
Abstract
Diffusion bonding of Ti2AlNb alloy using pure titanium (Ti) foil as an interlayer was carried out on superplastic forming and diffusion bonding special equipment by gas pressure loading method. The microstructure of Ti-Ti2AlNb interface was observed using scanning electron microscope and energy-dispersive spectrometer while the mechanical properties of the joints were evaluated by shear test. The results show that the thickness of Ti foil interlayer has a great influence on the microstructure and shear strength of the interface diffusion region. When the thickness of the intermediate layer is thin (25 µm), Ti, aluminum (Al), and niobium (Nb) elements are fully diffused with uniform element distribution through the diffusion region. The diffusion layer region presents uniform, fine, and disordered lamellar α-Ti + β-Ti dual-phase structure with high shear strength. When the thickness of Ti foil interlayer is thick (50 µm), the distribution of Al elements is relatively uniform through the diffusion region due to its smaller radius and faster diffusion speed, and Ti and Nb elements present gradient distribution from the middle to both sides. The diffusion layer region presents a coarse and long strip shape α-Ti + β-Ti dual-phase structure in the middle part and a fine needle-like or irregular α-Ti + β-Ti dual-phase structure in both side parts, with slightly lower shear strength. Temperature has a great influence on the microstructure and mechanical properties of the diffusion bonding joints. The diffusion region presents a black α-Ti strip area in the middle part with the width of about 10 µm at lower temperature (910°C) with poorer property, due to the grain growth of the parent metal, the property is slightly poorer when the temperature is too high (960°C), and the optimal temperature is 930°C with a higher shear strength.
Introduction
Demand for lightweight, high-strength, and high-temperature resistant alloy materials is becoming more and more urgent in aerospace field with the continuous improvement of the flight speed of hypersonic aircraft. Currently, available materials include high-temperature titanium alloys, such as TA15 or Ti65, nickel-based superalloy, TiAl and Ti3Al intermetallic compounds, and so on. Ti2AlNb alloy is a newly developed lightweight, high-temperature-resistant structural material in Ti3Al series intermetallic compounds that can be used for a long time under the temperature of 650–750°C and for a short time above 1000°C. 1 –3 Its service temperature is over 100°C higher than that of high-temperature titanium alloy, such as Ti65, its density is much lower than that of superalloy, and its excellent comprehensive mechanical properties, such as room temperature ductility, high-temperature specific strength, fracture toughness, and creep resistance, are much better than TiAl and Ti3Al alloys. Therefore, Ti2AlNb alloy has almost become the best choice of high temperature structural materials for hypersonic aircraft and has attracted extensive attention and in-depth research by scholars at home and abroad. 4 –6
Multilayer hollow structures manufactured by superplastic forming and diffusion bonding (SPF/DB) technology have obvious advantages of integration and lightweight, and have been widely used in aerospace field. 7 –9 Grain-refining Ti2AlNb alloy prepared by process optimization has perfect superplastic deformation properties. However, due to the problems of high temperature and high pressure in its diffusion bonding process, the manufacture of Ti2AlNb multilayer hollow structure is limited, which severely restricts its development and application in aerospace field.
Scholars at home and abroad have done a great deal of research work on diffusion bonding of Ti2AlNb alloy. Wang et al. 10 studied the diffusion bonding of Ti2AlNb alloy using pure Ti foil as an interlayer and showed the joint consisted mainly of two characteristic zones: diffusion zone I and central zone II, and both these zones were composed of a-Ti and b-Ti phases. The joint diffusion bonded at 960°C for 60 min under a pressure of 20 MPa showed the maximum room temperature shear strength of 664 MPa. Wang et al. 11 reported that Ti2AlNb samples had the best quality of diffusion bonding under 20.83 MPa when the temperature is 960°C and the holding time is 2 h. Zou et al. 12 reported that a tight bonding interface of Ti2AlNb was formed under conditions of the bonding temperature higher than 970°C, bonding pressure higher than 7 MPa, and holding time longer than 30 min. Du et al. 13 reported that the four-layer honeycomb structure of Ti22Al27Nb alloy was manufactured by SPF/DB process while the diffusion bonding parameter was 970°C/10 MPa/2 h. Zhu et al. 14 studied the dissimilar diffusion bonding behavior of hydrogenated Ti2AlNb-based and Ti-6Al-4V alloys. Wang et al. 15 reported that the shear strength of TiAl/Ti2AlNb joint reached 258.9 MPa at 950°C for 40 min under a pressure of 5 MPa with the hydrogenated niobium (Nb) interlayer of 1.0 wt% hydrogen content. Zhu et al. 16 reported that the optimized parameter for direct solid-state diffusion bonding of high Nb containing TiAl to Ti2AlNb alloy was obtained as 1000°C/20 MPa/90 min. Yuan et al. 17,18 studied the microstructure modulation and finite-element analysis of Ti-Al3Ti laminated composites and reported that the interface phase evolution is Al3Ti, AlTi, AlTi3, and Al2Ti in sequence.
