
Abstract
Shape-memory alloy titanium nickel (NiTi) fiber was introduced into continuous ceramic aluminum oxide (Al2O3) fiber-reinforced titanium–titanium trialuminide metal–intermetallic laminated (CSMAFR-MIL) composite using vacuum hot pressing (HP) sintering method to improve the microstructure and mechanical properties of the composite. Scanning electron microscopy, energy-dispersive spectroscopy, and X-ray diffraction techniques were employed to characterize the microstructure of the novel CSMAFR-MIL composite. Besides, the tensile tests were carried out on continuous Al2O3 fiber-reinforced Ti-Al metal–intermetallic laminated (CFR-MIL) composite and the CSMAFR-MIL composite to explore the influence of NiTi fiber additive on mechanical behavior of the CFR-MIL composite. The experimental results showed that the intermetallic layer including Al3Ti, Al3Ti0.8V0.2, Al3Ni intermetallics but without residual NiTi fiber was generated via the reactions of liquid Al with NiTi fiber and Ti foil during preparation. Moreover, owing to the addition of NiTi fiber, intermetallic centerline was prevented effectively to form in the CSMAFR-MIL composite. Moreover, the elemental diffusion occurred between the Al2O3 fiber and the intermetallic, revealing that the metallurgical bonding was formed during the fabrication process. Furthermore, the CSMAFR-MIL composite possessed higher strength and superior ductility than those of CFR-MIL composite attributed to the microstructure optimization.
Introduction
Recently, numerous ductile metal–brittle intermetallic laminated composite systems, for instance, Ti-Al, 1 –5 Ni-Al, 6 Nb-Al, 7 and Ti-Cu, 8 have been designed and produced by diverse processing methods. In Vecchio et al.’s work, 1 –4 titanium–titanium trialuminide (Ti/Al3Ti) metal–intermetallic laminated (MIL) composite has been synthesized successfully in air, and the composite with unique properties attracted broad attention among the MIL systems. The failure behavior of the Ti/Al3Ti laminated composite has been explored in many investigations through which the deformation mechanism of the MIL composite can be further understood. For example, Vecchio et al.’s, 2,3,9 Li et al.’s, 5,10 and Peng et al.’s 11 works discussed the failure mechanism of the MIL composite by compressive and bending tests. The works proved that the main crack initiates and propagates in the brittle Al3Ti layer and branches into several smaller cracks. Then, the ductile Ti layers arrest the propagation of the branched cracks as a result of their crack bridging effect. Nevertheless, the limited fracture toughness of Ti/Al3Ti MIL composite restricted its application, which was caused by the poor plasticity of Al3Ti intermetallic. 12 –15
To enhance the toughness of Ti/Al3Ti MIL composite, continuous ceramic fibers as reinforcement were attempted to introduce into Al3Ti phase, which was considered to be one of the most promising solutions. Recently, a novel ceramic fiber-reinforced metallic–intermetallic laminated (CFR-MIL) composite, Ti-Al3Ti-Al2O3-Al, was fabricated using reactive foil sintering technique in air. 16 It demonstrated that the reinforcement Al2O3 fibers distributing in residual Al could improve the toughness of the CFR-MIL composite effectively. However, a large amount of residual Al was remained in intermetallic layer, which led to a decline in strength and modulus of the composite. In Lin et al.’s works, 17,18 silicon carbide (SiC) fibers were introduced directly into Al3Ti intermetallics to reinforce Ti/Al3Ti MIL composite (Ti-(SiCf/Al3Ti)) via HP process in vacuum. Their work revealed that the ultimate tensile strength of this composite was markedly improved, while the failure strain is similar to that of Ti/Al3Ti MIL composite. Nevertheless, under the loading parallel to the layers, the compression strength of Ti-(SiCf/Al3Ti) composite was decreased significantly in comparison with that of Ti/Al3Ti MIL composite. Jiao et al. 19 prepared a continuous carbon fiber-reinforced Ti/Al3Ti MIL composite via the combination of ultrasonic consolidation and HP sintering techniques. It suggested that the compressive strength and fracture strain of Cf-Ti/Al3Ti MIL composite were slightly lower than that of Ti/Al3Ti MIL composite when the load is parallel to the layers. Similar phenomenon has also been found in our previous work, 20 in which continuous Al2O3 fiber-reinforced Ti/Al3Ti MIL composite was produced via HP sintering process. The results demonstrated that the compressive performances of the composite have been improved due to the addition of Al2O3 fiber along the perpendicular direction, while the opposite result occurred under the loading parallel to the layers. It is noteworthy that when the liquid Al was exhausted, the two Al/Al3Ti interfaces moving away from Ti layers met each other, causing the accumulation of oxides at the middle of initial Al layer to form the intermetallic centerline. 