
Abstract
In the present study, the individual and combined effect of reinforcement on aluminum (Al; 6063) alloy is discussed. These Al metal matrix composites with individual and multiple reinforcements are finding increased application in aerospace, automobile industry, underwater machines, and transportation application, due to improved mechanical and tribological properties like strong, stiff, wear, and impact resistance. Al 6063 alloy reinforced with different elements such as two types of ceramic mortar ash (MA) and nanofibrillated composite (NFC), industrial waste met coke ash (MCA), and agro waste straw ash with the constant rate of 5 wt% for each reinforced element. The results show a significant effect on the mechanical properties such as tensile strength and hardness. Damping characteristic improved by mixing of MA and NFC together and the results shown that the damping characteristics can be good for MCA reinforcement. Logarithmic decrement slowly increased by adding all types of reinforced metal together. NFC has high resistance to wear loss followed by MA and MCA but for mixing all types of reinforcements together resulted in good improvement in wear loss. Microstructure analysis of Al matrix composites is the small grain size and uniform distribution with good particulate matrix interface bonding.
Introduction
The most popular matrix for the metal matrix composites (MMCs) is aluminum (Al). MMCs are based on Al and its highly acclaimed for the attractive property combinations which they possess, making them very popular and top choice candidate material for a wide range of engineering applications. 1,2 MMCs particulate has nearly isotropic properties when compared to long fiber-reinforced composites. Aluminum matrix composite (AMC) reinforced can be fabricated with the stir casting process, by means of mechanical stirring. 3 –5 The processing choice method depends on the property requirements, consideration cost factor, and application of future prospects. 6
Suragimath and Purohit’s 7 experiments conducted by changing the weight fraction of fly ash (5% and 15%) while keeping silicon carbide constant, and the results show that by increasing fly ash increase wear resistance. Evangeline and Motgi’s 8 practical investigation was conducted to analyze the varying weight percentages of (3–6%) silicon carbide, fly ash red mud were fabricated via stir casting method, and the results reveal higher wear resistance when compared to red mud. Rao et al. 9 proposed various reinforcements such as fly ash, silicon carbide, and aluminum oxide to aluminum matrix will enhance the mechanical and tribology properties. Krishnamurthy et al. 10 showed the influence of titanium diboride (TiB2) loading on the dry sliding wear of Al 6063 matrix alloy-TiB2 composite materials and the results improved the wear performance of the Al 6063 matrix alloy.
Zhang et al. 11 presented the fundamental understanding of the effect of damping capacity of MMCs, and the results of damping behavior have been much improved by different MMC processing techniques. Srivastava 12 described a number of synthesis methods are used for the preparation of MMCs; these MMCs exhibit remarkable wear resistance, mechanical strength, creep behavior, and damping properties proved to be excellent. The results of Prasad et al. 13 showed extensive study on the damping behavior of elemental rice husk ash (RHA), fly ash, silicon carbide, and graphite powder at three different frequencies of 0.1, 1, and 10 Hz over a different range of temperatures; the results show that RHA exhibits low damping value among all the powders and the damping capacity of fly ash was found to be decreased at 0.1 and 1 Hz, but for silicon carbides increase in temperature. Janiwarad et al. 14 estimated practically with a variable percentage of alumina and graphite by liquid casting process and tested for the microstructure, mechanical properties, and damping behavior; microstructure indicates good distribution in the matrix, resulting strong bonding of the particles; the composite with 10% graphite and 5% alumina showed highest damping ratio compared to cast alloy and to be good damping material.
Many tests did cause the wear resistance with the different rate in the reinforcement weight fraction. Raghavendra and Ramamurthy 15 obtained from the results that there are any improvements such as the wear rate, noise, and vibration with the addition of reinforcement. Bodunrin et al. 16 showed many tested about agro wastes in MMCs such as bamboo leaf ash, RHA, bagasse ash, palm kernel shell ash, maize stalk ash, corn cob ash, bean shell waste ash mentioned a few, and the development of hybrid AMCs with agro waste ash serving as complementing reinforcement; agro waste has improved for most properties of AMCs with single-reinforced AMCs. Most of the articles available on double synthetic reinforcement hybrid composites compared the mechanical properties obtained with unreinforced alloy rather than the single-reinforced composite; therefore, further investigation should be carried out to determine how much the mechanical properties are improved when comparing the hybrid composites with double synthetic reinforcement to single-reinforced composites. The aim of this article was used double ceramic reinforced mortar ash (MA) and nanofibrillated composite (NFC), which is used as new reinforcement and compared it with single-reinforced composites; also we used a new waste agro straw ash (SA) with ceramics and synthetic reinforcements. The results show an improvement in hardness, tensile strength, and wear and damping characteristics.
Experimental work and procedure
Base metal
The material selected for this research is Al 6063 alloy. The technical composition of Al 6063 is shown in Table 1.
Chemical composition of Al 6063 alloy.

