
Abstract
This study focuses on the thermal behavior of tunnel boring machines (TBMs) through an in-depth investigation into the temperature distribution of their disc cutters. Utilizing the differential quadrature method (DQM), the research conducts a comprehensive numerical analysis to assess the impact of excavation and geological parameters on disc cutter temperature and wear. The accuracy of the DQM model is validated against the finite difference method (FDM), demonstrating comparative results with reduced computational requirements. The findings indicate a significant correlation between disc cutter temperature and various factors, such as rotational speed, spacing, geological conditions, and material strength. Notably, increased spacing or cutter speed leads to higher temperatures and accelerated cutter wear. Moreover, geological factors, particularly rock strength, influence friction coefficients, affecting disc cutter temperatures significantly. For instance, even a slight increase in cutter spacing results in a substantial 65% rise in cutter consumption, underscoring the relevance of these findings for life cycle assessment (LCA) evaluations across diverse geological and environmental conditions in TBM operations.
Keywords
Introduction
Rock cutting is one of the most appropriate construction and tunnel engineering technologies. Tunnel boring machines (TBMs) are well-known as high-efficiency excavators and the highly safety-allocated engineering machines commonly used in tunnelling (Huo et al., 2011; Qi et al., 2016). In the TBM excavation process, disc cutters are commonly employed with a specific pattern in hard rock formations to ensure optimal excavation by rotation (Bilgin et al., 2012; Rostami, 2013). During tunnelling, a rock and a disc cutter interact directly through the rotation of the TBM cutter head (Cho et al., 2013; Huo et al., 2015). The trust and rolling forces in excavation make a large amount of energy between the rock and the rotating disk. A portion of this energy is utilised to break down rock chips, and the rest of this energy is passed to the disc cutters and causes to wear the disc cutter over time (Kalayci Sahinoglu and Ozer, 2020; Wang et al., 2012; Wang et al., 2015).
Excessive and persistent cutting heat generation is a significant factor in cutter wear, considerably impacting cutter consumption calculations. If the cutter wears out, the TBM needs more input power to brick the rock. The cutter head of TBM gets damaged in the long-term operation, and the excavation costs will be increased significantly. On the other hand, replacing disc cutters is costly, takes a long time and adversely influences the overall performance of the TBM. Undoubtedly, severe wear of the cutter ring affects its service life, cutting force distribution, excavation efficiency and even cutter head failure. Therefore, as an essential matter of disc cutter life, temperature distribution must be investigated and appropriately controlled (Song et al., 2015).
The friction of disc cutters with rock and environmental factors significantly impact the heat transfer process and temperature distribution, which is often ignored in cutter wear studies. The distributed temperature also directly affects the geomechanical properties of rock (Smithies et al., 2011), which in turn influences the disc cutter's excavation characteristics.
Analyzing the temperature distribution on the disc cutter is the primary step to finding the optimal cooling pipes arrangement and disc cutter layout, which is introduced as a practical solution for temperature control (Song et al., 2015).
Life cycle assessment and thermal analysis for disc cutters have been studied theoretically, experimentally and numerically (Bieniawski et al., 2009; Frenzel, 2011; Maidl et al., 2008). Wijk (1992) provided a theoretical model for calculating TBM cutter wear based on the Cerchar Abrasively Index (CAI), rock strength index, dimensional parameters of disc cutter, cutter head thrust and TBM axial boring distance. Hassanpour et al. (2014) derived several experimental correlations for cutter life estimation and consumption based on data from mechanised excavation operations in Iran. Komatsu (1998) presented an experimental curve for estimating cutter wear conditions based on cutter size, head angular velocity and TBM drilling speed. Yang and Huang (2005) performed a numerical simulation using ANSYS to determine the thermal stress of the disc cutter through the excavation. The effect of angular velocity and cutter front angle on the cutting temperature distribution has been studied. Lan et al. (2019) conducted experimental research using an online monitoring setup to monitor disc cutter wear in real-world conditions. They observed that the energy generated for disc cutter wear is proportional to the heat formed on TBM. They compared it to commonly used models in the literature that conduct predictions based on CAI. Kumar et al. (2020) conducted a statistical analysis to investigate the thermal effects at the pick-rock interface using several methods, including an artificial neural network.
Kalayci Sahinoglu and Ozer (2020) conducted experimental research demonstrating a correlation between temperature and cutter wear. Their study showed that the material properties of the cutters would deteriorate if they got overheated.
Based on the literature survey, few studies have been conducted on investigating, measuring and assessing cutter heat in TBMs (Song et al., 2015). Although limited experimental research is available to investigate and measure the change in cutter temperatures, no comprehensive numerical approach is established to predict the temperature distribution in detail. As a result, research on temperature distribution over a TBM disc cutter is still in its infancy.
In the present study, a numerical approach is proposed to investigate the thermal analysis of a TBM disc cutter and evaluate the influence of excavation and geological parameters on temperature distribution and disc cutter consumption. Hence, a numerical model is employed to study the nonlinear two-dimensional transient heat transfer through the TBM disc cutter. An efficient and accurate numerical method should be chosen because of the nonlinearities of equations, complex geometry and boundary conditions. This article employs the differential quadrature method (DQM) to solve the governing heat transfer equation. DQM is an effective computational method and rapid convergence solution for nonlinear problems. The mentioned method has a wide range of mechanical, civil and aerospace engineering applications due to its potential for solving nonlinear partial differential equations (Gorji et al., 2017; Kalayci Sahinoglu and Ozer, 2020; Malekzadeh et al., 2006; Nowamooz et al., 2015; Öztuna, 2007; Tornabene et al., 2015; Trinh et al., 2021; Wang et al., 2021). The DQM approximates the derivative of a function at each grid point as a weighted linear summation of the function values in the whole discrete domain. DQM is used to discretize both spatial and temporal domains. Due to the high accuracy of the procedure, the results can be used as a benchmark solution for future research.
Mathematical model
A typical disc cutter model is shown in Figure 1. The 2D transient heat transfer model is assumed on the disc cutter geometric. Due to contact and friction between the disc cutter and the rock during the TBM excavation process, a heat generation source is applied to the model. The disc cutter is in the ambient air with a constant temperature and convective heat transfer coefficient. Some assumptions have been made for deriving the governing equations and presented in the following:
During friction, the ideal contact occurs at the interface between the disc cutter and the rock. This presumption posits that both sides of the contact interface maintain identical temperatures, and the total heat flux between the disc cutter and the rock corresponds precisely to the heat flux generated due to the friction between the disc cutter and the rock. The influence of the heat source on the temperature field of the disc cutter cannot be ignored. It is assumed that the material properties of the disc cutter and the rock remain constant and exhibit no alterations in response to temperature variations. Convective cooling with the surrounding air occurs on the outer surface of the cutter ring, characterised by a consistent convective heat transfer coefficient. In contrast, the inner surface of the cutter ring is stipulated as adiabatic. The effect of radiation on the disc cutter's surface temperature is ignored. The rock is a homogeneous and uniform medium.
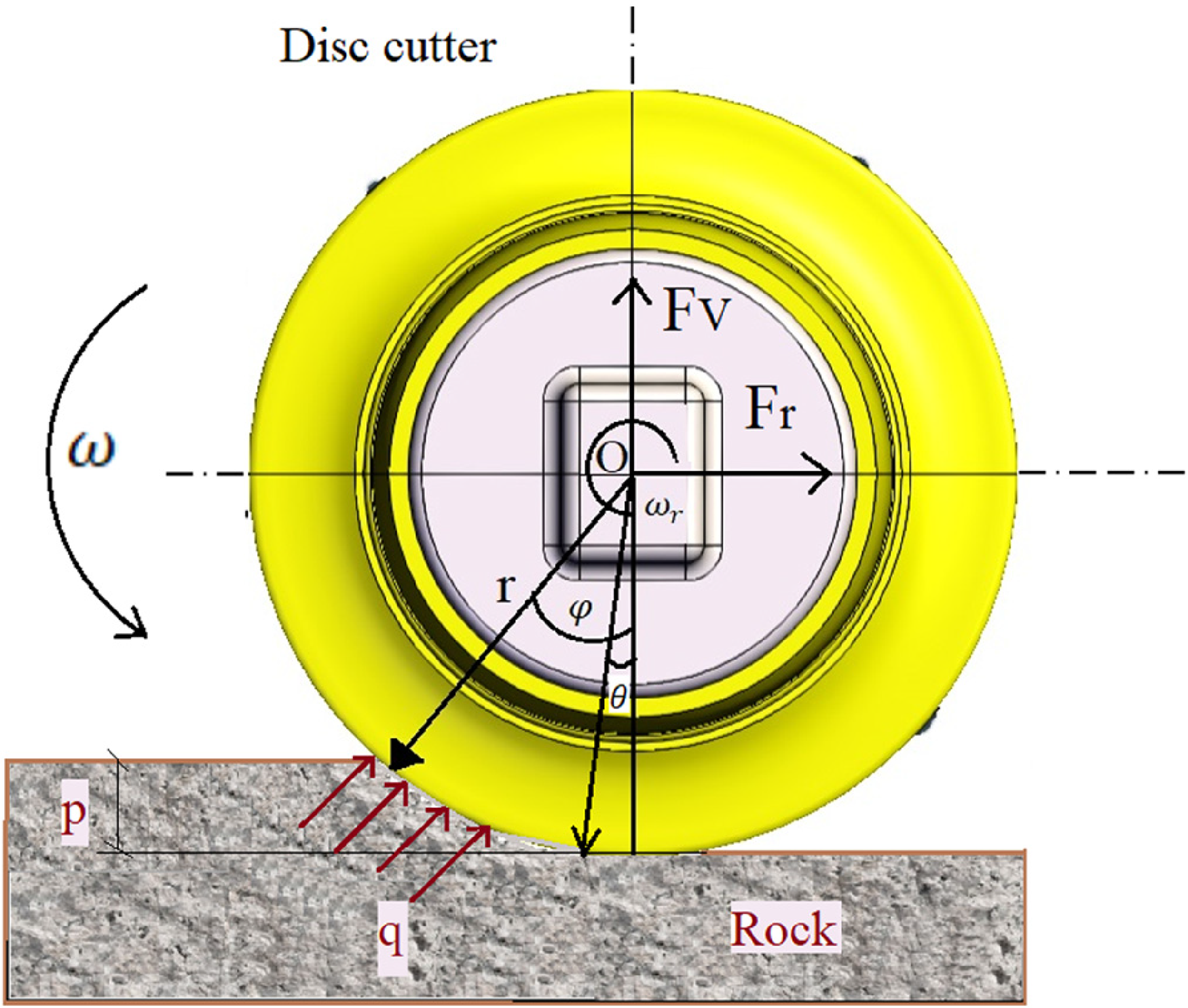
Disc cutter geometric dimensions and boundary conditions.