21 Meanwhile, fiber reinforcements were usually shoved toward intermetallic centerline and weakly bonded with the intermetallic phases. 20 During fracture, cracks were always preferential to nucleate and propagate at the centerline and the interface between fiber and intermetallic, both of which are harmful to the mechanical performances of the composites. Recently, Wang et al. 22,23 selected shape-memory alloy (SMA) titanium nickel (NiTi) fiber as reinforcement to introduce into Ti-Al MIL composite via foil metallurgical technique. It is surprised to find that the centerline defect disappears in this novel composite credited to the diffusion reaction took place between liquid Al and NiTi fiber. Thus, it is necessary to study whether the addition of NiTi fiber can eliminate the centerline of continuous Al2O3 fiber-reinforced Ti-Al metal–intermetallic laminated (CFR-MIL) composite.
In this work, ceramic Al2O3 and SMA NiTi hybrid fibers reinforced Ti-Al metal–intermetallic laminated composite (CSMAFR-MIL) was prepared using HP process in vacuum. Then, the microstructure and phase constituents of the composite were explored using scanning electron microscopy (SEM), energy-dispersive spectroscopy (EDS) and X-ray diffraction (XRD) techniques. Finally, the tensile properties of this composite were studied at room temperature.
Experimental procedures
Materials fabrication
The CSMAFR-MIL composites were prepared by HP sintering method in vacuum (approximately 10−3 Pa) using titanium alloy foils (TC4, 100 × 100 × 0.5 mm3), aluminum foils (1060, 100 × 100 × 0.9 mm3), continuous Al2O3 fibers (Φ: approximately 8 µm), and SMA NiTi fibers (Φ: approximately 300 µm). The Al2O3 fibers (Al2O3: 72 wt%, SiO2: 28 wt%) used in this study were in a bundle state. A heat treatment at 400°C for 30 min was performed to the fiber bundle for removing binder at the surface of the fibers, which was beneficial to disperse the Al2O3 fibers in the intermetallic matrix during preparation. The SMA fibers and metal foils were polished with sandpapers to remove oxides and contaminations on the surface. Then, these fibers and foils were rinsed using water and alcohol in sequence for 20 and 10 min in ultrasonic cleaning machine, respectively, and then dried rapidly. Before sintering, the pretreated materials were laminated to constitute the “Ti-Al-Al2O3/NiTi-Ti” stacks. To ensure complete infiltration of liquid Al during sintering, NiTi fibers were fastened to the Al foil with an interval of 10 mm and Al2O3 fibers were placed between every two NiTi fibers. The schematic diagram of stacked materials is shown in Figure 1.

Schematic diagram of stacked materials for preparing the CSMAFR-MIL composite. CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
During the HP sintering process, the temperature was firstly raised to 600°C and held for 1 h to promote the atom diffusion. Then, the temperature was increased to 630°C at a heating rate of 1°C min−1 and maintained in this temperature for 3.5 h. The following step was to raise the temperature to 650°C and then kept it for 2.5 h. After complete reaction, the composite was cooled down to room temperature in the furnace. During most stages of the process except for 630°C holding stage, the loading pressure of 2.0 MPa was implemented on the laminates. In addition, the CFR-MIL composite with the same volume fraction of Ti and Al2O3 as reference was also synthesized using the identical process for the sake of investigating the influence of NiTi fiber additive on microstructure and mechanical performances of the CFR-MIL composite.
Microstructure characterization
The microstructures of the CSMAFR-MIL composite were characterized by SEM and EDS. The phase constituents analysis was carried out by XRD with the scanning speed of 5° min−1 from 20° to 90°. The fracture surface of the CSMAFR-MIL composite was examined by SEM after tensile tests.