Si: silicon; Mg: magnesium; Fe: iron; Sn: tin; Ti: titanium; Mn; manganese; Cr: chromium; Al: aluminum.
Reinforcement metals
In this research, two types of ceramic and one type of synthetic and also one type of agro materials used such as MA, NFC, MCA, and SA as an added part inside the Al 6063 alloy; the composition and shape of reinforcement metals are shown in Tables 2 to 5 and Figure 1.
Chemical composition of MA.

Al2O3: aluminium oxide; Fe2O3: iron(III) oxide; MA: mortar ash.
Chemical composition of NFC.

SiO2: silicon dioxide; Cr2O3: chromium(III) oxide; NFC: nanofibrillated composite.
Chemical composition of MCA.

MCA: met coke ash.
Chemical composition of SA.
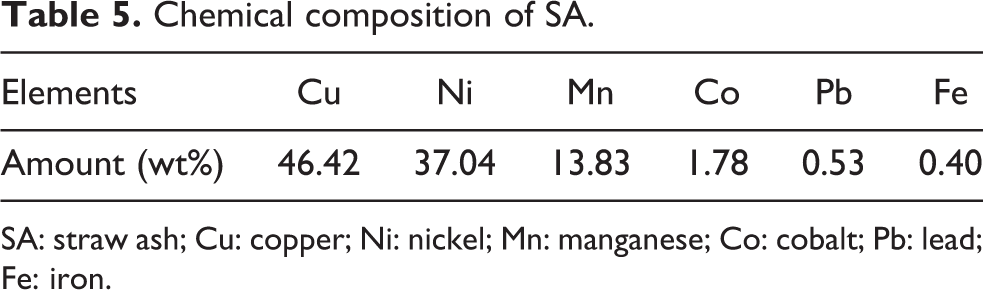
SA: straw ash; Cu: copper; Ni: nickel; Mn: manganese; Co: cobalt; Pb: lead; Fe: iron.

(a) Mortar ash, (b) nanofibrillated composite, (c) met coke ash, and (d) straw ash.
Processing of AMCs
The quantity of Al (6063) alloy and reinforced particles required to have 5 wt% were evaluated using charge calculations. The reinforced particles were initially preheated at a temperature of 500°C by using analogue electric furnace to help improve usability with the Al 6063 alloy for 30 min. The Al 6063 ingots were charged into a digital electric furnace and heated to a temperature of 750 ± 30°C. The preheated reinforced particles were added at this temperature and stirring of the slurry was performed by using a mechanical stirrer with two steps and having three blades at each step. The stirring operation was performed at a stirrer speed of 360 r/min for 10 min to help improve the distribution of the reinforced particles in the molten Al 6063 alloy. The molten composite was then cast into prepared metal molds. Figure 2 shows a view of the stir casting setup and stir casting samples. The constituent of Al 6063 alloy and its sample detail compositions are shown in Table 6.

(a) Experimental setup and (b) stir casting samples.
Al 6063 alloy and their constituents.

