
Abstract
NiTi shape memory alloys are highly favored in engineering and biomedical realms owing to their unique responsiveness to environmental and external triggers. Laser powder bed fusion (LPBF) stands out as a premier method for additively manufacturing NiTi alloy, offering superior density, intricate geometric versatility, excellent surface finish, and chemical uniformity. This makes LPBF the preferred choice among various additive manufacturing (AM) techniques for NiTi alloy fabrication. The functional and mechanical properties of NiTi alloy are significantly influenced by the AM process parameters. Thus, understanding the interaction of these parameters is crucial for optimizing the final structures of additively manufactured NiTi components. However, the rapid melting and cooling rates inherent in the LPBF process can lead to elevated internal stresses, potentially resulting in issues such as cracking and nickel loss. These challenges can negatively impact the phase transformation temperature of the NiTi alloy. Despite these obstacles, studies in the literature demonstrate that LPBF-produced NiTi components exhibit functional and mechanical properties in line with American Society for Testing and Materials’ standards. As a result, they have found widespread use in biomedical applications, where their stress–strain hysteresis closely resembles that of bone tissues. Moreover, NiTi alloy’s remarkable actuation properties have made it indispensable in high-value engineering sectors such as automotive and aerospace industries. In essence, LPBF has emerged as a pivotal manufacturing technique for NiTi shape memory alloy, offering a pathway to produce components that meet stringent quality standards while unlocking a countless of applications across diverse industries. Despite existing challenges, the literature highlights the development of methods to fabricate NiTi components with the necessary shape memory and superelastic properties without postheat treatment, which can streamline production by lowering cycle time, cost, and duration, alongside research into how anisotropic microstructures impact alloy fatigue behavior under repeated actuations.
Introduction
Shape memory alloys (SMAs) represent a class of intelligent materials capable of retaining their original shape upon exposure to external triggers. 1 These stimulus-sensitive alloys exhibit the remarkable ability to recover their initial configuration after deformation, either through heating or unloading. While the overarching phenomenon is commonly referred to as the “shape memory effect,” the specific term “shape memory” applies when the recovery mechanism is temperature-driven, whereas “superelasticity” describes the behavior when loading induces the return to the original shape. 2 Superelasticity, also known as pseudoelasticity, allows the material to sustain significant elongation or strain, typically ranging from 3% to 8% for NiTi alloys. In addition to their shape memory and superelastic properties, SMAs boast an array of desirable characteristics, including damping properties, high corrosion resistance, excellent oxidation resistance, and biocompatibility.1, 2 These attributes have propelled their widespread utilization, particularly in engineering and biomedical applications. 3 Their versatility and superiority over alternative biomaterials and engineering substances have made them a focal point of extensive academic and industrial research endeavors. 4 Their unique capabilities have prompted innovation across various fields, from advanced medical devices to cutting-edge engineering solutions. As the quest for materials with enhanced performance and functionality continues, SMAs remain at the forefront of scientific exploration and technological innovation, offering a promising avenue for addressing complex challenges in diverse application domains.5, 6
This restriction stems from the fact that NiTi SMAs have a high ductility, reactivity, and rebound effect, all of which contribute to severe tool wear during the production process. 7 It is also a limitation that NiTi SMAs have certain limits. As a consequence of this, traditional technologies have difficulty producing three-dimensional structures that have intricate geometrical arrangements. As a result, manufacturing is frequently restricted to more straightforward forms such as tubes, rods, wires, and sheets.8, 9 NiTi metals are usually made as bars with techniques such as special high-strength steel (SHS), vacuum arc remelting (VAR), or vacuum induction melting (VIM). 10 Melting the alloy is the first step in these operations, which are then followed by hot working and tooling in order to get the appropriate form. 11 On the other hand, in order to achieve a homogenous NiTi alloy using these traditional procedures, it is sometimes necessary to repeatedly remelt the slab, which might result in the possibility of contamination by carbon or oxygen. These impurities have the potential to damage the microstructure of the NiTi alloy, which in turn can have a negative impact on the shape memory capabilities of the alloy. In light of the fact that the manufacturing technique has a significant role in defining the quality, functionality, and behavior of NiTi alloys, researchers have investigated many alternative ways. When it comes to creating NiTi alloys without impurities and attaining non-near-net-shape structures, conventional procedures such as SHS, VIM, and VAR processes have their limits. To get around these problems and make NiTi metals better in terms of their shape, scientific details, and usefulness, a different way of making them was tried. 12
