
Abstract
Coir is a well-known natural fiber extracted from the husk of a coconut tree. In polymer composite materials, the ultimate performance of coir has been shown using surface modification methods. Among them, sodium hydroxide (NaOH) is a comparative and efficient solution used for surface treatment of lignocellulosic fiber. In contrast to coir, coconut timber, a hardwood that dominates the weight of the coconut tree, has not been appropriately considered for use in polymer composites. Therefore, in this article, coconut trunk particle/unsaturated polyester resin composites were experimentally investigated. As a pioneering study, a large range of NaOH concentrations from 2 wt% to 10 wt% (with an interval of 2 wt%) was utilized to treat the surface of the filler. Finally, 4 wt% alkali solution was found as the best content for surface modification based on the mechanical properties of the composite, including those determined by tensile, flexural, and impact test results.
Introduction
Synthetic fiber-reinforced polymer composites are shown as highly applicable materials in various fields, such as aerospace, naval floating structures, automobiles, construction, sports, and furniture, based on their low cost, low density, high specific strength, high specific stiffness, nonflammability, good chemical and thermal resistance, insensitivity to moisture, and so on. 1 Additionally, natural fibers have emerged as a solution for reducing the reliance on limited natural resources for a few decades. They have been attracting significant attention from researchers, engineers, and scientists due to their moderate mechanical properties and because they are eco-friendly, recyclable, biodegradable, lightweight, low cost, and abundant. 2 –5
The compatibility of many natural fibers, such as jute, hemp, sisal, banana, bamboo, flax, coir, and so on, with polymer, has been broadly investigated. They are not fully compatible with both thermosetting and thermal plastic polymers due to their poorly prepared surface quality and some unexpected chemical compositions. The result of the incompatibility mentioned above is depressed interfacial strength between the fiber and matrix, which leads to lower mechanical properties of the composite materials. Thus, several methods have been found that are based on chemical treatment, with the main goal of enhancing the surface quality of natural fibers. For instance, Li et al. 6 obtained significant success levels according to the explanation of the fundamental chemical reaction between natural fibers and different solutions used for treatment, such as alkali, silane, acetylation, acrylation, benzoylation, maleated coupling agents, isocyanates, permanganate, and others. Indeed, sodium hydroxide (NaOH) has been commonly used to improve the mechanical properties of lignocellulosic fibers. 7 –9 The chemical reaction is shown in equation (1) by Agrawal et al., 10 where the surface could be cleaned with low impurity compounds

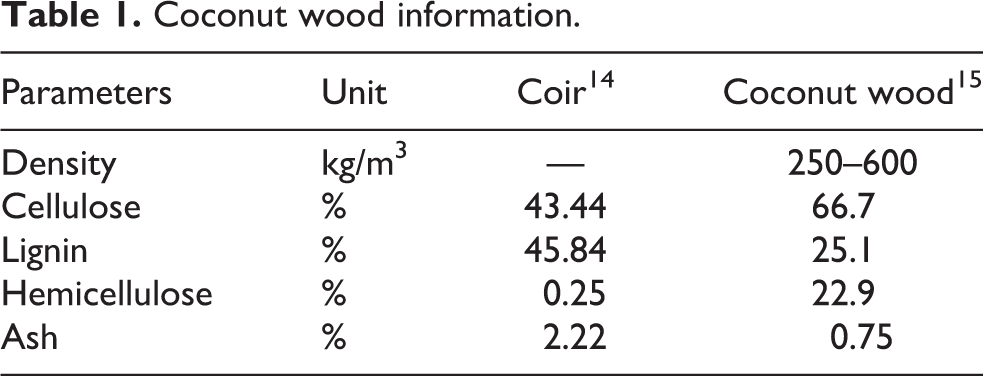
In fact, alkali solutions have shown good influence on the mechanical properties of natural fibers, specifically coir fiber. 7,11 – 13 Interestingly, the coconut trunk occupies a dominant volume of the coconut tree, but it has not been appropriately investigated. Compared to coir fiber, coconut trunk particles also naturally contain a high content of lignin and hemicellulose (Table 1). This means NaOH could be a good candidate for surface treatment of coconut trunk particles. Consequently, in this study, coconut trunk particles were employed as a novel material, and then, a reasonable NaOH concentration used for surface treatment was fundamentally found based on the tensile, flexural, and impact properties of coconut trunk particle-reinforced polyester composites.
Coconut wood information.
Experiment
Materials
Coconut trunk particles (0.2–0.7 mm in diameter) were crushed from a coconut tree that was over 20 years old in Vietnam. Unsaturated polyester resin (EC-304) and methyl ethyl ketone peroxide (MEKP) were provided by Aekyung Chemical Company in South Korea. Alkali solution (NaOH) with 96% solid-state, distilled water, and a release agent was purchased in Vietnam.
Fiber treatment
Solid-state NaOH was diluted by distilled water with five different weight ratios of 2, 4, 6, 8, and 10 wt%. Dried coconut trunk particles were then fully immersed in the prepared solution for a given time of 2 days. Afterward, the coconut trunk particles were taken out and washed by distilled water. Finally, the treated coconut trunk particles were dried at 40°C for 2 h in an oven. As a result, the particles were treated (Figure 1).

Treated coconut trunk particles.
Composite fabrication
The treated coconut trunk particles were mixed with unsaturated polyester resin with a weight ratio of 1:5. Before that, 1 wt% of the hardener MEKP was mixed with polyester. Then, a flat mold was prepared and cleaned using a release agent. Next, 70% of the mixture was cast into the mold for temporary pressing with a force of 200 N. This step ensures the uniformity of the mixture inside the mold. After that, the remaining 30% of the mixture was cast and pressed with a force of 2000 N. The composite plate was cured in the pressed mold at room temperature for 48 h. The mold was opened uniformly to remove the sample, and postcuring was performed by holding the samples in an oven at 80°C for 2 h.
The shapes of tensile (Figure 2(a)), flexural (Figure 2(b)), and impact (Figure 2(c)) specimens were determined following ASTM 638-03 type I, 16 ASTM D790-03, 17 and ASTM D256-04, 18 respectively. Here, the thickness of the tensile and flexural specimens is the same. Thus, the tensile and flexural specimens were fabricated in one plate (3.5 mm thickness, Figure 3(a)) and the impact specimens were fabricated in a separated plate (10 mm thickness, Figure 3(b)).

Configuration of specimens: (a) tensile, (b) flexural, and (c) impact.

Fabricated plates of different thickness: (a) 3.5 mm for tensile and flexural specimens and (b) 10 mm for impact specimens.
Testing
The tensile and flexural tests were performed by an Instron 3366 (10 kN capacity) universal testing machine with a testing speed of 2 and 1 mm/min, respectively. Both tests recorded the load and deflection that were used to calculate the tensile and flexural properties with the following equations.
Tensile strength (σT ) and elastic modulus (E) are as follows


Flexural strength (σf ) and flexural modulus (Ef ) are as follows


Here, P is the load, N, b is the width of the specimen, mm, t is the thickness of the specimen, mm, Δσ is the gradient stress in the elastic region, MPa, Δε is the gradient strain in the elastic region, L is the support span, mm, and m is the slope of the tangent to the initial straight-line portion of the load-deflection curve. A Tinius Olsen Model IT406 (406.75 J capacity) impact machine was used to carry out the impact test with an Izod sample. The absorbed impact energy (Ei ) can be recorded during the test. Thus, impact strength can be calculated as

Here, σi is the impact strength, J/mm2, h is the height of the specimen at the groove, mm, and t is the thickness of the specimen, mm.
Results
Tensile test results
Twenty-five tensile specimens were tested, where each NaOH content involves five specimens. Figure 4 demonstrates the nonmonotonic relation between NaOH concentration with average tensile strength and average elastic modulus of coconut trunk particle/unsaturated polyester resin composites. Therefore, the tensile properties were significantly increased as the alkali solution treatment increased from 2 wt% to 4 wt%, followed by a slight decrease at higher NaOH concentrations up to 10 wt%. From the results in this section, it could be concluded that 4 wt% NaOH is the critical ratio for coconut trunk particle treatment.

Tensile test results.
From the specifications of the manufacturer, we can see that the ultimate tensile strength and elastic modulus of pure polyester are 46.09 and 2158.41 MPa, respectively. Comparing this to the results in Figure 4, we see that the coconut trunk particle/polyester composites have lower tensile properties than pure polymer. According to the rule of mixtures, 1 the tensile properties of coconut trunk particles are predicted to be much smaller than those of pure polyester.
Flexural test results
Like the tensile test, five specimens of each of the five NaOH concentrations were tested with a three-point bending apparatus. Nonmonotonic dependence of the flexural strength on NaOH content was also obtained (Figure 5). The highest flexural strength and modulus also occurred at 4 wt% NaOH. However, the flexural properties were slightly increased from 2 wt% to 4 wt% NaOH and then gradually decreased at higher alkali solution contents, particularly at 10 wt%. The above results imply that NaOH has a higher positive effect on tensile properties than on flexural properties.

Flexural test results.
Impact test results
In general, the impact strength of composites is slightly influenced by the NaOH content used for treatment. In detail, the positive effect of NaOH on the impact strength of coconut filler/polyester composites is obtained at a low solution content up to 4 wt%, but a negative effect of NaOH is presented from 6 wt% to 10 wt% (Figure 6). NaOH (4 wt%) was repeatedly demonstrated as the critical ratio for treatment because of the highest impact strength.

Impact test results.
Discussion
The tensile, flexural, and impact properties of treated coconut filler/polyester composites in this study proved the important role of NaOH. Herein, the mechanical properties were nonmonotonically related to surface treatment solution (NaOH) concentration. From the highest values of all mechanical properties, it can be concluded that NaOH at 4 wt% is the optimum solution content for coconut trunk particle/polyester resin composites.
The role of NaOH in surface treatment for coconut trunk particles is almost the same as that for coir and other natural fibers due to the similarity of their chemical compositions, such as cellulose, lignin, and hemicellulose. Therefore, the increase of mechanical properties at the lower optimum NaOH ratio is originally attributed to the chemical reaction between the alkali solution and fiber, as shown in equation (1), resulting in hydrogen bonds breaking in the network structure. This is followed by mechanical interlocking between the fiber and polymer due to the removal of globular protrusions 7 and the increase of surface roughness. 6 The second achievement from NaOH treatment is the enhancement of cellulose exposure due to removing lignin, wax, and oils on the outside surface of the fiber cell wall. 19 Consequently, the mechanical properties of the treated fiber and matrix could be relatively improved. Meanwhile, the color change from surface morphology and constituent change as measured by Fourier transform infrared spectroscopy, higher wettability, and element distribution change as measured by X-ray photoelectron spectroscopy provided evidence to explain the higher compatibility of the fiber surface after chemical treatment with the removal of hemicellulose and lignin and better contact between the fiber and polymer. 11,20
Interaction between coir fiber and polybutylene succinate (PBS) with and without NaOH treatment was analyzed using scanning electron microscopy image by Nam et al. 9 Several holes due to pullout fiber and the gap between untreated fiber and polymer appeared in the microimage indicates the poor interaction between them. However, the dominant matrix failure mode was observed after sodium treatment means great adhesion of coir fiber and PBS.
From the chemical reaction of the fibers and NaOH, the reduction of the mechanical properties of the composite materials at higher NaOH content could be explained further. Therefore, at a certain soaking time, the excess alkali solution leads to the delignification phenomenon. 6 The lignin component in natural fibers could be removed not only on the fiber surface but also inside the structure. This means the connection of natural composition is interrupted, resulting in a weaker or damaged fiber.
Table 2 provides a comparison with other natural fibers and their hybrid composites. Roughly, the tensile and flexural strength of the 4 wt% NaOH-treated coconut trunk particle composite is almost the same as the results of coir/silk composites with 2 wt% NaOH treatment. 13 Comparing to an untreated coir/epoxy composite, the tensile strength is similar, but flexural strength is much higher, while impact strength is much smaller. 21 However, the tensile and flexural strength of hybrid glass/coir composites are much larger than of the treated coconut trunk particles composite. 7 In more detail, Rout et al. used a very high strength and much longer glass fiber with 2 wt% NaOH-treated coir; Noorunnisa et al. applied a 2-cm fiber length and 50 wt% hybrid fiber-reinforced polyester, while Harish et al. utilized 80 wt% coir-reinforced epoxy. Otherwise, for 20 wt% untreated coir fiber–polyester composites, higher flexural strength was obtained based on higher molding pressure. 12 Combining two particles of coconut shell and rice husk was used to mix with vinyl ester or super vinyl ester. 5 The tensile strength of this composite is approximately two times higher, but flexural strength is over two times lower than coconut trunk particle/polyester. In short, treated coconut trunk particle-reinforced polyester composites possess almost the same mechanical properties as coir and its hybrid composites even though coir fibers could originally have a longer length and be stronger.
Comparison of the mechanical properties of various natural fibers-reinforced polymer composites.

In summary, the optimum NaOH concentration is almost consistent at 4 wt% according to the tensile, flexural, and impact properties of the composite. This ratio is almost matched with the alkali solution used for coir treatment because the chemical compositions in natural fibers are mostly similar. It could be predicted that the mechanical properties of coconut trunk particle-reinforced polyester could be further affected by other factors during alkali treatment, such as soaking time and soaking temperature; the dispersion quality during mixing of the particles and polyester; and the pressing load during fabrication. Then, the NaOH-treated coconut trunk particles could be considered as a competitive natural filler.
Conclusions
The mechanical properties of the coconut trunk particle/unsaturated polyester resin composite material are strongly dependent on the NaOH treatment concentration. With the highest testing results in tensile, flexural, and impact tests, 4 wt% NaOH was found as the optimum alkali treatment ratio for coconut trunk particles. The reason for the nonmonotonic relation of mechanical properties and alkali solution content was discussed. Compared to the coir fiber, coconut powders and their hybrid composite-treated coconut trunk particle/polyester can be further applied as a friendly material for saving a large amount of natural resources.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the 2018 Research Fund of the University of Ulsan.