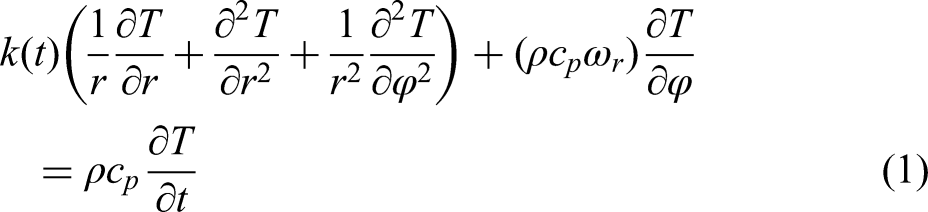
The predominant heat transfer mechanism through the disc cutter is heat conduction, based on the abovementioned assumptions. If the thermal conductivity of the disc cutter is assumed to be a function of temperature, its energy balance can be written as:
Initial and boundary conditions
The boundary and initial conditions must be specified to solve the partial differential equation. The disc cutter is initially in thermodynamic equilibrium with a specific temperature at

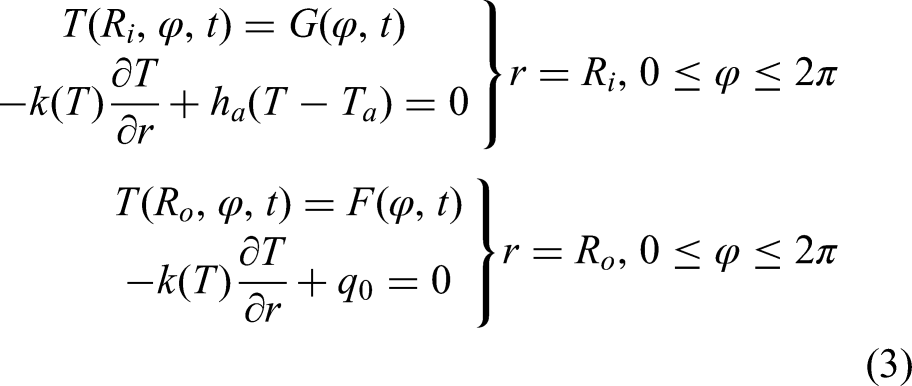
Based on the literature, the Colorado School of Mines (CSM) model, which is the most popular model of a cutter life (Rostami et al., 1996), the disc cutter path consumed friction energy has been defined as:


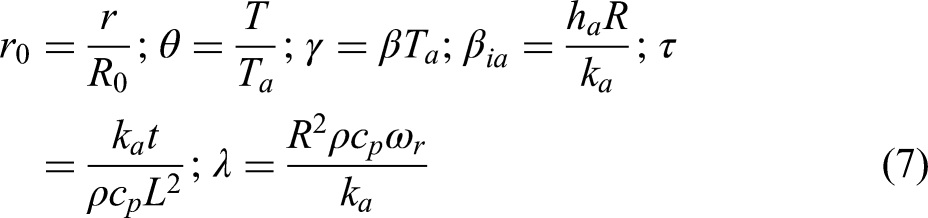
In the present work, thermal conductivity is assumed to be a linear function of temperature (Chen et al., 2001; Lee et al., 2004; Su and Hwang, 1999).

An important step in the DQM numerical technique explained in Appendix 1 is determining the weighting coefficients and the spatial discretisation method. Since the computational domain of DQM is rectangular, the following non-dimensional variables are defined to simplify the governing variables.

Numerical method
This section derives the differential quadrature (DQ) analogy of the governing equation and the initial and boundary conditions. The spatial domain is discretised into




Results and discussion
This section investigates the accuracy and convergence behaviour of the proposed model. Afterward, the study results of thermal analysis and parametric study for the described model are presented in detail. In the first step, the accuracy and effectiveness are confirmed by contrasting them with those obtained through the finite difference method (FDM), thereby substantiating its applicability. Then, the influence of excavation parameters such as disc cutter spacing, cutting speed, various geological conditions and thermophysical specifications on the disc cutter temperature are studied. The results are also validated by an experimental study conducted by Kalayci Sahinoglu and Ozer (2020). Based on the available experimental correlation, the disc cutter consumption is determined regarding the temperature increment in the last part.
Model validation
Table 1 represents the density, specific heat capacity and thermal conductivity coefficient of a V-shaped disc cutter manufactured using three materials as input parameters for solving the transient heat transfer model. Other inputs for solving the heat transfer equation depend on the rock characteristics presented in Table 2. This research studied three rock types and the results are discussed in later sections.
Disc cutter parameters (Song et al., 2015).

Rock material parameters.
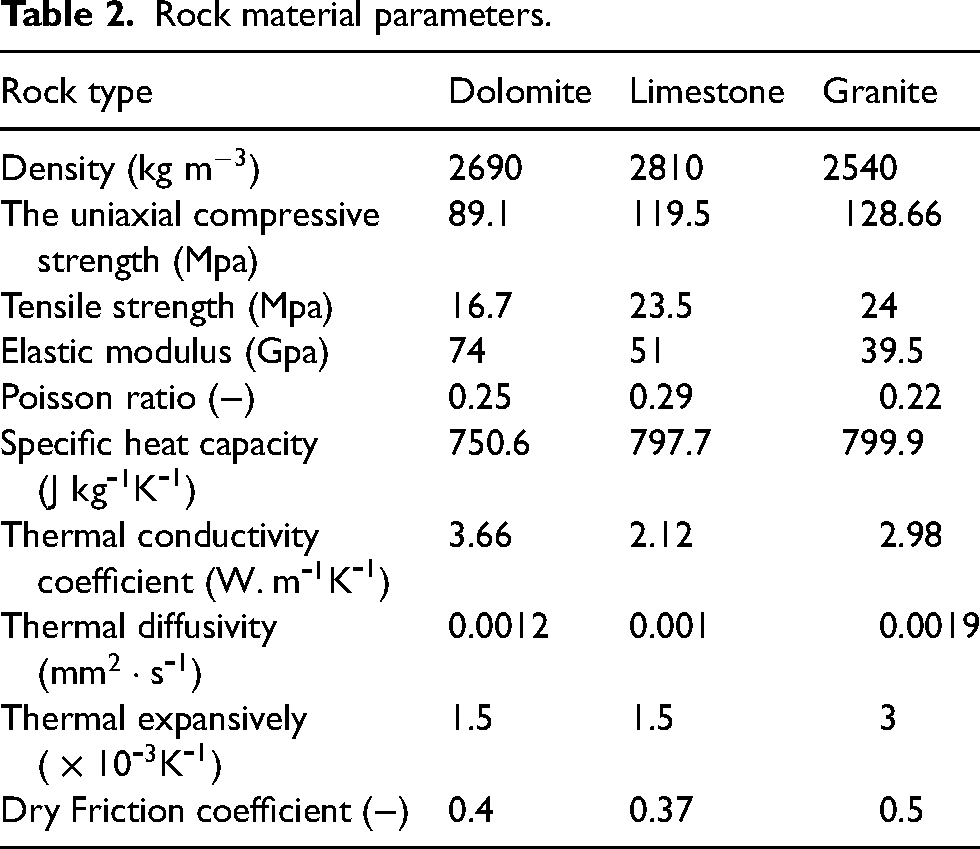
Three rocks, including granite, limestone and dolomite, were sampled from one Tehran-Shomal freeway tunnel complex project to investigate their thermophysical and mechanical properties. Various experimental tests, including uniaxial compressive strength and Brazilian tests, were conducted on these samples to determine the characteristics, as shown in Figure 2.