In summary, most of the above research is based on mechanical loading in vacuum diffusion furnace, and the optimal process parameters for direct diffusion bonding of Ti2AlNb alloy are temperature: 950–1050°C, pressure: 10–20 MPa, and time: 60–180 min. It can be seen that the diffusion bonding of Ti2AlNb alloy has the problems of high temperature and high pressure.
Aiming at the problems of high temperature and high pressure in diffusion bonding process of Ti2AlNb alloy, this article uses Ti foil as the intermediate layer material and adopts the method of gas pressure loading to carry out process research and theoretical analysis to obtain the required bonding performance under a lower process parameter. According to the general bearing capacity of SPF/DB equipment, the diffusion bonding pressure is set at 3 MPa.
Materials and experiment
Materials in this article are grain-refining Ti2AlNb alloy plate developed by the Institute of Metal Research, Chinese Academy of Sciences, and pure Ti foil with purity of 99.8% provided by General Research Institute for Nonferrous Metals. The thickness of the Ti2AlNb alloy plate is 2 mm, with the nominal composition of Ti-19.3Al-17.31Nb-0.01Mo (%, atomic percent), and the microstructure is shown in Figure 1. It is equiaxed structure, a large number of fine equiaxed α2 phase (black) and a very small number of fine stripe O phases are distributed on the B2 phase (grayish white) matrix, and the average grain size of α2 phase is about 3 µm.
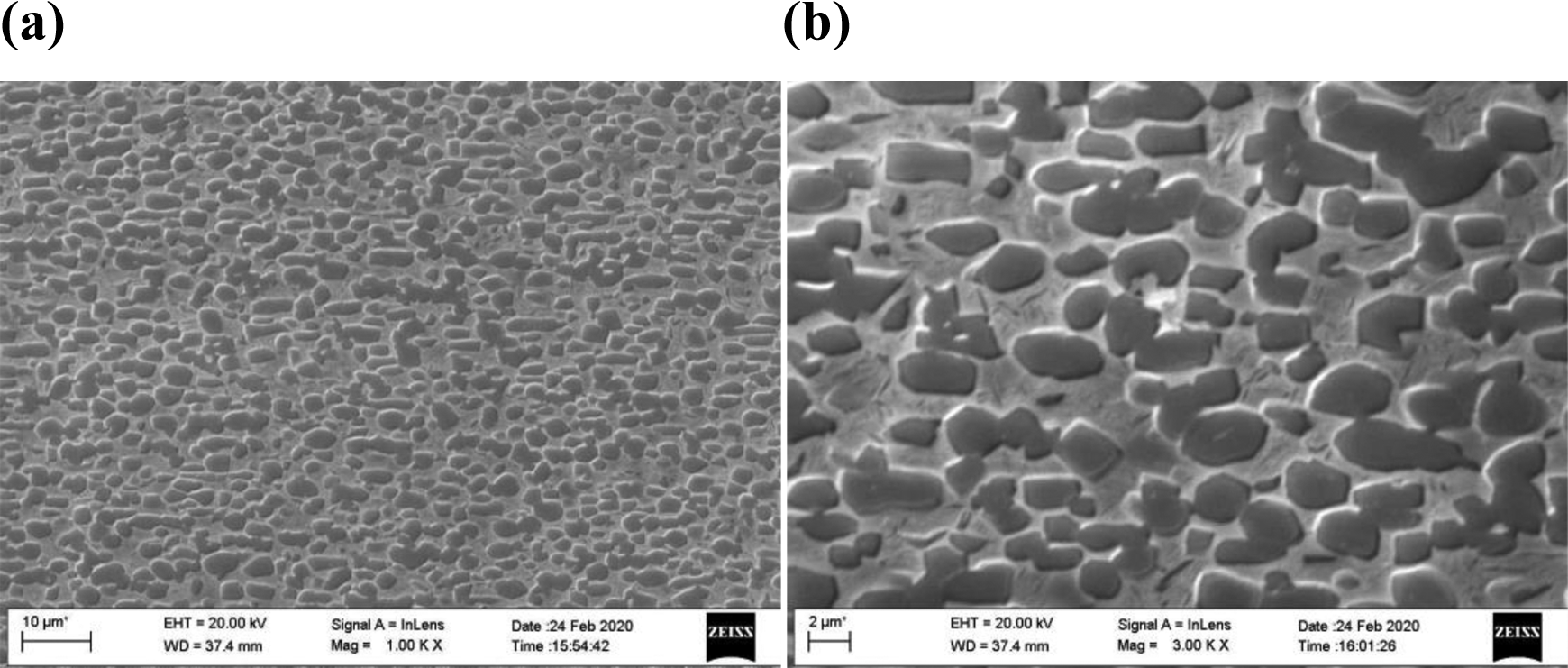
(a, b) Microstructure of Ti2AlNb alloy plate.
The Ti2AlNb alloy plate was processed into 30 × 40 mm2 samples by wire cutting, the surface oxide and impurities were removed by acid pickling, the diffusion bonding surfaces of the samples were polished, and the samples were washed by acetone and alcohol in turn and then dried. Pure titanium foils with thicknesses of 25 and 50 µm were cut to size of 30 × 40 mm2 and washed with acetone and alcohol in turn, and dried in the same order. Two Ti2AlNb samples and a pure titanium foil in the middle were stacked together, argon arc welding was adopted to weld the periphery of the samples, and a vacuum pumping pipeline was welded to the sample, in which the samples were vacuum pumped to below 10−3 Pa and sealed using spot welder.
Diffusion bonding experimental was carried out on 300 T SPF/DB special equipment. The principle was to put the sample into a sealed mold and then valve in argon gas for loading. The diffusion bonding process parameters are temperature: 910°C, 930°C, and 960°C; pressure: 3 MPa; and time: 2 h.
Zeiss scanning electron microscope (Zeiss, SUPRA 55, Germany) and the matching energy-dispersive spectrometer were used to detect and analyze the microstructure and element distribution near the interface. The joint shear strength was tested on electronic universal mechanical testing machine (type is LETRY DL-20T). The shear strength testing method and sample size are shown in Figure 2.
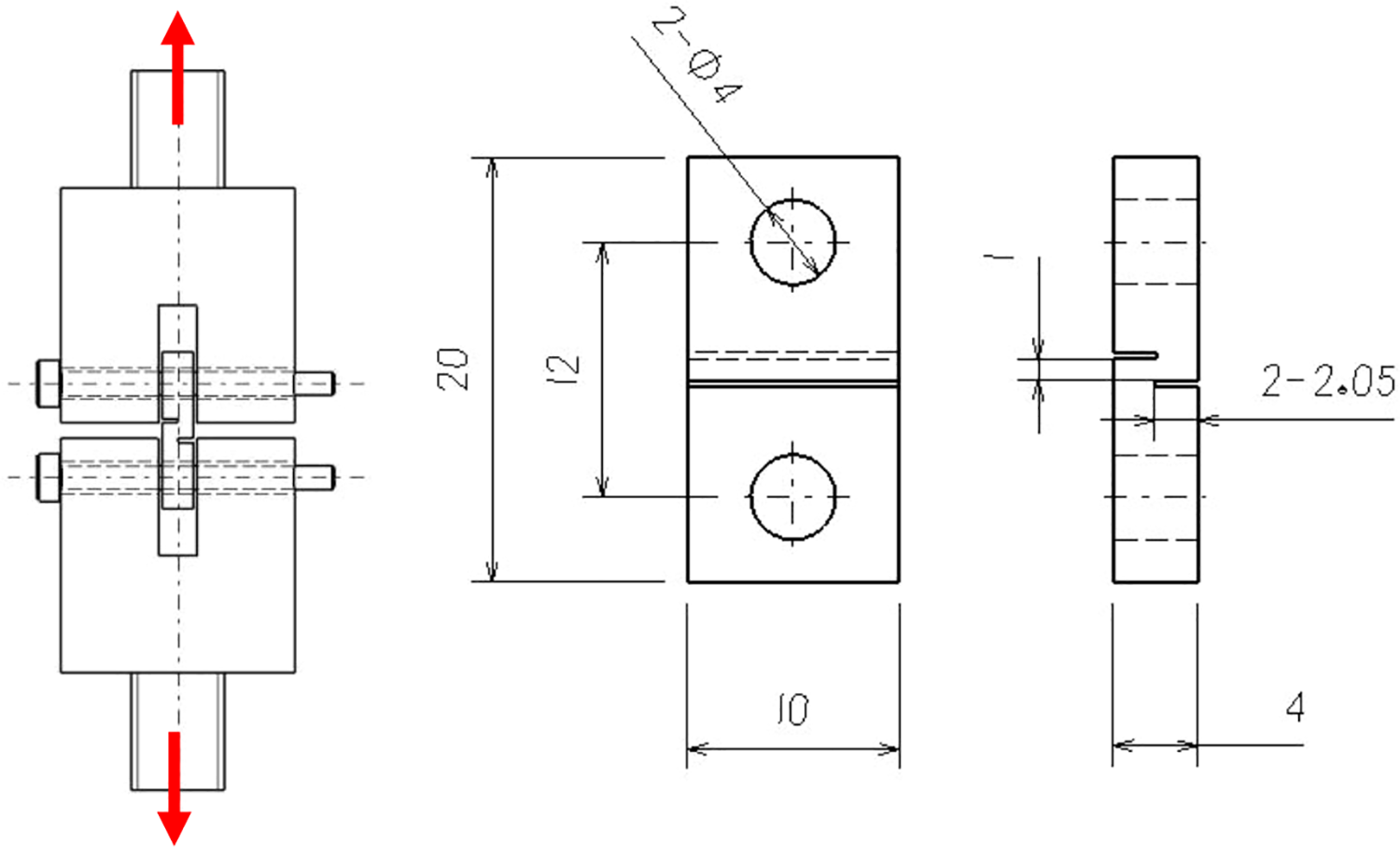
Shear strength test method and sample size.
Results and discussion
Microstructure of Ti-Ti2AlNb interface
The microstructure of Ti2AlNb diffusion bonding interface with different thickness of Ti foil interlayer under the process parameters of 960°C, 3 MPa, and 2 h is shown in Figure 3. It can be seen that the pure Ti interlayer and Ti2AlNb alloy form a perfect diffusion bonding interface, and no defects such as holes or cracks are found, and the welding rate is almost 100%. Intermediate diffusion layers of about 80–90 µm and 130–140 µm appeared in the intermediate layer region, respectively, which is due to the mutual diffusion of Ti element in the intermediate layer and Al and Nb elements in the Ti2AlNb alloy on both sides. When the interlayer is thin, the whole diffusion layer region presents uniform, fine, and disordered lamellar dual-phase structure, including disordered twig-like gray matrix structure and needle-like or irregularly shaped black structure. When the interlayer is thick, the middle part and the two side parts of the diffusion layer region present two different morphologies. The middle part presents gray-white disordered strip-shaped matrix structure and black coarse strip-shaped structure, which are marked as region A. The two side parts present a large number of gray-white matrix distributed with black fine needle-like or irregular-shaped structure, marked as region B.

Microstructure of Ti2AlNb diffusion bonding interface with different thickness of interlayer. (a) Low and high times microstructure with interlayer thickness of 25 µm. (b) Low and high times microstructure with interlayer thickness of 50 µm.
Interface elements distribution and diffusion behavior of Ti/Ti2AlNb
To study the distribution and diffusion behavior of alloy elements in the Ti2AlNb/Ti/Ti2AlNb diffusion joint, the joint was analyzed by line scanning. The distribution of elements near the Ti2AlNb diffusion bonding interface with different interlayer thicknesses is shown in Figure 4. As can be seen from the figure, when the thickness of the interlayer is thin, Ti, Al, and Nb elements are fully diffused with each other, and the content distribution of the three elements is relatively uniform. When the thickness of the interlayer is thick, the distribution of Ti and Nb elements is not uniform, with gradient distribution from the middle to both sides, while the distribution of Al elements is relatively uniform. The reason is that the atomic radius of Al is relatively small, the diffusion speed is relatively fast, and the element concentration gradient from Ti2AlNb to pure Ti interlayer is very large.

Distribution of elements near the Ti2AlNb diffusion bonding interface with different interlayer thicknesses. (a) Interlayer thickness of 25 µm and (b) interlayer thickness of 50 µm.
By comprehensive analysis of the microstructure and element distribution above, it shows that in the Ti2AlNb/Ti diffusion couple, on the Ti2AlNb side, Al atoms diffuse into the interlayer in a large amount, and Ti atoms in the interlayer diffuse into the parent metal continuously, resulting in a large decrease of Al atoms and an increase of Ti atoms. Therefore, the matrix phase B2-Ti2AlNb of the Ti2AlNb parent metal in this region gradually changes into β-Ti during this process. However, the body-centered cubic structure of high temperature of β-Ti cannot be kept to room temperature except for a few regions containing β-phase stabilizing elements. Nb is a stable element of β phase. During the cooling process, β-Ti transformed into α-Ti in the Nb-poor region, while β-Ti phase in the Nb-rich region is retained. Therefore, the region finally forms a dual-phase structure of α-Ti + β-Ti.
On the Ti interlayer side, because there is no Nb element in the interlayer, Nb element forms a large concentration gradient from the Ti2AlNb parent metal side to the interlayer. During the diffusion bonding process, Nb element in the Ti2AlNb parent metal diffuses into the interlayer along a certain diffusion channel. Therefore, Nb-rich regions are formed in some regions of the interlayer. During the cooling process, β-Ti is retained in the Nb-rich regions, while β-Ti transformed to α-Ti in other regions, so this region is also formed with α-Ti + β-Ti structure finally.
However, when the thickness of the interlayer is thin, Nb element can be fully diffused to all regions of the Ti interlayer, so, the finally formed diffusion layer structure is uniform. When the thickness of the interlayer is thick, in the Ti2AlNb parent metal region (A), the matrix phase B2-Ti2AlNb is largely converted into β-Ti, due to the reduction of a large number of Al atoms and the increase of Ti atoms. At the same time, since the Nb element content in this region is still relatively high, a large amount of β-Ti is formed and a small amount of irregular α-Ti distributed after cooling down. However, in the Ti interlayer region (B), Nb element cannot fully diffuse to all regions of the Ti interlayer but only diffuses into the intermediate layer along a certain diffusion channel, so, in the cooling process, only the β-Ti in the Nb-rich region is retained and transformed into α-Ti in most other Nb-poor regions, so the intermediate portion shows a disordered β-Ti matrix phase and a coarse α-Ti phase. The gray-white portion in Figure 5 is β-Ti, and the black portion is α-Ti.

Shear strength of Ti2AlNb diffusion bonding joints with different interlayer thicknesses and shear strength of the base metal.
Shear strength of Ti-Ti2AlNb interface
The shear strength of Ti2AlNb diffusion bonding joints with different interlayer thicknesses and shear strength of base metal are shown in Figure 5. It can be seen that the shear strength corresponding to the thickness of the 25-µm interlayer is greater than that corresponding to the thickness of the 50-µm interlayer, which reaches about 90% of the base metal. This is due to the weakening layer formed by a large number of coarse α-Ti phases in the middle part of the diffusion layer region when the thickness of the interlayer is relatively thick, resulting in slightly lower performance.
When the thickness of the intermediate layer is 25 µm, the microstructure of the Ti2AlNb diffusion interface at different diffusion temperatures under the parameters of 3 MPa and 2 h is shown in Figure 6. It can be seen from the figure that at different temperatures, both the Ti2AlNb alloy and the Ti intermediate layer form a good diffusion bonding interface, and no defects such as holes or cracks are found, which indicates that the addition of Ti interlayer can reduce the diffusion bonding temperature of Ti2AlNb alloy and obtain higher welding rate. The width of diffusion region in the middle layer increases continuously with the increase of temperature. This is because the diffusion distance of Ti element in the interlayer to Ti2AlNb on both sides increases with the increase of temperature.
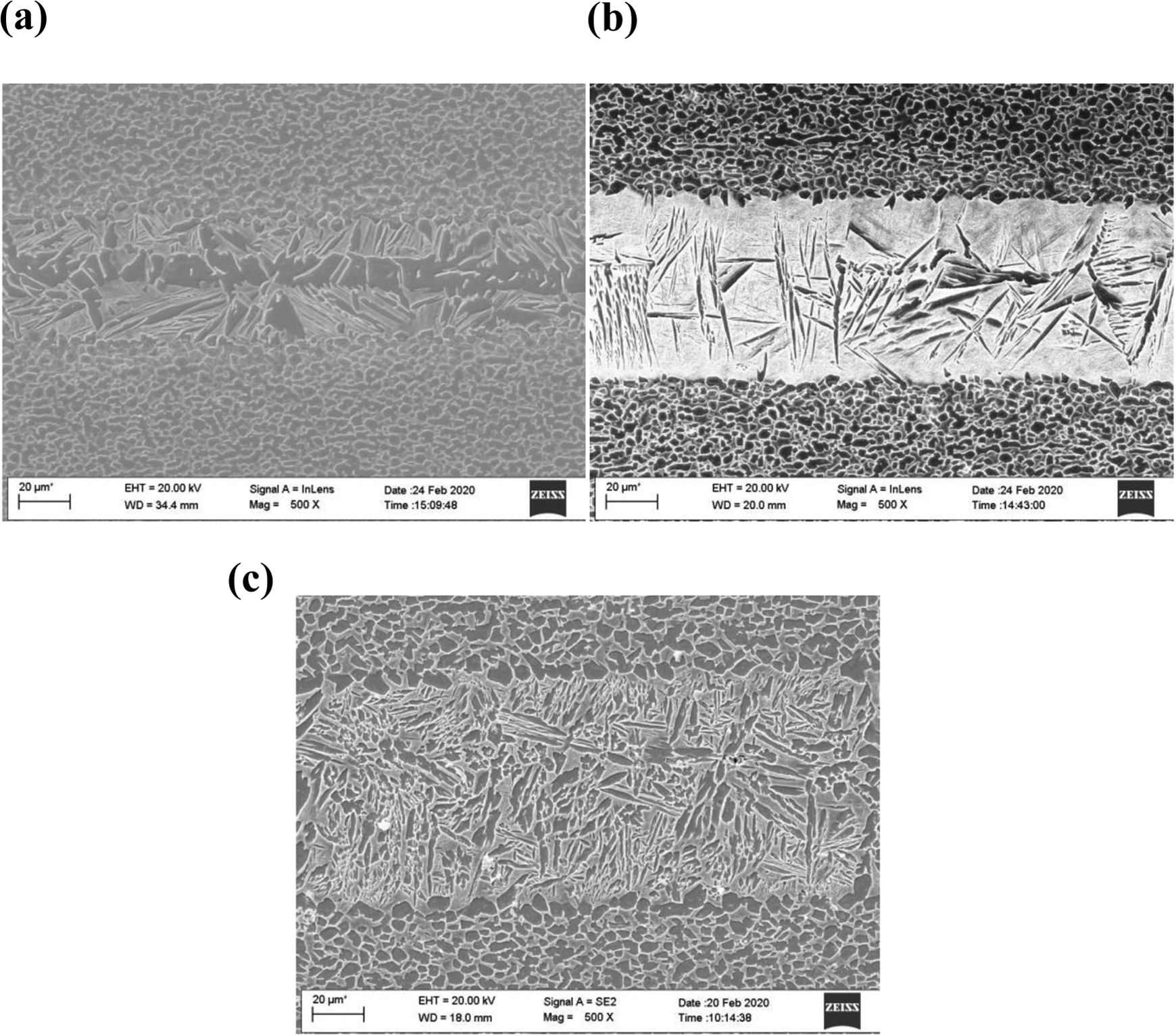
Microstructure of Ti2AlNb diffusion bonding interface at different temperatures with the thickness of the interlayer 25 µm: (a) 910°C, (b) 930°C, and (c) 960°C.
A black α-Ti band with a width of about 10 µm appears in the middle of the diffusion region at 910°C. This is due to the low temperature and the small diffusion distance of Nb atoms in Ti2AlNb into the Ti interlayer, resulting in almost no Nb element in this region, forming a black α-Ti band. In addition, it was also found that the grain size of the base metal grew slightly at 960°C due to the higher temperature, reaching about 6 µm, while the grain size remained about 4 µm below 930°C.
Shear strengths corresponding to different diffusion temperatures are shown in Figure 7. As can be seen from the figure, the corresponding shear strength at 930°C is the highest, reaching 612 MPa. At 960°C, the corresponding shear strength decreased slightly, which was due to the grain growth caused by the higher temperature, resulting in a decrease in properties.
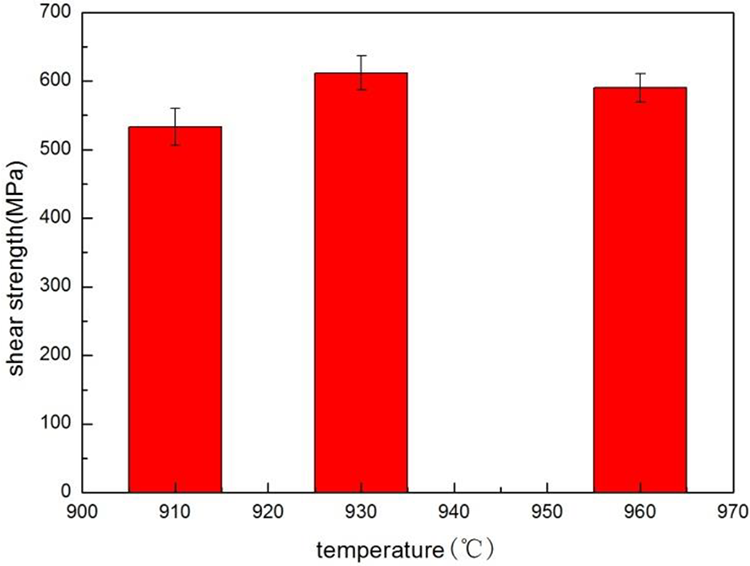
Shear strengths of Ti2AlNb diffusion bonding joints corresponding to different diffusion temperatures.
Conclusions
When the thickness of the Ti interlayer is thin (25 µm), Ti, Al, and Nb elements are fully diffused with uniform element distribution. The diffusion region presents a uniform morphology of fine and disordered lamellar α-Ti + β-Ti dual-phase structure, and the shear strength is higher.
When the thickness of Ti interlayer is thick (50 µm), Al element distribution is relatively uniform, but Ti and Nb elements are distributed in gradient from the middle to both sides. The diffusion layer region presents a coarse elongated α-Ti + β-Ti dual-phase structure in the middle part and a fine needle-like or irregular α-Ti + β-Ti dual-phase structure in both side parts, and the shear strength is slightly lower.
Temperature has a great influence on the microstructure and properties of diffusion bonding of Ti2AlNb alloy with Ti interlayer. At low temperature (910°C), a black α-Ti strip with a width of about 10 µm appears in the middle part of the diffusion region. But when the temperature is too high (960°C), the properties are slightly poor due to the grain growth of the parent metal. The optimal temperature is 930°C with a highest shear strength of 612 MPa.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The work was financially supported by the National Natural Science Foundation of China [51334006].