Al: aluminum; MA: mortar ash; NFC: nanofibrillated composite; MCA: met coke ash; SA: straw ash.
Results and discussion
Microstructural analysis
The preparation samples for microscopic tests it is necessary use grinding grift size of papers, in this research using 600, 800, 1000 and 1200. Then polishing is done by use of smooth cloth to remove the material deformation through grinding wheel to obtain a flat good surface like mirror by using finer abrasive particles solution (diamond paste) from 6, 3, and 1 µm with a rotational speed of 500 r/min for duration of 3 min. The microstructure examination depends upon on the following standard (ASTM E 407, E 112) metallurgical steps and it is etched inside the etchant solution of 90 ml of water, 4 ml of Hf, 4 ml of sulfuric acid, and 2 g of chromium(III) oxide (Cr2O3) by using Metkon IMM 901 Metallurgical Microscope. 17,18
The microstructure results indicate that the method used in the composites preparation was successful and this was reflected in the morphology and relatively uniform distribution of the particulates within the matrix. Figure 3 shows the presence of equiaxed grains, which is attributed to the effect of stirring action which breaks the dendrite shaped structure and leaves the structure in equiaxed form with fine intermetallic precipitates which seen in the matrix of Al. The investigation of a composite material of this work was made by the high precision technique process to cast good microstructure of the matrix with homogeneous particle distribution. The microstructure image of all the composites and the appearance of chemical homogeneities such as reinforcement/matrix interface with fewer inclusions make a good distribution of MMCs and forming composites with small grain size and uniform mechanical properties especially samples 3 and 5 (ceramic reinforcement). At a higher reinforcement level, samples 4 and 9 are large grain size or structure observed with some agglomeration of reinforcement which produced highly isotropic behavior of the composite materials which further tend to decrease the mechanical properties. The reinforced particles are used in the present study to have a good mixing, gathering, and bonding through grains to make a strong quantify uniform boundary particle distribution. This strong particle boundary causes a huge place inside the aluminum matrix.

Microstructure representation (×400): (1) Al 6063; (2) 5 wt% MA; (3) 5 wt% MA + 5 wt% NFC; (4) 5 wt% MA + 5 wt% NFC + 5 wt% MCA; (5) 5 wt% NFC; (6) 5 wt% SA; (7) 5 wt% MA + 5 wt% MCA; (8) 5 wt% MA + 5 wt% SA; (9) 5 wt% MA + 5 wt% NFC + 5 wt% MCA+ 5 wt% SA; (10) 5 wt% MCA. Al: aluminum; MA: mortar ash; NFC: nanofibrillated composite; MCA: met coke ash; SA: straw ash.
Mechanical properties
Mechanical properties tests were carried out at room temperature by using TERCO MT 3037 Universal Testing Machine with standard dimensions of the specimen for tensile test. The hardness of the samples for all conditions was measured using the AVK Hardness Testing Machine. The standard measurements for the tensile and impact test samples were ASTM A370 and ASTM E23, respectively. The results of Vickers hardness number and ultimate tensile stress are shown in Table 7.
Mechanical properties, peak acceleration, and logarithmic decrement of Al 6063 alloy and their reinforced material.

Al: aluminum.
Table 7 shows that mechanical properties of pure Al alloy and composites produced by stir casting; all these properties increased by adding additives compared to unreinforced alloy. The largest increased was found by adding two types of ceramic sample 3; the presence of them in the microstructure could impede the movement of dislocation since these particles are stronger than the matrix in which they are embedded, also have a solid lubricating effect due to the similar hexagonal closed packed structure. Using MCA as a reinforcement material, sample 10 in Al alloy reduces tensile strength and hardness of the composites due to the segregation and particle clustering of MCA in the Al matrix when compared it with other reinforcements. Figure 4 shows the typical stress–strain curves of Al 6063, MA, NFC, MCA, and SA with constant rate contents of 5 wt% as in Table 6. Figure 4 shows the performance improvement of ultimate tensile stress. For Al matrix, the elongation increases with low rate of mechanical properties. For composites, the value of the tensile strength increases due to adding additive metals such as ceramics, synthetic, and waste vegetable and also increases due to better distribution of microstructure by stirring method and less containing of porosities and inclusions inside the grain structure.

