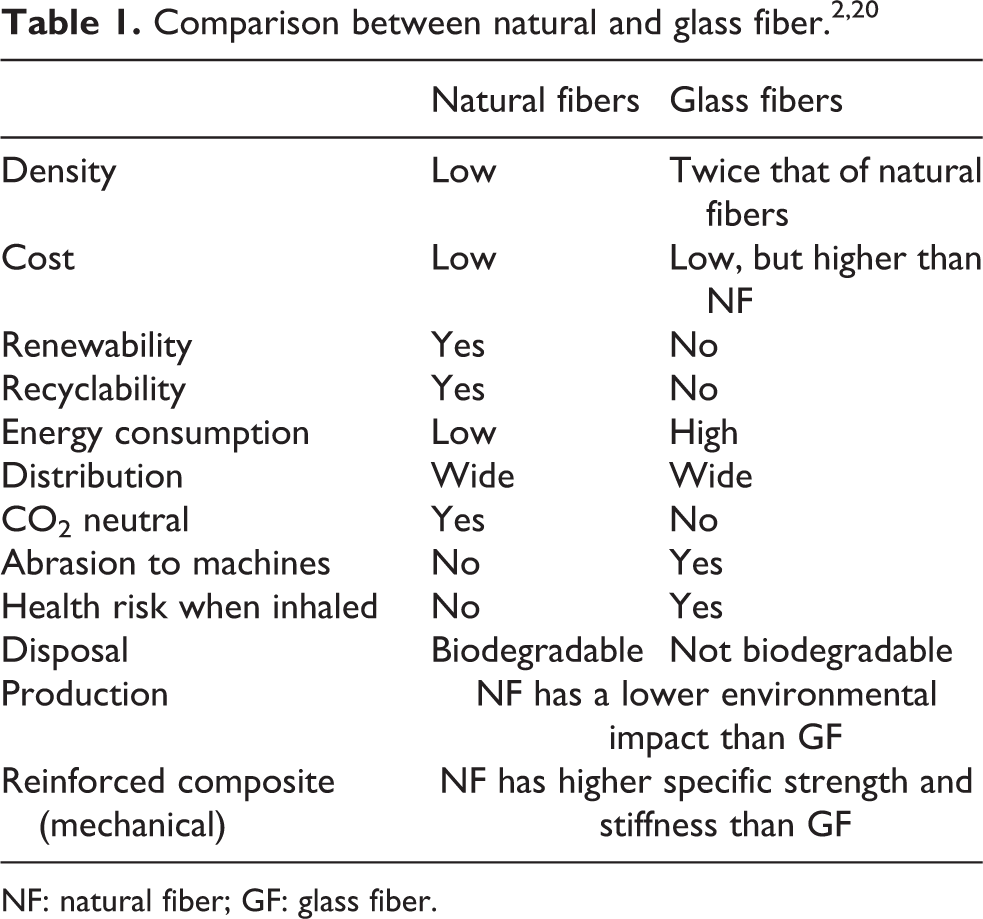
NF: natural fiber; GF: glass fiber.
Chemical and physical properties of cellulose-based natural fiber versus manmade synthetic fiber.

Mechanical properties
The performance of composite can be done by conducting mechanical testing, such as tensile, flexural, impact, compression, shear, fatigue, bearing strength and interlaminar fracture toughness testing. The purpose of conducting mechanical property testing is to identify the highest potential and limitation of certain materials used in fabricating composite.
Tensile testing
Tensile testing is the most commonly used testing method for NF-reinforced polymer composite. Tensile means the capability of a material is being drawn out or stretched. Thus, the test conducted can be used to study the reaction of the specimen to force in tension being applied to it. Properties that are directly measured via a tensile test have ultimate tensile strength, maximum elongation, and reduction in area. 43,44 From these data, the test yields the result concerning Young’s modulus, Poisson’s ratio, yield strength, and strain-hardening characteristics of the specimen. 45 ASTM D3039 methods are used for polymer matrix composite, ASTM D638 for plastic tensile testing, ASTM C297 for sandwich core materials, and ASTM D5766 for open-hole tensile strength of polymer matrix composite laminate testing.
Young’s modulus is also known as tensile modulus or elastic modulus. It is a measure of the stiffness of an elastic material and is a quantity used to characterize materials.
Particle size
As given in Table 3-a, Stark and Rowlands 46 studied the effects of wood fiber (ponderosa pine) characteristics on mechanical properties of wood/polypropylene (PP) composites. The composites were fabricated using twin-screw extrusion and injection molding. Tensile test was conducted according to ASTM D638 (ASTM2000a) with wood flour of particle size (64, 128, 215, and 513 µm) compounded at 40% of weight with PP. The tensile strength increased with decreasing particle size. The tensile strength showed an improvement of 15% (215 µm), 13% (128 µm), 11% (64 µm) compared to 513 µm, 21.7 MPa while tensile modulus showed an improvement of 11% (215 µm), 8% (128 and 64 µm) compared to 513 µm, 3.2 GPa. The aspect ratio (length-to-diameter ratio) of NF used is in the range 3.3–4.5. The highest aspect ratio was 215 µm, resulting in the highest tensile strength and modulus. Based on the result obtained, the aspect ratio showed a greater effect than the particle size. A high aspect ratio was expected as it was an indication of strength properties. It acted to control the fiber dispersion, fiber–matrix adhesion, and optimum performance of the composites. 47 The aspect ratio should be above its critical value to ensure maximum stress transfer between the fiber and matrix before composite failure, as shown in Figure 1. 48 Fiber aspect ratio that was less than its critical value results in insufficient stress transfer to fiber resulting in improper reinforcement, and hence, the fiber acted as fillers only without any other advantages. 47,49,50 However, when the aspect ratio reached its optimum condition, fiber be likely to entangle with one another to form fiber bundles. This contributed to poor dispersion and declined its mechanical properties. Ryu and Lee 51 suggested an aspect ratio of 300 based on their research to be the optimum for fiber-reinforced rubber. Other authors reported the same trend that a higher aspect ratio yielded better mechanical properties. 52,53
A summary of the mechanical properties of composites.