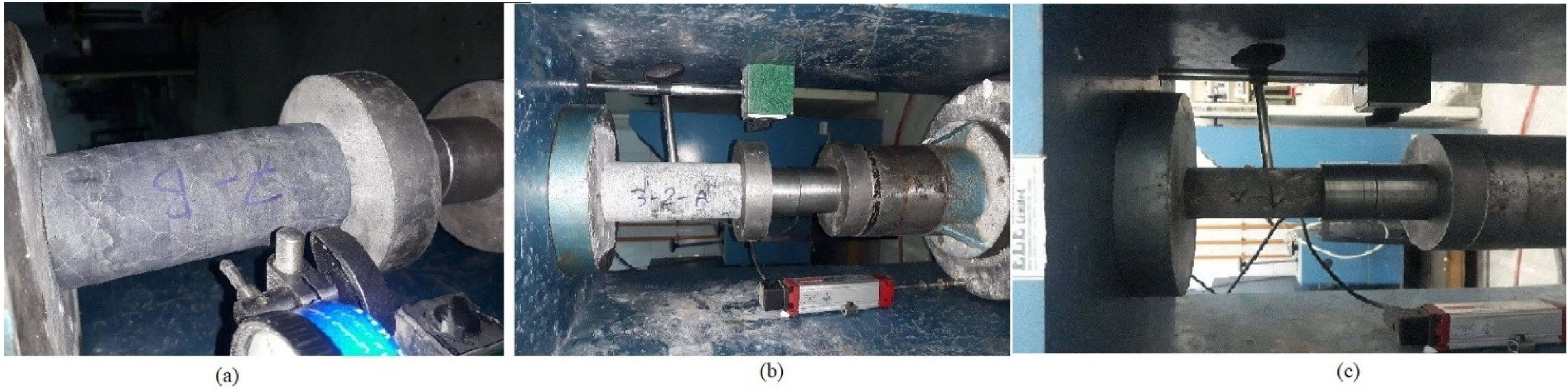
Three different rock samples prepared for testing: (a) granite, (b) limestone, (c) dolomite.
The present DQM model's accuracy and convergence are investigated. Table 3 illustrates how the number of grid points in the spatial and temporal domains affects the results considering the non-dimensional temperature at r =
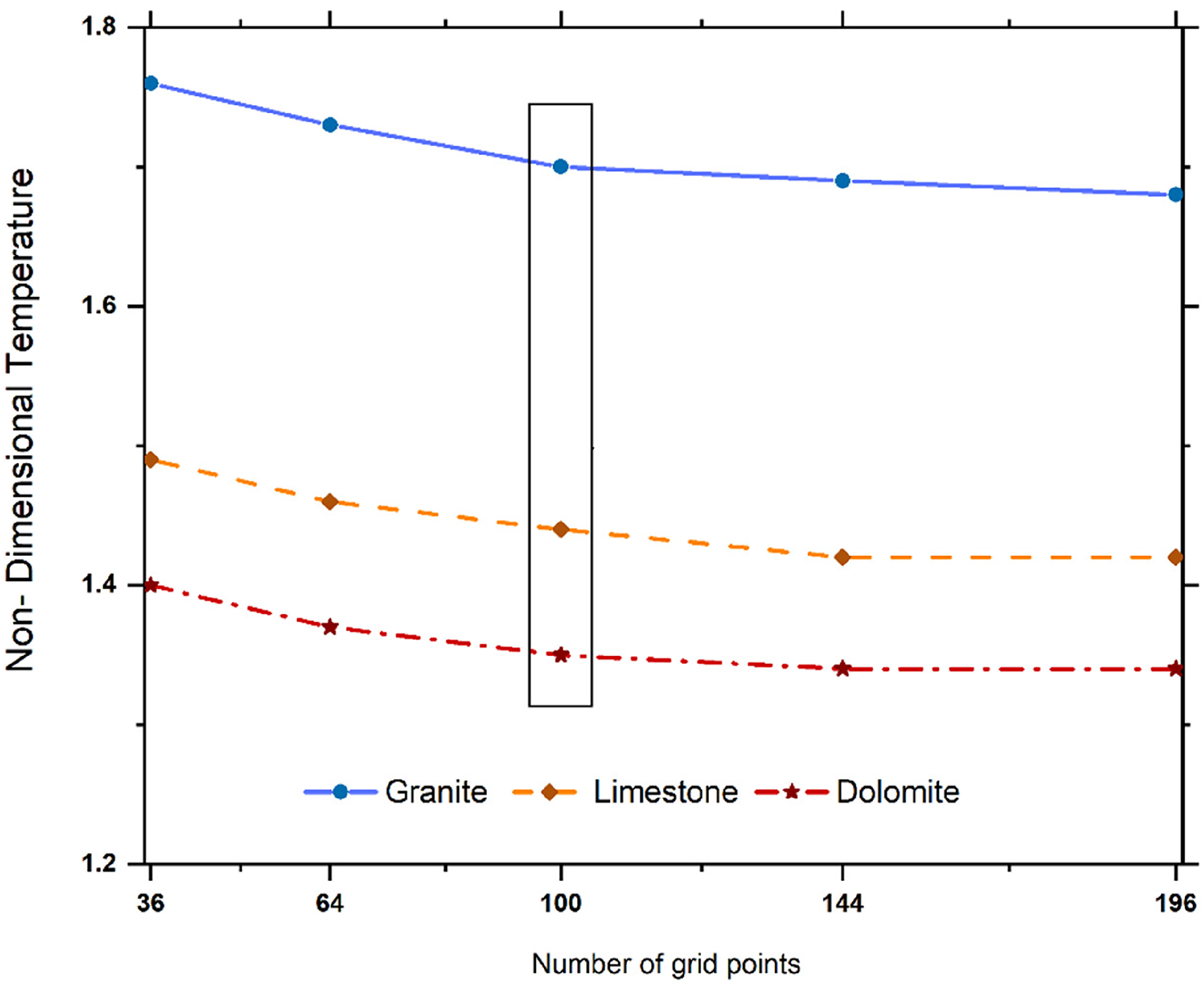
Grid independence graph according to the non-dimensional temperature of disc cutter surface for different rock type.
Comparisons of DQM and FDM computational properties. (r =
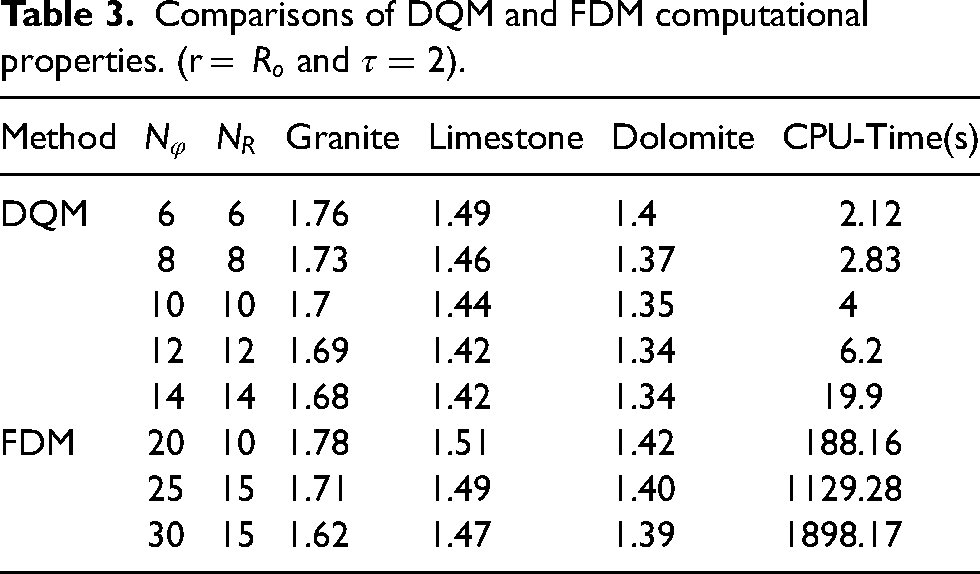
Figure 4 presents the outcomes for the non-dimensional temperature at r =
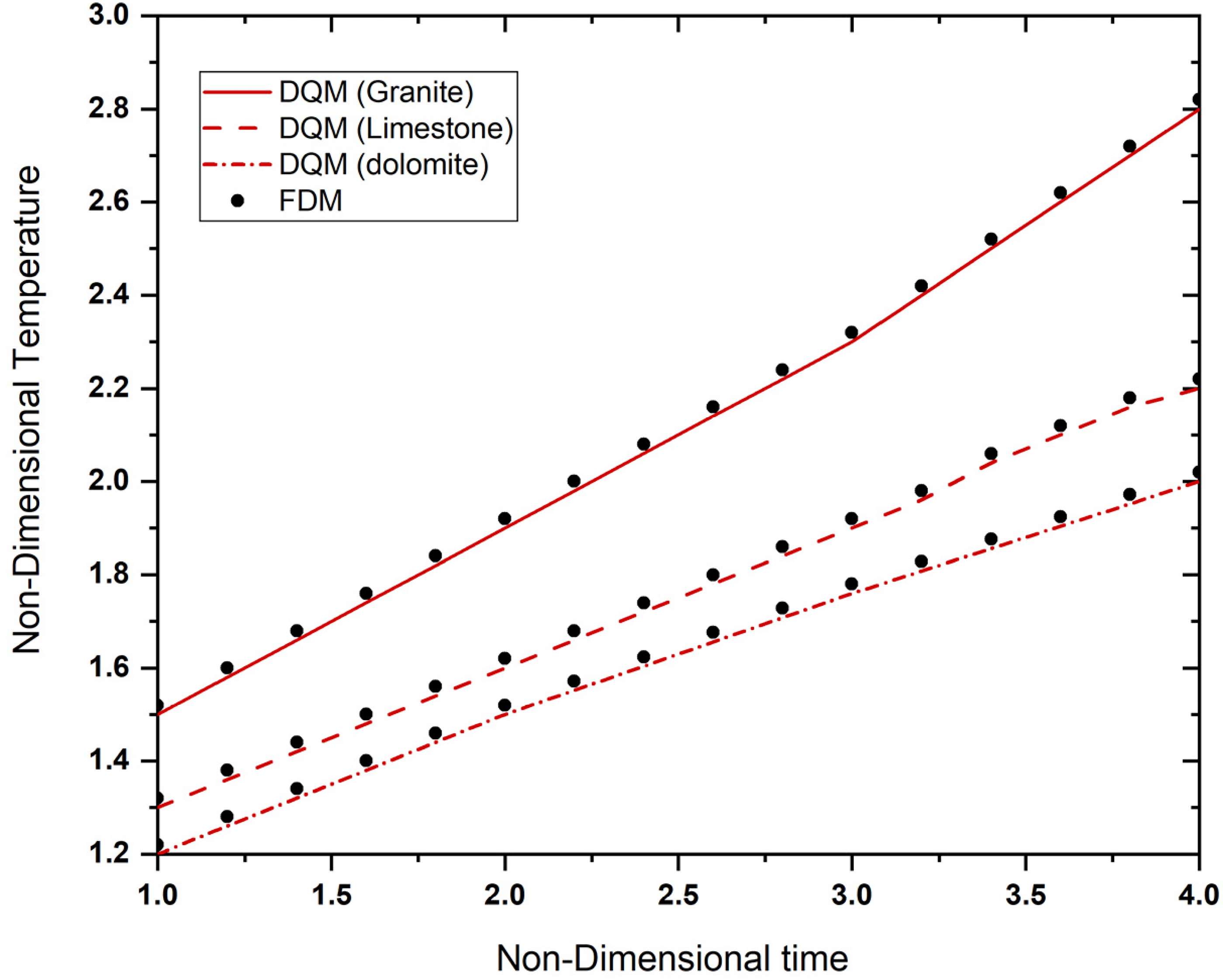
A comparison of non-dimensional temperature for different geological conditions at different non-dimensional times.