Typical stress–strain curves of all test samples.
Damping analysis test
Every material has different damping characteristics due to its individual structure. The capacity of damping considers the ability of a material to withstand mechanical energy during application of vibration. The experiments performed at room temperature using Brüel and Kjaer Controller Modules Type 7539 5-channels Pulse Data Acquisition software with a cell sensor Accelerometer Type 4507 B 30515 setup on the face on each sample with dimensions of 5 × 10 × 43 mm3 on cantilever beam specimen to transfer the damping from cell sensor to computer via interface instrument to read and plot acceleration and amplitude with respect to time by using acceleration measurement techniques.
The variation of the acceleration with the time for free vibration-based composites is presented in Figure 5. It is observed from Figure 5(a) to (d). It can be noted that the addition of ceramic reinforcements such as MA and NFC as in sample 3 improved the damping characteristics strongly compared to another reinforcements such as synthetic and vegetable reinforcements; it recorded the minimum value of peak acceleration 73 m/s which also have highest impact strength of 15.50 J; this value indicates a good factor compared to Al 6063 alloy and it recorded 136 m/s
2
of peak acceleration as in Figure 5(c). Figure 5 mentioned damping characteristic curve of acceleration and time for all types of reinforcements such as MA, NFC, SA, and MCA with Al 6063 alloy. Figure 5(a) shows two different types of ceramic reinforcements with the Al 6063 alloy; the results on the graph showed that there is a good improvement in damping characteristics due to adding ceramics compared to Al 6063 alloy. Figure 5(b) presented two types of reinforcements such as vegetable and synthetic reinforcements compared to Al 6063 alloy; the results also show a good improvement in damping characteristics, especially by adding synthetic reinforcement, but for vegetable reinforcement, the rate of improvement of damping characteristic is low but not very bad. Figure 5(c) shows graphically adding MA, NFC, MCA, and SA means adding two reinforcements together as in samples 3, 7, and 8, the results showed low values of peak acceleration for samples 7 and 8, but the lowest peak point of acceleration is 73 m/s
2
records in sample 3 that means this sample has excellent improvement in the damping characteristic because it contains MA and NFC together (two ceramic reinforcements). Hard ceramic additives exhibit high damping capacity at room temperature; this refers to that the high thermal mismatch between the metallic matrix and the ceramic reinforcement induces dislocation in the matrix near the reinforcement/matrix interface upon cooling. The dislocation punching results in the strengthening of the matrix. The design philosophy of high damping composite should give consideration to both the damping mechanism and the strengthening mechanism. Figure 5(d) shows mixing of all types of reinforcements such as MA, NFC, and MCA and MA, NFC, MCA, and SA in samples 4 and 9, respectively. The peak value of the acceleration of sample 4 is 91 m/s
2
and it is a good improvement of damping characteristic, but for sample 9, the peak value of acceleration happens at the second sine wave and its recorded about 108 m/s
2
; this change of the peak value of acceleration due to change of the natural frequency of adding all types of reinforcements together in one sample with the Al 6063 alloy and large grain size microstructure observed in Figure 3 of samples 4 and 9 which reduced some properties. This means that reinforcement particles were considered as dampers where its number was increased by increasing the amount of reinforcement. Therefore, it may be concluded that the damping point increases, so it tends to increase in damping factor. On additives of MCA and SA, the hardness decreases and there was an improvement in the damping response characteristics. MCA due to carbon contain which work as lubricating factor and SA due to copper contain which possess good damping capacity. Hence, the selection of proper reinforcement plays a crucial role in improving the overall damping capacity in composites. The logarithmic decrement represents the rate at which the amplitude peak of a free vibration. It is defined as the natural logarithm of the ratio of any two successive amplitudes. It is found from the time response of free vibration (oscilloscope or real-time analyzer). The results of the logarithmic decrement of free vibration can be determined by applying an average of several peaks, as described in equation (1)
19
:

