
Abstract
To seek the effective and feasible way to enhance the tribological properties of ultrahigh-molecular-weight polyethylene (UHMWPE) materials, a comparative investigation on the tribological behavior of basalt fiber (BF) as filler in UHMWPE composites was carried out. BF/UHMWPE composites were investigated through friction and wear tests to evaluate its frictional and lubricate properties. The results showed that the friction coefficient of the UHMWPE composite decreased significantly under water sliding condition; under water and dry friction conditions, the friction coefficient decreases with the increase in load and rises as the rotational speed growing. When the BF/UHMWPE composites were tested under water-lubricated conditions, the material folding and pieces of debris were reduced obviously and the variation of wear depth was consistent with the results of friction coefficient. To evaluate the tribological properties of UHMWPE under various conditions, the research results make useful reference for UHMWPE manufacture and other relative experiments.
Introduction
Ultrahigh-molecular-weight polyethylene (UHMWPE) exhibits outstanding comprehensive properties, such as resistance to chemical corrosion, electrical insulation, low-temperature tolerance, wear resistance, and anti-adhesion. As a kind of linear engineering thermoplastics, UHMWPE has been widely used in the chemical industry, medical care, electrical, packaging, machinery, and other fields due to its excellent characteristics different with stainless steel, carbon steel, and other materials. 1 –10 However, UHMWPE has some disadvantages, such as anti-fatigue capacity, bad adhesive wear, low surface hardness, low load-bearing, poor flow behavior, and poor creep resistance. 11 –16 Therefore, modification of the UHMWPE is so important that the mechanical and tribological performance of UHMWPE will improve and the UHMWPE can be used in different conditions to satisfy some special requests. 17,18 The addition of inorganic fillers or various carbon materials is an effective method to achieve the modification of the UHMWPE. At present, the UHMWPE composites are produced by filling particles or fibers into UHMWPE matrix. 19,20 To achieve the goal of improving the anti-wear and antifriction ability of polymers composites, usually reinforced by various other materials such as bronze, glass, carbon fibers, h-BN, SiO2, graphite flake, and other inorganic fillers. 21 –25 The wear rate and coefficient of friction for composites were evaluated on tribometer under dry conditions and lubricated conditions. 26 –28 Natural fibers are used as reinforcement in the UHMWPE composites to satisfy the requests of environmental issues. 29 The tribological behavior of UHMWPE composites was widely studied; researchers used UHMWPE composites against various under multiple lubrication conditions to test its performances. 30 –33
In recent years, the basalt fiber (BF) has been a new type of high-performance fiber with high strength, high-temperature resistance, ablation resistance, chemical stability, and environmental protection characteristics. It is made from natural basalt ore and the raw material can be processed into fiber through wiredrawing after melting. The BF can be used as a new type of reinforcement material instead of carbon fiber and glass fiber for the preparation of composite materials processing. In addition, the BF production process has the characteristics of less waste and less environmental pollution. Product waste can be directly transferred to the ecological environment without any harm. Therefore, the BF is a veritable green and environmentally friendly material. The BF has been widely used in fiber-reinforced composites, friction materials, shipbuilding materials, insulation materials, automotive industry, high-temperature filter fabrics, and protection areas. 33 –37
The aim of this study is to evaluate the tribological behavior of BF as filler in UHMWPE. The frictional and lubricate properties of BF/UHMWPE composites were investigated through friction and wear tests. The friction coefficient, wear loss and worn surface were analyzed in detail. The wear morphology and worn surface analysis were conducted by scanning electron microscopy (SEM) and three-dimensional profilometer, respectively.
