
Abstract
Aluminum (Al)-based composites are on increasing usage in sectors like ground transportation, aerospace, sports, and infrastructure because of the improved properties such as high strength to weight ratio, corrosion, fatigue, and wear resistance. Several applications involving dynamic contact stresses require excellent wear and frictional performance for improved life. Nanocomposites are found to perform exceedingly better than microcomposites and alloys in several lab scale tribological investigations carried out so far in the last decade. In this article, an attempt is made to review those published reports about dry sliding tribological behavior of particulate-reinforced Al nanocomposites. Wear and friction being system properties are found to get influenced by intrinsic factors such as reinforcement, fabrication method, microstructure; extrinsic parameters like load, speed, contact conditions and the system generated in situ tribolayer all being interrelated.
Keywords
Introduction
Attractive characteristics like light weight, good corrosion resistance, low expansion coefficient, high strength, near-infinite recyclability, flame retarding properties, casting ease for mass production, and low cost availability make aluminum (Al) a popular material choice for automotive and aerospace sector. It is more so in the scenario when the transportation field is facing the challenges of fuel economy, reduced vehicle emissions, and increased vehicle safety at competitive cost. However, the use of Al and its alloys is restricted due to poor resistance to wear, seizure, and galling. 1,2 European automotive industry is using new design concepts like body in white and super light car which focus on producing lightweight vehicles for space and fuel economy. Al alloys of 2xxx, 5xxx, 6xxx, and 7xxx series designation are in large usage due to high strength formability, damage tolerance, fatigue resistance, energy absorption, and excellent crash characteristics. Typical automotive applications include power train components, chassis and suspension, and body parts like doors, bumpers, and interiors. 3 The need of different property combinations such as high specific strength and ductility for aerospace and automobile field, low coefficient of thermal expansion (CTE) and high thermal stability for elevated temperature applications, high wear resistance, high specific stiffness, and corrosion resistance for defense sector can be fulfilled by metal matrix composites (MMCs). It is because metals and ceramics have vastly different physical, thermal, electrical, and mechanical properties. Due to possible tailored property combinations, MMCs are now being commercially made available and used on increasing scale. Especially, particulate-reinforced Al-based MMCs are of interest and account for majority of the annual MMC produced and utilized on volume and mass basis. It has been reported that different composites mostly Al-based now constitute more than 50% of the Boeing 787 aircrafts and 25% of Airbus A380.
Most of the commercially produced MMCs were consumed by the ground transportation sector, almost 62% in 1999. The first major commercial utilization of MMC is dated back to 1983 when automobile giant Toyota incorporated alumina-reinforced Al composite piston in their diesel engine. Later on in 1990, Honda started using Al/Al2O3 composites for engine blocks. Brake system components such as disks, rotors, calipers, and pads made of Al-Mg/Al2O3 and Al/silicon carbide (SiC) composites are manufactured by Lotus Elise and Volkswagen. AlSi/20–30% SiC brake components manufactured by Kolbenschmidt Company for Lupo-3 L TDI of Volkswagen and Al/SiC disk brake made by Knorr-Bremse AG for bogies of German intercity express high-speed train are other practical examples. Ford prodigy and Toyota RAV4-EV use discontinuously reinforced brake disks. Automotive racing market is a leading consumer of high performance brake components, calipers and push rods. Chevrolet S-10 and GMC pickup trucks have utilized drive shafts and engine cradles made of Al/SiC particulate composites. Al/TiC particulate connecting rod and pistons are produced by Martin Marietta while Dupont, Chrysler make Al/Al2O3 connecting rods. Nissan use Al/SiC for connecting rod while Duralcan use it for making propeller shafts. Al/graphite (Gr) composite is another choice for making lubricative pistons. Toyota Altezza 2.01 L4 engine use intake and exhaust valves made of composites. These are some of the key applications already been explored by the progressive auto industry worldwide. Thus, the use of MMCs for automobile parts is now a proven technology. Utilization of MMCs has reached several sectors beyond automobile such as electronics, military, sports, recreation and infrastructure, marine, and aerospace. However, all of these commercial composites are made using micron size reinforcements. Commercial production and utilization of metal matrix nanocomposites is not seen in the published literature. Material research coupled with developments in profitable manufacturing methods led the MMC industry to support demanding markets in different sectors. 4,5
Different liquid state fabrication routes are identified for Al nanocomposites such as stir casting (SC), ultrasonic SC, compocasting/rheoforming, squeeze casting, spray forming, in situ analysis, and liquid metal infiltration. Whereas popular solid state methods are conventional powder metallurgy (PM), high-energy ball milling/mechanical alloying (MA), diffusion bonding, friction stir processing (FSP), and so on. 6 –21 Matrix and reinforcements are carefully selected based on criteria like density, elastic modulus, hardness, thermal stability, and CTE. Compatibility with matrix (wettability, reaction with matrix), size, morphology, availability, and cost are other deciding factors for making composites of desired properties. However, Al composites are still facing the challenges of inferior ductility, low fracture toughness, and precise control of distribution of different micro/nano constituents during processing. So current research activities are focused on improving their mechanical properties, reduction in manufacturing costs, prevention of corrosion, fretting wear, fatigue and the ability to perform throughout life in the quest for developing next-generation materials. 22,23
Wear is a progressive loss of material from contacting surfaces which are in relative motion under load. Improved understanding of different types of wears like sliding, abrasive, corrosive, and fatigue can develop better wear reduction technologies. Al alloys for wear applications generally are based on Al-Si alloy system and majorly associated to sliding and abrasive wear in industrial applications. Hardness is the most important mechanical property that controls wear. Different methods of improving hardness and wear, scuffing resistance of Al alloys include solid solution strengthening, dispersion strengthening, and precipitation hardening. Dispersion strengthening involves reinforcing the soft matrix with either hard particles or combination of hard (increases abrasive resistance) and/or soft particles (yield less friction). Interaction of dislocations with particles is found to strengthen the material matrix to significant extent. 23 –26
Comprehensive reviews on dry sliding wear of discontinuously reinforced microcomposites have been carried out 27 –31 but none so far on the tribological behavior of Al matrix nanocomposites (AMNCs). Wear and friction are the tribological properties influenced by many different interacting parameters. Extrinsic factors include externally applied load, speed, contact distance, dynamically modifying tribolayer on sliding surface, temperature, and so on. Intrinsic factors like process and processing parameters, reinforcement type, size, content, microstructure composition, heat treatment, and so on decide tribological performance. 32 –34 Therefore, since last decade, several lab scale experiments have been carried out on the tribological behavior of nanocomposites considering one or multiple of the above parameters. Experimental details and conclusive remarks of various investigations concerned with different influencing parameters are presented in Tables 1 to 6 for quick reference. Present review is based on those published reports and carried out to highlight the current research progress taking place in the dry sliding tribological aspects of particulate-reinforced Al nanocomposites.
Effect of reinforcement content.

SC: stir casting; POD: pin-on-disk; BOR: block-on-roller configuration; PM: powder metallurgy; COF: coefficient of friction; USC: ultrasonic stir casting; RF: rheoforming; M&E: milling and extrusion process; FSP: friction stir processing; Gr: graphite; HR: hybrid ratio; B4C: boron carbide; SiC: silicon carbide; UTS: ultimate tensile strength; Al: aluminum.
Effect of reinforcement size.
PM: powder metallurgy; POD: pin-on-disk; COF: coefficient of friction; CrM & DMDF: cryomilling and dual mode dynamic forging process; B4C: boron carbide; SAT: sand-based abrasive tester; SiC: silicon carbide.
Effect of reinforcement type.

USC: ultrasonic stir casting; Gr: graphite; POD: pin-on-disk; COF: coefficient of friction; SC: stir casting; FSP: friction stir processing; B4C: boron carbide; Ag: silver; MA: mechanical alloying; PM: powder metallurgy; SiC: silicon carbide; UTS: ultimate tensile strength.
Use of soft tools for optimization studies.

SC: stir casting; B4C: boron carbide; POD: pin-on-disk; PM: powder metallurgy; ANOVA: analysis of variance; COF: coefficient of friction; SiC: silicon carbide.
Effect of process and microstructure.

SC: stir casting; FSP: friction stir processing; POD: pin-on-disk; B4C: boron carbide; COF: coefficient of friction; Al: aluminum; USC: ultrasonic stir casting; RCOP: reciprocating cylinder on plate; MA: mechanical alloying; MML: mechanically mixed layer; Fe: iron; RBOF: reciprocating ball-on-flat; PM: powder metallurgy; B4C: boron carbide; BOD: ball-on-disk; M&E: milling and extrusion process; SiC: silicon carbide; FSW: friction stir welding; ARB: Accumulated roll bonding process; SPS: spark plasma sintering; RPOF: reciprocating pin-on-flat.
Effect of load, speed, and heat treatment.

USC: ultrasonic stir casting; POD: pin-on-disk; MML: mechanically mixed layer; Al: aluminum; B4C: boron carbide; SC: stir casting; MA: mechanical alloying; PM: powder metallurgy; COF: coefficient of friction; SiC: silicon carbide.
Dry sliding wear behavior
Material factors
Reinforcement content
It is generally understood that incorporation of reinforcement particles (ceramics, oxides, carbides, nitrides, etc.) into the Al matrix improves its mechanical and tribological properties. Hence, various researchers have incorporated increasing amount of hard or soft reinforcements into different Al alloys looking for its likely effect on tribological performance. Nemati et al. 45 revealed decreasing wear rate of Al-4.5 wt% Cu-TiC nanocomposites as the nTiC content is increased up to 5 wt% with slight reduction for 7% at both (10, 20 N) loads. The significant improvement in wear resistance as compared to base alloy is attributed to the increased hardness due to uniform dispersion of hard carbide particles which act as load-supporting elements protecting the surface against destructive action of abrasives, similarly as found with Al-TiO2 93 and Al-ZrO2 42 nanocomposites.