Variation of acceleration with time for free vibration based composites containing: (a) Al 6063, 5 wt% MA and 5 wt% NFC; (b) Al 6063, 5 wt% SA and 5 wt% MCA; (c) Al 6063, 5 wt% MA + 5 wt% NFC, 5 wt% MA + 5 wt% MCA, and 5 wt% MA + 5 wt% SA; (d) Al 6063, 5 wt% MA + 5 wt% NFC + 5 wt% MCA and 5 wt% MA + 5 wt% NFC + 5 wt% MCA + 5 wt% SA. Al: aluminum; MA: mortar ash; NFC: nanofibrillated composite; MCA: met coke ash; SA: straw ash.
where x 1 and xn +1 are two peak values and n is the number of peak oscillation.

After applying equation (1) for all samples, the values of logarithmic decrement are putted in Table 7.
Figure 6 shows the free vibration logarithmic decrement differences of each type of AMCs and the base Al 6063 alloy. The logarithmic decrement expressed as a periodically varying response convoluted by exponentially decaying amplitude. We would need to pay attention to the reinforcement metal that changes the value of logarithmic decrement. MCA has the most effect of increasing the rate of logarithmic decrement due to the carbon and ash inside MCA. Also note, both MA and SA are computationally intensive in increasing logarithmic decrement due to these chemical compositions.
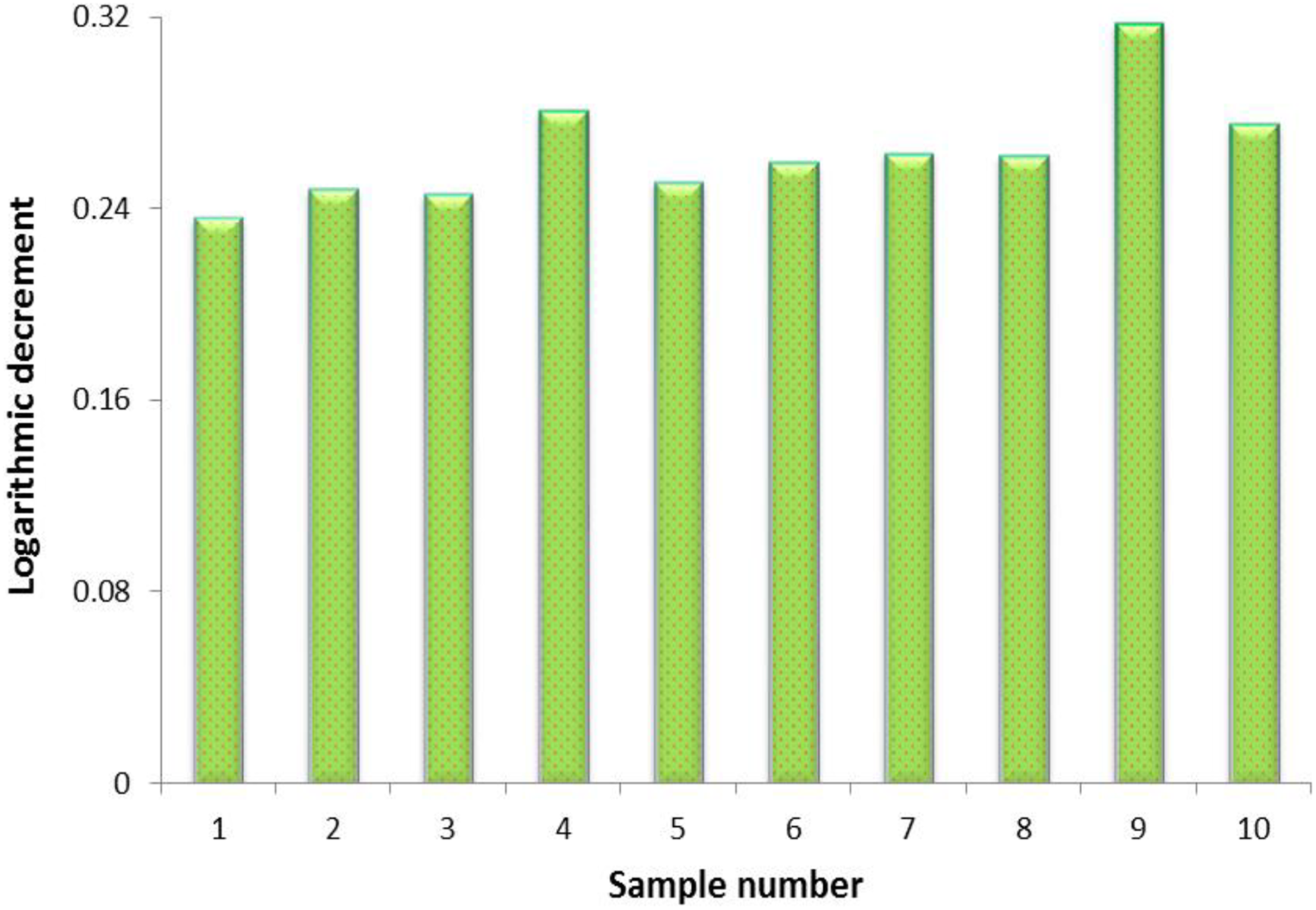
Free vibration logarithmic decrement of the test samples.
Wear test
Wear is one of the important test cases of composite material. The wear characteristic test behavior of this work was tested by TQ-Plint TE91/1 Tribometer. A load of 10 N was used for time duration of 75 min at constant speed of 200 r/min.
Figure 7 shows the behavior in the wear loss of MMCs and base Al 6063 alloy. These results show a big difference between the base metal Al 6063 alloy and Al 6063 MMCs, which present that the composites have good change in the rate of wear characteristic resistance compared to base Al 6063 alloy; it is observed the wear loss rate of the composite with 5 wt% NFC; sample 5 is better and lower than all types of composites due to its chemical compositions of Cr2O3. This indicates that 5 wt% NFC reinforced has good resistance to high temperature and friction and the following or second one are samples 7 and 9, but the less resistance to wear loss rate is sample 4, after base Al 6063 alloy. The reason is because it comes back to its big shape of grain size, as shown in Figure 3, and bad interaction of three elements of reinforced together. Wear loss rate can be confirmed that increasing in reinforcement type has been associated with reduced mechanical properties of composites. Therefore, composites that contain a high content of the reinforcement phase would tend to behave differently under wear conditions than those with a lower content of reinforcement.