Effect of geological characteristic parameters on disc cutter temperature distribution
Assuming disc cutter material 42CrMo, disc penetration 0.01 m, spacing 0.11 m, disc velocity 30 rad/min, the impact of different geological conditions (granite, limestone and dolomite) and impact of different non-dimensional times (
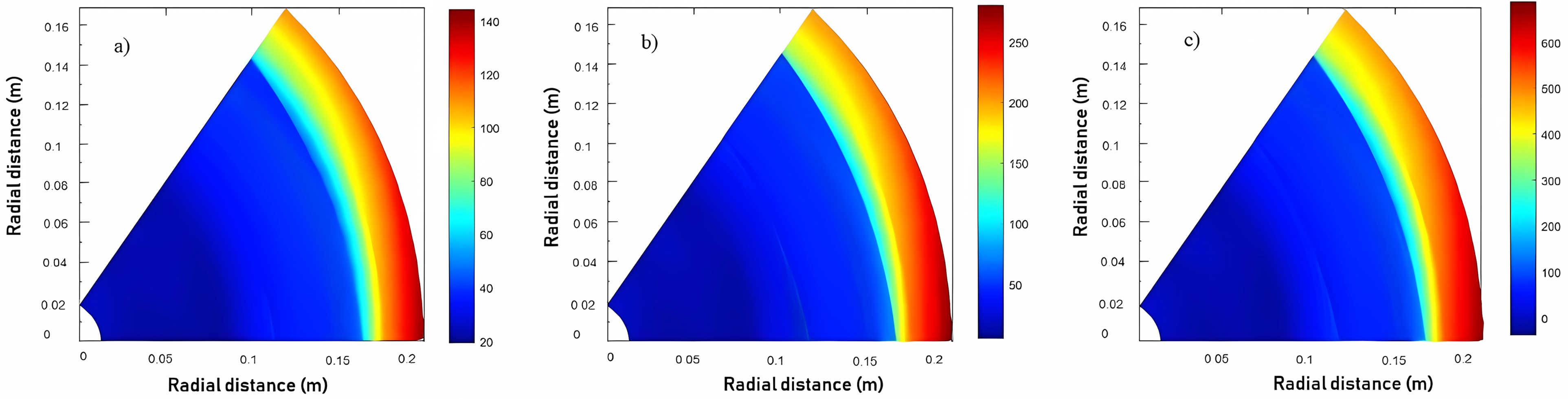
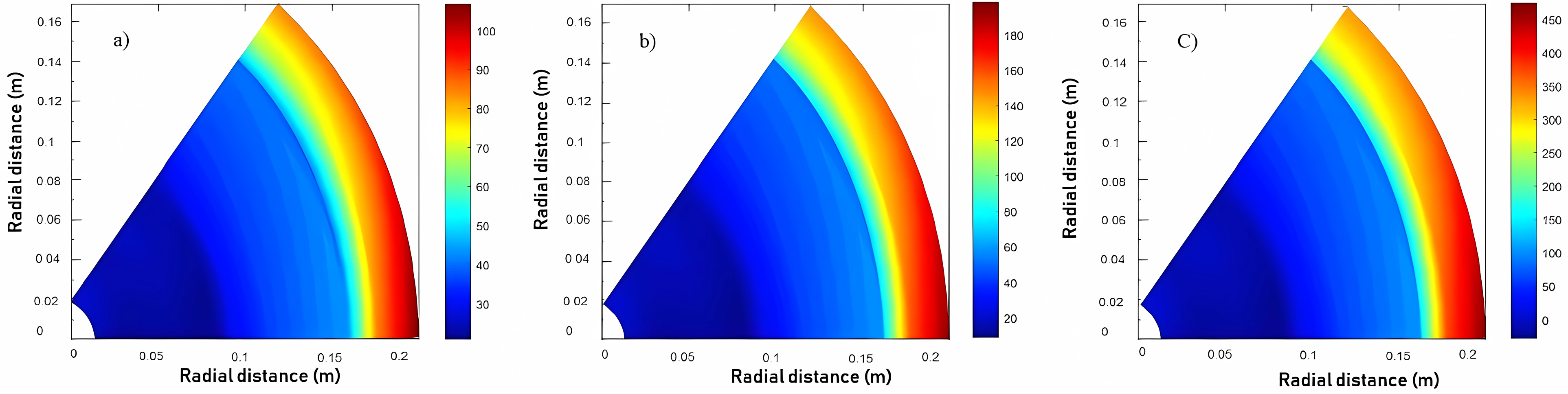
Disc cutter temperature distribution characteristics in granite environment for (a) τ = 1,, (b) τ = 2 and (c) τ = 5.
Disc cutter temperature distribution characteristics in limestone environment for (a) τ = 1, (b) τ = 2 and (c) τ = 5.
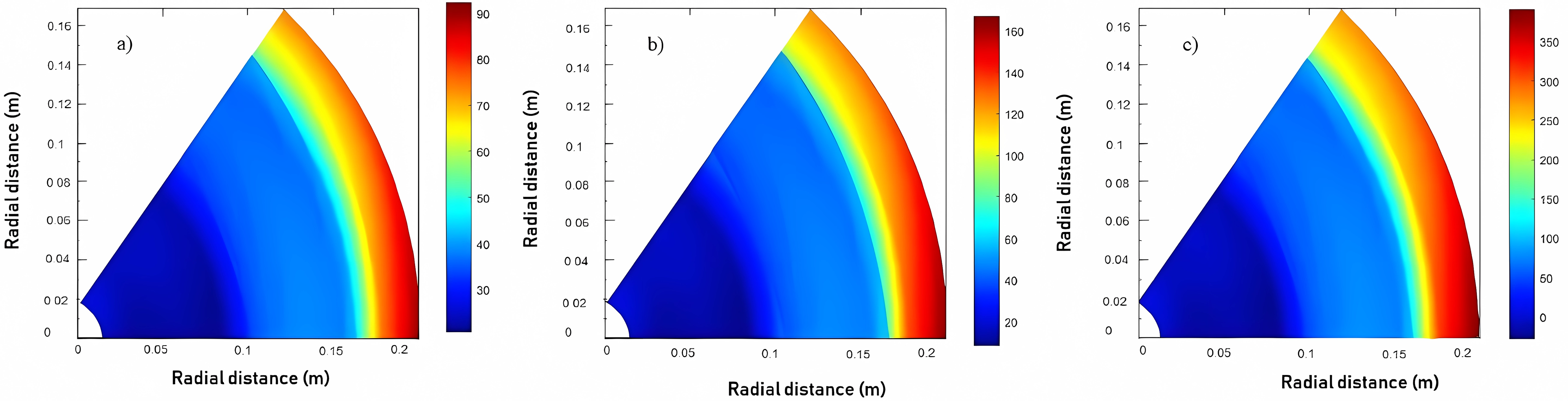
Disc cutter temperature distribution characteristics in the dolomite environment for (a) τ = 1, (b) τ = 2 and (c) τ = 5.