Experimental materials and methods
Preparation of sample
In this study, commercial UHMWPE powder (GUR 4120) was used as the main raw material that was purchased from Ticona GmbH (Frankfurt, Germany). The average molecular weight and the density of UHMWPE powder were 5.0 × 106 g/mol and 0.94 g/cm3, respectively. And its ball indentation hardness with holding time for 30 s and constant loading force for 358 N was 36 N/mm2. The BFs were obtained from Shenzhen Teli Chemical Fiber Co., Ltd (Shenzhen, China). The length of the short-cut fiber was approximately 2 mm and the diameter of monofilament was 10 µm. In this experiment, the dried UHMWPE powder and the 10 wt% BF were mixed uniformly. Then, the mixture was added into the prepared forming mold and the mold was put into the vacuum hot-pressing sinter furnace (LN-5; Lina Industrial Co., Ltd, Guangdong, China). The mixture was treated by hot pressing with a press of 30 T and a temperature of 200°C for a period of 1.0 h. Finally, the mold was naturally cooled to room temperature and the UHMWPE composites were obtained. The UHMWPE composites were cut into samples with the diameter of 15 mm and the height of 5 mm for the friction and wear tests. The samples were grinded and polished and then cleaned with ethanol in the ultrasonic cleaner.
Friction and wear tests
The tribological property of the UHMWPE composite was carried out on a ball-on-disk friction and wear tester (CFT-1; Zhongke Kaihua Technology Development Co., Ltd, Lanzhou, China). During the friction and wear tests, the upper ceramic (Si3N4) ball (diameter of 6 mm and the hardness of 93 HRA) remained stationary and the bottom sample slid against the ceramic ball with a regular rotation sliding. The effects of experiment time, rotational speed, and load on the tribological properties of the UHMWPE composite under the conditions of dry friction and water lubrication were evaluated in this study, which is meanly because water as lubricating medium is the most common and low-cost materials, and dry condition is the experimental control group. In this test, the friction coefficient was evaluated automatically by a computer connected to the tester as a function of sliding time. Before the tribological test, all the balls and UHMWPE composite samples were cleaned in ethyl alcohol for 10 min utilizing an ultrasonic cleaner to clean up the surface impurities. All the experiments were operated with a rotational radius of 5 mm at room temperature (23 ± 1°C) with a relative humidity of 50 ± 1%. In the lubrication stage, the lubrication water is applied to the contact area, at a speed of 60 drops/min. The friction pairs of the friction test are shown in Figure 1. Every experiment was repeated three times to ensure the repeatability of the results and the standard deviation, which was determined from three experiments, was controlled to be less than 1.0%. The wear mass was measured by an analytical balance (AUW220D; Shanghai Tianping Instrument Technology Co., Ltd, China) with a minimum scale of 0.01 mg before and after each test. After friction and wear tests, the wear morphology and the analysis of worn surface were examined by SEM (SSX-550; SHIMADZU, Tokyo, Japan) and three-dimensional profilometer (ST400; NANOVEA, Irvine, California, USA), respectively.
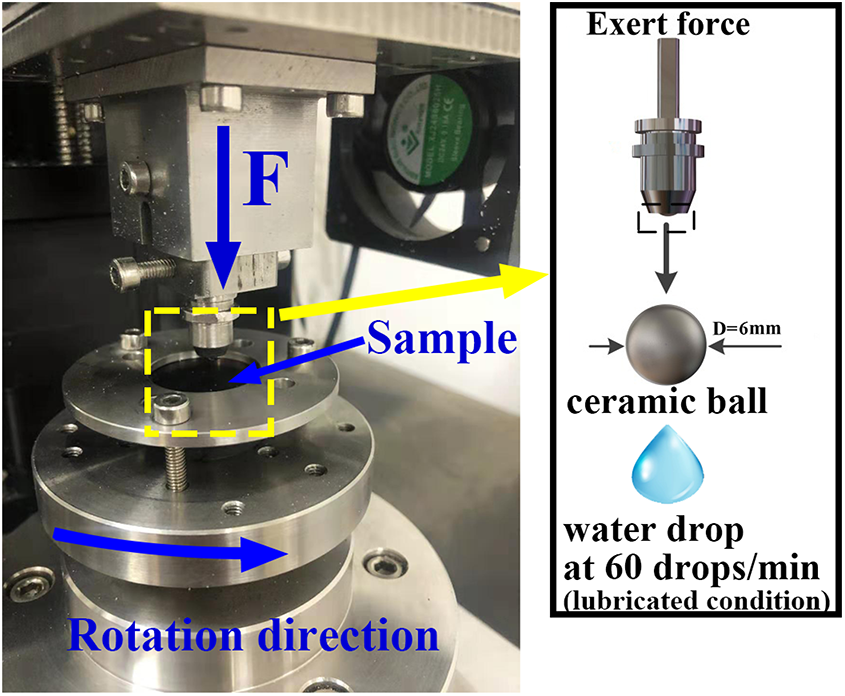
Sample and friction pair installation schematic.