PP: polypropylene; HDPE: high-density polyethylene; R-LDPE: recycled low-density polyethylene; PLA: polylactic acid; PP-g-MA: polypropylene-graft-maleic anhydride; SCG: spent coffee ground; AN: acrylonitrile; AAc: acrylic acid; RS: rice straw; uEPR: unfunctionalized ethylene/propylene copolymer.

Tensile and shear stress variation along fiber length embedded in continuous matrix and subjected to tensile force in fiber direction. 54
Durowaye et al. 55 performed a study of microstructure and mechanical properties of sisal particles (150 and 300 µm) reinforced PP composite (Table 3-b). The sisal powder and the ground PP were blended using two-roll rheomixer followed by compression molding. The tensile testing was done according to ASTM D412 1983. Based on the experiment result, 150 µm showed a higher tensile strength compared to 300 µm. As the particle size decreased, its surface area increased. This was explained by the good dispersion and distribution of the particles in the matrix that resulted in stronger particle–matrix interaction and increased the ability of the particle to restrain gross deformation of the matrix. Maiti and Singh 56 conducted wood flour-reinforced PP composite, and Facca et al. 57,58 studied hardwood-reinforced high-density polyethylene (HDPE) composite showed a similar result.
Rimdusit et al. 59 reported 60 wt% filled PP rubber wood flour composites with different particle size (49, 90, 165, 215, 275, 362, and 512 µm) using a twin-screw extruder rheomix and then injection molding fabrication method. The tensile strength and modulus increased with particle size and reached its optimum at 275 µm. Further increment of particle size led to a decrease in tensile strength and modulus. The tensile moduli of the composites at 275 µm showed 250% higher than neat PP. A similar trend was observed for bamboo sawdust-reinforced polyvinyl chloride composite. 60 This was due to that the surface area to transfer load between matrix and filler of large-sized particle is less than that of the optimum particle size, 275 µm. As the particle size decreased (smaller than 275 µm), the smaller particles had a tendency to agglomerate and formed a bigger particle size. Fillers of larger particle size were having poor wetting with PP macromolecules. Furthermore, small particle size had relatively high surface area, where PP matrix may not be sufficient to fully cover the surface of wood flour. Thus, voids occurred between filler and matrix and contributed to lower Young’s modulus. 61 The authors concluded that the particle size of 200–300 µm improved the mechanical properties the most.
Rozman et al. 62 conducted experiments to determine the mechanical properties of polyethylene-oil palm empty fruit brunch (EFB) composites based on particle size, particle loading, and treatments (Table 3-c). The techniques are employed to fabricate composites using the single screw extruder followed by hot-pressed method. The EFB fibers were divided into three groups of 75–180 µm, 180–270 µm, and 270–500 µm. The capability of irregularly shaped fillers with a low aspect ratio, as in EFB, to support tensile strength transferred from the polymer matrix was significantly reduced. 63 There is a notable increase in the tensile modulus when the particle size of EFB decreased. Finer particles with a larger specific area may impart greater interaction with the polymer matrix and result in uniform filler dispersion in the composite. This indicated the ability of EFB fillers to impart greater stiffness to HDPE composites. Another studiy conducted by Rozman et al. 64 in Table 3-d and Essabir et al. 65 showed a similar trend in the case of mechanical property study of polyethylene-oil palm frond composites.
Particle loading
Youssef et al. 66 studied corn husk fiber-reinforced recycled low-density polyethylene (R-LDPE) composite. The composites were prepared using melt-compounding and compression molding (Table 3-e). These composites were prepared with four different concentrations, namely 5%, 10%, 15%, and 20% of particle size of 125-µm corn husk powder. The tensile strength showed the highest improvement of 44% at 10% particle loading and then slightly decreased from 15% to 20% particle loading with an improvement of 23–25%. The Young’s modulus obtained was with 10% particle loading with an improvement of 64%. The increments of tensile properties were attributed to the flow and film formation of the R-LDPE in the composite structure that enhanced the internal bond strength and composite strength. The internal bond strength was dependent on the density such that increased internal bond will lead to an increase in density and composite strength. 67
Singha et al. 68 reported that the mechanical properties of untreated and modified Grewia optiva fibers (90 µm) reinforced unsaturated polyester matrix-based biocomposites fabricated using a combination of hand layout and compression molding (Table 3-f). For untreated G. optiva fiber, the effect of particle loading (0%, 10%, 20%, 30%, and 40%) was studied. As particle loading increased to 30%, the tensile strength increased and reached an optimum condition with an improvement of 25%. This was due to the enhancement of load transfer between the matrix and fiber interface. However, tensile properties of composites declined due to the agglomeration of fibers. Agglomeration generated flaws and created voids between fiber and matrix, thus diminishing its tensile strength. 69
Anbukarasi and Kalaiselvam 70 researched the effect of fiber volume (30%, 40%, and 50%) on mechanical behavior of luffa (300 µm) reinforced epoxy composites (Table 3-g). The tensile strength of all of the untreated luffa composites was lower than neat epoxy. The tensile strength reached its optimum at 40% particle loading. Further increment in the particle loading results in an insufficient blending of fiber and resin, thus, tensile strength declined.