Tensile tests
Quasistatic tensile tests were carried out on the CSMAFR-MIL composites (approximately 30 vol.% Ti layer, approximately 1 vol.% Al2O3 fiber) by universal testing machine (Instron 5500 R) at room temperature with a strain rate of 0.001 s−1. The tensile specimens were tested under the load that was parallel to Al2O3 fibers. Besides, the deformation of the specimen was monitored by an extensometer during testing. Detailed information of the tensile test specimen is shown in Figure 2.

The dimension and loading of tensile specimen of the CSMAFR-MIL composite. CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
Results and discussion
Microstructure characterization
The XRD patterns of the CSMAFR-MIL composite reveal that in addition to the original Ti, Al2O3, and SiO2 phases as well as the residual Al phase, Al3Ti, Al3Ti0.8V0.2, and Al3Ni are the newly formed intermetallic products during fabricated process, as shown in Figure 3. Additionally, ascribed to the sufficient reaction time, the NiTi fiber has been consumed completely via the reaction of NiTi fiber with liquid Al. Thus, it can be concluded that the intermetallic layer in the CSMAFR-MIL composite is inhomogeneous, containing Ti-Al and Ni-Al intermetallics as well as Al2O3 fibers.

XRD patterns of the CSMAFR-MIL composite. XRD: X-ray diffraction; CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
Figure 4 shows the SEM images of cross section of the CFR-MIL and CSMAFR-MIL composites. From Figure 4(a), it is clear that the CFR-MIL composite is composed of alternating Ti layers and intermetallic layers with the corresponding compositions of 71.6 at.% Al-27.6 at.% Ti-0.8 at.% V, revealing the existence of Al3Ti and Al3Ti0.8V0.2 phases. Under high magnification, it can be seen that the centerline defect is always formed in the middle area of the intermetallic layer. Moreover, Al2O3 fibers are always scattered along the centerline, resulting in the poor bonding of fiber/intermetallic interface. In addition, several dispersed regions can be found adjacent to the fibers in intermetallic layers. According to SEM and EDS analyses, the compositions including 85.9 at.% Al and 14.1 at.% Ti are detected in these regions, suggesting that residual Al is the main component in the regions. This is consistent with the result reported in the previous literature. 20,24 From Figure 4(b), it is noted that credited to the reaction with liquid Al, NiTi fiber is completely consumed in the intermetallic layer of the CSMAFR-MIL composite. In addition, both interfacial diffusion reactions of Al/NiTi and Al/Ti occur during preparation. Therefore, the intermetallic layer in the CSMAFR-MIL composite contains multiple phases, including Ti-Al and Ni-Al intermetallics. As expected, it can be seen in Figure 4(b) that nonuniformly distributed phases in gray and dark-gray colors, respectively, exist in the intermetallic layer, corresponding to our previous work, 24 in which inhomogenous intermetallic layer was formed as well. The chemical composition for the phases in various colors in the intermetallic layer is identified by the EDS technique and the detailed information is elaborated later in “Microstructure characterization” section. Additionally, it is noteworthy that the centerline formed originally in both MIL composites and fiber-reinforced MIL composites is not observed in the CSMAFR-MIL composite after the complete reaction of NiTi fiber with liquid Al. A similar phenomenon and detailed elimination mechanism for intermetallic centerline have been found and explained in our previous investigation. 24 Furthermore, as a result of the centerline elimination, the Al2O3 fiber is well-bonded with the intermetallic matrix in the CSMAFR-MIL composite.