Results and discussion
Analysis of tribological properties
Analysis of friction coefficient
The variation of friction coefficient and wear loss with test time for UHMWPE composites under dry sliding and water sliding is shown in Figure 2. It could be seen that the friction coefficient of UHMWPE under dry sliding is about 0.03. Under water sliding condition, the friction coefficient of the UHMWPE composite decreased significantly. There were similar variations in the friction coefficients under dry sliding and water sliding. Friction coefficient of the UHMWPE composite decreased with test time. It could be seen that the wear loss of the UHMWPE composites increased dramatically with the increase of the test time. The average friction coefficient decreased with the increase of the rotational friction time, and the values of the average friction coefficient stabilized at the end of experiments. At the beginning of the friction test, the UHMWPE composites contacted with the upper ball in direct. The UHMWPE composites had a certain degree of roughness. When the UHMWPE composites contacted with the upper ball, contact area lubrication was in boundary lubrication condition, leading to the larger friction coefficient. With the increase of the friction time, a rough peak gradually filled the rough valley. The rough peak and the rough valley gradually disappeared, and the lubricating film formed on the contact area, leading to gradually decrease in the friction coefficient. The lubricating film on the contact area completely generated and the coefficient of friction stabilized.

The variation of (a) friction coefficient and (b) wear loss with test time for UHMWPE composites under dry sliding and water sliding. UHMWPE: ultrahigh-molecular-weight polyethylene.
Influence of load
Figure 3 shows the friction coefficient of the UHMWPE composites at multiple loads, 700 r/min, and ambient temperature. Table 1 presents the average friction coefficient for UHMWPE composites under different conditions and at multiple loads. It can be seen from the table that the friction coefficients under water lubrication conditions are lower than those under dry friction conditions. The friction coefficient decreases with the increase in load under water and dry friction conditions. In the case of dry sliding, the friction coefficient reduces significantly as the time increasing from 0 min to 30 min and then rises as the time increasing continuously at the load of 50 and 100 N. With the load of 150 and 200 N, the friction coefficient decreases over the test time. As for the results of water lubrication condition, the friction coefficient reduces continuously at the load of 50, 100, and 150 N. The value reduces dramatically at first and then grows with test time for the curve at the condition of 200 N. When the load is low, the normal load on the sample surface is small. The UHMWPE has basically no plastic deformation and the lubricating form is boundary lubrication, which is attributed to the high friction coefficient. If the debris produces due to the friction at this time, the friction coefficient will be further increased. Wear debris will enter into the friction groove with the increasing friction time, which is conducive to the formation of lubricating water film and the stabilization of friction coefficient. With the increase of the normal load, the contact area and the plastic deformation of UHMWPE composites are getting larger. This makes the actual contact area of the upper ball and the specimen become larger. Therefore, the load of the unit area on the contact area is reduced, leading to the decrease in the coefficient of friction. When the normal load continues to increase, the plastic deformation of UHMWPE composites reaches to the maximum and the contact area is similar to the apparent contact area. At this time, the friction coefficient tends to stabilize at a certain value even the normal load continues to increase.

The variation of friction coefficient with test time for UHMWPE composites under (a) dry sliding and (b) water sliding at 50, 100, 150, and 200 N. UHMWPE: ultrahigh-molecular-weight polyethylene.
The average friction coefficient for UHMWPE composites under different conditions and at multiple loads.