The contours demonstrate temperature distribution in the granite, limestone and dolomite. It can be realised that the maximum amount of distributed temperature belongs to the condition at which non-dimensional time is τ = 5. It can be evident that themaximum and minimum distributed temperatures belong to granite and dolomite circumstances, respectively. The principal reason for explaining this phenomenon might be under different geological construction conditions; disc cutter temperature follows characteristic geological parameters (the uniaxial compressive strength and tensile strength), friction coefficient (dry) and the time factor.
From Figures 5 to 7, the maximum amount of distributed temperature observed close to the disc cutter edge can be found in the three geological construction conditions. This amount of temperature for granite is
Effect of excavation parameters on distributed temperature
The effects of excavation parameters, including spacing and disc cutter speed, are shown in Figures 8 and 9. According to the disc cutter and rock parameters, assuming the disc cutter material is 42 CrMo when the disc cutter velocity is ωr = 30 rad/min, penetration is 0.01 m and non-dimensional time τ = 1. Considering the disc cutter space varying from 0.08 to 0.14 m, the relationship between disc cutter temperature and disc spacing in three different excavation circumstances (granite, limestone and dolomite) is shown in Figure 8. The results demonstrate that geomaterials and disc cutter spacing have an impact on temperature increase since the cutters require more energy to cut the beneath rocks when disc cutters are spaced farther apart. When taking into account the disc cutter spacing of 0.08 (m) to 0.14 (m), the temperature increased by 6, 8.5 and 10% for the granite, limestone and dolomite, respectively.
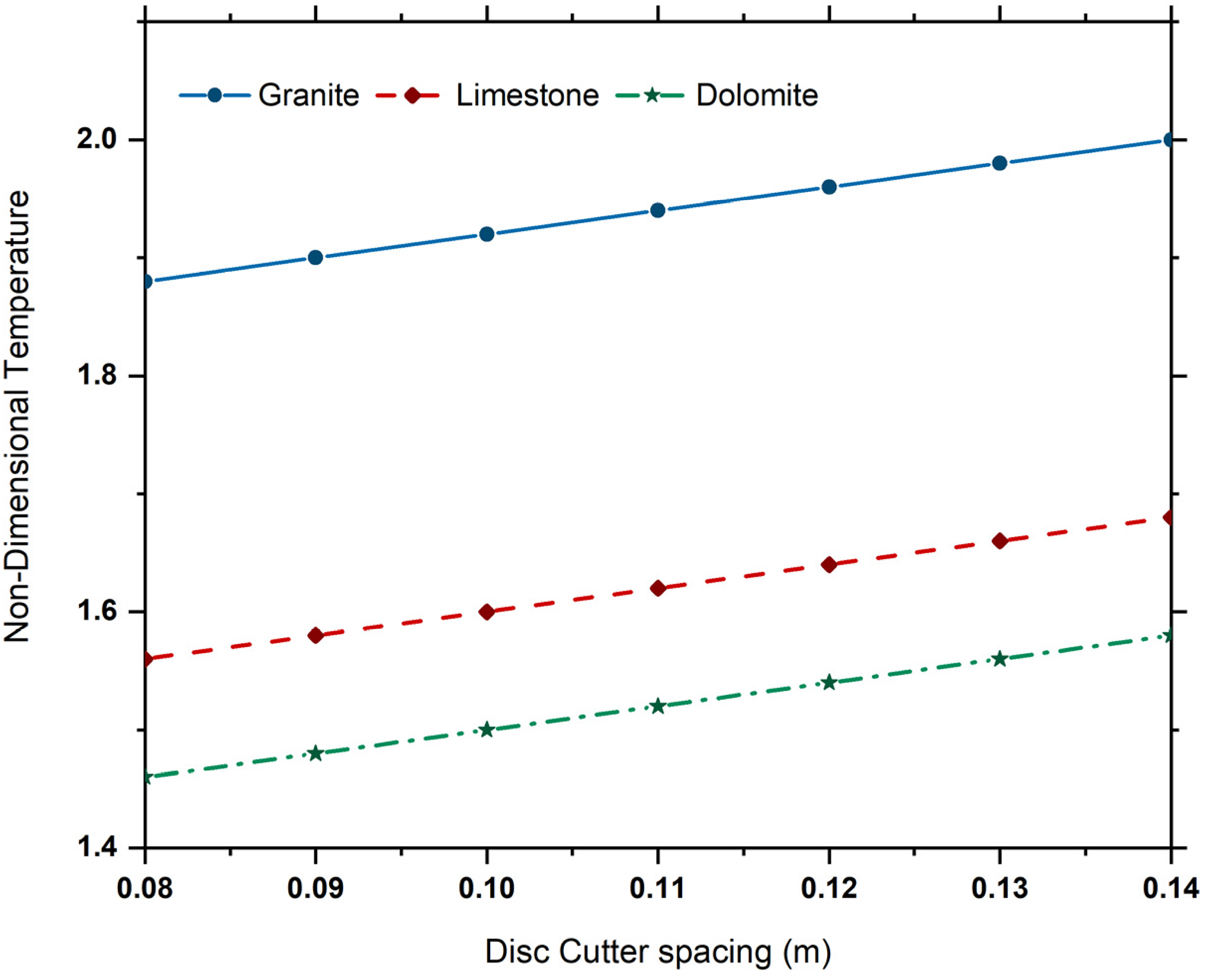
The relationship between disc cutter non-dimensional temperature and disc cutter spacing.
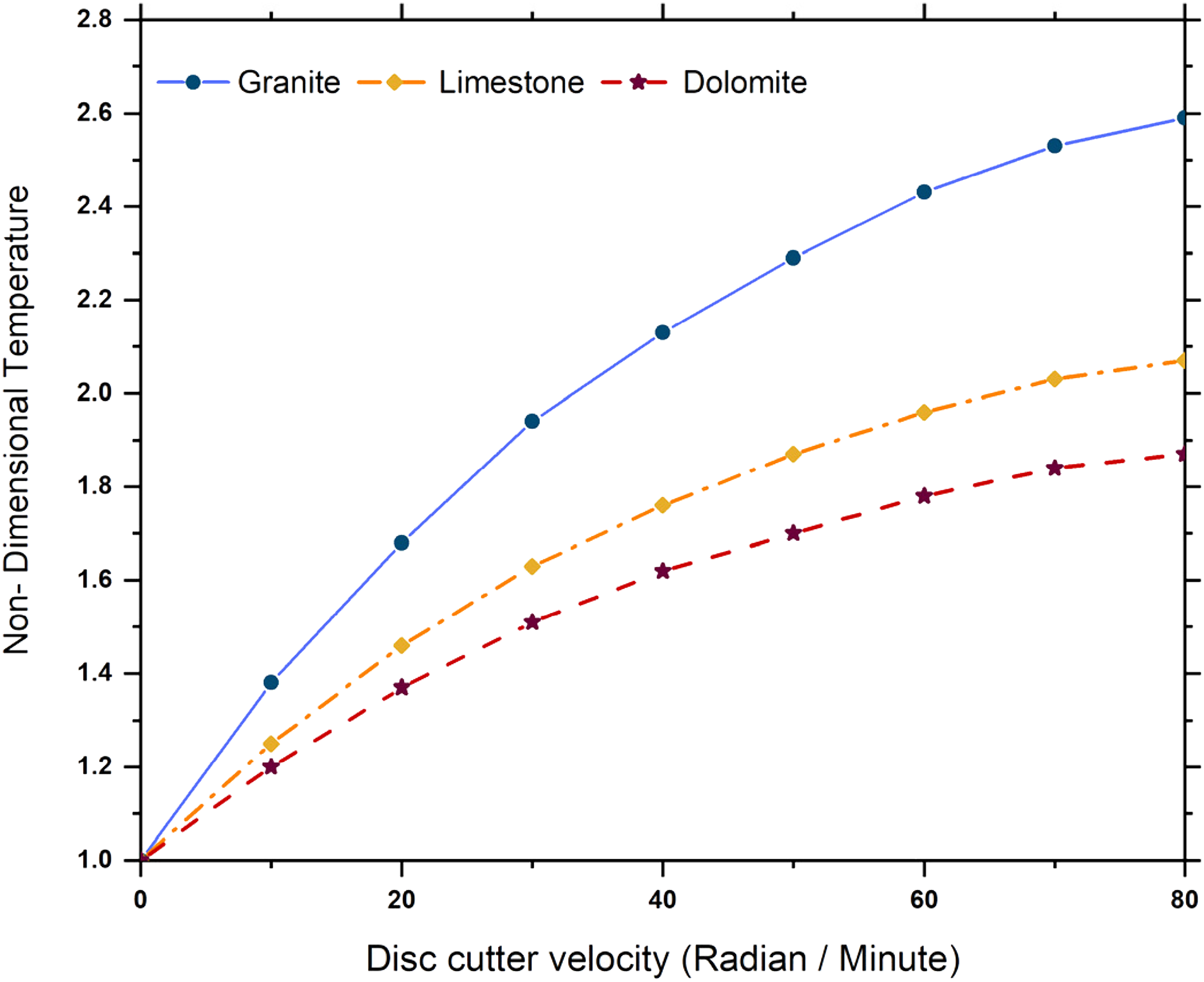
The relationship between disc cutter non-dimensional temperature and disc cutter velocity.
With the same disc cutter material (42 CrMo), when disc cutter penetration is 0.01 m, disc cutter spacing is 0.11 m and non-dimensional time τ = 1. Disc cutter velocity varies from 0 to 80 rad/min; the relationship between disc cutter temperature and disc cutter velocity in three different excavation environments (granite, limestone and dolomite) is shown in Figure 9.