Another researcher Rozman et al. 62 conducted experiments to determine the mechanical properties of polyethylene-oil palm EFB composites based on particle loading (30%, 40%, 50%, and 60%) (Table 3-c). Tensile strength of the EFB composites decreased gradually while tensile modulus increased significantly with increasing particle loading. The irregular shape of fibers led to the inability of the fibers to support stresses transferred from matrix to fiber. 71 The interfacial adhesion between the fiber and matrix was poor because of the difference in polarity that impedes the stress transfer within the composite. 61,72,73 The increase in Young’s modulus corresponded to more filler, where its intrinsic properties as a rigid agent exhibited high stiffness. 74 Natural lignocellulosic fillers have been found to exhibit higher elastic modulus than polyethylene, PP, and some other polymer materials. 75 Thus, rigidity of its composites increased with the addition of these fillers. A similar trend was shown using PP-reinforced wood flour, 59 palm wood flour with LDPE as matrix, 76 and peanut husk-reinforced poly(butylene adipate-co-terephthalate) composite. 77
Chemical treatment
Anbukarasi and Kalaiselvam 70 studied the effect of chemical treatment on mechanical behavior of untreated and alkaline luffa (300 µm) reinforced epoxy composites (Table 3-g). Alkaline treatment has been conducted by soaking the fibers in 2% NaOH for 1 h at room temperature. In comparison to the untreated luffa fiber, tensile strength improved for every particle loading. Particle loading of 30%, 40%, and 50% increased 10%, 6%, and 15% in tensile strength, respectively. Alkaline treatment is the disruption of hydrogen bonding on the network structure of fiber and thus increases its surface roughness. The treatment removed a certain amount of lignin, wax, and oils covering the external surface of the fiber cell wall, depolymerized cellulose, and exposed the short-length crystallites. 78 Mercerization promoted ionization of hydroxyl group to alkoxide. 79 Thus, provided a better mechanical interlocking, increased amount of cellulose exposed to fiber surface resulted in an increasing number of possible reaction sites. 80
Singha et al. 68 reported the mechanical properties of untreated and modified G. optiva fiber (90 µm) reinforced unsaturated polyester matrix-based biocomposites (Table 3-f). The surface modification of fibers was done by alkali treatment, silane treatment, benzoyl chloride, acrylonitrile (AN), and acrylic acid (AAc) graft polymerization. The tensile strength of composites was the highest when reinforcing with benzoylated fibers followed by G. optiva-g-poly(AN), silanated fibers, G. optiva-g-poly(AAc), mercerized, and raw G. optiva fiber reinforcement. The optimum condition obtained was with particle loading of 30% for all the surface modifications. The tensile strength of treated fiber composites improved 21%, 14%, 12%, 11%, and 10% compared to untreated fiber composites. Benzoylation treatment was attributed to decrease the hydrophilic nature of treated fiber and improved its interaction with the hydrophobic matrix. Benzoylation improved the fiber–matrix adhesion, water resistance, and thermal stability, 81 thus increasing the strength of the composite. Benzoylation increased the hydrophobicity of the fiber compared to silanated and G. optiva-g-poly(AN). 10 Graft copolymerization of AN and AAc initiated free radicals to react with the cellulose molecules by dehydrogenation and oxidation. The activated free radical sites interacted with the monomer of the matrix to enhance the interlocking efficiency at the interface. 16 G. optiva-g-poly(AAc) fiber-reinforced polymer composites exhibited the lowest tensile strength among the treated fibers due to the presence of polar pendants –OH groups on grafted poly(AAc) chains that led to weaker interfacial adhesion between the matrix and fiber. Other researchers reported that AAc enhanced the stress transfer capacity at the interface and thus improved composite properties. 81,82 Rough surface topology of mercerized composites improved adhesive characteristics between the fiber and matrix. Mercerized fiber also increased the effective surface area that resulted in a higher aspect ratio. Silane treatment was used to improve fiber hydrophobicity and fiber–matrix adhesion to yield better mechanical properties. Raj et al. reported a similar trend result. 83 For raw fiber, hydrophilic –OH groups on fiber surface make it less compatible with hydrophobic ultrahigh molecular weight polyethylene (UPE). Therefore, it resulted in poor fiber/matrix adhesion and lower tensile strengths as compared to grafted fiber. The study by Fávaro et al. 84 on rice husk/postconsumer polyethylene composites showed no significance on tensile strength with mercerization and acetylation treatment.
Ishak et al. 85 used coupling agents, 3-aminipropyltrimethoxysilane (APM), 3-aminopropyltriethoxysilane (APE) and compatibilizer, poly(propylene-acrylic acid) (PPAA), and poly(propylene-ethylene-acrylic acid) (PPEAA). The EFB-HDPE composites were fabricated with a particle size of 270–500 µm and particle loading of 40%. With the incorporation of both types of coupling agent and compatibilizer, PPAA yielded no significant effect on the tensile strength. It indicated that the interaction between fiber and matrix was unable to overcome the main problem related with the filler geometry of low aspect ratio. The agglomeration problem of the particle fiber was not overcome using these treatments too. For tensile modulus, the result improved significantly for 1% APM (+52%) and 1% APE (+51%) treatment. The good bonding of the filler/matrix increased the efficiency of the stress transfer from the matrix to the filler phase. Moreover, it owned a stiffer molecular structure of APM with one methoxy group as compared to APE with an ethoxy group. Conversely, using compatibilizer with PPAA failed to show improvement as irregular-shaped filler geometry was the major cause of bonding between filler and matrix.
Wang et al. 86 characterized the interfacial compatibility of PLA and bamboo flour (BF) biocomposites using glycidyl methacrylate (GMA) compatibilizer, PLA-g-GMA treatment (Table 3-h). Compression molding was used to fabricate the composites. Tensile testing was conducted in accordance with IDT ISO 527.2-2:1993. The composites were fabricated using 15% BF (125–180 µm). PLA-g-GMA of 0%, 5%, 10%, 15%, 20%, and 25% was used in treatments. Tensile strength and modulus improved for all of the treated composites. Tensile strength exhibited an improvement of 44% while Young’s modulus presented 135% improvement at 15% concentration PLA-g-GMA. The addition of compatibilizer made the particle dispersed evenly thus improved the interfacial adhesion. Isotropic particle size also helped in enhancing the performance of composite materials. Excessive use of compatibilizer resulted in weaker elastomeric phase that led to deteriorating the mechanical properties of the composites. Compatibilizer used should possess both hydrophobic and hydrophilic characteristics so that it can enhance the bonding between the matrix and fibers in the composites. 87 Altun et al. 88 conducted a study of maleated and GMA functionalized terpolymer as compatibilizer for LDPE wood flour composites. The results of GMA treatment exhibited the same trend as the one discussed above but with little improvement. Hemp/PP composite treated with GMA treatment by Pracella et al. 89 showed improvement in Young’s modulus.
Yao et al. 90 reported the study of rice straw (RS) fiber (900–1200 µm) reinforced HDPE composite by investigating the effect of various compatibilizers, namely, unfunctionalized ethylene/propylene copolymer (uEPR), maleic anhydride-grafted EPR (EPR-g-MA), and PE-g-MA (Table 3-i). The treatments were conducted with a concentration of 1.5%, 2.9%, and 4.3% for each of the compatibilizers. Tensile strength (ASTM D638) improved the most with 4.3% PE-g-MA treatment (+28%), followed by 4.3% EPR-g-MA (+13%) while 4.3% uPER treatment (−2.5%) showed a decrement with respect to unmodified HDPE/RS. Compatibilizer was able to form a covalent link between the anhydride carbonyl and hydroxyl groups of the fiber surface and provided better compatibility and adhesion between the fiber and matrix. 91 The use of PE-g-MA promoted interfacial bonding between hydrophilic RS filler and hydrophobic HDPE matrix. A few authors reported a similar trend. 12,92,93 A common decrease in tensile modulus of composites was observed as the increasing loading of compatibilizer. The reduction of tensile modulus appeared in PE-g-MA content, while the other two EPR systems led to a decrease in tensile modulus if more compatibilizers were used. Tensile modulus is not related to interfacial interaction as tensile strength. 94 Thus, the reduction that appeared in both EPR systems can be associated with the stiffness loss caused by elastomer as one of their essential characteristics.
Flexural testing
Flexural strength is also known as modulus of rupture, bend strength, or fracture strength. It is the ability of a material to withstand bending forces applied perpendicular to its longitudinal axis or stress required to fracture a specimen in a bend test. This test produces tensile stress in the convex side of the specimen and compression stress in the concave side. This creates an area of shear along the midline. To ensure the primary failure that comes from tensile or compression stress, the shear must be minimized while controlling the span-to-depth ratio; the length of the outer span is divided by the height (depth) of the specimen. Flexural modulus or bending modulus is a measure of a particular material strain and potentially deform when load is applied. It is the ratio of stress to strain in flexural deformation. Flexural modulus is used as an indicator for a material’s stiffness when flexed. The flexural modulus of elasticity is calculated from the results of a bend test, giving the slope of the stress–deflection curve. Flexural testing can be done with ASTM D790 and ISO178 for plastic and polymer materials, ASTM D7264 for polymer matrix composite, ASTM D6272 four point-bending, and ASTM C393 for core shear. 95,96
Particle size
Stark and Rowlands 46 reported a 10% and 15% improvement of flexural strength and modulus for 215-µm wood flour composites compared to 513 µm (Table 3-a). The highest aspect ratio of 215-µm wood flour results in higher flexural strength and modulus. Based on the result obtained, the aspect ratio showed a greater effect than the particle size. Higher aspect ratio enhanced stress transfer from the matrix to the fibers. 97 Therefore, improved the mechanical properties. Zaini et al. 98 reported a higher aspect ratio resulted in higher flexural modulus for PP-reinforced oil palm wood flour composite. Other authors 52,99,100 reported the same trend that a higher aspect ratio yields better mechanical properties.
Rozman et al. 62 conducted an experiment using polyethylene and oil palm EFB. Flexural strength and modulus increased with decreasing particle size (75–180 µm, 180–270 µm, and 270–500 µm; Table 3-c). The smaller particles are able to endure higher stress than the ones with larger particle size. EFB composites, with filler size of 75–180 µm, exhibited the least decrement in flexural strength as compared to larger particle size. This was due to the greater interaction and dispersion of the finer EFB particles in the polyethylene matrix. The results showed the smaller particle size exhibited higher toughness than those with bigger particle size. 101 Thus, additional energy is required to break samples with finer particle size.
Rimdusit et al. 59 reported 60 wt% filled PP rubber wood flour composites with different particle size used (49, 90, 165, 215, 275, 362, and 512 µm). Flexural strength and modulus results were having the same trend as tensile properties discussed above. Flexural strength and modulus increased with the use of 49–275 µm particle size. Further increment in particle size led to a decrease in flexural strength and modulus.
Particle loading
Rozman et al. 62 conducted an experiment to determine the mechanical properties of polyethylene-oil palm EFB composites based on particle loading (30%, 40%, 50%, and 60%; Table 3-c). Flexural strength decreased as the particle loading increased. The incompatibility of hydrophilic EFB and hydrophobic polyethylene resulting in weak interface as EFB surface shielded with polar hydroxyl groups consists of cellulose, hemicellulose, and lignin. When particle loading increased, the interface became more incompatible as wetting was decreased further. For flexural modulus, the EFB composites increased as the filler loading increased. The addition of filler is capable to impart a greater stiffness in the composite. 102 While the toughness of the samples decreased with untreated EFB particle loading. A similar trend was shown using palm wood flour with LDPE as matrix, 76 untreated curaua fiber-reinforced bio-polyethylene composites, 103 and oil palm wood fiber PP composites. 98
Singha et al. 68 reported the flexural properties of untreated and modified G. optiva fibers (90 µm) reinforced unsaturated polyester matrix-based biocomposites (Table 3-f). For untreated G. optiva fiber, the effect of particle loading (0%, 10%, 20%, 30%, and 40%) was studied. As particle loading increased, flexural strength increased and exhibited 22% improvement with the use of 30% particle loading. Higher fiber concentration required higher stress to deform while increasing the fiber–matrix adhesion would increase stress transfer between the interphase of fiber–matrix. 104 Similar result was shown by Liew et al. 105
Anbukarasi and Kalaiselvam 70 studied the effect of fiber volume (30%, 40%, and 50%) on flexural behavior of luffa (300 µm) reinforced epoxy composites (Table 3-g). Flexural testing was conducted according to ASTM D790. The flexural strength of all of the untreated luffa particle loading was lower than unfilled epoxy. However, the flexural strength of particle loading 30% and 50 % remained the same, 30 MPa while increased 25% for particle loading of 40%. The decreased flexural strength led to a reduction in bending stress. This was owing to the inhomogeneous filling of reinforcement in matrices that diminished the support to bending stress. The particles debond easily when the composite is subjected to load, which could lead to the formation of large voids. 106
Chemical treatment
Singha et al. 68 reported the mechanical properties of untreated and modified G. optiva fibers (90 µm) reinforced unsaturated polyester matrix-based biocomposites (Table 3-f). Different particle loadings (10%, 20%, 30%, and 40%) were prepared. The surface modifications were done with alkali treatment, silane treatment, benzoyl chloride, and AN/AAc graft polymerization. The flexural strength for the treated fiber-reinforced composites was better than raw fiber-reinforced composite. This could be due to better wetting of grafted particle fiber with UPE matrix compared to raw fiber. The result shown was similar to tensile strength.
Anbukarasi and Kalaiselvam 70 studied the effect of fiber loading (30%, 40%, and 50%) on flexural behavior of untreated and alkaline treated luffa (300 µm) reinforced epoxy composites (Table 3-g). In comparison to untreated luffa fiber composite, flexural strength improved for each of the particle loading. Particle loading of 30%, 40%, and 50% increased the flexural strength 12%, 3%, and 9%, respectively. Although the flexural strength improved with particle loading, it was still lower than the neat epoxy. This may be due to the agglomeration that led to overlap the fiber and the air entrapment in the composite that results in poor stress transfer. Rokbi et al. 107 reported that alfa fiber composite showed improvement in both flexural strength and modulus at 10% NaOH treatment for 24 h. Meanwhile, treatment using 5% NaOH for 48 h contributed to the poor flexural properties because of the decrement of lignin that binds the cellulose fibrils together.
Yao et al. 90 reported that grinded RS fiber (900–1200 µm) reinforced HDPE composite by investigating the effect of various compatibilizers (Table 3-i). The treatments were conducted for 1.5%, 2.9%, and 4.3% each for the compatibilizer uEPR, EPR-g-MA, and PE-g-MA. The flexural strength (ASTM D790) result exhibited the same trend as tensile strength. Flexural strength improved the most with 2.9% PE-g-MA treatment (+32%), followed by 4.3% EPR-g-MA (+20%) and then 2.9% uPER (+4%) compared with unmodified HDPE/RS. The increment of MA content led to higher strength. However, the increment of uEPR content reduced the flexural strength and exhibited a lower flexural strength compared with the control composite. A similar trend was reported by other researchers. 108,109
Garcia-Garcia et al. 110 conducted a study on green composite based on PP matrix and hydrophobized SCG powder (Table 3-j). The composites were prepared with 20 wt% SCG. Hydrophobic treatments with palmitoyl chloride, silanization with (3-glycidyloxypropyl) trimethoxysilane, and maleated copolymer compatibilizer (polypropylene-graft-maleic anhydride (PP-g-MA)) were done. Twin-screw corotating extruder was used for mixing and subsequently subjected to injection molding. The flexural (ISO 178) result for different surface treatments and compatibilizers on mechanical performance was studied. SCG with a particle size of 60–80 µm was used. The particles exhibited poor adhesion with the PP matrix. Aspect ratio greater than 6 enabled a reinforcing effect to yield a positive effect of mechanical properties. 111 The SCG used was having an aspect ratio of less than 2 would be the main reason for the decrease of flexural strength. Alternatively, the flexural modulus was higher for all treatments except hydrophobic treatment with palmitoyl chloride. The small increase of flexural modulus was directly related to a low filler amount, and thus, SCG particles were able to disperse evenly. This result in an overall increment of polymer–particle interaction and the stress concentration phenomena was not strong.
Ishak et al. 85 used coupling agent, APM, APE, and compatibilizer, PPAA, and PPEAA. The EFB-HDPE composites were fabricated with having a particle size of 270–500 µm and particle loading of 40%. Both the flexural strength and modulus improved significantly with APM and APE coupling agent treatments while compatibilizer, PPAA, showed no significant improvement.
GMA-treated wood/styrene composite 112 and GMA-treated rubber wood/styrene composite 113 performed by Devi and Maji showed improvement in both flexural strength and modulus over untreated fiber. Maleated anhydride polypropylene (MAPP) and Oxidized polypropylene (OPP) compatibilizer treatment for wood fiber exhibited a better flexural strength and modulus by Ddiaye and Tidjani. 104 The treatments were meant to improve the dispersion of fiber and interfacial interaction. Besides that, the morphological changes also showed improvement of properties of the fabricated composite.
Impact testing
Impact testing is a method to determine the impact resistance of materials. It is the amount of energy absorbed by a material before it fractures or breaks and with the unit J/m3. Pendulum and drop weight are two types of impact testers. Pendulum impact tester, such as Izod and Charpy, which are mainly for low energy testing, is normally used to test polymer, ceramic, and composite specimens. The second type is drop weight impact tester. A mass is dropped vertically onto a test specimen until it fractures or breaks. A tube or rail is used to guide the falling mass. Drop weight impact tester can be used for both low- and high-energy applications. Impact damage resistance is a vital property for composite materials as they are often used in environments that suffer impact damage. Impact testing can be done according to ASTM D3763, ASTM D7192, ISO 6603, and ISO 7765 for high-speed puncture multiaxial impact (dynatup impact). ASTM256 is used for polymer in Izod impact testing. Charpy uses a three-point bending configuration while Izod uses a cantilevered beam configuration. 114
Particle size
Stark and Rowlands 46 conducted the energy required to cause dynamic failure of wood flour composite using notched and unnotched Izod impact test strength (ASTMD256 and ASTM2000c) (Table 3-a). The energy required for crack propagation was measured with a notched Izod specimen while energy required for crack initiation was determined with an unnotched Izod specimen. Notched impact energy increased with particle size (64–513 µm). It reached optimum condition with 28% enhancement. Meanwhile, unnotched impact energy decreased with particle size. The result showed an improvement of 41%. Poor interface between wood flour/PP initiated crack propagation. Composite made of larger particle sizes had higher critical crack propagation energy as a result of the increase in fracture surface area. 53 On the contrary, unnotched impact energy (minimum energy needed to initiate a crack) decreased with increasing particle size. The stress concentration of wood flour in PP matrix gave sites for crack initiation. The larger the wood flour particle, the larger the stress concentrations along the naturally weak interface of the wood flour and PP. 115 Thus, lower the unnotched impact energy.
Durowaye et al. 55 also reported the same trend of result by comparing the particle size of 150 and 300 µm at volume fraction 0–25% using charpy impact test (notched) (Table 3-b). The highest impact energy was 4.5 J with 10% particle loading. Using the particle size of 300 µm showed a higher impact energy compared to 150 µm with an increment of 58%. A larger size of fibers provided a better absorption and dissipation of impact energy than smaller particles. Other authors reported the same trend of results. 56,98,116 However, the effect of industrial wood particle size on mechanical properties of wood-polyvinyl chloride composites by notched impact test reported the opposite trend of result. 52
Particle loading
Rozman et al. 64 studied the impact properties of polyethylene-oil palm EFB composites based on particle loading (Table 3-c). Impact strength decreased with the increase of particle loading. The existence of particle fibers had reduced the energy-absorbing capabilities of the composites. Poor adhesion or bonding between the reinforcement and matrix formed a weak interfacial region. As a result, it ended in debonding and frictional pull out of fiber bundles and hindered the ductile deformation and mobility of the matrix, thus lowering the ability of the composite system to absorb energy during fracture propagation. A similar trend reported by Yang et al. 69 used rice husk flour-filled PP composite.
Anbukarasi and Kalaiselvam 70 studied the effect of fiber volume fraction (30%, 40%, and 50%) on impact behavior for untreated luffa (300 µm) reinforced epoxy composites (Table 3-g). Impact testing was conducted according to ASTM D256. From the result, the strength of epoxy matrix was better than luffa-reinforced composites. However, the impact strength increased approximately 30% at its optimum condition with 40% particle loading. It was attributed to the existence of weak interfacial interaction between the filler and matrix material for higher filler concentration beyond 40%. Other than that, agglomeration also led to poor stress concentration. Obasi et al. 117 reported a similar result.
Castro et al. 103 performed a study on curaua fiber-reinforced high-density biopolyethylene (HDBPE) composites using compatibilizer, liquid hydroxylated polybutadiene (LHPB). Two fabrication methods were utilized to compound the mixture using an internal mixer followed by thermos-press molding and an intermeshing twin-screw extruder followed by injection molding. The impact (Izod impact notched in accordance to ASTM D256) strength of the composites shows that extrusion and injection molding were better than internal mixing (Haake). The composites prepared were using the particle loading of 5%, 10%, 15%, and 20% fiber. The neat HDBPE had an impact resistance of 234 J/m. The impact strength without the usage of LHPB decreased from particle loading 5–15%, and then increased slightly to 20%. The use of additional 5% of LHPB as compatibilizer in composite fabrication showed a significant increment of impact strength. It improved the adhesion of the interface and resulted in a better load transfer between matrix and fiber, thus forming a sturdier interaction. LHPE is a rubber that has toughening effect as it offered interaction between both the polar group of the LHPE/fibers and the nonpolar chains of the LHPB/HDBPE. Thus, it led to a better dispersion of rubber into the material compared to the LHPB/HDBPE blend. However, the impact strength decreased slightly with particle loading of 15% and 20% with an inclusion of 5% LHPB into each composite. The percentage ratio of LHPB to fiber decreased as the particle loading increased. Consequently, it became more difficult for a larger amount of fiber to disperse well in the mixture. The study showed that a higher impact strength than a commercial HDPE composite reinforced with 30% GF was done by Araujo et al. 118
Chemical treatment
Anbukarasi and Kalaiselvam 70 studied the impact behavior of untreated and alkaline-treated luffa (300 µm) reinforced epoxy composites (Table 3-g). In comparison to untreated luffa fiber, the impact strength improved for every particle loading. Particle loading of 30%, 40%, and 50% increased 30%, 17%, and 55% in impact strength, respectively. Although the impact strength improved with particle loading, it was still lower than the neat epoxy. Alkaline treatment increased the surface roughness of fiber and thus result in a better fiber/matrix adhesion. The discontinuity particle fiber-reinforced epoxy had weakened the material when the homogeneity of the material declined. In comparison to untreated fiber, alkaline-treated fiber also resulted in better dispersion and stress transfer thus led to better impact strength. Obasi et al. 117 reported alkali-treated oil palm press fiber-reinforced epoxy exhibited a similar trend; impact strength improved with increasing particle loading. The treatment of oil palm press fiber improved the compatibility and promoted the ability to dissipate energy during fracture.
Wang et al. 86 characterized the interfacial compatibility of PLA/BF in biocomposites using compatibilizer PLA-g-GMA treatment (Table 3-h). Impact test and unnotched impact samples were prepared according to IDT ISO 180-2000. The composites were prepared with 15% BF (125–180 µm). The PLA-g-GMA 0%, 5%, 10%, 15%, 20%, and 25% were used. The use of 10% and 15% compatibilizer led to an increment of 30% in impact strength. The grafting of PLA-g-GMA was able to develop a closely linked chemical bonding. These bonds enhanced the interface between particle/matrix thus provided better stress transfers. The relatively hard BF initially gained the concentrated stress. The fabricated composites exhibited strong adhesive force. Therefore, fracture of the BF surface occurred near the interfacial layer while the PLA matrix was stretched into fibers. Another research reported the inclusion of the PLA-g-GMA as compatibilizer to cassava pulp/poly(lactic acid)/poly(butylene succinate) blend composites that improved the impact strength. 119
Yao et al. 90 reported the RS fiber (900–1200 µm) reinforced HDPE composite by investigating the effect of various compatibilizers. The Izod impact strength (ASTM D256) improved the most with the use of 4.3% PE-g-MA treatment (+67%), followed by 4.3% EPR-g-MA (+60%) and 4.3% uPER (+48%) with respect to the unmodified HDPE/RS. The introduction of these compatibilizers was to enhance the toughness of the fabricated composite. PE and EPR provided more active functional groups of MA than uEPR, and better bonding strength between matrix and fiber. PE-g-MA offered polar interaction and covalent bond link between carbonyl 120 and hydroxyl groups of the fiber surface and good compatibility with HDPE matrix. 121,122 Thus, it provided better adhesion between filler/matrix and yielded greater energy absorption during impact fracture. 109,123 The elastomers or rubber particles dispersed in the matrix control craze growth, hence, impact strength of the matrix itself is improved with the presence of EPR and PE. 124
Garcia-Garcia et al. 110 conducted charpy impact test in accordance to ISO 179:1993. The decrement of the impact energy was noticeable for all four PP/SCG (PP/SCG) composite formulations with respect to neat PP (Table 3-j). The lack of interaction between PP and untreated SCG stimulated the creation of microcracks that propagated and led to poor results. However, hydrophobized SCG with palmitoyl chloride and PP-g-MA with impact energies of 1.7 and 1.5 J/m2 showed an improvement of 54% and 48% compared to untreated SCG. This was the result of stronger interaction among particle–polymer interface. PP-g-MA acted as a bond between highly hydrophilic SCG particles and hydrophobic PP chain, thus resisting microcrack propagation. Hydrophobic treatments of particle fillers had been used to provide good dispersion and better mechanical properties. Similar research showed that using alkaline and oil extraction treatment had improved both tensile and impact tests compared to untreated micro-SCG. 125,126
Ishak et al. 85 used coupling agents, namely APM, APE, and compatibilizer, PPAA, and PPEAA. The fabrication of EFB-HDPE composites used particle size of 270–500 µm with particle loading of 40%. Impact strength improved significantly for fiber treated with 1% concentration of APM and APE, followed by a stable impact strength for the composite fiber treated with 3% and 5% concentration APM and APE, respectively. Tensile modulus reported the same effect on its impact property. Oppositely, the use of compatibilizer, PPAA, had no noteworthy effect on impact strength. The enhancement of the interfacial bonding between EFB and HDPE using compatibilizer was unable to provide better resistance crack propagation during the fracture process.
Conclusion
The growth in population has led to natural resources being exploited substantially as an alternative to synthetic material. The development and marketing of composite materials manufactured from natural sources have received tremendous attention globally as it has a significant role to reduce the dependence on material from nonrenewable resources, such as petroleum. The use of organic natural filler usually drawn from relatively abundant plants is able to minimize the cost of the fabricated composite as they can generally be obtained at lower price. NFs are indeed renewables, abundant, low cost, and having the potential as the new material to replace synthetic fiber and inorganic mineral filler. Thus, the use of NF is able to contribute to a better environment and financial utilization.
Studies are performed on various experimental results from different researchers using particulate organic filler-reinforced polymer matrix. Based on the reviews done, it is proved that particle size, particle loading, and chemical treatment have a significant influence on the mechanical property results. A summary from this study: Degree of anisotropy (aspect ratio) of the reinforcement (filler) plays an essential role. The higher the aspect ratio at its optimum value, the higher the strength of the composite. The aspect ratio should obtain above its critical value for a better stress transfer, thus giving better mechanical properties. It acts to control fiber dispersion and fiber–matrix adhesion. Theoretically, for a given particulate volume fraction, when the particle size of the filler decreases, the strength of the composite increases. Smaller particle size with higher total surface area would give a more efficient stress transfer, thus giving higher strength. Small particles will lead to good dispersion and strong particle–matrix interaction while the matrix can fully cover the surface of the fillers under optimum particle loading. However, when the particle size of the filler reduces, agglomeration may result in a bigger filler size, generate flaw, and create void. Thus, its outcome is poor mechanical property. Today, there is still no proper principle or theory that can use to predict the changes in controlling the mechanism in varying composition and component features. The reason that NFs may affect by many factors, such as variety, climate, harvest, maturity, retting degree, decortications, disintegration, fiber modification, textile, etc. These factors will affect the quality of the fabricated composites. With the assumption of poor or no adhesion, incorporation of the particle leads to deterioration of strength. In contrast, if it is in perfect adhesion, volume fraction increases, the strength will increase until it reaches its optimum condition or vice versa. Interfacial interaction between hydrophilic filler and hydrophobic matrix is always a vital issue that needs to be addressed. Adhesion strength determines the effectiveness of stress transfer between matrix and fillers. To improve the filler/matrix adhesion, various treatments have been used, such as compatibilizer, coupling agent, and so on. The objective of the treatment is to modify the interfacial adhesion of the particle/matrix, particle/particle, and dispersion of the particles. Several treatments were used to enhance the dispersion of the particles to improve the homogeneity and form a better bonding between filler and matrix. The properties of the composites that undergone effective treatments showed improvement in mechanical properties. From the technical and economical point of view, optimized conditions for several parameters should be investigated for the treated particles to yield good mechanical properties. These parameters react with time, temperature, concentration, and speed. Other than that, treatments made from renewable resources are recommended. Mathematical modeling can often be employed to predict the trend of the properties of the composites. These mathematical models are Guth model, Halpin–Tsai–Nielsen model, Verbeek model, Nielsen model and Nicolais–Narkis model. Theoretical modeling can help to develop a trend with optimized properties of the desired composites in the future.
Overall, the development of organic particulate reinforced composite has remarkably contributed to material innovation research. To promote a complete sustainable environment, organic particulate-reinforced bio-based or recycled polymer matrix composite could be studied and established.
Footnotes
Acknowledgments
The authors gratefully acknowledge University Malaysia Sarawak (UNIMAS) for providing the opportunity and support in this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed the receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by UNIMAS through CDRG grant [F02/CDRG/1823/2019].