SEM micrographs of cross section in (a) CFR-MIL composite and (b) CSMAFR-MIL composite. SEM: scanning electron microscopy; CFR-MIL: continuous Al2O3 fiber-reinforced Ti-Al metal–intermetallic laminated; CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
Figure 5 shows the SEM micrograph of the interface between layers and the EDS distribution maps of chemical elements and the SEM image of multiphase zone with high magnification in the intermetallic layer of the CSMAFR-MIL composite. As evident in Figure 5, a uniform and dense zone I is found on the edge of the intermetallic layer with a thickness of approximately 30 µm. EDS analysis reveals that zone I is Al-rich coexisting Ti-rich with a small amount of V but not Ni-rich. The presence of Al, Ti as well as V in zone I implies that Ti-Al intermetallics obtained via diffusion reaction between Ti and Al are the main components in this zone. Adjacent to the zone I, a dense zone II with approximately 100 µm in thickness is observed clearly, in which gray and dark-gray phases distribute regularly. The EDS results indicate that zone II is a Al-, Ti- and Ni-rich mixed zone with a small amount of V, which proves that this zone is composed of Ni-Al and Ti-Al intermetallics owing to the diffusion reactions of Al with Ti as well as NiTi. Similarly, zone III with multiphase mixed structure is formed below zone II, but the gray and dark-gray phases are distributed irregularly in this zone. Based on the EDS elemental distribution maps, it is determined that Ti- and Ni-rich regions are alternately presented in zones III and V elements always aggregate in Ti-rich region. In addition, Al elements distribute uniformly in zone III, which is consistent with zone II. Therefore, it suggests that the chemical components in both zones II and III are the same.

(a) Micrographs of interfacial region between layers and (b) the multiphase zone with high magnification in intermetallic layer of CSMAFR-MIL composite, as well as the EDS distribution maps of chemical elements of (c) Ti, (d) Al, (e) Ni, and (f) V. EDS: energy-dispersive spectroscopy; CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
To accurately identify the phases in the intermetallic layer of the CSMAFR-MIL composite, EDS point and area scans were performed in areas A–B and spectra 1–2 (as marked in Figure 5(a) and (b)), and the results are summarized in Table 1. As seen, two new phases are formed in zone I, corresponding to Al3Ti and Al3Ti0.8V0.2, respectively, which is also demonstrated by the XRD result (Figure 3). Under high magnification, as shown in Figure 5(b), inhomogeneous zone II (III) consists of two kinds of intermetallics in gray and dark-gray colors, respectively. EDS analysis (spectra 1–2) results reveal that apart from residual Al, the gray phase is Al3Ni and the dark-gray phase includes Al3Ti and Al3Ti0.8V0.2, which are in accordance with our previous work 24 and Wang et al.’s work. 23,25 Therefore, it can be concluded that zone I adjacent to the Ti layer contains Al3Ti and Al3Ti0.8V0.2 intermetallics, and the zone II (III) below zone I is a mixture including residual Al as well as Al3Ni, Al3Ti, and Al3Ti0.8V0.2 intermetallics.
The chemical composition of intermetallic areas determined by EDS analysis.

EDS: energy-dispersive spectroscopy; Al: aluminum; Ti: titanium; Ni: nickel; V: vanadium.
Figure 6 shows the SEM images of the Al2O3 fiber/intermetallic interfaces in CFR-MIL and CSMAFR-MIL composites. Obviously, no macrodefects can be found along with the interface, suggesting that the interfacial bonding of Al2O3 fiber with intermetallic is metallurgical in the CSMAFR-MIL composite (Figure 6(b)). This exhibits a difference with the interfacial structure in the CFR-MIL composite (Figure 6(a)), whose interfacial bonding between fiber and intermetallic is poor with oxides and voids. EDS analysis was performed in spectra 3–8 (as marked in Figure 6(b)) to explore the elemental diffusion at the interface in the CSMAFR-MIL composite, the results of which are given in Table 2. It is clear that Al and Ti atoms diffuse from intermetallics into Al2O3 fiber, and Si and O atoms diffuse in the opposite direction. Moreover, the existence of Ni atoms is detected by EDS at the interface (spectrum 5) as a result of long-term diffusion of Ni atoms. 26 Combining EDS analysis and XRD pattern, it is noted that Al3Ti and Al3Ni intermetallics also distribute nonuniformly and irregularly close to the fiber/intermetallic interface. In summary, it can be seen that the NiTi fibers play an important role in not only eliminating centerline but also improving the interfacial structure between fiber and intermetallic via the approach of preventing oxides and impurities from gathering along with the interface. The intermetallic layer in the CSMAFR-MIL composite is composed of Ti-Al and Ni-Al intermetallics with inhomogeneous structure, which disagrees with that of CFR-MIL composite.

Typical microstructures of interface between Al2O3 fiber and intermetallic: (a) in CFR-MIL composite and (b) in CSMAFR-MIL composite. CFR-MIL: continuous Al2O3 fiber-reinforced Ti-Al metal–intermetallic laminated; CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
Chemical compositions of fiber/intermetallic interfacial zone in CSMAFR-MIL composite.

CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide; Al: aluminum; Si: silicon; Ti: titanium; O: oxygen; Ni: nickel.
Tensile properties
After improvement of microstructure for CFR-MIL composite, it is appealing to discuss the influence of NiTi fiber addition on tensile properties of the composite. The typical stress–strain curves and histograms of mechanical properties of CFR-MIL and CSMAFR-MIL composites are shown in Figure 7. From Figure 7(a), it can be seen that the tensile stress–strain curves of these two composites have similar features, presenting an initial elastic stage I followed by obvious plastic deformation stage II prior to a stress peak. Then, a sudden drop appears at the end of stage II, suggesting that the composites are fractured with increasing load. The ultimate tensile strength of the CSMAFR-MIL composite is around 412 MPa, which is increased by approximately 5% than that of CFR-MIL composite (σUTS: 394 MPa). Meanwhile, the failure strain of the CSMAFR-MIL composite (ε f: 5.9%) is substantially enhanced, compared to that of CFR-MIL composite (ε f: 4.6%). The mechanical testing results suggest that the mechanical performances of the CSMAFR-MIL composite, such as strength and ductility, have been evidently raised owing to the microstructure optimization via the addition of NiTi fiber, proving that it is an appropriate approach for improving the structure and mechanical performance of the CFR-MIL composite.
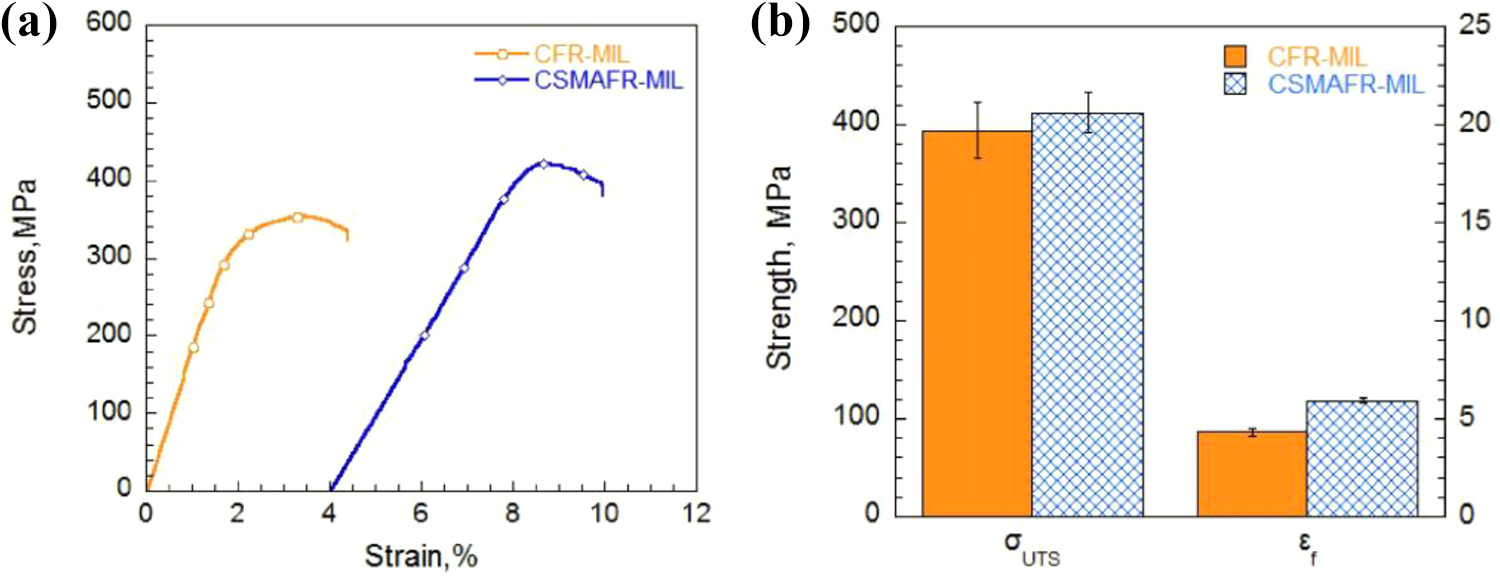
Experimental results of two composites: (a) typical stress–strain curves and (b) histograms of tensile properties.