Surface microhardness variation of functionally graded FSPed nanocomposites 41 with increasing reinforcement content is found to be in the range of 62–125 HV. It is found to decrease continuously with increasing distance from surface the same way as mass fraction distribution of reinforcement for all composites occurred from surface to the 5 mm depth strongly linking reinforcement content with hardness. Reinforcements are observed to be uniformly distributed up to 8 wt% incorporation but found agglomeration in 10 wt% and more severely for 13 wt% composites. Also, transfer of iron (Fe) from counterface due to SiC generated protective layer reduced wear rate and found maximum for 10 wt% composite which displayed abrasive wear with some plastic deformation. Worn surface of 13 wt% alloy despite being hardest among the tested samples indicated some voids due to dislodging of particle clusters. It led to the severe surface damage and detachment of material that increased its wear rate as compared to the 10 wt% alloy.
While investigating the role of hybrid ratio of reinforcements on the tribological behavior of Al5083/Al2O3/Gr surface composite using hybrid ratios of both Al (Al.HR) and Gr (Gr.HR) as 100%, 75%, 50%, and 25%, Mostafapour and Khandani 44 found agglomeration of particles with increasing reinforcement content. Al nanocomposite with Al.HR of 75% displayed highest hardness while the one with Gr.HR of 75% despite having less hardness exhibited least wear rate which is attributed to lubricating effect of Gr particles. Also, the nanocomposite having Gr.HR 50% displayed highest tensile strength with low wear rate.
Effect of varying concentration of submicron alumina particulate in Al6061 alloy by Al-Qutub et al. 46 revealed increase in wear resistance of 10%, 20%, and 30% reinforced composites by 45%, 113%, and 145%, respectively. Whereas with just 3 vol% reinforcement, Mosleh-Shirazi et al. 40 observed Al6061/SiC nanocomposite to exhibit almost six times rise in hardness and volume loss reduction by approximately 77% as compared to base alloy. The composite was produced by mechanical milling and extrusion process (M&E). They stated that SiC particles restricted the flow of metal during sliding causing only narrow grooves on the worn surface and thus displayed mostly abrasive wear as against adhesive wear of base alloy.
Alizadeh et al. 37 showed that increasing content of boron carbide (B4C) particles caused severe plastic deformation-led decrease in grain size and rise in dislocation density in the Al-based nanocomposites. They observed these nanocomposites to display increase in strength from 198 MPa to 900 MPa and hardness from 130 HB to 230 HB due to addition of 10 wt% B4C particles in Al-2% Cu alloy. These improvements in the mechanical properties are found to have strong influence in reducing the subsurface deformation layer thickness (from 355 µm to 167 µm) and thus improving the wear resistance of nanocomposites under tested conditions. In unreinforced condition, the alloy surface is found to suffer plastic deformation-led surface damage due to hard asperities of counterface. But because of load-bearing hard B4C particles, the matrix of composites gets protected under sliding wear situation and the wear mechanism changes from adhesive to delamination-abrasive in nature. They have also stated that increasing amount of Fe detected (with increasing B4C content) in the mechanically mixed layer (MML) created on the worn surface reduced the wear rate from 12 × 10−5 mm3/m (Al alloy) to 1.9 × 10−5 mm3/m (Al-10 wt% B4C). Another observation recorded is that presence of hard reinforcement particles caused matrix discontinuity and generated small size debris particles from the composites.
Zolriasatein et al. 43 found that as the reinforcement content in Al-Al3Mg2 nanocomposite is increased from 0 wt% to 5 wt% and 5 wt% to 10 wt%, wear coefficient get decreased by 47% and 11%, respectively. Nanocomposite with 20 wt% reinforcement displayed highest wear resistance. Worn surface morphologies on the worn surface of Al-20 wt% Al3Mg2 nanocomposite indicated smooth parallel narrow grooves with shallow craters indicating abrasive wear. Scanning electron microscopy and energy dispersive spectroscopy (SEM-EDS) studies of base alloy and all nanocomposites indicated transition in wear mechanism from delamination to abrasive wear with increasing reinforcement content. Tavoosi et al. 86 also reported reducing wear rate for Al-Al2O3 nanocomposites as the reinforcement content is increased from 4 wt% to16 wt%.
Increasing SiC reinforcement content from 2.5 wt% to 5 wt% in Al5252 alloy by Moazami-Goudarzi and Akhlaghi 47 is found to provide thermal stability to the matrix increasing its hardness and wear resistance, but further reinforcement of 7 wt% decreased the hardness and increased the wear rate which is attributed to agglomeration of particles providing crack nucleation sites.
Linear rise in wear resistance of stir cast A356/SiC nanocomposites for increasing content up to 5 wt% is found by Alam et al. 35 They stated that Fe content in the wear debris increased and was 31% for 5 wt% nanocomposite. Hard and Fe-rich lubricative tribolayer on composite sample played vital role to resist its wear during sliding wear test. But on the contrary, AA2219/SiC nanocomposites are reported to have degrading wear performance above 1.5 wt% content for just 20 N tested in block-on-roller configuration. It was stated to be due to combined effect of high concentration and increased temperature during test conditions. 36 Another author 94 reported that with just 0.5 wt% SiC reinforcement, A356 alloy displayed increase in wear resistance by 53% and 47% when tested at 30 N and 40 N loads, respectively, with constant velocity of 4.187 m/s and sliding distance of 2000 m against EN32 counterface.
Ultrasonic treatment of semisolid slurry of Al2024 alloy rheoformed with varying volume percentage of Al2O3 nanoparticles employing different stirring temperatures (610–630°C) and stirring times (5–30 min) was attempted recently. 39 Stirring at temperature of 620°C for 25 min developed Al2024-5 vol% Al2O3 nanocomposite with highest improved properties that include ultimate tensile strength of 358 MPa, yield strength of 245 MPa, and elongation of 5.6%. Wear rate of nanocomposites reinforced with 1–7 vol% particles displayed decreasing trend which is attributed to increased hardness in agreement with Raturi et al. 95 that for 7075-Al2O3 nanocomposites. But 10 vol% reinforced composite due to agglomerated particles set off the benefit of hardness and exhibited slightly less wear resistance than 5 vol% nanocomposite.
Al1030-B4C (2–6 wt%) unhybrid nanocomposites exhibited enhanced wear resistance with increasing weight percentages of B4C which is related to the increasing dislocation density in the matrix created due to large difference in the values of CTE and elastic modulus between Al and B4C. 38 Besides this hard abrading action of B4C particles scratch and release Fe from steel counterface into the sliding interface creating MML. This layer rich in iron oxide (Fe2O3) prevents direct metal-to-metal contact reducing friction and wear of the interacting surfaces. Presence of 2 wt% h-BN in the hybrid nanocomposite forms a thin lubricious film over the already created debris particles and restricts further pulling out of hard B4C particles from the composite pin. Thus, the combined effect of MML due to B4C and lubricating film due to h-BN lowers the wear rate of hybrid nanocomposite as compared to monolithic nanocomposite and base alloy. However, 6 wt% B4C hybrid nanocomposites showed high wear rate than 2 wt% B4C hybrid nanocomposite, which is attributed to the presence of voids and agglomeration of particles. Another investigation by Sharifi and Karimzadeh 72 also identified lubricating effect of Fe and oxygen-rich transfer layer responsible for the mechanical mixing/oxidation process as the controlling wear mechanism in ultrafine Al-Al2O3-AlB12 nanocomposites with increasing reinforcement content from 5 wt% to 15 wt%.
Overall, it is observed that investigators have tried incorporation of nanoparticles up to 30% and most have common consensus on the trend of decreasing wear rate as the hard reinforcement content is increased in the Al matrix. But content beyond critical limit especially in the composites processed by liquid metallurgy route shows deterioration of wear performance. It is due to the problems of agglomeration, porosity, and weakening of particle–matrix bonding.
Reinforcement particle size
Use of ultrafine and nanosized reinforcements for metal matrix is found to improve its mechanical properties, especially strength, to great extent. Several authors have investigated the reinforcement size effect on tribological properties. Moazami-Goudarzi and Akhlaghi 47 found increase in hardness of Al5252 alloy from 46 HVN to 81 HVN for Al5252-7 wt% SiC nanocomposite, whereas 10 wt% SiC microcomposite displayed hardness of 60 HVN. An interesting observation of this study is that despite lower hardness value, 10 wt% SiC microcomposite exhibited better wear resistance at the normal stress of 0.3 and 0.6 MPa than that of all nanocomposites. The authors, in the course of explaining this behavior, stated that coarse SiC particles are deeply embedded in the Al matrix and so are not easily detached from it and in fact tolerated the applied load to protect the soft matrix against wearing counterface. Nanoparticles on the other hand, due to their sizes varying in the range of surface roughness, cannot play this protection role for the matrix, and due to extended metal-to-metal contact, nanocomposite pin wears more against the hard counterface. However, at higher applied stress of 0.9 MPa, nanocomposites were better to resist wear than the microcomposite under study. This happened because at relatively large stress value (0.9 MPa), coarse SiC particles get either pulled out of the matrix or broken down into pieces due to large abrasive force of the counterface and so cannot support the applied load. However, in case of nanocomposites, all the surface asperities in contact with abrading counterface were strengthened by the presence of small SiC particles. That is why nanocomposite at 0.9 MPa stress displayed higher wear resistance than the microcomposite. Other reason stated for this behavior is that due to strong bond of fine particles with matrix and resulting plastic constraint, cracks are not easily nucleated at the particle–matrix interface of nanocomposite. But for microparticles with sizes larger than 1 µm, relatively weak bonding with matrix provides particle–matrix interface as a favorable region for crack initiation and propagation leading to increased wear rate. Hosseini et al., 48 however, have reported significant effect of micro to nano size variation of alumina particle (60 µm, 1 µm, 30 nm) on the increased density and hardness of Al6061-Al2O3 bulk composite, which consequently decreased wear rate (Figure 1). Durai et al., 87 in agreement with above, mentioned that decrease in interparticle distance due to reduced size of uniformly distributed particles increased hardness and wear resistance.