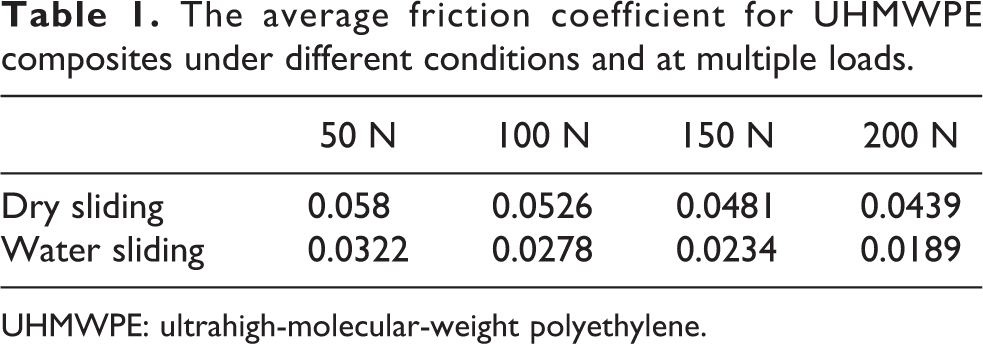
UHMWPE: ultrahigh-molecular-weight polyethylene.
Influence of rotational speed
Figure 4 shows the friction coefficient of the UHMWPE composites at multiple rotational speeds, 80 N, and ambient temperature. Table 2 presents the average friction coefficient for UHMWPE composites under different conditions and at multiple rotational speeds. It can be seen from the table that the friction coefficients under water lubrication conditions are lower than those under dry friction conditions. Under water and dry friction conditions, the average friction coefficient rises as the rotational speed growing. At the beginning of the friction test, the contact form is the direct contact between the ball and the surface of the UHMWPE. Therefore, the friction coefficient is relatively large at the beginning of the friction test. With the increase of the wear depth, the cohesive energy of UHMWPE composites is weak and the temperature of wear surface is high. The surface of the specimen is continuously adhered and sheared and the UHMWPE composites form a transfer film on the surface of the ball. The friction form is converted into the contact of the UHMWPE composites with the transfer film. Therefore, the continuous decrease in the friction coefficient is related to the form of transfer film. On the other hand, rough peaks on the surface of the sample lead to the larger friction coefficient at the beginning of the test. With the friction of the contact area, the rough peaks gradually become smaller to disappear and the contact area of the sample becomes smooth, which is conducive to the formation of water-lubricated film and the reduction in friction coefficient. When the rotational speed is low, the formation of a stable transfer film and low friction coefficient are due to the self-lubricating properties of the UHMWPE composites. The friction temperature grows gradually with the increase in rotational speed. When the rotational speed is high, the friction coefficient increases with the increase of the rotational speed. The UHMWPE composites have viscoelasticity and the friction coefficient is depending on the rotational speed. When the temperature reaches the melting point of the UHMWPE composites, the melting material is squeezed out of the friction area due to the lack of stable transfer film. At this time, the UHMWPE composites will be worn seriously and the coefficient of friction will increase dramatically. In the case of water sliding, debris is brought into the water and the transfer film is destroyed with the increase in rotational speed, which is conducive to the increase in friction coefficient.
The average friction coefficient for UHMWPE composites under different conditions and at multiple rotational speeds.

UHMWPE: ultrahigh-molecular-weight polyethylene.

The variation of friction coefficient with test time for UHMWPE composites under (a) dry sliding and (b) water sliding at 500, 1000, 1500, and 2000 r/min. UHMWPE: ultrahigh-molecular-weight polyethylene.
Analysis of worn surfaces
Figure 5 shows the three-dimensional morphologies and SEM photographs of the worn surfaces of the UHMWPE composites with the addition of BF. The results under water and dry friction conditions with the same test time were analyzed. It could be found from Figure 5 that the UHMWPE composites were subject to different degrees of damage. As shown in Figure 4(a), the special wave-like pattern deformation can be observed on the worn surface of UHMWPE. The formation of this pattern abrasion on the worn surface of UHMWPE can be attributed to the compromise between plowing effect and adhesion effect. 29 Under dry sliding condition, serious wear could be seen on the worn surface. As the test surface was lubricated by water, the surface of the BF/UHMWPE composites got smoother than that under dry sliding and showed shallow wear furrows. It could be seen that the wear depth decreased from 48.89 µm to 42.212 µm. These results showed that the worn surface under water sliding had smaller wear area than that of under dry sliding condition. The variation of wear depth was consistent with the results of friction coefficient.