After quasistatic tensile tests, the typical fracture surface was observed by SEM to thoroughly explore the influence of NiTi fiber additive on fracture mechanisms of the CSMAFR-MIL composite, the morphological characteristics of fractured samples are shown in Figure 8. It is found from Figure 8(a) that the delamination between Ti layer and intermetallic layer occurred, indicating that its interfacial bonding with moderate strength is obtained during preparation process. Effectively, the initial crack always nucleates and propagates in brittle intermetallic layer and then the crack deflects when it reaches the interface between layers, which can extend crack propagation path, contributing to enhance the ductility of the composite. It is worth noting that no parallel crack is observed in the mid-area of brittle intermetallic layer and the intermetallics break into large pieces, which is different from previously reported results. 14,23,27,28 This means that the centerline has been removed from the intermetallic layer, which improves strength of the composite. Figure 8(b) and (c) displays the microstructure of fractured surface of Ti layer and intermetallic layer, respectively. It can be seen from Figure 8(b) that numerous dimples exhibit at the fractured surface of Ti layer, implying that the Ti layer fails primarily in a microvoid accumulation model, which benefits the tensile performance of the CSMAFR-MIL composite. Additionally, the intermetallic layer presents brittle failure features, as shown in Figure 8(c). Obviously, this layer is fractured mainly in intergranular fracture mode. Additionally, transgranular fracture can be also found in Figure 8(c), but it only occupies a small percentage comparison to intergranular fracture. As seen in Figure 8(d) to (f), it is noted that crack deflection, interface debonding, fiber pullout, and breakage can be evidently observed on the fractured surface, which has advantages in toughening the composite. The main cause of that is the interface bonding between fiber and intermetallic has been optimized owing to the centerline elimination, which is beneficial to transfer load effectively between the intermetallic and Al2O3 fiber. All in all, the mechanical properties of the CSMAFR-MIL composite are dependent on every component, especially on the intermetallic layer that is a dominant factor of the properties.
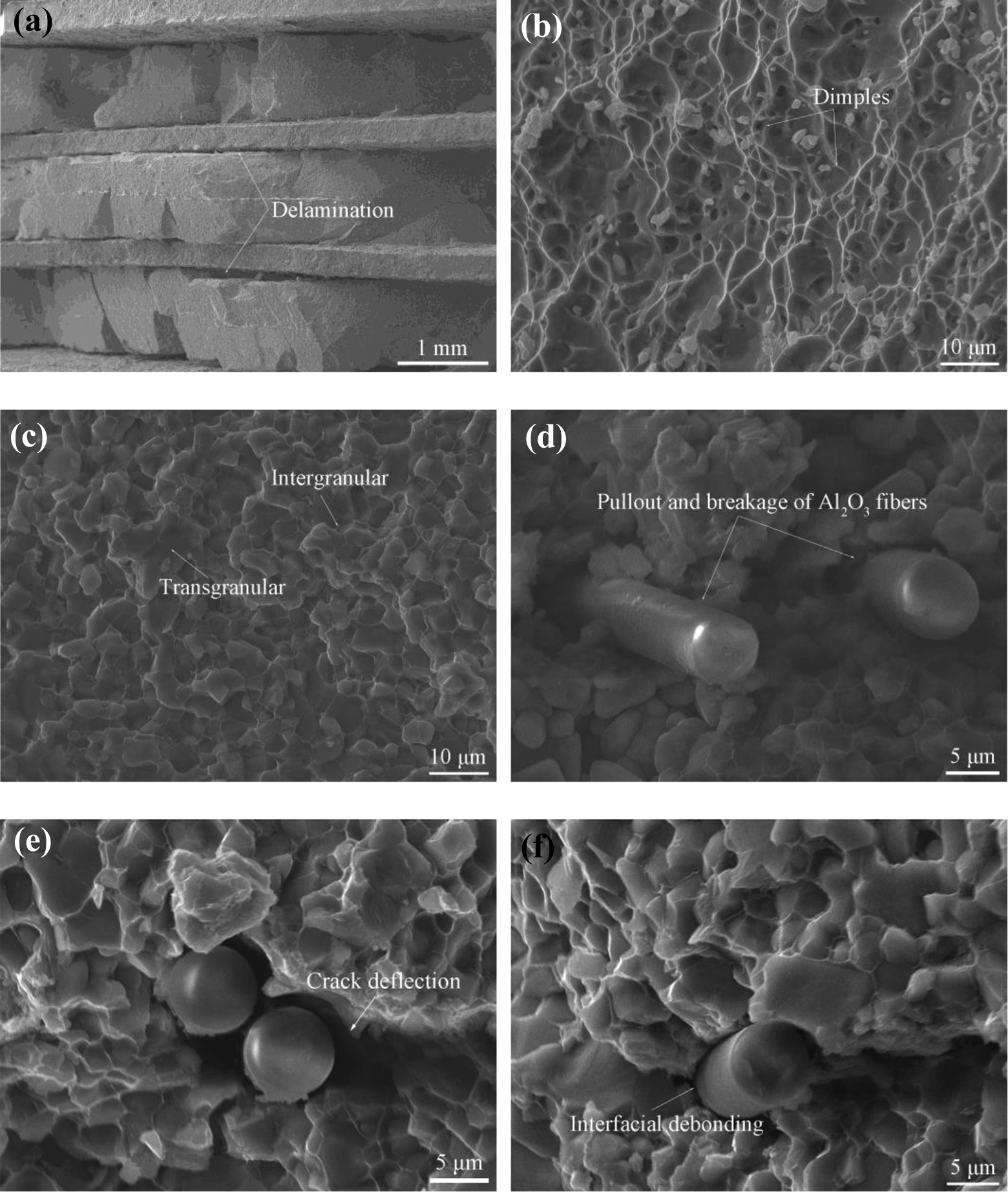