Wear rate versus particle size for Al6061-Al2O3 nanocomposites. 48
Particle size significance on the abrasive wear behavior of AA5083 alloy reinforced with equal volume fraction but varying sizes of B4C particles in the micron-, submicron-, and nanoscale range is evaluated by Nieto et al. 49 Composites were fabricated by cryomilling and dual mode dynamic forging process. Abrasive wear performance of fabricated materials was tested using sand-based abrasive tester. Uniform distribution of particles is observed for micro- and submicron composites, while agglomeration is detected in nanocomposite. Microhardness value of 1.55 GPa for AA5083 is found to increase with decrease in reinforced B4C particle size and 2.42 GPa value is recorded for Al-nB4C nanocomposite. But this linear increase in hardness is not reflected in the same manner as regards wear resistance of the composites which is normally found in dry sliding wear tests. It may possibly be due to aggressive tribological conditions prevalent in the abrasive wear situations. Microcomposite displayed comparative wear resistance as that of base alloy, while submicron and nanocomposites exhibited highest and least wear resistance, respectively. The harder SiO2 particles get embedded into the matrix in the initial period of test preventing subsequent penetration of more and more particles playing the role of hard reinforcements and so plain AA5083 behaved almost similar to Al-B4C microcomposite. But submicron B4C particles having large surface area and relatively weak interfacial bonding get pulled out of matrix while negotiating with silica particles and remained as debris on the surface serving as third-body abrasives. Due to this, despite higher hardness submicron composite exhibited highest wear loss, even greater than base alloy. It is stated that nanoparticles, because of strong interfacial bonding, require almost 11 times more force for their pullout from matrix as compared to microparticles having same volume fraction. Hence, Al-nB4C nanocomposites exhibited highest wear resistance. Above studies reveal that there is no straightforward rule to describe wear performance of composites based on reinforcement size.
Reinforcement type
Besides mostly preferred SiC and alumina, several other reinforcements from carbide, boride, nitride, and oxide categories are used for reinforcing Al matrix. A unique attempt of incorporating nano silver (Ag) particles recently 54 showed enhanced wear performance of Al matrix, and the authors graphically reported specific wear rates of 2.5 µm/Nm3, 1 µm/Nm3, and 0.9 µm/Nm3 for Al6061 alloy, Al6061-1 wt% Ag, and Al6061-2 wt% Ag nanocomposites, respectively. Al6061 alloy surface displayed severe plastic deformation with wide grooves, while nanocomposites revealed smooth surface with marginal plowing marks.
Despite having good bonding with Al alloy and other features like high hardness, high melting point, high strength and stiffness, and so on, B4C is least explored for wear performance. Poovazhagan et al. 56 incorporated nB4C particles up to 2.5 wt% in AA6061 and reported that nanocomposite surface displayed large number of dislocations (based on transmission electron microscopy (TEM) images) as compared to base alloy. They attributed it to the large mismatch in the elastic modulus and thermal coefficient of expansion between AA6061 and B4C particles. Dislocations increased strength and hardness and hence nanocomposites exhibited improved wear resistance than base alloy at all test conditions. Combination of adhesion and abrasion is identified as dominant wear mechanism for nanocomposites. Similar study reported by Reddy et al. 55 for nSiC particulate (up to 2 wt%)-reinforced AA6061 alloy revealed abrasion, delamination, and oxidation to be the wear governing mechanisms. Fine grooves were seen at 10 N and 1 m/s which were converted to circular scratches at 2 m/s speed. At 20 N load and 2 m/s speed, the authors reported formation of large size oxide debris with indication of abrasion and delamination.
Two different types of nanoparticles, TiO2 (4.23 g/cc) and TiB2 (1.52 g/cc), were used to reinforce A356 (2.7 g/cc) using SC process by Akbari et al. 58 in order to study nanoparticle capture during solidification and its effect on wear behavior. Liquid metallurgy route is known to face the challenge of agglomeration and poor wettability of ceramic nanoparticles with molten alloy and the situation aggravates further when the difference between densities of ceramic particle and base alloy becomes large. Particles either sink or float in the liquid metal and are pushed toward grain boundaries during solidification. The van der Waals energy of composite systems for both TiO2 and TiB2 nanoparticles was found to be positive resulting in a tendency of particle rejection. But the force of nanoparticle rejection in Al-TiO2 was found to be much higher than Al-TiB2 composite system as the Hamaker constant of TiB2 particle is close to that of liquid Al resulting in the favorable condition of TiB2 particle capture. Only 2.1 vol% TiO2 particles could be incorporated into alloy melt while 3.3 vol% TiB2 out of 5 vol% introduced, the remaining got rejected to the surface of molten composite from where they were collected and weighed accurately. On finding this, the authors reported 0.5–1.5 vol% to be the best range of nanoparticle addition in molten alloy. Incorporated particles get pushed into last freezing eutectic liquid during solidification and so their agglomerations found to be surrounded by Si eutectic in the Al matrix. They reported that under same test conditions, the wear resistance of Al-TiB2 specimen is more than Al-TiO2 specimen and mentioned the Fe-rich lubricative tribolayer formed on the worn surface to be the cause of reduced wear rate of both nanocomposites than base alloy.
Hybrid composites are designed to obtain application-specific desired properties and as such their performance is governed by the relative amount and characteristics of involved reinforcements. With an aim to use hybrid composite in braking system of automobile, Muley et al. 59 reinforced LM6 alloy with SiC and Al2O3 nanoparticles in equal ratio. They reported formation of Fe-rich Fe2O3 layer on the composite and steel disk surface. SiC addition is believed to reduce natural tendency of material flow at contact surface during sliding and also lubricant-like behavior of SiO2 phase helps to reduce wear. Better wettability with Al and high hardness make SiC more effective than Al2O3 to resist wear. Similar observations of wear behavior controlled by the formation of tribolayer consisting of Fe3O4, Fe, and reinforcing particles are reported in another work. 52 In that work, Al7075-Al2O3-SiC hybrid composite is found to be more wear-resistant than single reinforced Al7075-Al2O3 nanocomposite due to additional hard SiC phase.
B4C and TiC nanoparticles individually and in the combined form were reinforced in Al5083 to produce mono and hybrid surface composites by FSP process for comparative evaluation of dry wear response. 53 Due to hard reinforcements which resist micro-cutting of the pin specimen, all the composites displayed high wear resistance compared to base and FSPed alloy. But despite highest hardness, Al-B4C nanocomposite exhibited slightly higher wear rate as compared to hybrid nanocomposite. This happened because TiC nanoparticles after getting pulled out of matrix acted as solid lubricant forming oxide film on the surface while B4C particles increased hardness, strength, and thermal stability of the hybrid matrix.
Solid lubricants like Gr, MoS2, and h-BN have been used by researchers to bring in self-lubricating effect for reducing wear rate of MMCs both as single reinforcement and hybrid constituent. Ravindran et al. 60 compared wear behavior of Al2024-5 wt% SiC nanocomposite with hybrid Al2024-SiC-Gr nanocomposites as well as base alloy. It is observed that wear loss of SiC-reinforced nanocomposite increased at all loads but was drastically reduced beyond load of 20 N when incorporated with Gr particles. This behavior is observed due to the detachment of soft Gr particles from the matrix while their entrapment and mixing with wear debris formed tribolayer at the contact surface. Deep continuous grooves, micropits, and microcracks were seen on worn surface of nanocomposite indicating abrasive wear. But hybrid nanocomposite surface displayed lubricating Gr film resulting in the reduced wear rate which is indicative of delamination and oxidation wear mechanism.
In yet another work, Reddy et al. 50 demonstrated that wear rate of Al6061T6-SiC-Gr hybrid nanocomposite is reduced by 73% due to the addition of just 2 wt% nano Gr particles in the base alloy. Only at the condition of wear parameters (20 N load, 3000 m distance, and 2 m/s speed), nanocomposite containing 3 wt% Gr exhibited wear rate more than 2 wt% composite. This happened because thick Gr layer got peeled off from the pin surface while high porosity and cracks assisted in the increased wear loss.
Incorporation of just 0.5 wt% Gr in Al6061/SiC/Gr nanocomposites is found to introduce self-lubricating effect as demonstrated in another work. 51 SiC particles improved hardness (from 55 VHN to 91 VHN) and Gr particles created lubricating tribolayer which reduced direct contact between pin and counterface. So this combined effect reduced friction and wear. Al6061 alloy at 10 N and 40 N load exhibited surface roughness of 1.99 µm and 6.2 µm while Al/1.2 SiC/0.5 Gr nanocomposite reported lower values of 0.67 µm and 1.56 µm, respectively, due to graphitic tribolayer.