In general, the provided results in Figures 8 and 9 show a significant temperature in disc cutters while excavating in granite circumstances. A reasonable explanation for this is that apart from the effects of different excavation parameters and time factors, based on equation (5), as rock strength is stronger and the friction coefficient is larger, the heat source (
Furthermore, for validation of this paper, the results are compared with the experimental study conducted by Kalayci Sahinoglu and Ozer (2020). In this study, the temperature measurement was recorded manually using a handy infrared thermometer for each cutter for three different formations after each ring.
Given a temperature reference point of 27°C, which closely corresponds to the formation temperature, there is a remarkable concurrence between the temperature values computed by the DQM model, as depicted in Table 4, and the manually measured temperature data collected by Kalayci Sahinoglu and Ozer (2020). In the context of their empirical investigation, the mean recorded temperature stands at 44.1°C, a value that notably approximates the temperature outcomes furnished by the DQM model.
Relative error between numerical and experimental results.
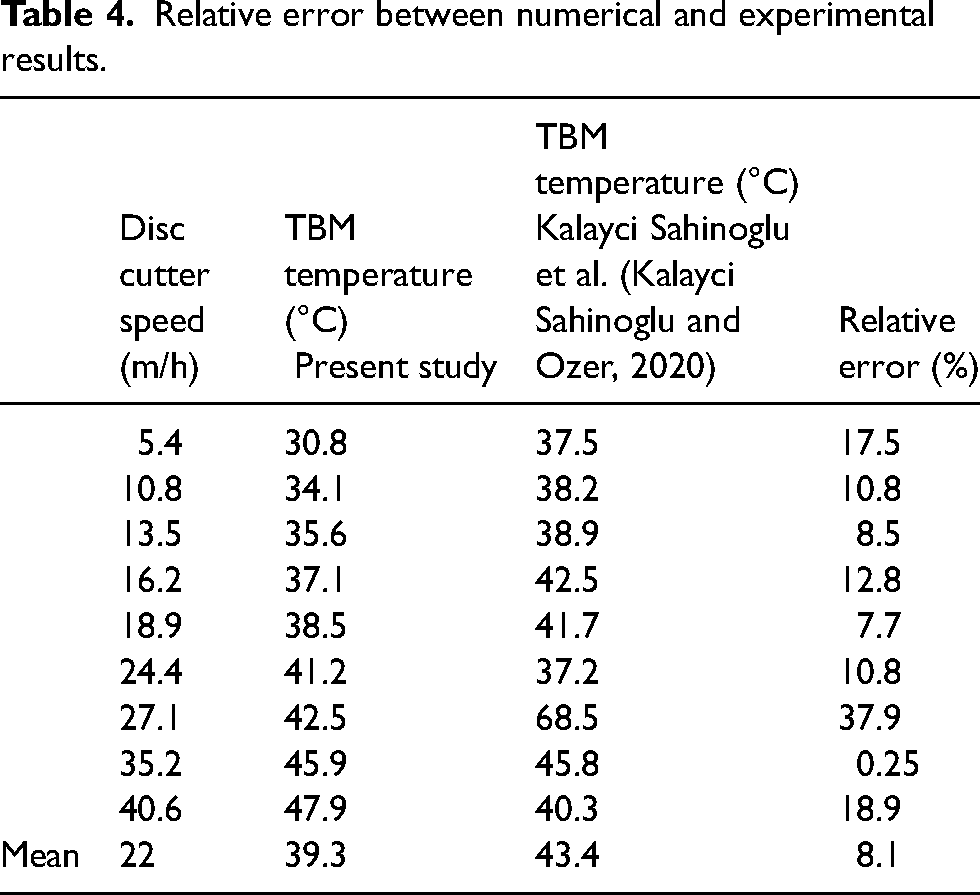
Figure 10 shows the disc cutter temperature with increasing cutter speed. The simulated results show good agreement with empirical data, meaning that the proposed model could resealably describe this temperature of the TBM disc cutter through the operational condition. The numerical results indicate that the average error of the highest temperature of the disc cutter obtained by simulation and experiment (without considering outlier data for cutter speed 27.1) is less than 19%, representing the workability of the present DQM model.
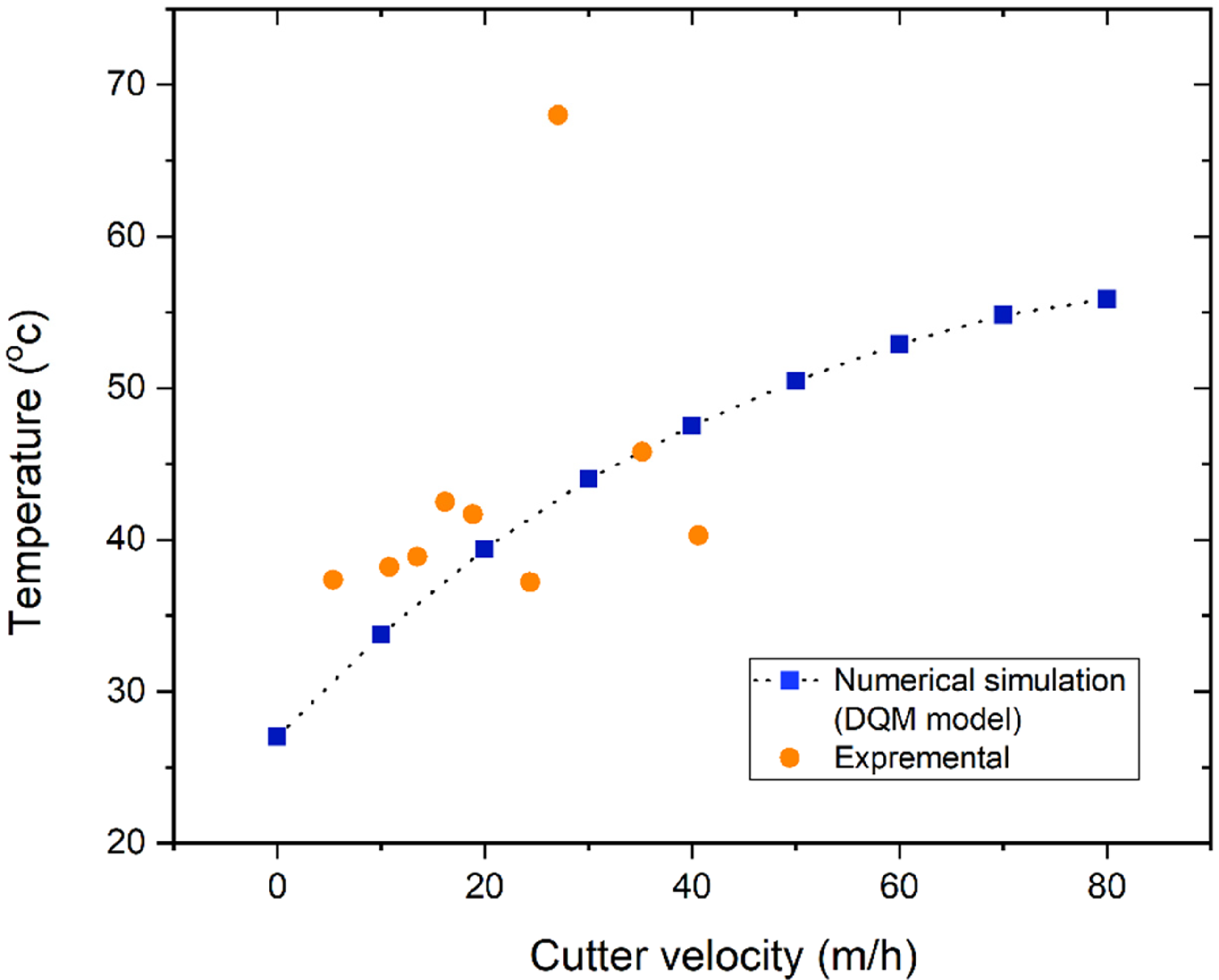
Comparison of disc cutter temperature versus disc cutter speed between results from numerical simulation (DQM method) and empirical data by Kalayci Sahinoglu and Ozer (2020).
Effect of disc cutter's thermophysical characteristics on disc cutter temperature
Assuming disc penetration of 0.01 m, spacing 0.11 m, disc velocity 30 rad/min and non-dimensional time τ = 3, the impact of different disc cutter materials (42 CrMo, Steel 316 and Tungsten Carbide) in different geological conditions (granite, limestone and dolomite) on disc cutter temperature is provided in Table 5.
The average disc cutter temperature of different cutter materials in different geological conditions.