Variation of wear loss for all the composites.
Conclusions
In this article, detailed experimental investigation is presented for the effects of different types of additives on the MMCs such as microstructure analysis, hardness, impact, ultimate tensile strength, damping response properties, logarithmic decrement, and wear rate. The results have indicated that the effects are remarkably significant by stir casting route. The conclusion of the results in this investigation can be summarized in the following points: The hardness and tensile strength of MMCs are higher than the Al 6063 alloy and increase linearly with the addition of MA, NFC, MCA, and SA. SA seems to be beneficial reinforced in increasing tensile strength than other reinforcement. However, other properties obtained are inferior to that offered by synthetic reinforcement. The damping response improved dramatically by mixing MA and NFC together and the analysis of the results shown that the damping characteristics can be negligible for SA reinforcement. Increases in reinforcement types have been associated with reduced mechanical properties; therefore, composite with high content of the reinforcement phase would tend to behave differently wear rate loss and damping conditions than those with a lower amount of reinforcement. It was evident that the NFC gives high resistance to wear loss followed by MA and MCA reinforcement. Microstructure analysis by stir casting route produces smaller, stronger, and uniform distribution of grain size with good interface bonding of particulate matrix. From the experimental free vibration response observation, it is concluded that the value of logarithmic decrement effectively increased by adding all types of reinforcements together.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was mainly supported by the Department of Mechanical and Mechatronics Engineering, College of Engineering, Salahaddin University-Erbil, Ministry of Higher Education and Scientific Research, Kurdistan Regional Government, Iraq.