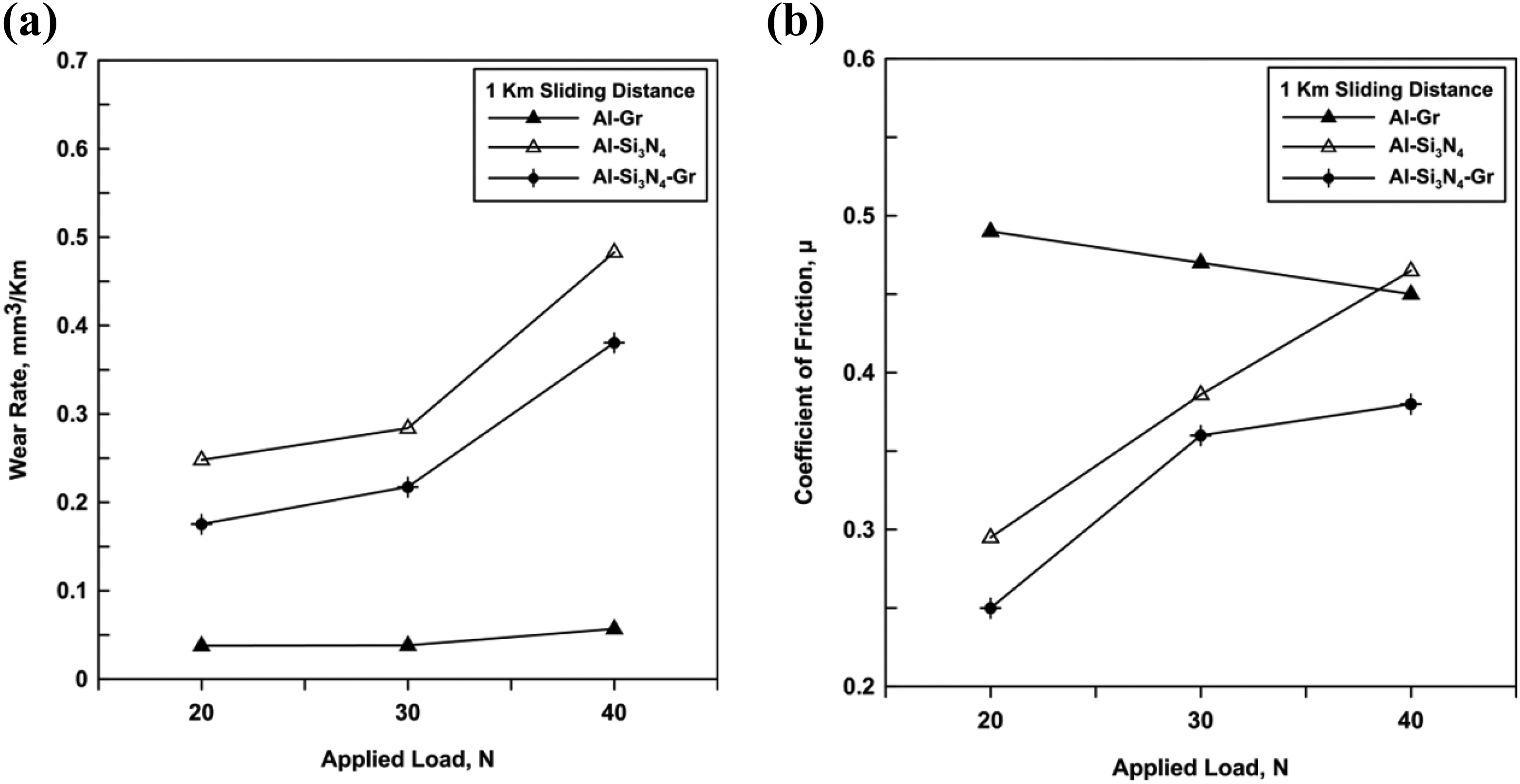
Fallahdoost et al. 57 fabricated AA7050-Gr microcomposite and AA-7050-Gr-TiC nanocomposites with fixed TiC and varying Gr content. Al-Gr microcomposites exhibited increase in the wear rate with increasing Gr content due to relative decrease in the hardness. Wear rate is found to increase at all speeds for all investigated composites with highest value for Al-Gr and lowest for Al-TiC-Gr (due to combined effect of TiC and Gr) composite as shown in Figure 2(a) with corresponding coefficients of friction in Figure 2(b). TiC particles present in the Al/Gr interface were stated to act as mechanical interlocks reducing the flowability of Gr layers during sliding. EDS mapping of worn surfaces of Al/Gr composites slid for 400 m and 1000 m distances revealed depletion of Gr layer while more stable Gr lubricating tribolayer was found in Al/Gr/TiC nanocomposites. TiC nanoparticles not only increased hardness and acted as load-bearing elements but enhanced wear resistance by stabilizing the Gr-rich tribolayer on the contact surface.

Processing method and parameters
Qu et al. 74 studied the effectiveness of FSP for improved wear performance of Al-Al2O3 and Al-SiC nanocomposites without affecting ductility and conductivity in the substrate. They found that FSP produced more than 1 mm thick and hard layer on the substrate. Reciprocating ball-on-flat wear test exhibited enhanced wear resistance of base alloy by one order of magnitude using both reinforcements with 40% reduction in friction. Yuvaraj and Aravindan 66 attempted to determine the effect of number of FSP passes on the microstructure and wear behavior of Al5083 alloy reinforced with micro- and nanosized B4C particles. They found that dynamic recrystallization induced by severe plastic deformation due to stirring action of FSP tool reduced grain size of the matrix material. Grain size 49.85 µm of Al5083 alloy is reduced to 3.98 µm for nano B4C reinforcement while that of micro Al5083/B4C is reduced to 6.52 µm after three FSP passes. Reduction in grain size coupled with uniform particle dispersion increased hardness of stirred zone to 134.8 HV from 82.6 HV of base alloy. Other investigations for Al-Al2O3 73 and Al-Al2O3/TiB2 67 also found four FSP passes sufficient for declustering particles. Moreover, the latter reported reduction in surface defects like pores, cavities coupled with 60% increase in hardness and enhanced wear resistance.
However, Mirjavadi et al. 65 used eight FSP passes to produce AA5083/ZrO2 surface nanocomposites with highest hardness (80–135 HV) and wear resistance as matrix grains refined from 23 µm to 3 µm (Figure 3). Wear rate remained almost constant over the sliding distance of 500 m for all nanocomposites but found to reduce with number of passes. Heavy plastic deformation with large surface damage observed for base alloy is reduced with nanoparticle addition and wear mechanism changed from adhesive to moderate abrasive type. The authors reported that tool rotational speed of 800 r/min and traverse speed of 50 mm/min were found optimum for the composite under study after several trials.

Grain size of BM and nanocomposite with FSP pass. 65 BM: base material; FSP: friction stir processing.
Two AA5083 plates, after filling common slot by TiO2 particles and employing tool rotational speed in the range of 300–710 r/min and forward speed of 14–28 mm/min, were joined using friction stir welding (FSW) by Mirjavadi et al. 64 Specimen with highest tensile strength obtained after four FSW passes was cut from the stir zone for evaluating wear performance. Reduced grain size from 45 µm to 8.5 µm and homogeneous particle dispersion increased hardness to 121 HV. They observed that hard nanoparticles dispersed on the surface shared load, acted as barriers to the dislocation motion, and thereby reduced plastic deformation. Worn surface indicated abrasive-dominated and enhanced wear behavior.
In a novel approach, Anvari et al. 69 spread Cr2O3 powder on Al6061 plate using atmosphere plasma spray and fabricated wear-resistant Al-Cr-O surface hybrid nanocomposite by six FSP passes. This process developed nanosized and uniformly distributed Cr, Al2O3, Cr2O3, Al13Cr2, and Al11Cr2 phases in the microstructure of Al composite. Test configuration employed was reciprocating cylinder on plate. Distributed hard nanoparticles acted as load-bearing elements reducing direct contact between soft matrix and counterface. Further during sliding process, nanoparticles detached from matrix surface, got trapped in the rubbing zone, and behaved as abrasives in three-body wear mechanism causing grooves on the contact surface.
Sharifi and Karimzadeh 72 produced Al-(Al2O3-AlB12) nanocomposites by MA and hot pressing the mixture at 450°C under 300 MPa for 30 min. The authors concluded that mechanical milling process which led to repeated cold welding, fracturing, and rewelding of particles resulted in their uniform distribution and well embedment into the matrix as revealed in TEM dark-field images. This morphology improved hardness by five times for 15 wt% reinforced Al alloy as well as significant improvement in the wear behavior of all composites. On the contrary, Majzoobi et al. 96 reported significant decrease in wear resistance of Al7075-SiC nanocomposite produced by mechanical milling and hot dynamic compaction. Mechanical drop hammer with 60 kg weight was used to generate die compaction energy for producing 5 and 10 vol% SiC-reinforced nanocomposites. The authors attributed weak bonding of Al7075 and SiC particles in dynamic compaction to be the reason of increased wear rate with increasing volume reinforcement. Simultaneous exposure of particles to pressure and temperature did not occur due to sudden peak pressure applied leading to insufficient sintering. As a result, particles got detached from the matrix during sliding test and so their load-bearing effect is reduced causing more abrasive action and high wear rate especially for 10 wt% composite. They reported that under same tribo test conditions (load: 10 N, speed: 0.08 m/s, distance: 500 m, counterface: AISI 52000 steel), Al7075 alloy and 5 and 10 vol% nanocomposites showed wear rate of 0.2, 0.3, and 1.4 mg/m, respectively.