SEM images of fractured surface in CSMAFR-MIL sheet: (a) the overall fractured specimen, (b) Ti layer, (c) intermetallic layer, and (d)–(f) Al2O3 fiber. SEM: scanning electron microscopy; CSMAFR-MIL: ceramic aluminum oxide fiber-reinforced Ti/Al3Ti metal–intermetallic laminated; Ti/Al3Ti: titanium–titanium trialuminide.
To sum up, the experimental results of tensile tests reveal that the CSMAFR-MIL composite possesses higher strength and ductility, as compared to CFR-MIL composite, which suggests that the NiTi fiber introduction is significant to optimize mechanical performances of the composite.
Conclusion
In the present work, the NiTi-reinforcing fiber was successfully added into Al2O3 fiber-reinforced Ti-Al metal-intermetallic laminated (CSMAFR-MIL) composite fabricated via HP sintering method. The influence of NiTi fiber additive on microstructure and mechanical performances of the CSMAFR-MIL composite was discussed. The main conclusions obtained in this work can be drawn as follows:
During the preparation process, the complete reaction of NiTi/Al occurred preferentially leads to no residual NiTi fiber. Consequently, a new structure of inhomogeneous intermetallic layer formed via both the reactions of Ti/Al and NiTi/Al. Besides, the centerline defect was removed effectively from CSMAFR-MIL composite through the interfacial reaction occurred between NiTi phase and Al phase. Meanwhile, the Al2O3 fiber/intermetallic interface bonding was improved evidently owing to the centerline elimination.
XRD and EDS analyses revealed that uniform zone I contains Al3Ti and Al3Ti0.8V0.2 intermetallics, and inhomogeneous dense zones II and III are mixtures of Al3Ti, Al3Ti0.8V0.2, and Al3Ni intermetallics and residual Al. Besides, the elemental diffusion occurred at the interfacial zone between intermetallic and Al2O3 fiber, implying the metallurgical bonding formed during the preparation process.
The CSMAFR-MIL composite presents conspicuous mechanical properties, such as superior tensile strength (approximately 412 MPa) and ductility (approximately 5.9%) than those of CFR-MIL composite. This is because the centerline elimination reduces the structural defects and improves the fiber/intermetallic interfacial bonding, which enhances the mechanical performances of the CSMAFR-MIL composite. During fracture, crack deflection, interface debonding, fiber pullout, and breakage occurred, all those increase ductility of the composite.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial supports of this study by the Initial Scientific Research Fund in Changshu Institute of Technology (KYZ2018044Q and KYZ2018043Q).