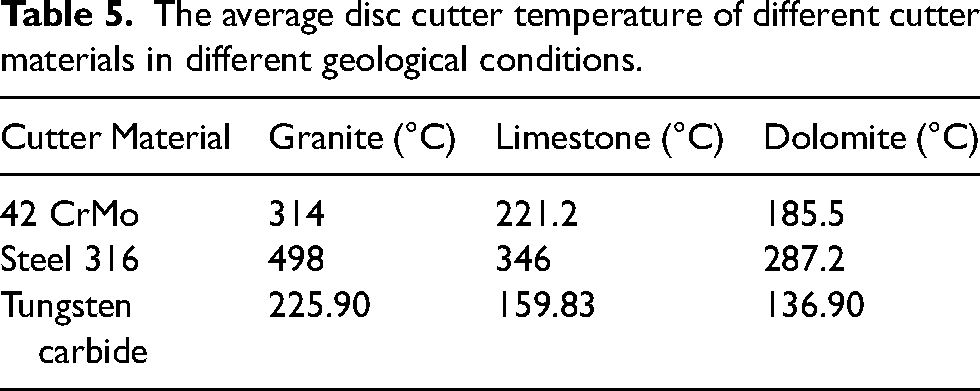
It is clear that, apart from excavation parameters and geomaterials characteristics, the disc manufacturing materials also influence the temperature distribution of disc cutters. The maximum temperature is related to the disc manufactured of Steel 316 (498°C) in the presence of granite. In comparison, the minimum amount temperature belongs to the disc made up of tungsten carbide (136.90°C) in the presence of dolomite. Generally, the maximum and minimum generated temperature in every three excavation circumstances belongs to Steel 316 and tungsten carbide cutters, respectively.
Disc cutter consumption
The disc cutter consumption per cutter, impacted by temperature rise, is described as if cutter A is worn after excavating X m; the associated consumption is computed as X m/cutter (Kalayci Sahinoglu and Ozer, 2020). Equation (17) is the regression analysis equation used to compare cutter consumption and temperature data.
The amount of disc cutter consumption based on temperature increment influenced by disc cutter spacing, various geological conditions (granite, limestone, dolomite) and different disc cutter manufacturing materials (42 CrMo, Steel 316 and tungsten carbide) are shown in Figures 11–13.
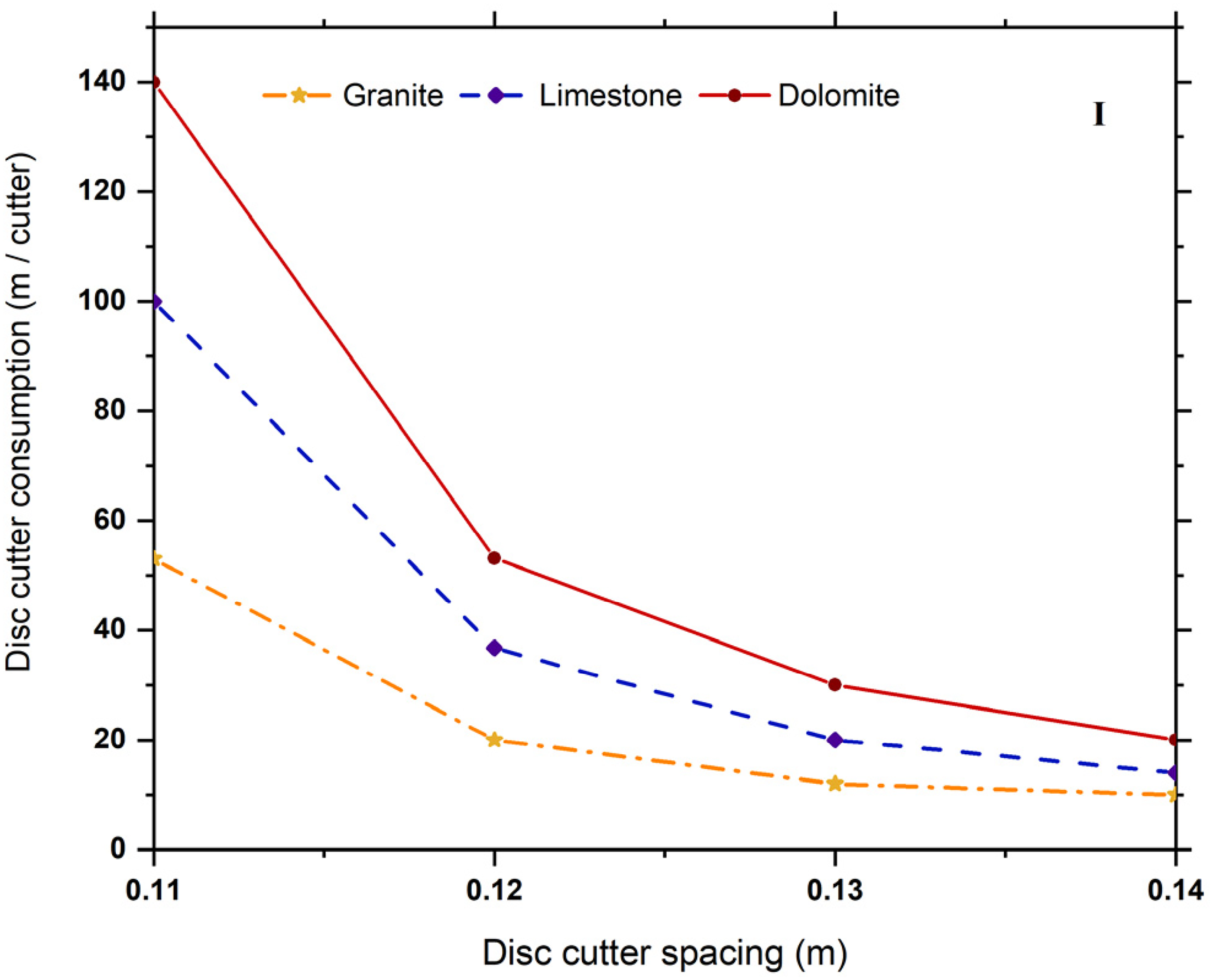
Relationship between disc cutter consumption due to temperature increment using disc cutter material steel 316.
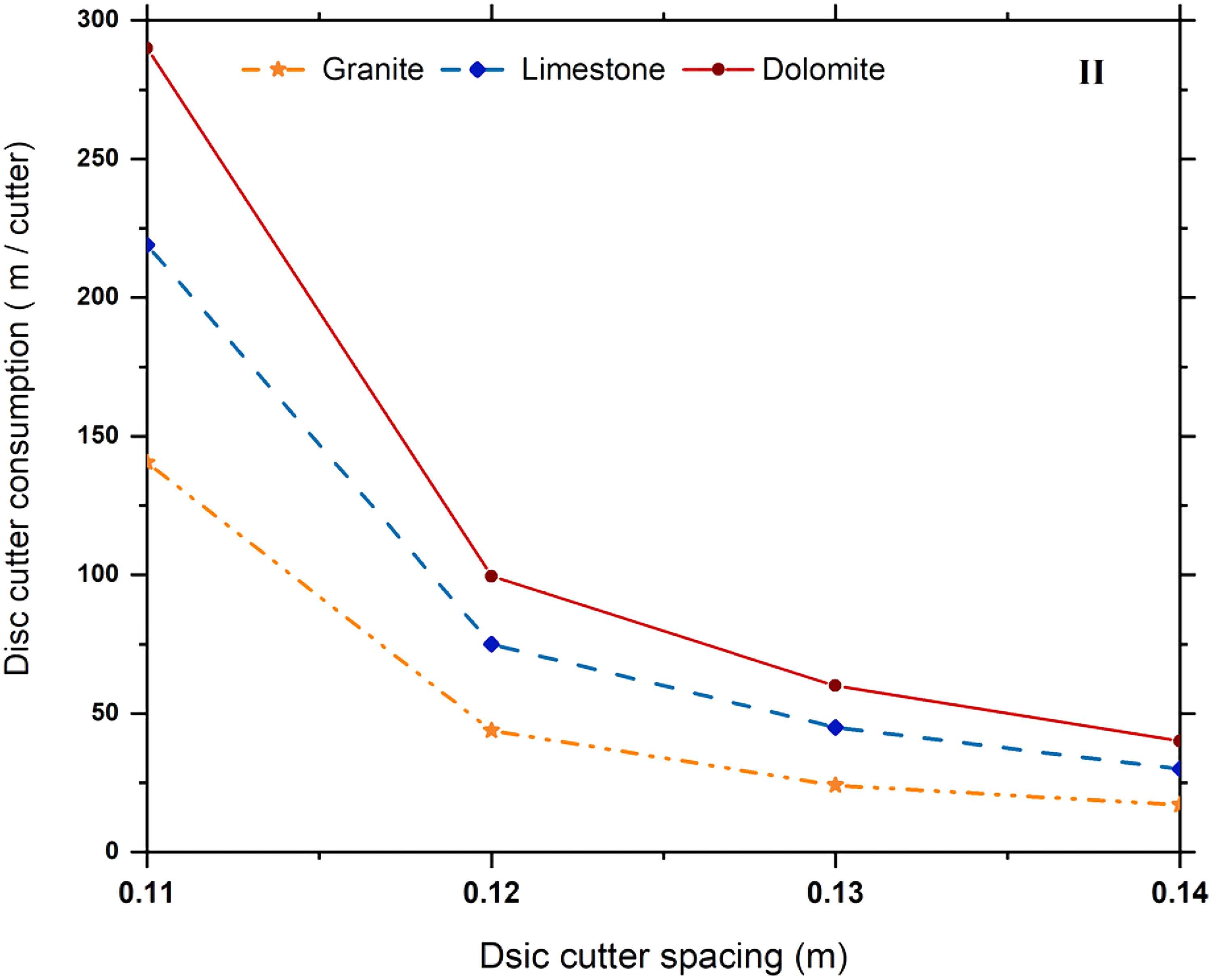
Relationship between disc cutter consumption due to temperature increment using disc cutter material 42 crMo.
