
Abstract
In this article, nine groups of laminates were prepared according to the Taguchi L9(33) test array to study the influence of three process parameters, including molding pressure, molding temperature, and holding time on the performance of unidirectional carbon fiber/polyetheretherketone (CF/PEEK) laminates. A differential scanning calorimetry test was employed to select a reasonable process parameters range. The transverse tensile strength of the laminates was measured, and the fiber–matrix interfacial bonding behavior of the tested samples was analyzed by scanning electron microscopy. The results showed that the significance of factors to transverse tensile strength were molding temperature, holding time, and molding pressure in sequence. The optimal molding process parameters for CF/PEEK composite laminate were molding temperature of 400°C, molding pressure of 3 MPa, and holding time of 30 min. The optimization results were meaningful for the extension and application of thermoplastic composites.
Introduction
Thermoplastic composites have been widely used in the aerospace field in recent years because of their numerous advantages over thermosetting composites, such as high-specific strength, stiffness, and impact resistance toughness. 1 –3 Besides, the excellent thermochemical stability of the thermoplastic matrix makes its prepreg almost has no limit in terms of storage environmental factors and time. Only physical changes occur during the molding process, which leads to a shorter forming cycle and better recyclability. 4 So, it has great potential in improving production efficiency and reducing manufacturing cost.
Due to the high melt viscosity of the resin, it is difficult for the thermoplastic matrix to infiltrate the fiber. The molding process relied on high temperature and pressure. To realize the low cost and rapid manufacture of thermoplastic composites, many scholars have studied its molding process. 5 –7 Lessard et al. thought that the parts were better consolidated under higher pressure, and the interlaminar shear strength (ILSS) was improved accordingly. 8 Bernhardsson et al. studied the influence of molding process parameters on the consolidation quality of glass fiber/polypropylene commingled yarn-based composites and believed that temperature was the critical process parameter. 9 McCool et al. found that raising the mold temperature was conducive to improving the bending strength of the carbon fiber/polyphenylene sulfide laminates because the cooling rate was lowered in this way. 10 Xu et al. found that if the materials were held at high temperatures for an excessive time, the polymer matrix would degrade, thus would affect the mechanical properties of the materials. 11 –13 Gao and Kim pointed out that the crystallinity of the polymer matrix was related to the cooling rate. The performance of the material was affected by crystallinity to a large extent. 14 It was not difficult to find that molding temperature and pressure were the two research hot spots, and the majority of them studied the influence of single process parameters. However, it is difficult to establish a reasonable molding process according to a single process parameter, and there is no comprehensive consideration of quality, precision, and efficiency. Therefore, optimizing the molding process parameters systematically is of great significance.
Hence, the aims of this research are to know the effect of the three process parameters, including molding pressure, molding temperature, and holding time to the molding quality of carbon-fiber-reinforced polyetheretherketone (CF/PEEK) composites, and obtain the optimum parameter array in a certain process condition.
Experiments and tests
Materials
The materials used in the experiments were CF/PEEK prepreg produced by Evonik Industries, and the main material parameters are presented in Table 1.
CF/PEEK prepreg parameters.

CF/PEEK: carbon fiber/polyetheretherketone.
Compression molding system
The compression molding system is sketched in Figure 1. The mold is consists of the upper and lower plates, thermal baffle, and an annular heating frame. The pressure is provided by the hydropress. The temperature controller can collect the real-time temperature data of the laminates with a thermocouple during the molding process and control the temperature precisely (±2°C) by turning on or off the annular heating frame. A layer of heat insulation cotton is wrapped around the mold to improve the heating efficiency and ensure the uniformity of the temperature field.