SEM micrographs and three-dimensional morphologies of worn surfaces under (a) dry sliding and (b) water sliding with the same test time. SEM: scanning electron microscopy.
Figure 6 shows the three-dimensional morphologies and SEM photographs of the worn surfaces of the UHMWPE composites with the addition of BF. The results under water and dry friction conditions with the same test load were analyzed. It could be found from Figure 6(a) that the surface showed signs of material folding and separations. There were large-stripped and pieces of debris on the worn surface and this kind of surface had the characteristic of abrasive wear. As shown in Figure 6(b), the surface of the BF/UHMWPE composites got smoother than that under dry sliding and showed shallow wear furrows. When the BF/UHMWPE composites were tested by water lubricating, the material folding and pieces of debris were reduced obviously. Moreover, the height of wear scar under water sliding was smaller than that of under dry sliding, which was decreased from 160.065 µm to 133.94 µm. The variation of wear depth was consistent with the results of friction coefficient.
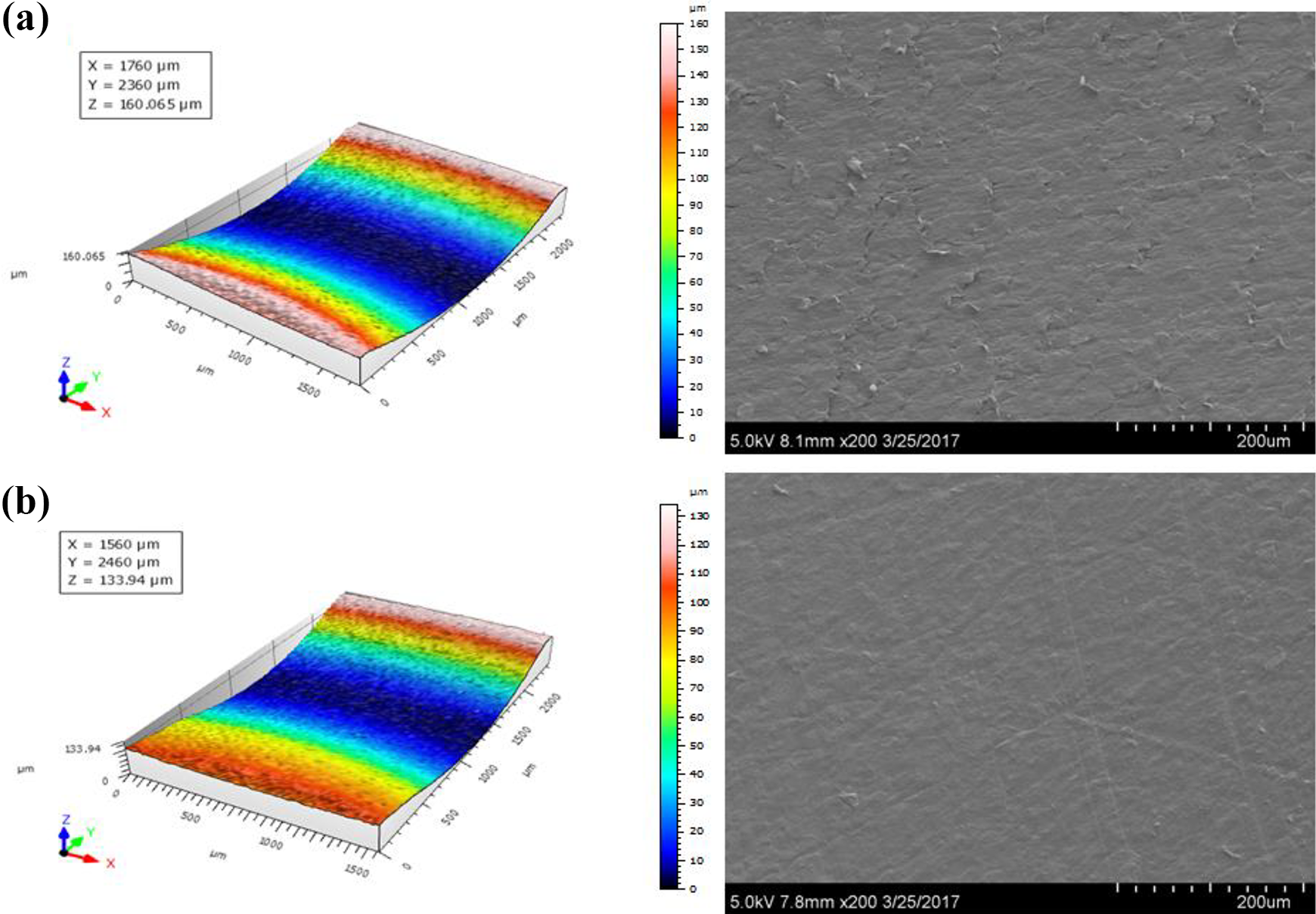
SEM micrographs and three-dimensional morphologies of worn surfaces under (a) dry sliding and (b) water sliding with the same test load. SEM: scanning electron microscopy.