Effectiveness of spark plasma sintering (SPS) technique for compacting mechanically milled mixture of Al5083 and SiC powder to the near theoretical density is demonstrated by Bathula et al. 71 Nanostructured Al5083 alloy and Al5083/SiC nanocomposite displayed microhardness of 148 HV and 280 HV, respectively, which is attributed to good interface between SiC and Al matrix with no visible porosity. Evolution of nano-grained microstructure due to high-energy ball milling and SPS induced dense compaction of the nanocomposites. It caused significant enhancement in wear behavior due to uniformly dispersed ceramic particles having strong interface with alloy matrix.
Accumulated roll bonding process (ARB) employed by Darmiani et al. 70 for fabricating Al1050/SiC nanocomposite also revealed homogeneously distributed and refined SiC particles in the matrix at the end of 10th ARB cycle. This composite microstructure enhanced hardness of alloy by three times. Reciprocating pin-on-flat (RPOF) wear test revealed significant reduction in wear loss. Wear test was performed with configuration. Worn surface morphology revealed the presence of SiC particles in the wear track causing the scratch marks. The authors inferred that SiC particles acted as solid lubricant reducing the friction and hence wear loss.
Effect of melt processing time and pouring temperature on the tribological response of Al-TiB2-Al2O3 nanocomposites produced by in situ ultrasonic method is investigated by Moghadam et al. 68 TiB2-Al2O3 pellets were introduced in the vortex of Al melt held at constant melting temperatures, utilized ultrasonic processing times of 5, 10, and 15 min and poured melt at 700°C, 850°C, and 1000°C to see influence on grain size, hardness, and dry wear behavior of nanocomposites. In situ ultrasonic processing formed nanosized TiB2 (8–20 nm) and Al2O3 (50–150 nm) particles in the matrix and grain sizes reduced up to 70 microns. Hardness and wear rate of unreinforced Al remained nearly unaffected by the variation in reaction time and processing temperature but composites are found to have affected by these processing parameters. For instance, a nanocomposite with 5 min processing time displayed reduction in wear rate at 850°C with slight increase at 1000°C pouring temperature, while 10 min processed nanocomposite displayed increase in wear rate at 850°C and decreased further at 1000°C. Worn surface of nanocomposite appeared relatively smoother than that of base alloy indicating superior wear behavior as major applied load is carried by Al2O3 particles which reduced plastic deformation of the matrix. On the other hand, detachment of some of the TiB2 particles from the matrix oxidized in the interface to produce TiO2 and B2O3 followed by formation of H3BO3 lubricious film. This synergistic effect of Al2O3 and TiB2 wherein Al2O3 imparted hardness and TiB2 provided self-lubricating effect reduced the wear severity and volume loss during sliding. It is also reported that the crack propagation during sliding is hindered by the interaction between dislocations and Al2O3. The stain field created around Al2O3 particle due to its thermal mismatch with Al also resisted crack propagation and probable material loss.
Several secondary processes such as rolling, extrusion, equal channel angular pressing, and FSP are employed to better the particle dispersion in composite matrix and to remove casting defects. An attempt to modify microstructure of stir cast Al7075-2 wt% SiC micro- and nanocomposites by FSP using optimized parameters of 1025 r/min tool rotational speed, 25 mm/min traverse speed and its influence on wear resistance is investigated recently. 63
It is found that SiC particles which were primarily located at the interdendritic regions in cast composites get uniformly distributed in the matrix due to intense plastic deformation-led dynamic recrystallization effected by FSP process. Nanoparticles in particular pinned the grain boundaries causing strength and hardness improvement through grain refinement. The authors reported that microhardness values of 78 HV and 88.5 HV estimated for as cast microcomposites and nanocomposites increased to 101 HV and 121 HV, respectively, after FSP. Corresponding weight loss decreased from 120 mg and 80 mg to 30 mg and 20 mg. Plastic deformation bands with some irregular pits found on the worn surface of cast composite indicated abrasive and adhesive wear while smoother surface with slight plastic deformation. Whereas no craters for FSPed composites indicated improved wear resistance and abrasive wear mode. The authors attributed this improvement in wear resistance to the optimized FSP process which refined grain size, uniformly dispersed SiC particles, and improved hardness.
Microstructure and composition
Evolution of nanocomposite microstructure with strong particle–matrix bonding and interface integrity was found to be crucial in its tribological performance. Alizadeh and Taheri-Nassaj 97,78 reported that the presence of hard B4C particles significantly affected the refinement of Al grains under the effect of M&E process. It greatly increased hardness of coarse-grained Al from 130 HV to 340 HV for Al-4 wt% B4C nanocomposite, similar to the observations of Abdollahi et al. 75 for Al2024-B4C composite. Nanostructured Al was tested to have hardness of 230 HV, almost double to that of the coarse-grained Al, and this notable rise was only because of grain refinement (Al particle size of 27 µm to Al grain size of 48 nm) affected by M&E process. This rise in hardness and strong interfacial bond between B4C and Al matrix enhanced the wear resistance of composites by the matrix to particle load transfer mechanism. Worn surface and wear debris SEM images revealed that adhesion is dominant wear mechanism for coarse-grained Al sample while nanostructured Al and Al-B4C nanocomposites exhibited delamination and abrasion combined delamination wear, respectively.
Hosseini et al. 79 also reported mechanical milling and hot pressing (MP) induced nanocrystallization that witnessed reduction of Al grains from 45 nm to 38 nm as the reinforcement of nAl2O3 increased from 1 vol% to 5 vol%. Hardness of coarse-grained Al6061 and age-hardened Al was found to be 57 HV and 98 HV, respectively, which was increased to 235 HV for 3 vol% reinforced Al6061. But hardness declined to 112 HV for 5 vol% reinforcement due to agglomeration-induced rise in porosity. This change is reflected in wear behavior as shown in Figure 4. Adhesion was the wear controlling mechanism for Al6061 alloy while abrasion dominated for nanostructured Al6061 and Al6061-Al2O3 nanocomposites.

Wear rate of nanocomposite as function of reinforcement content and that of coarse-grained, nanostructured alloy under same tribo conditions. 79
Evolution of microstructure with uniform particle dispersion as a function of stirring time was investigated by Akbari et al. 77 for A356-Al2O3 composite. To check uniform distribution of particles, the authors selected one sample cut from each end while one from the middle portion of the fabricated cylindrical composite. SEM micrographs displayed grain size reduction by more than half when melt was stirred for 4 min causing maximum hardness and wear resistance but no significant reduction further when stirring time was increased to 16 min. The authors attributed this behavior to the increasing porosity level and claimed it to be the main controlling factor. Nanocomposite exhibited oxidative and adhesive wear mechanism as wear debris showed fine particles as well as plate-like flakes.
To enhance uniform distribution of TiC and WC particles and promote wettability, Lekatou et al. 76 added K2TiF6 salt to the Al1050 alloy melt at 830°C. Quantitative EDAX analysis of the microstructure identified Al-Fe and Al-Fe-Si intermetallic phases present besides Al3Ti in Al/TiC nanocomposite due to flux addition and Al12W, Al5W, and Al4C3 in the Al/WC nanocomposite microstructure due to reactions occurring in alloy melt at the temperature of 830°C. Flux addition helped successful distribution of clustered and isolated particles mainly near the grain boundaries. All nanocomposites revealed almost linear increase in mass loss with increasing sliding distance and decreased wear rate with increased reinforcement content. But Al/WC nanocomposites displayed higher wear resistance than Al/TiC nanocomposites under the same wear test conditions. They found improved wear resistance of nanocomposites due to the presence of load-bearing carbide and intermetallic particles in the matrix diminishing crack-induced plastic deformation and decreased direct contact between matrix and counterface. Reinforced and in situ intermetallic particles refined grain structure and provided thermal stability to the matrix. Wear surface of nanocomposites obtained in ball-on-disk (BOD) test displayed fine, narrow grooves with less hill–valley morphology as compared to base alloy.
Mechanical and physical factors
Applied load
Load applied in the contact interface is one of the most important external parameters because severity of the tribological condition is signified by the product of load and velocity, that is, PV factor. Load therefore cannot be avoided in any of the tribological experiments. Wear rate is found to increase with increasing loads under constant speed sliding distance employed in dry pin-on-disk (POD) wear test conducted by Al-Qutub et al. 46 They found erosion dominated mild wear (≤2 mm3/km) up to 2 N load for 6061 alloy and the same at 5 N load for submicron alumina-reinforced composites. For loads above 10 N, they found base alloy as well as composite to wear out severely (≥3.5 mm3/km) and attributed this adhesion type of wear to the melting of metal matrix at sliding surface due to high frictional stresses. Composite materials are reported to have delamination type of wear mechanism in between mild and severe wear conditions. Similarly, Durai et al. 87 found that Al 6061/Al2O3 nanocomposites are subjected to increased wear rate with increasing applied loads. At 10 N load, fine grooves and small dimples are observed on the worn surface of composite indicating mild wear. At higher load (30 N), extensive surface plowing along with local delamination is seen indicating change of wear mechanism from mild to severe. Working with Al-39% AIN nanocomposite in the similar load variation but using BOD configuration, Liu et al. 88 reported interesting result that wear rate of composite didn’t vary significantly in the range of 5–25 N but then steeply rose up to 35 N and was four times more than that at 25 N. Worn surfaces were detected with oxygen-rich tribolayer with micro-plowing at loads below 25 N, whereas at 35 N load the frictional surface was found to have discontinuous and less amount of tribolayer coverage.
At relatively low load variation (5–15 N), Tavoosi et al. 86 observed Al-Al2O3 nanocomposites specimens undergoing progressive rise in wear rate when the applied normal load is increased. They detected increasing amount of transfer layer called MML containing increasing amount of Fe from steel pin at all loads with increasing reinforcement. This layer is found to act as lubricant reducing the wear rate as a function of reinforcement. Similar observation is recorded by Harichandran and Selvakumar 82 for Al/B4C nanocomposites under 2–16 N loads. In their work, formation of narrow grooves and evidence of dark layer containing Fe and oxygen on the worn surface is characterized through SEM-EDX. It indicated transfer and mixing of materials from the sliding bodies creating MML that reduced wear of nanocomposites. Only Al-10 wt% B4C composite exhibited degrading wear performance due to particle clusters and high porosity content.
Abbass and Fouad 98 fabricated Al-12Si-4 wt% TiO2, Al-12Si-4 wt% ɣ-Al2O3, and Al-12Si-4 wt% (TiO2 + ɣ-Al2O3) nanocomposites reinforced with 50 nm Al2O3 and 30 nm TiO2 particles by PM technique and found their wear rates to increase as a function of increasing applied loads (5, 7.5, 10, 12.5 N) when slid against steel disk of 63 HRC. Al-12Si-4 wt% ɣ-Al2O3 indicated highest wear resistance compared to other composites and base alloy. Plastic deformation indicative adhesive wear was observed for base alloy while nanocomposites showed less wear at all loads. Increasing load resulted in higher plastic deformation and separation of few particles from matrix leading to formation of oxide layer on the contact surface. Amarnath and Sharma 85 demonstrated that specific wear rate of Al6061/WC nanocomposites increased for load variation (10–40 N) due to frictional heating of contact surfaces. However, in another work published by Pal et al., 80 specific wear rate is stated to be decreased for the loads increasing in the same range. Use of small size WC particles and low-range weight percentage content possibly may be the reason for comparatively improved wear resistance. Moreover, absence of agglomerated particle clusters and higher matrix strength due to grain refinement is reported in the later work. Manivannan et al. 81 also have reported decrease in the wear rate (from approximately 1.8 mg/Nm to 1.4 mg/Nm) of Al6061/SiC nanocomposite when the load is increased from 10 N to 40 N. They stated that as the load is increased, the interfacial temperature gets increased causing microthermal softening of the matrix and formation of oxides on the surface. Oxygen and Fe-rich mechanically mixed tribolayer and addition of nSiC particles increased the thermal stability of nanocomposites and decreased their specific wear rate at all loads. Fale et al. 84 identified load to be strong factor deciding wear behavior for Al-AIN nanocomposites. At 10 N load and distance up to 2000 m, 3 wt% composite indicated shallow grooves with dimples while 5 wt% composite revealed finer grooves over the wear track. This mild wear behavior changed to severe wear at 30 N load typically for prolonged sliding distance of 3000 m. Deeper grooves, transverse cracking, and delamination are observed on the wear track of 3 and 4 wt% composites due to excessive frictional heat, while 5 wt% nanocomposite showed relatively less damaged regions. Better wear resistance of 5 wt% nAIN reinforcement composite is attributed to increased load-bearing effect of nanoparticles protecting the soft matrix against severe wear parameters.
Wear response of AA2019 alloy, AA2219/nB4C monolithic and AA2219/nB4C/MoS2 hybrid nanocomposites was evaluated by Kumar et al. 83 At 20 N load, worn surface of AA2219 alloy displayed abrasive grooves and the delaminated wear sheets indicating initiation of subsurface plastic deformation which gets severely intensified at 60 N. Wear debris at 60 N exhibited long, irregular, large shaped flakes which are attributed to easier propagation of cracks due to large interparticle spacing of second phase constituents of the unreinforced alloy. Unhybrid nanocomposite on the other hand when tested at 20 N load displayed thin widely spaced grooves due to hard asperities of the counterface. The authors stated that nano B4C particles for small interparticle spacing act as obstacles for the dislocation movement and helped matrix to sustain this low-range load quite easily. At 40 N load, however, the dislocation pileup at grain boundary raised stress concentration in the matrix above the fracture stress of matrix leading to crack initiation at particle–matrix interface and delamination as a consequence. Hybrid nanocomposite with MoS2 showed better wear performance than monolithic nanocomposite and base alloy because even under low contact stress MoS2 lubricant squeezes out to the surface forming thick and continuous tribofilm. This tribofilm with loose wear debris shears easily under the applied load reducing the impact of scratching/micro-cutting and hence reduce the wear rate significantly.
On summarizing note, load as a dominating parameter is investigated mostly up to 60 N load and its influence on wear transition from mild to severe seems to depend on other several parameters; reinforcement content being the prominent among others.
Sliding speed
Liu et al. 88 reported decreased wear rate as a function of sliding speed in a hyperbolic-like curve. Reduction in wear rate was by 75% when speed varied from 0.01 m/s to 0.02 m/s but thereafter it reduced with very less amplitude. They detected tribolayer formation on worn surface at all sliding speeds. Worn surface was found to be much smoother at low speeds whereas rough with micro-cutting and plowing at higher velocity. Increasing thickness of tribolayer was found for the velocity range of 0.01–0.04 m/s which went on depleting for further rise in velocity. Another work 74 also has reported decrease in specific wear rate of all nanocomposites with increasing speeds tested up to 0.4 m/s and said to be controlled by oxidative and abrasive wear mechanism.
Wear behavior as a function of sliding velocities (0.6–1.2 m/s) for AA6061 reinforced with TiC, Al2O3, and hybrid (TiC + Al2O3) nanocomposites was studied by Jeyasimman et al. 89 All the nanocomposites indicated almost same wear rate at all the increasing sliding velocities for low load of 5 N. However, considering higher loads (7, 10 N) monolithic composites displayed higher wear rates as compared to hybrid nanocomposite and were highest for the speed of 1.2 m/s. Worn surface examination carried out for all nanocomposites by SEM revealed different wear mechanisms as abrasion, delamination, and oxidation with increasing sliding speed.
Tribo tests were conducted at relatively higher speed range of 3.14–5.65 m/s by Kumar et al. 83 and they observed accelerated softening of surface and subsurface of AA2219 with increasing sliding velocity due to friction-induced temperature rise in the absence of matrix strengthening particles. EDS analysis detected oxygen peak indicating oxidation of alloy surface which (oxide scales) gets removed at higher speeds exposing fresh metal for oxidation. In the absence of tribolayer, unreinforced alloy is subjected to adhesive and delamination wear. Hard particles in unhybrid and hybrid composites increased thermal stability of the matrix diminishing the ill effects of temperature rise with increased velocities. Dark layer of tribofilm containing oxygen and Fe transferred from counterface controlled the wear rate of hybrid composite showing abrasive groove lines and surface cracks. The hybrid composite on account of MoS2 lubricant produced more stable tribofilm which controlled the oxidation rate resulting in smooth worn surface and better wear resistance at all the tested sliding speeds. But all the nanocomposites along with base alloy exhibited increasing wear rate with increasing speeds. Speed ranges and accompanying load ranges in addition to reinforcement types may have led to the opposing results reported by Liu et al., 88 Qu et al., 74 and Kumar et al. 83
Sliding distance
Specific wear rate of SiC-reinforced A2219 alloy is found to increase linearly from 0.15 × 10−3 to 0.35 × 10−3 mm3/Nm with increasing distance up to 4000 m. The wear test was conducted at constant speed 0.733 m/s and load 5 N on POD apparatus by Murthy et al. 99 They have reported that nanocomposites with 50 nm size SiC particles exhibited reduced wear rate values as a function of sliding distance as compared to 150 nm size SiC-reinforced composites and this behavior was related to the increased surface area of SiC nanoparticles which were uniformly distributed in the matrix due to ultrasonic melt processing.
Kumar et al. 83 observed sharp rise in wear rate of AA2219 alloy for sliding distance above 2000 m at all the tested parameters and attributed this behavior to the third body wear by loose debris trapped in the tribo couple. Nanocomposite indicated marginal rise in wear rate with sliding distance but the authors have not specified the reason behind this. Hybrid nanocomposite, however, is reported to produce wear debris covered with loose MoS2 particles reducing the plowing effect during sliding and so wear rate is not affected much with distance.
Tribological investigations of Al nanocomposites specifically targeting the sliding distance as the influencing parameters are not available although there are reports wherein distance is studied among other prominent parameters. The same sliding distance can be reached either using low or high speed creating all the difference in wear performance and possibly that is why distance is not studied comprehensively yet. However, it is worth mentioning that Ambigai and Prabhu 100 in an attempt to optimize wear test parameters under the employed test conditions revealed sliding distance to be the most dominant parameter among all others. Components meant for constant tribological contact conditions over prolonged period of time need more and more investigations for their wear and friction behavior as a function of distance.
Temperature
Tribological studies of particulate-reinforced AMNCs at elevated temperatures are rare to find in the published literature. One such reported study by Nemati et al. 101 involves reinforcement of Al with nanosized Al13Fe4 complex intermetallic compound with different weight percentages (1, 3, 5, 7, 10 wt%) subjected to dry sliding wear tests from room temperature to elevated temperature of 300°C. Al-Al13Fe4 nanocomposites were fabricated by PM and hot extrusion process. Extrusion caused severe plastic deformation of the matrix enhancing its hardness. It is reported that 1 wt% Al13Fe4-reinforced nanocomposite at 250°C and 40 N exhibited reduced wear rate by one order of magnitude compared to non-extruded reinforced sample and two orders of magnitude as compared to the unreinforced matrix. Composite samples were slid against stainless steel and Si3N4 balls of Ø 6.1 mm in RPOF apparatus. Nanostructured and unreinforced Al matrix initially showed decreased wear rate at 150°C than that at room temperature due to formation of oxide layer. But with further rise in temperature up to 300°C, the wear rate increased rapidly which is witnessed by the occurrence of plowing and plastic deformation areas on the worn surface. SEM analysis revealed the presence of oxygen-rich glazy compacted and thermally stable tribolayer on the wear tracks due to hot hard Al13Fe4 particles (melting point 1160°C). They reported highest wear resistance for the 5 wt% Al13Fe4-reinforced Al matrix at 250°C temperature and all the loads tested. Wear debris particles with Al13Fe4 experienced severe stress especially at higher loads ceasing their three-body wear contribution. Instead they get compacted forming load-bearing layer which reduced the plastic deformation. As the temperature is increased, specimen became more ductile limiting the crack formation and propagation. At 250°C, intensified sintering effect separated contact asperities, widened the wear tracks making the surface look smooth rather glazy which is essentially a compacted oxide layer. At 300°C (close to 0.5 Tm), however, despite high oxygen content, hardness of the compacted tribolayer reduced due to softening of its Al content and so wear rate is seen to increase as compared to that at lower temperatures. Wear behavior of all test specimens is shown in Figure 5. Increased wear resistance at high temperature up to 250°C observed in this investigation is motivational as wear studies reported for microcomposites at elevated temperatures have found accelerated wear rates due to decreased hardness and consequently diminished resistance of material to crack propagation.

Wear rate versus applied temperature. 101
Heat treatment
Al-Qutub 90 heat-treated the as-received Al6061-Al2O3 composites which involved solution treatment at 550°C for a period of 2 h followed by quenching in chilled water and then aging at 175°C for 4 h. The composite on dry sliding wear test demonstrated that the transition of wear mechanism from mild to severe wear is increased from 0.53 MPa to 0.71 MPa, an increase of about 30% due to heat treatment. At low loads less than 5 N, the heat treatment is found to have no effect on wear rate and abrasion remained the dominant wear mechanism. During the transition range (5–15 N), the heat-treated composites displayed reduced wear rate as compared to the as-received composites. This happened because heat treatment provided higher resistance to crack initiation at these relatively low stresses. But due to heat treatment, the fracture toughness of composite is reduced. It caused accelerated subsurface crack propagation-induced delamination and adhesion (severe wear) when subjected to surface stresses above 0.7 MPa. At high loads, wear resistance of heat-treated composite is found to be notably less than as-received composite. Sahu et al. 92 on using same heat treatment cycle for Al-Al2O3 nanocomposites revealed increasing wear rates with increasing loads and speeds with similar trends for both heat-treated and non-heat-treated samples. However, worn surface of heat-treated samples revealed narrow grooves of less width indicating superior wear resistance
Effect of aging heat treatment (T6) on hardness and wear properties of AA2024-MoSi2 was carried out by Sameezadeh et al. 91 wherein the fabricated nanocomposites were solubilized at 490°C for 75 min and artificially aged at 190°C for 12 h. Age hardenability is found to decrease with increasing reinforcement content in the mechanically alloyed composites. They concluded that age hardenability mainly depends on the grain size and not on the presence of hard reinforcements. Addition of MoSi2 is found to have brought in considerable hardness rise in composites up to 3 vol% incorporation and then slight reduction with further addition due to agglomeration of particles. Wear coefficients of T6-treated nanocomposites were reported to decrease with increasing MoSi2 content. Study of worn surfaces revealed abrasive wear as dominant mechanism with some adhesive wear. Composite surfaces were found to be smoother as compared to unreinforced alloy. Qu et al. 74 also found 30% rise in the wear resistance of post-FSP heat-treated Al6061-Al2O3 surface nanocomposite in the ball-on-flat sliding test.
Limited reports on the effect of heat treatment on wear behavior of Al nanocomposites are available. And as such, more efforts are required for better understanding on using optimized parameters of heat treatment so as to have higher hardness and fracture toughness of composites for improved wear performance.
Friction behavior review
Coefficient of friction (COF) between Al MMCs and their counterpart (mostly hardened steel) varies a lot from low to high value. It seems to be governed by a combination of lot many factors including load, speed, reinforcement content and process influenced material properties. Different investigators have found different values supporting as well as contradicting each other’s observations and hence no general rule can be deduced.
Some of the researchers for load range of 10–40 N 94,87 and also at high load range up to 100 N 53 have found that COF of base alloy as well as nanocomposites increases with increasing load despite various sliding speeds employed by them. Whereas Sharifi and Karimzadeh 72 and Akbari et al. 58 reported decrease in COF for increasing loads in the range of 5–20 N and 10–40 N, respectively. Manivannan et al. 81 reported COF of 0.45–0.65 for Al6061 and its drastic increase with load is linked to the deeper penetration of asperities into wearing surface of alloy. But COF of nanocomposites were least affected by load variation in agreement with Moazami-Goudarzi and Akhlaghi. 47 Lower values of 0.19–0.28 for Al6061-SiC-Gr 81 hybrid nanocomposites were found due to increased hardness, formation of lubricating Gr layer. While reduced friction coefficients of 0.34–0.43 for Al5252-SiC 47 were associated to the reduced plastic deformation at hardened contact surface as well as the formation of MML.
Publication 88 dealt with Al-AIN nanocomposite has reported increase in COF values with strong initial fluctuation that steadies further in the low speed range up to 0.04 m/s. For 0.06 and 0.08 m/s, even higher COF values were found with heavy fluctuation during the entire test period of 1800 s. Another published work, 89 however, has reported decrease of friction coefficient with speed ranged between 0.6 m/s and 1.2 m/s. They detected high and low variation of friction coefficient at low and high speeds, respectively, which is associated to the interactions of surface asperities. Such large fluctuation in COF is due to the periodical accumulation and elimination of wear debris on wear tracks. 69
Most of the investigators 36,40,45,57,72,74,79,87,91,94 have found reduction in friction coefficient with increasing content of nanoparticles. They have related this behavior to the increased hardness due to uniformly dispersed particles which supported the load and reduced contact area between pin and disk. But Moghadam et al. 68 has found hardness and microstructural effects least significant than the lubricious tribolayer on contact surface in reducing friction. FSPed composites exhibit increased COF due to the barrier effect of particles against sliding. 65 Self-lubricating effect incorporated by particles like Gr, MoS2, TiC, TiB2, and so on is also found effective in reducing friction coefficient. In an experimentation, 96 COF of Al7075 is decreased at 5 wt% SiC reinforcement for reduced contact area but increased again at 10 wt% with heavy fluctuations. It was related to the increased surface roughness due to the separated SiC particle from sliding surface. However, Pitchayyapillai et al. 54 with nano Ag particle reinforcement in Al6061 have found friction coefficient to increase with increasing content, that is, 0.62 for Al6061 and 0.69 for Al6061-2 wt% Ag, but provided no explanation.
Al metal matrices are reported to display very low friction coefficient values of 0.28, 69 0.38, 94 and 0.39 68 as well as very high values of 0.6–0.8, 96 0.75–0.85, 73 0.87, 57 0.5–1.0 79 and also some others in the range of 0.45–0.7. 45,40,36,53,65 Composites are generally found to display lesser COF values than base alloys and also found to display such wide range in the variation of friction coefficients, that is, 0.17, 69 0.25–0.35, 79 0.38, 68 0.45–0.5, 73 and 0.9–1.1. 96 Friction coefficient is stated to depend on the fraction of energy getting dissipated in pin and disk and on the microscale interaction of contact asperities varying within specific range during entire test duration. It is also influenced by decohesion of particles that increases surface roughness. 58
It is also reported that attempts to correlate COF with wear rate have rarely yielded a good correlation. 25 In the reviewed literature also there are few findings wherein COF is found to vary similar to wear rate, while in most others the two seems to have no meaningful correlation as for instance shown in Figures 2 and 6.
Wear products and significance
Although there are several investigators who explained the role of tribolayer or wear products generated in the sliding interface of tribo couple to influence wear behavior to great extent, following are the two published reports specifically related to tribo products. Sharifi et al. 102 produced Al-B4C nanocomposites using PM method and related their wear behavior to the MML formed on the worn surfaces. Al specimens reinforced with B4C (10–60 nm; 5, 10, 15 wt%) were tested using POD machine against AISI 52100 counterface employing sliding speed of 0.08 m/s and axial load of 20 N for the distance of 500 m. Worn surfaces and wear debris were studied using EDS-equipped SEM machine. They found that increase in the reinforcement of B4C particles caused more and more transfer of material from counterface to the composite pin which gets oxidized forming darker layers of MML on the worn surfaces. This hard transfer layer containing Al oxide and Fe oxides acted as effective insulation avoiding direct metal-to-metal contact which resulted in the decreased wear rate. The authors concluded that the MML formed because of the process of mechanical mixing/oxidation was the key factor controlling wear mechanism for all nanocomposites. Several investigators later on reported similar findings for different nanocomposites.
Al-based composite structure with addition of Ti (100 µm) and Ni (20 µm) particulate is modified by Kalashnikov et al. 103 incorporating nanosized phases of W (50 nm), and TiCN, WC (20 nm) each in the reactive casting process. They stated that the addition of nanosized modifiers increased the uniform dispersity of intermetallic inclusions such as Al3Ti and Al3Ni in the matrix leading to the rise in the hardness and wear resistance. They observed that distributed hard and strong intermetallic particles play the role of supports during contact with the counterface and not the nanoparticles for their small sizes. Wear debris of modified composite structure consisted of equiaxed particles. EDS of wear products in the intermediate layer detected mechanical mixture of intermetallic inclusions, alloy material, counterbody material and its oxides. This layer is reported to decrease the temperature in the tribolayer contact and shift the transition from mild to severe wear at higher loads. SEM images of the tribo-surface of unmodified composite structure revealed deep rough grooves representing abrasive-adhesion interaction while modified composite exhibited oxidative wear mechanism.
Soft tools for optimizing wear parameters
Relative importance and percentage contribution of different wear test parameters on wear behavior of composites is useful for designing products and operational settings to improve their life when subjected to tribological interactions. Ekka and Chauhan 104 compared the wear response of stir cast Al7075 alloy reinforced with two different nanoparticles such as SiC and Al2O3, each of mean particle size 40–50 nm. Load (35–75), sliding speed (1.5–3 m/s), sliding distance (1500–3500 m), and reinforcement weight percentage (0.5–1.5) were the four factors considered to get wear rates using POD apparatus. Taguchi technique was employed and the analysis done using Minitab 15 software. They observed that for SiC-reinforced composite, normal load with 36.94% contribution is the most influential factor, while for Al2O3-reinforced composite sliding distance with 34.86% is the most influencing one. Analysis of variance (ANOVA) was used to determine contribution of each factor considered and found that for both composites, reinforcement content is the least influencing factor. The authors stated that better interfacial bonding between SiC particles and matrix resulted in better wear performance of Al-SiC nanocomposites as compared to Al-Al2O3 composites. It is also observed that increase in reinforcement content reduced wear performance because of reduction in interparticle spacing and clustering which facilitated coalescence of voids due to particle–matrix decohesion.
Si3N4 particles of 500–600 nm size and 3.33 wt% were incorporated in LM6 alloy by SC and the fabricated nanocomposite was evaluated for its wear behavior against LM6-Gr composite and hybrid LM6-Gr-Si3N4 nanocomposite. 100 Wear rate of hybrid as well as monolithic composites is found to increase with sliding distance and load. Al-Gr composite reported least wear rate followed by hybrid nanocomposite as Gr being lubricant prevented dislodging of Si3N4 particles from the matrix and formed tribolayer. Wear test results obtained in POD machine by employing loads of 20–40 N and sliding distance of 1–3 km were subjected to ANOVA test for identifying the most effective parameter deciding wear performance. Sliding distance is reported to be the dominant factor with contribution of 76% and 46% in the wear rate of LM6-Si3N4 and LM6-Gr-Si3N4 composites, respectively.
Taguchi method with lower the better criteria for finding out significant parameter controlling wear rate among load, content, speed, and sliding distance is used by Singh et al. 62 L9 orthogonal array was used for designing the parameter matrix. ANOVA was used for determining significance of input parameters and finding their optimized combination for minimum wear rate using Minitab statistical software. Considering all the tested parameters, the fabricated hybrid nanocomposite Al-SiC-nAl2O3-WS2 exhibited least wear rate for 300 r/min speed, 5 wt% WS2, 10 N load, and 1000 m sliding distance. Contribution of sliding distance in obtaining least wear rate is found to be 80.81%, while speed, load, and content were affecting very little. WS2 addition created lubricating layer on composite surface during wear test resulting in the reduced wear rate. But 9 wt% WS2 nanocomposites displayed deteriorated wear performance. The authors associated this behavior to the reduced fracture toughness of composite due to excessive incorporation of solid lubricant.
Researchers have evaluated wear performances of nanocomposites as a function of different wear test parameters like load, speed, distance, reinforcement content, and so on individually or in combination of them. Besides these regularly considered parameters, the externally applied temperature is considered for its contributing influence on wear performance of Al2219 alloy, Al2219/B4C, and Al2219/B4C/MoS2 nanocomposites by Kumar et al. 61 Based on literature review, the authors proposed central composite design (CCD) and response surface methodology (RSM) to be effective and efficient tools for statistically analyzing wear test results. CCD was designed and RSM as well as ANOVA were performed using Minitab software to identify the interaction and significant contribution of wear parameters. Absence of casting defects, uniform particle distribution, refined grains, and strengthened matrix with increased hardness were stated to be responsible for the improved wear resistance of nanocomposites. After statistical analysis for both unreinforced alloy and nanocomposites, the most significant contributing factor influencing the wear rate is found to be temperature followed by the sliding distance. Also the interaction of load and distance was detected to be largely significant. Abrasion reflecting grooves due to micro-cutting and micro-plowing were found on Al alloy surface at lower temperature of 50°C. Increasing amounts of oxides were formed at increasing temperatures. But around the transition temperature of 70°C, due to thermal stresses and third body abrasion, these oxide scales started getting peeled off from the surface. This freshly exposed and unprotected but softened metal from alloy pin easily deformed leading to heavy material loss. Gross surface damage due to extensive plastic deformation and thus severe wear was observed in the base alloy at 90°C. But due to the presence of B4C reinforcing particles, thermal stability of nanocomposites increased and oxide-rich tribofilm was found on the surface with increasing temperature. Because of this relatively stable tribofilm, possible wear loss on account of material softening and delamination was reduced. For alloy, increasing distance caused rise in wear rate due to increased asperity contacts and third body abrasion. For nanocomposites, wear rate decreased with increasing distance due to tribofilm in the low temperature range, but at high temperatures oxide layer destabilized increasing the wear rate. Relative contribution and significance of wear test parameters were cross-confirmed with confirmatory experiments and the statistical method was found to be reliable with 97% accuracy.
Summary
Al-Si alloys are popular choices for wear-resistant applications as the Si phase is found to behave like hard reinforcements in composites. But because of inability to resist wear in particularly aggressive environments, they are reinforced with hard and/or soft reinforcements so as to improve friction and wear properties.
Most of the studies have used laboratory scale wear test machines mostly of POD configuration wherein the pin with flat, conical, or hemispherical end made of the composite material is slid against steel counterface. For understanding microstructural changes, subsurface deformation, and wear mechanisms, optical microscopy, SEM, field emission SEM, and TEM are used as routine tools. EDS and X-ray diffraction are used to investigate chemical elements and phase compositions quantitatively in the material samples on regular basis.
Al nanocomposites are strengthened more by indirect mechanisms wherein particles transfer their load-bearing capacity to matrix which is achieved through improved mechanical properties induced by microstructure refinement than by direct strengthening wherein load is borne by particles either by shear lag theory or by homogenization concept in which stress developed gets shared by particles and matrix on the volume average basis. 105
All nanocomposites with increasing reinforcement exhibited abrasive-dominated wear mechanism at all applied stresses as against the adhesive-delamination type of wear of monolithic alloy. MML is found on the surface of nanocomposite containing mixture of Fe, Al, and their oxides, and being much harder it reduced the severity of wear especially at higher stress and associated temperature rise.
Experimental studies have demonstrated that optimizing the relative existence of contributing reinforcements, hard or soft can tailor the evolution of desired tribological performance of the nanocomposites as constituent particles in hybrid composites are seen to complement each other for better wear resistance
Effect of the counterface wear and its surface roughness has not been included in the investigations although thermal conductivity of counterface plays role in frictional heat partition and hence should be responsible for the wear transitions. Surface oxidation, extensive plastic deformation, and debris characteristics can each play crucial role that can vary the wear mode from mild to severe. There are too many interacting intrinsic and extrinsic factors responsible for wear behavior of Al composites so no consistent trends have been established.
Conclusions
Al and its alloys when subjected to low loads and speeds exhibit mild wear accompanied with oxidation while at the characteristic high loads they are subjected to severe metallic wear wherein substantial surface damage and formation of metallic fragments in the wear debris are seen which at times get adhered to the counterface.
Nanocomposites are found to sustain much higher loads before they start to exhibit severe wear. In the low load range, they show abrasion wear behavior, while at certain higher load transition to severe wear is seen witnessing material removal by delamination process, but this happens at much higher load as compared to unreinforced alloys extending the realm of oxidational wear regime. Characteristic dark lubricative and thermally insulative tribolayer is created at the interface which is reported to reduce wear to great extent.
Nano reinforcements besides supporting load are seen to refine microstructure, thereby immensely improving strength and hardness while least affecting ductility as compared to micro constituents. Nanoparticles are seen to have strong interface with matrix and even after getting pulled out of it under severe wear conditions play the role of third body abrasives before finally getting removed from the interface at higher speed. Lesser interparticle distance between ultrafine particles is beneficial to reduce wear by restricting the size of debris particles. Microparticles for relatively larger size are seen to create larger voids after pullout providing sites for subsurface crack propagation creating large debris particles and more volume loss under severe wear.
Hybrid metal matrix nanocomposites containing more than one type of reinforcement are found to display enhanced tribological properties than monolithic nanocomposites and far better than microcomposites. However, studies of hybrid composites involving all constituents in the nano range are rare.
It is worthwhile to carry out studies of comparative tribological behavior of same matrix reinforced with different reinforcement types under similar conditions as designers can get information about selecting suitable composite material for application-specific tribological pairs. Nanocomposites for their improved wear performance observed in lab tests hold huge potential for commercial applications but efforts are needed to cut down the costs by exploring profitable fabrication methods.
Footnotes
Acknowledgment
First author gratefully acknowledge the research fellowship granted by MHRD India under QIP scheme run by AICTE New Delhi.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.