Compression molding system.
Preparation of unidirectional CF/PEEK laminates
To select a reasonable process parameters range, the thermal and crystallization properties of the CF/PEEK prepregs were analyzed by the differential scanning calorimetry (DSC) test. The tests were conducted in an inert atmosphere of argon. The prepreg was heated from room temperature (25°C) to 400°C with the rate of 10°C min−1, then cooled to 100°C with the same rate. As shown in Figure 2, there are melting and crystalline peaks in the heating and cooling process, respectively. The melting range is approximately 328–355°C, and the melting point is at 343.8°C. Therefore, to ensure the full melting and lower matrix’s viscosity, the lowest molding temperature was set at 370°C.
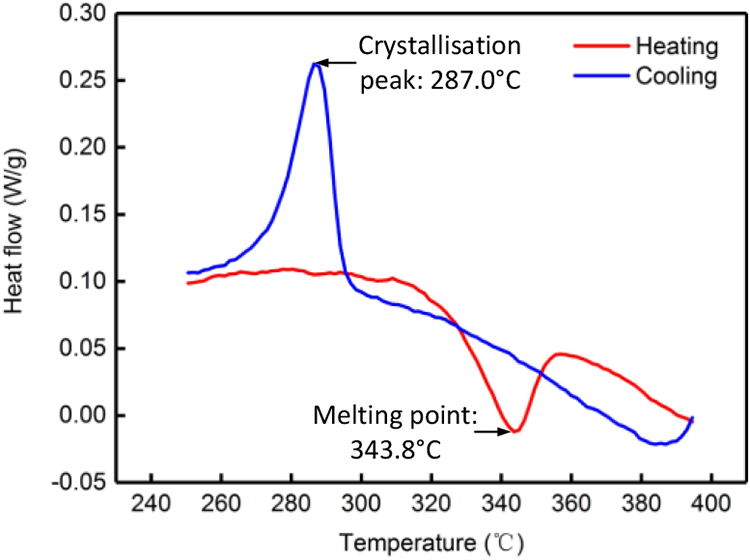
DSC curve of the CF/PEEK prepreg composites. DSC: differential scanning calorimetry; CF/PEEK: carbon fiber/polyetheretherketone.
It is well known that the crystallinity of semicrystalline polymer is related to the cooling rate. 14 The mechanical properties are controlled by the matrix’s crystallinity, a low cooling rate is recommended to ensure excellent performance of the composites, and the molding efficiency would be affected if the cooling rate was selected too low. 15 It can be seen from the DSC curve that the crystallization range is approximately 268–298°C, and the crystallization peak is at 287.0°C. The temperature of the laminates versus time was recorded as the mold was allowed to cool freely to room temperature and the cooling rate was nearly constant (4.2°C min−1) while the temperature dropped from 400°C to 250°C. It was evident that the crystallization occurred in this range. The crystallinity of PEEK was believed to remain at a relatively high level at this cooling rate (4.2°C min−1) according to the study by Chen et al., which eliminated the issue of poor performance caused by low crystallinity. 16 Therefore, all of the laminates were air-cooled freely in this study.
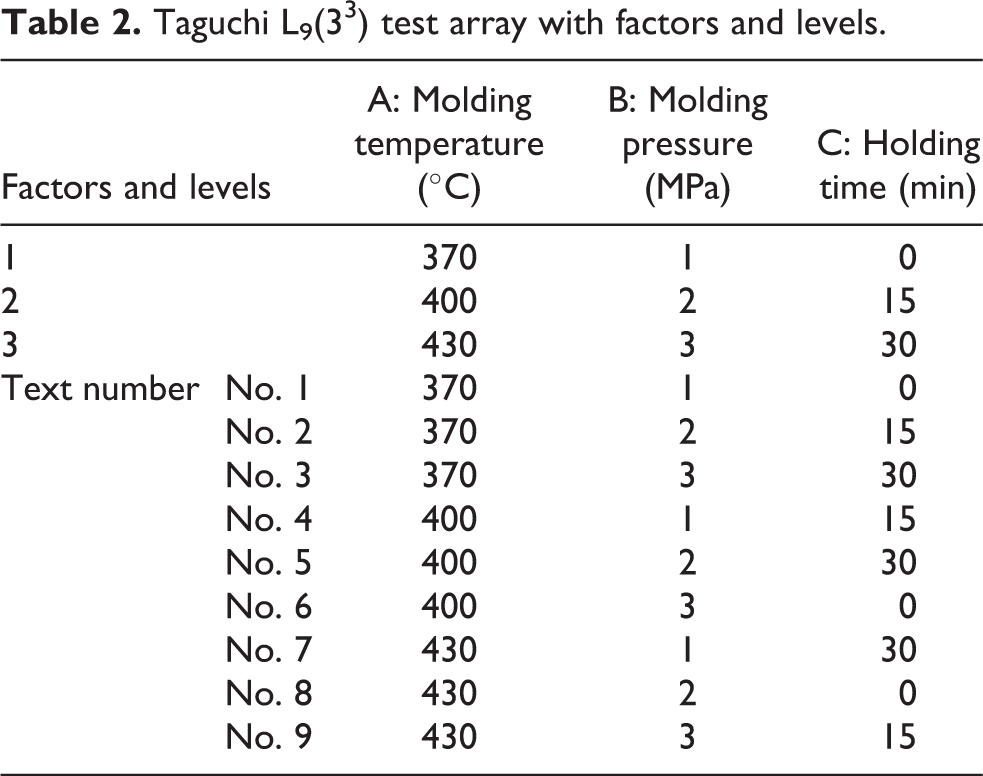
Nine groups of unidirectional CF/PEEK laminates were prepared according to the Taguchi L9(33) test array. The selection of the parameter ranges were based on the preliminary exploration and other empirical conclusions. 17,18 The setting of factors and levels are presented in Table 2. The laminates were fabricated according to the process in Figure 3. Each laminate was molded by 16 plies of prepregs with a unidirectional stacking. First, the laminates were heated from room temperature to molding temperatures (370°C, 400°C, and 430°C) with an average rate of 5°C min−1 and then the molding pressures were adjusted to the set values (1, 2, and 3 MPa) in about 80 s. The laminates were held at the molding temperature for different times (0, 15, and 30 min), and the molding pressures were maintained till the laminates were cooled to room temperature. The designed dimension was 170 mm (length) × 120 mm (width) × 2 mm (thickness), and the final thicknesses were approximately1.7–2.1 mm.
Taguchi L9(33) test array with factors and levels.

CF/PEEK laminates molding process. CF/PEEK: carbon fiber/polyetheretherketone.
Tested methods
The usual mechanical properties index for polymer matrix composites including tensile strength and ILSS. It was found that the main failure modes of unidirectional CF/PEEK laminates were plastic deformation in the ILSS test, that not meet the Chinese standard (JC/T 773-2010), which requires the failure modes must be interlaminar shear. The tensile strength test can be divided into lengthways tensile (along the fiber direction) and transverse tensile (vertical to the fiber direction). The lengthways tensile strength is related to the strength of the carbon fiber to a large extent. In comparison, the failure modes of transverse tensile are resin breakage and fiber–matrix interfacial debonding, which have nothing to do with the strength of carbon fiber. Therefore, the influence of process parameters on the molding quality can be reflected better by the transverse tensile strength and it was selected as the primary characterization method in this study. The tests were conducted according to the Chinese standard (GB/T 3354-2014). The schematic of the transverse tensile test is shown in Figure 4. The laminates were cut to a standard test size of 170 mm(length) × 25 mm(width), and the thickness was the primary dimension of the laminates (1.7–2.1 mm). The CMT5105 test apparatus (Sansi Taijie Co., Ltd., China) was employed, set to an upward loading speed of 1 mm min−1. Five specimens of each group of the process parameters were tested and the transverse tensile strength (σt) values of the tested specimens were calculated according to equation (1). The arithmetic mean value of the five specimens was taken as the transverse tensile strength of each experiment group.

where Pmax is the maximum load (N), w is the specimen width (mm), and h (mm) is the specimen thickness (mm). The transverse tensile elastic modulus Et (MPa) of the samples is calculated according to the following equation:

where l (mm) is the gauge length of the extensometer within the sample working segment, ΔP (N) is the load increment, and Δl (mm) is the deformation increment of the extensometer within the gauge length corresponding to ΔP.

Schematic of transverse tensile strength test.
The thicknesses of laminates were measured to reflect the effect of molding process parameters on the flow–compaction behavior of the material. Considering the symmetry, six points of each laminate (Figure 5) were measured by a vernier caliper. Their arithmetic mean value was taken as the thickness of each laminate.

Thickness measurement position of laminate.
To observe the fiber–matrix interfacial bonding behavior of the materials under different molding process parameters, a scanning electron microscope (model: TESCAN MIRA3 LMU, Czech, Europe) was used.
Results and discussion
Mechanical properties analysis
The influence of molding temperature on the transverse tensile properties of laminates is shown in Figure 6(a). When the molding temperature increased from 370°C to 400°C, the transverse tensile strength grew from 95.13 MPa to 104.68 MPa, increasing 10.0%. According to the viscosity–temperature equation of the liquid (equation (3)), resin’s viscosity decreased with the increase of the temperature within a certain temperature range, which improved the flowability of the resin, the fibers were better infiltrated during the molding process, and the laminates were better consolidated.

where μ∞ is a constant, E is the activation energy absorbed by the resin, and R is the molar gas constant. When the molding temperature increased to 430°C, the transverse tensile strength weakened significantly with a decrease of 14.4%. This may because the properties of the resin were affected by the high temperature, such as viscosity rise and thermal degradation, which led to the weakening of the mechanical properties of resin and the fiber–matrix interfacial bonding strength.

The influence of forming process parameters on the transverse tensile properties: (a) molding temperature, (b) molding pressure, and (c) holding time. Error bounds: standard deviation.
The variation of the tensile property with molding pressure is shown in Figure 6(b). It showed a rising trend, indicating that a higher molding pressure could promote the resin flow. The flow of resin between fibers conforms to the law of Newtonian fluid in porous media. The seepage velocity can be described by the Darcy seepage equation.

where ν is the flow velocity of the resin in the x direction, Sx is the permeability in this direction, and Pr is the resin pressure.
The effect of holding time to tensile properties is shown in Figure 6(c). When the holding time increased from 0 min to 15 min, the transverse tensile strength increased by 9%, extending the holding time to 30 min, the growing rate of transverse tensile strength decreased to 6.3%, this indicates that the extension of the holding time was conducive to the full flow of resin, so that it could infiltrate the fiber better, but the effect decreased with the extension of holding time.
The correlation of molding process parameters, molding thickness, and mechanical properties
The molding thickness and mechanical properties of this nine group of laminates are shown in Figure 7. It can be summarized that molding pressure and holding time have a significant influence on the molding thickness of the laminate. Specifically, molding thickness becomes thinner with the increasing of molding pressure and the extension of holding time. For example, experiments 3, 5, and 9 had a relatively thinner molding thickness (about 1.8 mm) compared with others, in which the molding pressure was no lower than 2 MPa and the holding time was no less than 15 min, whereas the molding thickness of the other experiments was approximately 2 mm.

Relationship between molding thickness and transverse tensile strength. Error bounds: standard deviation.
Globally, the correlation between the laminates’ thickness and mechanical properties can be discussed in two parts. The first part is experiments 1–6 (molding temperature of 370°C or 400°C), the transverse tensile strength is inversely related to the molding thickness, thinner thickness indicates that the resin flowed more fully so that the laminates were better consolidated. 8 The second part is experiments7–9 (molding temperature of 430°C), there is no obvious correlation between the molding thickness and transverse tensile strength, and the test results fluctuate more intense compared with the first part. The literatures 11,19 pointed out that the matrix of CF/PEEK composite would begin to undergo thermal degradation when the composite is fabricated at high temperatures (415–450°C). Hence, the transverse tensile strength is affected by the matrix properties, and the correlation between molding thickness and transverse tensile strength is more accidental in the second stage.
Microscopic analysis
The fiber–matrix interfacial bonding behavior of transverse tensile fracture under different molding temperatures is shown in Figure 8. Generally, the failure mode of the PEEK matrix exhibited ductile behavior, part of the carbon fibers were exposed due to the high viscosity of PEEK at 370°C, so the matrix could not infiltrate the fibers very well, 11 part of the fractures were generated at the fiber–matrix interface due to the low bonding strength. As shown in Figure 8(b), the fibers were fully impregnated by the resin at 400°C, there was no fiber exposed, and the fracture occurred only in the resin. What is more, many resin cusps remained on the surface of the carbon fiber and verified further that there was an excellent interfacial bonding strength. There was no residual cusp on the fiber when the molding temperature was 430°C, indicating that the resin broke directly during the tensile test, and this might because its properties were affected by high temperature.

Fiber–matrix interfacial bonding behavior of different molding temperatures: (a) 370°C, (b) 400°C, and (c) 430°C.
Taguchi analysis
Range analysis is a method that can directly reflect the influence of process parameters on the experimental results. The significance of the factors can be represented by the R-value (the range between the maximum and minimum values of the tested results of a given factor). The analysis results are presented in Table 3. It can be seen that the effects of factors A (molding temperature) and C (holding time) on the transverse tensile strength are more significant. The R-value of factor B (molding pressure) is only 8.09, much smaller than that of factors A and C. This is perhaps because the molding temperature and holding time can affect the resin’s flowability and infiltration to the fiber, while the molding pressure cannot affect the properties of resin itself. It can be concluded from the range analysis that the optimal molding process parameters array is A2B3C3, namely the molding temperature of 400°C, the molding pressure of 3 MPa, and the holding time of 30 min.
Tested results of transverse tensile strength.

Analysis of variance (ANOVA) could analyze the effect of process parameters on the mechanical properties quantitatively, which were achieved by F-value detection. The calculation details were described in the relevant literature. 20,21 The F-value of a given factor represents its significance to the test results. The F-value higher than the critical value(F0.01(2,2) = 99.01, get from the critical value table) indicating that the current factor had a significant effect on the experimental result. The analysis results are presented in Table 4. It can be seen that molding temperature and holding time have a significant influence on the transverse tensile strength. The significance of factors to transverse tensile strength is molding temperature, holding time, and molding pressure in sequence, which is consistent with the results of range analysis. Because within a certain molding pressure range, the resin’s properties and its infiltration to the fiber are more easily affected by the molding temperature and the holding time, and their effect on the molecular motion and viscoelastic behavior of the polymer are equivalent, as per the time-temperature equivalence principle.
ANOVA table for the transverse tensile strength.

ANOVA: analysis of variance.
Verification of optimization results
To verify the optimization results, a laminate was fabricated according to the optimized process parameters (the molding temperature of 400°C, molding pressure of 3 MP, and holding time of 30 min). Its properties were compared with experiment No. 5, which has the maximum transverse tensile strength in the Taguchi L9(33) test array and fabricated with the molding temperature of 400°C, molding pressure 2 MPa, and holding time of 30 min, as shown in Figure 9. The difference between these two groups of parameters was that the molding pressure increased from 2 MPa to 3 MPa, the thickness of the optimized one was further compressed to 1.78 mm, and the transverse tensile strength was slightly increased by 2.91%. According to the ANOVA results, the molding pressure had no significant effect on the transverse tensile strength. The verification experiment was consistent with the optimization results.

Comparison of properties before and after optimization: (a) the best process in the Taguchi L9(33) test array and (b) the optimized process. Error bounds: standard deviation.
Conclusions
The molding process parameters of CF/PEEK composites were optimized based on the Taguchi method, three molding process parameters, molding temperature, molding pressure, and holding time were selected as the experimental factors. The main conclusions are as follows: The transverse tensile strength increased by 10.0% as the molding temperature increased from 370°C to 400°C and decreased by 14.4% as the molding temperature increased to 430°C continually. The transverse tensile strength increased by 15.9% as the holding time increased from 0 min to 30 min. The transverse tensile strength was relatively insensitive to the molding pressure. The significance of the three factors to the molding quality was molding temperature, holding time, and molding pressure in sequence. The optimal molding process parameters of CF/PEEK composites were molding temperature of 400°C, molding pressure of 3 MPa, and holding time of 30 min. By this process, the transverse tensile strength could reach to 111.31 MPa, which increased by 2.91% compared with the maximum value obtained by the orthogonal experiments.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Science Foundation of China (No: 51675538).