Figure 7 shows the three-dimensional morphologies and SEM photographs of the worn surfaces of the UHMWPE composites with the addition of BF. The results under water and dry friction conditions with the same rotational speed were analyzed. It could be found from Figure 7(a) that the surface showed signs of material folding and separations. There were large-stripped and pieces of debris on the worn surface and this kind of surface had the characteristic of abrasive wear. As shown in Figure 7(b), the surface of the BF/UHMWPE composites got smoother than that under dry sliding and showed shallow wear furrows. When the BF/UHMWPE composites were tested by water lubricating, the material folding and pieces of debris were reduced obviously. Moreover, the height of wear scar under water sliding was smaller than that of under dry sliding, which was decreased from 44.162 µm to 30.129 µm. The variation of wear depth was consistent with the results of friction coefficient.

SEM micrographs and three-dimensional morphologies of worn surfaces under (a) dry sliding and (b) water sliding with the same rotational speed. SEM: scanning electron microscopy.
Friction and wear mechanism
Through the observation of the BF filled with UHMWPE friction and wear experiments, it can be seen that there are many plow grooves and shallow grooves on the worn surface. During the friction and wear process, the fibers break and move to the worn surface. The broken fibers act as abrasive particles on the surface of matrix and pin. This is the main reason for the formation of plow grooves and shallow grooves. Therefore, the wear mechanism is mainly plastic. Variation and abrasive wear are the main wear mechanisms. At the same time, the phenomenon of material accumulation, peeling, and delamination can be observed. It is the trace and debris left by adhesion wear tearing. Therefore, its wear mechanism is mainly characterized by typical adhesion wear. In some friction tests, the wear surface is smooth, and there are only shallow plow marks and small scars on the wear track. These are the results of slight abrasive wear and adhesion wear. Water lubrication enhances the lubrication effect of the friction surface, so the degree of abrasive wear decreases.
Conclusions
A comparative investigation on the tribological behavior of UHMWPE composites with the addition of BF at different test conditions was carried out in this work. The frictional and lubricate properties of BF/UHMWPE composites were investigated through friction and wear tests, and the friction coefficient, wear loss, and worn surface were analyzed in detail. The results showed that the friction coefficient of the UHMWPE composites decreased significantly under water sliding condition, and under the same water and dry friction conditions, the friction coefficient decreases with the increase in load. UHMWPE composites show the feature of average friction coefficient rises as the rotational speed growing under water and dry friction conditions. When the BF/UHMWPE composites were tested by water lubricating, the material folding and pieces of debris were reduced obviously. The variation of wear depth was consistent with the results of friction coefficient. Thorough various research of this article, the wear mechanism of UHMWPE composites is similar to the plastic. Variation and abrasive wear are the main wear mechanisms, and it can be found that BF as the filler will effectively decrease the friction coefficient of the UHMWPE composites, and water lubrication enhances the lubrication effect of the friction surface
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research project was supported by the Natural Science Foundation of the Henan Province (182300410169 and 182102210201) and the Support project of scientific and technological innovation talents of universities in Henan Province (19HASTIT023).