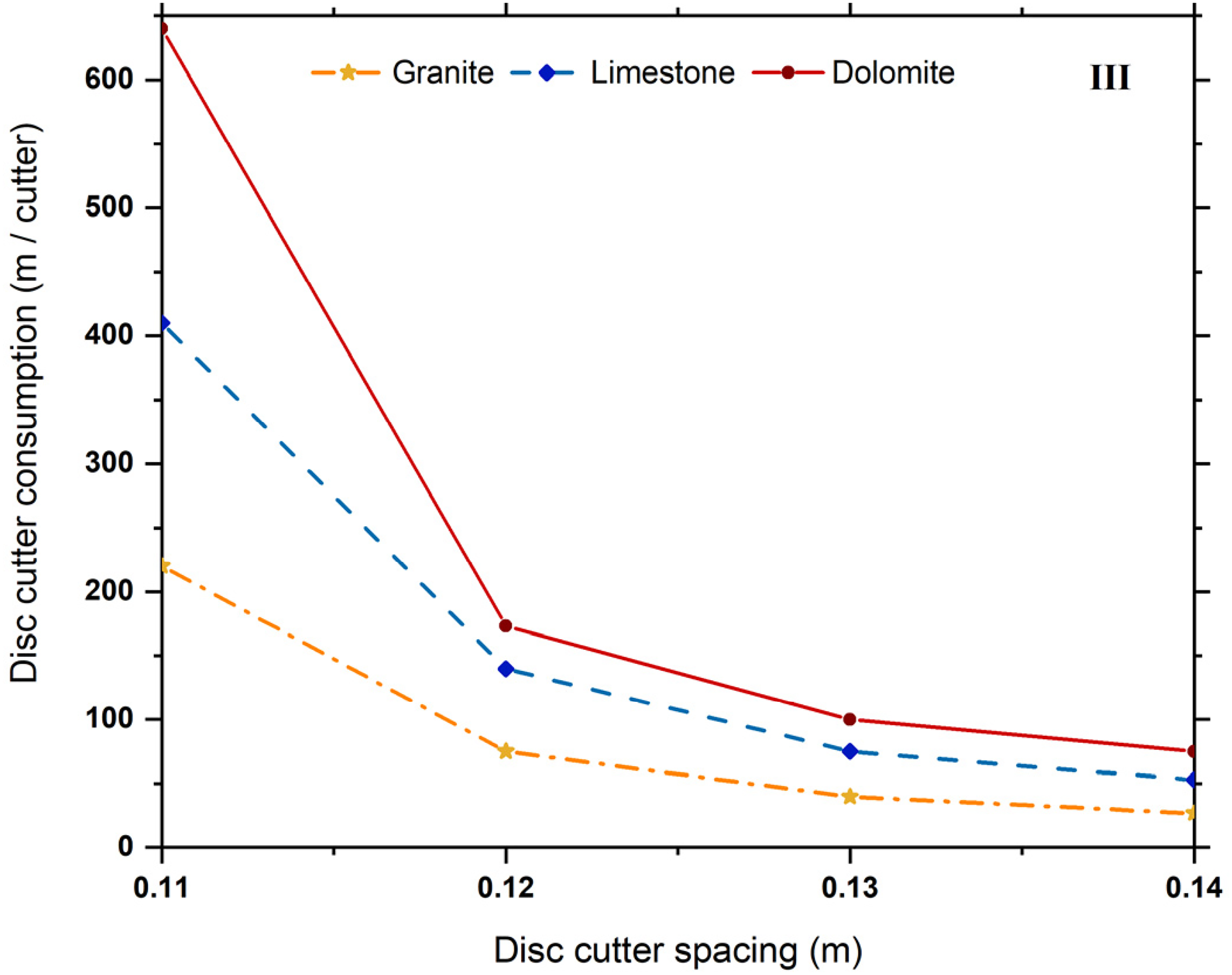
Relationship between disc cutter consumption due to temperature increment using disc cutter material tungsten carbide.
As shown in Figures 11–13, the rate of disc cutter consumption increases by temperature increment (caused by disc cutter spacing increasing). It is also evident that once the disc cutter spacing increases from 0.11 to 0.12 m, the disc cutter consumption (manufactured of three different materials) increases significantly by about 65% under three different geological conditions. Figure 11 denotes that the maximum amount of disc cutter consumption belongs to the disc manufactured of Steel 316, which is approximately two times and four times more than discs manufactured of 42 CrMo and tungsten carbide, respectively (Figures 12 and 13) in three different geological conditions. The main reason for this issue is disc cutter materials, which affect disc cutter temperature distribution (Table 5). Life assessment of any disc cutter shows that the disc cutter consumption increases by increasing the strength of the rocks (granite, limestone, dolomite), the friction coefficient of host materials and disc cutter spacing. In general, according to equation (17), temperature increment influences the lifelong of disc cutters. Therefore, based on thermal analysis of disc cutters, it is shown that different parameters, including excavation factors, geological conditions and manufacturing disc materials, can influence temperature increment significantly. Therefore, it can be concluded that there is a direct correlation between temperature increment and disc cutter consumption.
Conclusion and remarks
In this research paper, a numerical model based on the DQM was developed to investigate the thermal analysis of a V-shape TBM disc cutter during the rock-breaking process. The friction heat generated by the disc cutter and the rock was placed on the surface of the disc cutter and rotated at a constant speed to evaluate the disc cutter's temperature. Besides the thermal analysis, the numerical method evaluates the influence of excavation and geological parameters on temperature distribution and disc cutter consumption. Validation of the results is also carried out by comparing the achievements of this study with previous experimental studies. The accuracy of the DQM method has been shown by comparing its results with the FDM. Comparing present DQM results with FDM as a well-known method indicates a satisfactory agreement and reveals the following conclusions:
The rise in disc cutter temperature is directly proportional to the disc cutter spacing, the angular velocity of the disc cutter and the duration of exposure to these conditions. The average error of the highest temperature of the disc cutter obtained by simulation and experiment is less than 19%, proving the correctness of the heat source and the numerical simulation models. The investigation into the geological and excavation factors affecting the temperature of disc cutters demonstrates that in diverse geological environments, increased geomaterial strength is associated with higher friction coefficients, consequently leading to elevated temperature increments within the disc cutter. Under heat conduction and heat convection, the temperature of the disc cutter rises rapidly at the initial stage of rock breaking. The results quantify that by increasing non-dimensional times from The relationship between temperature increments (caused by increasing disc cutter spacing) and cutter consumption shows that increasing temperature can increase disc cutter consumption. It is observed that once the disc cutter spacing increases from 0.11 to 0.12 m, the disc cutter consumption increases significantly by about 65%. The method's accuracy by comparing the results with those generated by the FDM shows that by employing DQM, accurate spatial domain results may be produced with fewer (only 100) grid points, resulting in excellent agreements with those of FDM obtained. A comparison of the computational characteristics of DQM and FDM indicates that the DQM requires significantly less computational effort than the FDM. A scaled-down model for wear testing of TBM disc cutters is a practical and cost-effective approach. The findings of this study demonstrate that scaled models can provide valuable insights into cutter wear, which can be applied to full-scale TBM operations. Analysis of different manufacturing materials for disc cutters suggests that material selection and optimisation play a critical role in cutter durability and efficiency, which can significantly impact the overall success of TBM projects.
It is essential to highlight that our study was conducted under the assumption of perfect contact. We only analysed the question of a moving heat source on a rigid body without considering the thermal contact resistance (TCR) between the disc cutter and the rock. While our analysis focused on the transient aspects of the rock-breaking process by the disc cutter, it is noteworthy that TCR can potentially influence the outcomes. Future investigations should consider delving into the impact of TCR and the heat partition coefficient between the disc cutter and the rock to provide a more comprehensive understanding of the phenomenon. Moreover, further research is necessary to expand experimental validation by conducting in-site tests to verify the results of numerical simulations. This will further enhance the credibility of the findings and their applicability to practical TBM operations and perform multi-parameter analysis to provide a comparative study for different working areas. This could include the presence of water in the excavation areas compared to dried or semi-dried formations; furthermore, the influence of different cooling liquids and cooling techniques can be included in future analysis.
Nomenclature
Spatial first-order weighting coefficients
Spatial second-order weighting coefficients
Transversal Biot number
Non-dimensional coefficient
Specific heat capacity (J kg−1 K−1)
Convection heat transfer coefficient for ambient air (W m−2 K−1)
Thermal conductivity (W m−1 K−1)
Thermal conductivity ambient temperature (W m−1 K−1)
Disc cutter linear breaking rock path (m)
Volumetric heat source (W m−3)
Base disc cutter radius (m)
Radial position (m)
Temperature (°C, K)
Ambient temperature (°C, K)
Time (s)
Non-dimensional temperature
Density (kg m−3)
Non-dimensional time
Slope of the thermal conductivity-temperature divided by the intercept
Friction coefficient
Constant for pressure distribution function (typically 0.2)
Angle of contact between the rock and disc cutter (degree)
Uniaxial compressive strength of the rock (Mpa)
Tensile strength of the rock (Mpa)
Disc cutter rotational speed (rad min−1)
Cutting edge angle (degree)
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Appendix 1. Differential quadrature method
The general concept behind the differential quadrature approach is that the derivative of a function at a particular sample point concerning a space variable is estimated as a weighted linear sum of the sampling points in the domain of that variable. To illustrate the DQ approximation, a one-dimensional function is taken into account. According to the DQ method, the first derivative of a function f (r, t) can be provided as: