
Abstract
To solve thickness problem for high-strength aluminum alloy used as plastic mold materials and eliminate oxide film on the surface of aluminum alloy, a new compound casting, namely impact jet solid–liquid compound casting, was developed to fabricate 3A21/7075 aluminum alloy cladding material. Then, optical microscope (OM), electron-backscattered diffraction (EBSD) technique, and transmission electron microscope (TEM) together with energy-dispersive spectrometer (EDS) were used to analyze microstructure of 3A21/7075 aluminum alloy cladding material. The OM and EBSD results showed that the 3A21/7075 aluminum alloy cladding material was composed of 3A21 cladding layer, fusion zone (FZ), heat-affected zone, and 7075 matrix. The grain morphology on both sides of FZ had great differences. Moreover, the TEM and EDS results showed that the 3A21 cladding layer showed a bulk phase and lots of fine and dispersed granular phases, while the 7075 matrix appeared undetermined strip phases and amounts of fine and dispersed rod-like phases. Moreover, FZ existed a great deal of fine and dispersed granular phases and rod-like phases. The 3A21/7075 aluminum alloy cladding material could effectively solve the problems mentioned above and the in-depth analysis of microstructures of 3A21/7075 aluminum alloy cladding material was of great importance in terms of engineering value and academic significance.
Introduction
High-strength aluminum alloy for plastic molding molds has broad application potential because of its characteristics of low density, high strength and hardness. 1,2 High-strength aluminum alloy hot-rolled plate is a candidate material for mold manufacturing. However, the thickness of hot-rolled material is greatly limited due to the inherent property of rolling process itself. At present, it is difficult to produce high-strength hot-rolled aluminum alloy plate with thickness over 200 mm in China. Nowadays, many plastic molding molds have higher requirements on material’s thickness according to the requirements of products, but only their parting surface requires high strength, while the auxiliary part mainly plays a supporting role, and the parting surface and the auxiliary part must be an integral material. Therefore, bimetallic cladding materials are considered to prepare plastic molding molds, which can solve the problem of thickness limited to some extent when high-strength aluminum alloy hot-rolled plate is used as a mold material.
The preparation methods of bimetallic cladding materials included explosive welding, 3,4 roll bonding, 5,6 and diffusion bonding. 7,8 However, these technologies had problems, such as low bonding strength, high cost, and low efficiency. Compound casting technology was commonly adopted to prepare bimetals. 9 –11 Papis et al. 12 produced couples of AlMg1 substrate and various aluminum alloys (AlCu7, AlSi7, AlZn7, and Al) by means of a laboratory-scale compound casting process and focused on eliminating the oxide layer and making the aluminum substrate’s surface wettable by metallic melts. Hajjari et al. 13,14 used compound casting to produce lightweight Al/Mg couples and investigated their interfacial microstructure and shear strength of the joint. Liu et al. 15 employed compound casting to manufacture Al/Mg bimetal and analyzed diffusion behaviors between Al and Mg. Hu et al. 16 utilized solid–liquid compound casting technology to prepare Al/Cu bimetal and studied its microstructure and properties. Feng et al. 17 prepared joints of wrought A6061 bars and cast aluminum alloys, including A356 alloy and A6061 alloy during compound casting, and introduced the influence of casting process on the microstructure and mechanical properties of the joints. Liu et al. 18 fabricated Cu/Al bimetal by compound casting and investigated its interfacial cooling curve, microstructure evolution, bonding strength, and interfacial formation mechanism. Feng et al. 19 adopted liquid–solid compound casting to manufacture Mg/Al-20Si bimetal and studied the effects of Nb on its microstructure and properties. Nevertheless, for preparation of Al/Al bimetal by compound casting, it needs to remove oxide film on the surface of aluminum alloys and the preparation process was relatively complex.
Based on this, researchers in the article developed a new compound casting, namely impact jet solid–liquid compound casting, which eliminated the effect of oxide film on the surface of 7075 aluminum alloy and organically integrated 3A21 and 7075 aluminum alloys completely to successfully solve thickness problem of plastic mold materials. Moreover, impact jet solid–liquid compound casting was introduced and the in-depth analysis of microstructures of 3A21/7075 aluminum alloy cladding material was of great importance in terms of engineering value and academic significance.
Experimental process and characterization
The commercial hot-rolled plate for 7075-T651 aluminum alloy was utilized as the matrix material. Molten 3A21 aluminum alloy was chosen as the casting material, which was provided by the laboratory of the author’s research group laboratory. Their chemical composition is given in Table 1.
Chemical composition of 7075 and 3A21 (mass fraction, %).

The mobile impact jet solid–liquid compound casting developed by relevant researchers of Jiamusi University was used to prepare 3A21/7075 aluminum alloy cladding material. The schematic diagram of impact jet solid–liquid compound casting is shown in Figure 1. The 7075 aluminum alloy matrix was placed on the mobile platform and fixed with a clamping mechanism. The motor was used to adjust the speed of 7075 aluminum alloy matrix and the distance between casting ladle and 7075 aluminum alloy matrix. At the initial stage of impact jet solid–liquid compound casting, molten 3A21 aluminum alloy was evenly poured from one end of 7075 aluminum alloy matrix to the other end, and the movement time of 7075 aluminum alloy matrix was delayed to achieve the effect of preheating, so that the 3A21/7075 aluminum alloy cladding material could be well combined. In the middle stage of impact jet solid–liquid compound casting, heat and power of 3A21 aluminum alloy during the casting process were used to break through the oxidation film of 7075 aluminum alloy matrix. When 7075 aluminum alloy matrix moved to the tail end at a speed of 15 mm/s, that is, at the end of impact jet solid–liquid compound casting, a melting layer was formed on the surface of 7075 aluminum alloy matrix, finally, forming a metallurgical bond between 3A21 aluminum alloy and 7075 aluminum alloy. In addition, during the whole casting process, part of molten 3A21 aluminum alloy cast on the surface of 7075 aluminum alloy matrix flowed into metal gutter to ensure the recycling of materials.

Schematic diagram of impact jet solid–liquid compound casting.
The casting temperature was 810°C, the casting thickness was 10–20 mm, and the matrix’s movement speed was 15 mm/s. The size of the fabricated 3A21/7075 aluminum alloy cladding material was 200 × 150 × 80 mm3.
After corrosion for 30 s by Hydrofluoric acid (HF) solution with mass fraction of 2%, interfacial microstructures were observed by Axio Observer optical microscope (OM) with Intelligent Advanced Dimensional Measurement type was fabricated by Zeiss metallographic microscope in Germany. Electron-backscattered diffraction (EBSD) technique was used to analyze interfacial microstructure. Tecnai G2 F30 transmission electron microscope (TEM; FEI Company, Netherland) together with its own energy-dispersive spectrometer (EDS) was utilized to study interfacial phases.
Experimental results and discussion
OM result and analysis
Figure 2 depicts microstructures of 3A21/7075 aluminum alloy cladding material. The 3A21/7075 aluminum alloy cladding material consists of four zones that were cladding layer, fusion zone (FZ), heat-affected zone (HAZ), and 7075 matrix. In Figure 2, the grain morphology on both sides of FZ has great differences. Grains in the right region were equiaxed grains with a grain aspect ratio close to 1 and had the morphology of as-cast microstructure, 20 –22 which meant that this zone was the 3A21 cladding layer. In the 3A21 cladding layer, grains near FZ were relatively fine and their mean diameter was approximately 30 µm, while grains away from FZ were coarse significantly and their mean diameter was about 60 µm. The main reason was that the 7075 aluminum alloy matrix dissipated heat quickly during early casting, which led to a relatively high cooling speed during solidification, namely a large undercooling, so grains were fine, while the residual temperature of the previous casting layer resulted in the decrease of cooling speed during solidification, namely a small undercooling, so grains were coarse. In Figure 2, grains in the left region were fibrous with a relatively large grain aspect ratio, which had the morphology of as-rolled microstructure 23 –25 aligned parallel to the rolling direction, so this region was HAZ and 7075 matrix. Moreover, there existed a certain number of recrystallized grains among fibrous grains due to T651 delivery condition. The FZ between the 3A21 cladding layer and 7075 matrix was mixed with a small quantity of equiaxed grains and fibrous grains.

Microstructures of 3A21/7075 aluminum alloy cladding material.
EBSD result and analysis
Changes of grains’ morphology and size in each zone of 3A21/7075 aluminum alloy cladding material are shown in Figure 3. In Figure 3, the grain distribution is described in different colors. The shape and size of grains varied obviously from 3A21 cladding layer to FZ, HAZ, and 7075 matrix, from which equiaxed grains gradually changed into fibrous grains. Moreover, the closer to 7075 matrix, the more recrystallized grains appeared at the grain boundary of fibrous grains, which was related to the production process of 7075 aluminum alloy (hot rolled + T651 heat treatment). The recrystallized grains at the boundary of fibrous grains in HAZ tended to grow due to heat and fibrous grains tended to break up compared to that in the 7075 matrix.
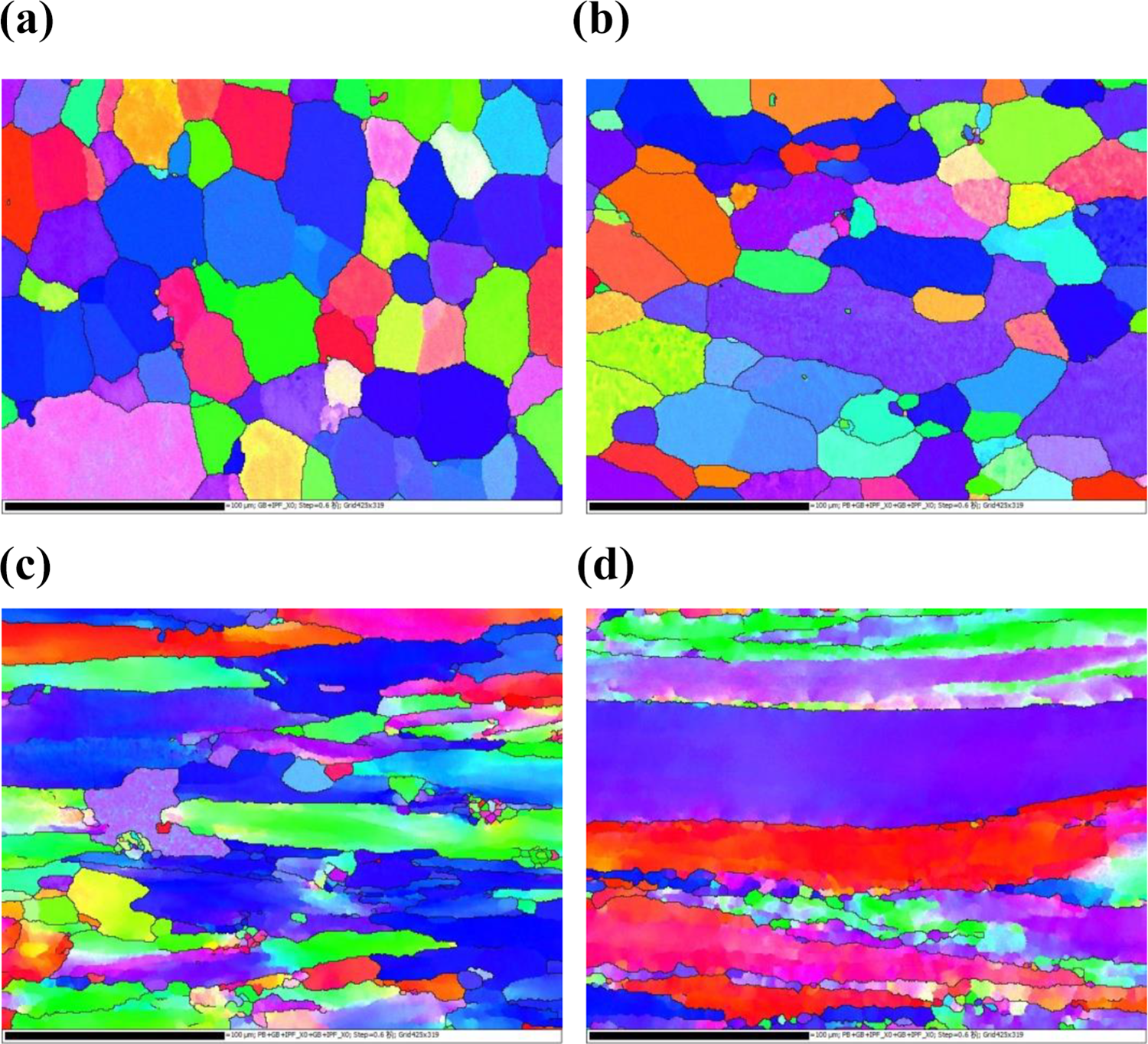
Changes of grains’ morphology and size in each zone of 3A21/7075 aluminum alloy cladding material. (a) 3A21 cladding layer, (b) fusion zone, (c) heat-affected zone, and (d) 7075 matrix.
For polycrystalline materials, the misorientation angle distribution of grain boundaries had an important influence on the mechanical properties of the materials. Generally, the grain boundaries could be divided into three types according to their orientation angles, namely low-angle grain boundaries (LAGBs, 2° ≤ θ ≤ 5°), high-angle grain boundaries (HAGBs, θ ≥ 15°), 26,27 and medium-angle grain boundaries (MAGBs, 5° < θ < 15°). However, the magnitude of grain boundary energy was a function of the degree of misorientation, being larger for high-angle boundaries. Grain boundaries were more chemically reactive than the grains themselves as a consequence of this boundary energy. Moreover, impurity atoms are often preferentially segregated along these boundaries because of their higher energy state. While brittle cracks that expanded along HAGBs need to consume more energy, that is, HAGBs could effectively obstruct the intergranular expansion of cracks. Figure 4 shows grain boundary distribution in the interface of 3A21/7075 aluminum alloy cladding material, in which the blue, red, and green lines represented HAGBs, LAGBs, and MAGBs, respectively. As being seen from Figure 4, MAGBs with different densities distributed in grains of each zone, which had relatively lower grain boundary energy, namely which could obstruct the intergranular expansion of cracks to some extent.

Grain boundary diagram in each zone of 3A21/7075 aluminum alloy cladding material. (a) 3A21 cladding layer, (b) fusion zone, (c) heat-affected zone, and (d) 7075 matrix.
Figure 5 shows misorientation angle distribution of grains in each zone of 3A21/7075 aluminum alloy cladding material. “Uncorrelated” meant misorientations calculated from random point in the scan, and “random” showed the random distribution of misorientations for a purely random texture. It could be observed from Figure 5(a) and (b) that misorientation angle distribution of uncorrelated grains was basically consistent with the random curve, which could be judged as random distribution of grain orientation. However, a little deviation could be found between the uncorrected and the random curve from Figure 5(c) and (d), which indicated a little rolling deformation texture.

Misorientation angle of grains in each zone of 3A21/7075 aluminum alloy cladding material. (a) 3A21 cladding layer, (b) fusion zone, (c) heat-affected zone, and (d) 7075 matrix.
The grain Schmid factor distribution in different zones of 3A21/7075 aluminum alloy cladding material is shown in Figure 6. As could be seen from Figure 6, Schmid factor distribution range of grains in all zones of 3A21/7075 aluminum alloy cladding material was basically 0.3–0.5, and most of them distributed among 0.4–0.5. In general, the larger the Schmid factor 28 value was, the larger the resolved shear force was, and the more it contributed to grain boundary migration and grain rotation under external force, 29 which meant 3A21/7075 aluminum alloy cladding material had better deformability.

Schmid factor distribution of grains in each zone of 3A21/7075 aluminum alloy cladding material. (a) 3A21 cladding layer, (b) fusion zone, (c) heat-affected zone, and (d) 7075 matrix.
TEM result and analysis
Figure 7 shows the TEM result of 3A21 cladding layer. There existed two kinds of phases, namely a bulk phase and lots of granular phases. The bulk phase was irregular in shape and it nearly belonged to the hexagonal system (Figure 7(a)). In the meanwhile, it was calculated from the EDS result that the ratio of Al:(Fe, Mn): Si was nearly 9:3:1. In comparison with PDF#42-1206 from x-ray diffraction (XRD) analysis software, the bulk phase was identified as Al9Fe0.84Mn2.1Si. 30 While the granular phases were fine and dispersed, whose diameter approximately ranged from 10 nm to 100 nm (Figure 7(b)), which was beneficial to improve comprehensive mechanical properties of 3A21 cladding layer. Moreover, the granular phases appeared close-packed hexagonal system and were rich in Al, Mn, and Si. According to PDF#40-1112 from XRD analysis software, the granular phases were inferred as Al85(Mn0.72Fe0.28)14Si. 31
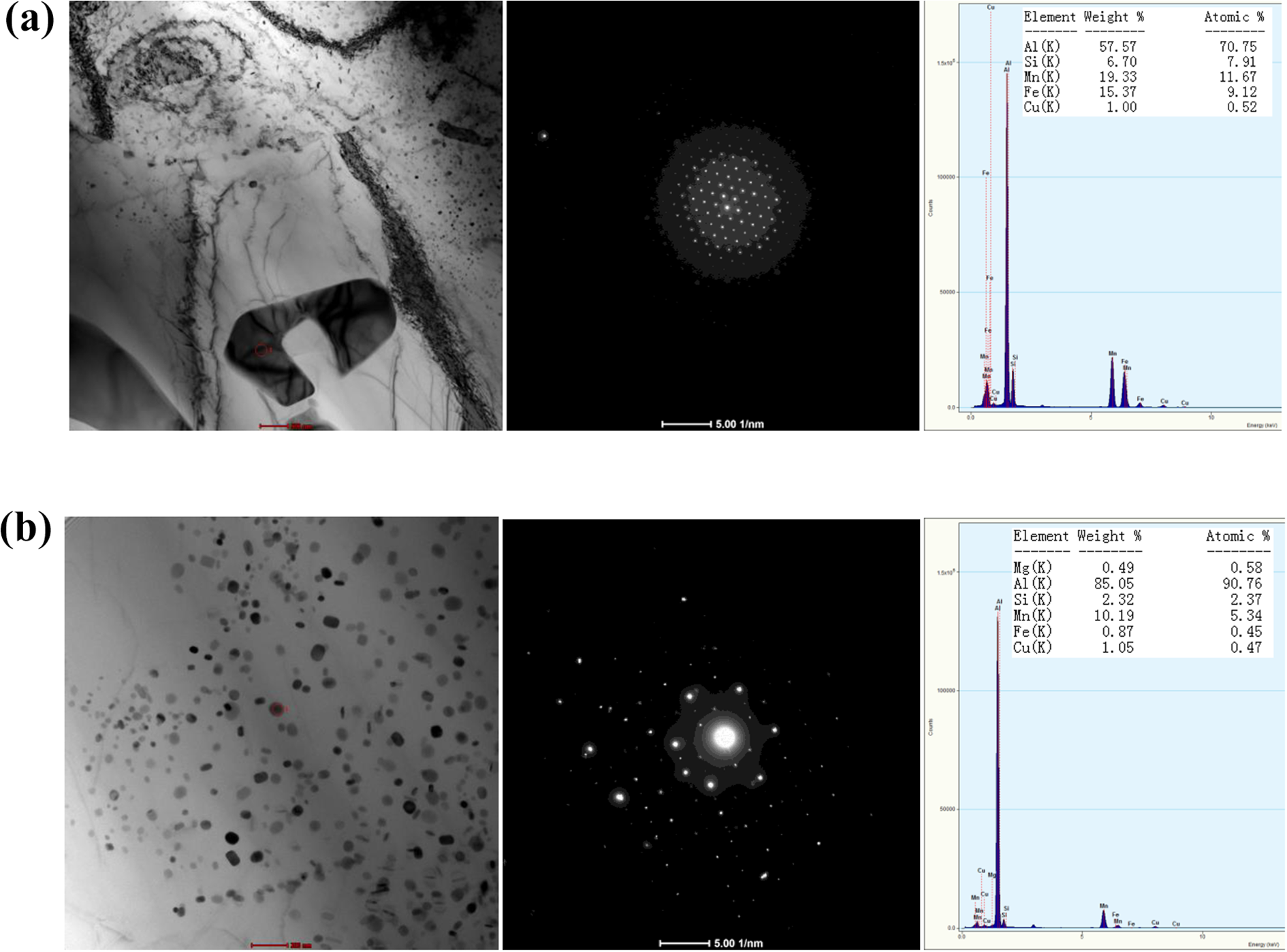
TEM result of 3A21 cladding layer. (a) Bulk phase and (b) granular phases. TEM: transmission electron microscope.
Figure 8 shows the TEM result of 7075 matrix. There also appeared two kinds of phases, namely, discontinuous strip phases and amounts of rod-like phases (Figure 8(b)). The discontinuous strip phases were a little coarse and rich in Al, Zn, Mg, Cu, Cr, and Mn from the result of EDS (Figure 8(a)). However, from many relative references and PDF cards of XRD analysis software (MDI Jade 6.5), it was not found that some phase had such characteristics in Al-Zn-Mg-Cu-Cr-Mn system. Therefore, there were two conjectures: one might be a composite phase with MgZn2, 25 Al12(Cr, Mn), 32 and Al6(Fe, Mn), 33 and the other one might be a new phase Al60.28Zn9.01Mg8.56Cu6.48Cr6.77Mn8.86, which was similar to the speculated result of Guo. 34 The strip phases need to be further studied. The rod-like phases were fine and dispersed and rich in Al, Cu, and Mg with a small number of Zn from the EDS result. Then, it was known from PDF cards of XRD analysis software that the rod-like phases were AlCuMg, probably combined with a bit MgZn. 35

TEM result of 7075 matrix. (a) Strip phases and (b) rod-like phases. TEM: transmission electron microscope.
It appeared granular phases and rod-like phases in Figure 9, which brought into correspondence with Figures 7(b) and 8(b), respectively. This zone had two phases that, separately and uniquely, belonged to 3A21 cladding layer and 7075 matrix, so this zone was FZ.
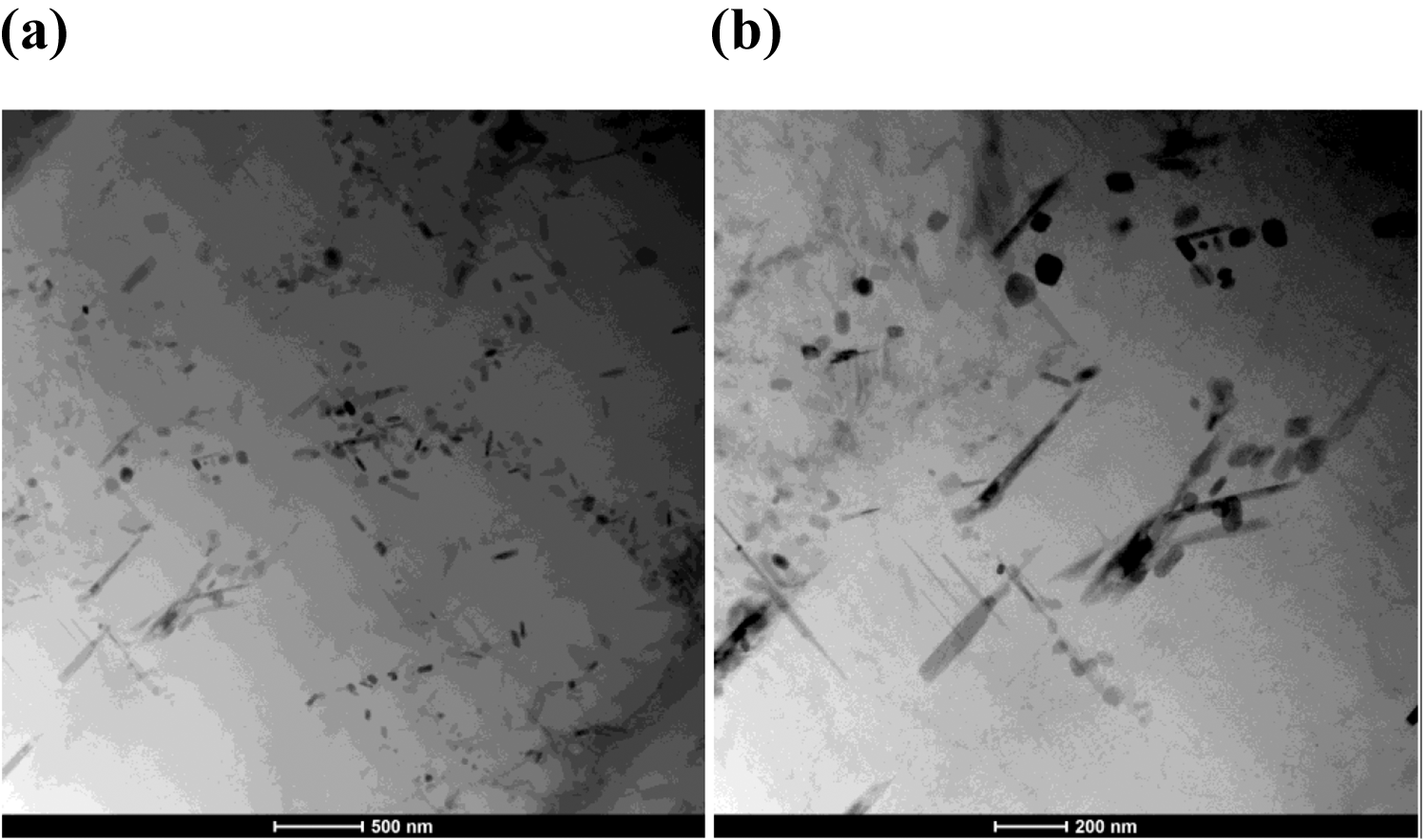
TEM (Tecnai G2 F30 type) from FEI Company of the Netherlands. (a) Granular phase and (b) rod-like phases. TEM: transmission electron microscope.
Conclusion
The 3A21/7075 aluminum alloy cladding material was fabricated by impact jet solid–liquid compound casting to solve thickness problem for high-strength aluminum alloy used as plastic mold materials and eliminate oxide film on the surface of aluminum alloy. The 3A21/7075 clad aluminum alloy was composed of 3A21 cladding layer, FZ, HAZ, and 7075 matrix. The grain morphology on both sides of FZ had great differences. Moreover, the TEM and EDS results showed that the 3A21 cladding layer shows a bulk phase and lots of fine and dispersed granular phases, while the 7075 matrix appeared undetermined strip phases and amounts of fine and dispersed rod-like phases. Moreover, FZ existed a great deal of fine and dispersed granular phases and rod-like phases. In general, 3A21/7075 aluminum alloy cladding material could effectively solve the problem mentioned above, and impact jet solid–liquid compound casting might be popularized in other aluminum alloy materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the “Natural Science Fund of China” [No. 51671096], “Materials Science and Engineering Discipline Team of Jiamusi University” [No. JDXKTD-2019001], and “Collaborative Innovation Program of Jiamusi University” [No. 2011xtcx2016-03].