This alternative approach involves the use of AM, particularly for producing NiTi SMAs with intricate shapes such as customized porous structures, back tapers, special lattices, or hollow structures, and intricate cooling channels. AM processes offer the advantage of producing components with a homogeneous microstructure without contamination, owing to the vacuum nature of the AM systems. 13 Additive manufacturing emerges as an attractive alternative production route for NiTi alloys, offering the potential to overcome the limitations of traditional manufacturing methods and achieve complex geometries while maintaining material integrity and functionality. Additive manufacturing holds promise for revolutionizing the production of NiTi SMAs, unlocking new possibilities for their application in various industrial sectors. Additive manufacturing technology, often addressed as a regeneration in the manufacturing industry, has emerged as the preferred solution to address the limitations posed by classical manufacturing methods (such as SHS, VIM, and VAR processes) on NiTi alloy production. Unlike traditional subtractive manufacturing approaches that rely on material removal to shape components, AM represents a paradigm shift by building complex geometries layer by layer, known as a topology optimization process.14, 15 This approach enables the creation of complex shapes seamlessly, eliminating the need for numerous assembly steps inherent in conventional methods. 16 The advantages offered by AM are manifold, including the production of customized lightweight structures, reduced waste production, and the elimination or reduction of assembly steps. 17 These benefits have spurred continuous research efforts focused on utilizing AM manufacturing routes to enhance the geometrical, technical, and functional efficiency of NiTi alloy production. Recognizing the potential advantages AM could bring to NiTi SMAs, there has been a concerted research focus on manufacturing NiTi via AM routes. Additionally, review publications on SMAs have multiplied, aiming to comprehensively understand the current research landscape and harness the full potential of AM technology in advancing NiTi SMA applications. 18
Several thorough review studies have lately greatly advanced the knowledge of the research status and the potential of AM NiTi SMAs, given a thorough analysis focusing on the research status and prospects of AM NiTi SMAs, especially delving into the impact of particular process parameters on the shape memory properties of NiTi alloys. A review of additive manufacturing processes for NiTi alloys aimed at exploring their suitability for biomedical use. Furthermore, studies looking at how different AM production parameters affect different characteristics of AM NiTi samples19, 20 were undertaken. These experiments taken together showed the effective manufacturing of several AM NiTi samples for industrial use as well as academic research. Comprehensive reviews are always needed to keep abreast of the present research status and to find ways to improve the AM process for NiTi applications given the promising character of AM technology and its fast advancement motivated by intense academic and industrial research.21–24
By clarifying the contemporary AM techniques applied for manufacturing NiTi alloy components, the present review seeks to meet this demand. It will investigate the benefits and drawbacks of various methods as well as suggest ways to improve their effectiveness. The research will also assess the effects of critical AM parameters on the shape memory effect exhibited by NiTi alloys. Maximizing the AM manufacturing process and guaranteeing the appropriate performance characteristics of the final components depend on the awareness of how these factors affect the shape memory qualities of NiTi SMAs. Furthermore, in this study, significant engineering and biomedical uses of AM NiTi SMAs, stressing their ability to transform several sectors and to help improve medical technology and engineering solutions, will be covered.
Methodology
Relevant published material on AM of SMAs was searched holistically electronically. First, we carefully went over highly referenced index papers directly relevant to the issue. Using the snowball principle, 25 more pertinent papers written by eminent subject-matter experts also came to light. Reviewing the originally chosen papers, the search keywords were changed to concentrate especially on AM of NiTi alloys. The improved search phrases included several facets, including the effective use of AM techniques for creating the NiTi alloy, its industrial uses, and the present difficulties related to this manufacturing method. Here is a comprehensive overview covering its properties, manufacturing (conventional and additive), applications, and related software tools used in the engineering domain.
The use of refined search terms aimed to provide a thorough overview of current AM technologies for NiTi alloys, their broad range of applications in biomedical and engineering domains, and the key challenges associated with their practical deployment.
Boolean search operators were used to properly mix search phrases in order to find pertinent papers that satisfy several requirements because of the multidisciplinary character of the issue. The search strategy encompassed a wide range of terms related to NiTi alloys, additive manufacturing (AM) techniques, shape memory materials, and their applications in both engineering and biomedical fields. Boolean operators “AND” and “OR” were utilized to define relationships between keywords and broaden the scope of the search. Specifically, terms such as “NiTi” AND (“additive manufacturing” OR “3D printing” OR “rapid prototyping” OR “LPBF” OR “electron beam melting” OR “selective laser melting” OR “direct metal laser sintering” OR “directed energy deposition” OR “wire arc additive manufacturing”) were included to identify publications focusing on various AM methods applied to NiTi alloys.
To capture the unique properties of shape memory materials, additional phrases such as “shape memory alloys,” “superelasticity,” and “pseudoelasticity” were incorporated. Furthermore, to identify studies that address practical uses, terms such as “biomedical applications,” “engineering applications,” and “data preparation software” were added. These helped locate research discussing the implementation of NiTi alloys in real-world applications as well as the digital tools used in AM workflows.
This well-rounded search strategy was designed to retrieve literature from multiple disciplines, offering a thorough overview of the current research landscape concerning NiTi alloys, their AM processes, key material characteristics, applications, and associated challenges.
The merger of search terms enabled the identification of published articles outlining the current utilization of AM for producing NiTi alloys. The selection of articles hinged upon their relevance to the topic and the substantive content they offered. Solely peer-reviewed documents were considered to uphold scientific credibility and reliability, while non-peer-reviewed sources lacking substantiation were disregarded. Inclusion and exclusion criteria were established to ensure the selection of relevant published articles, as outlined in Figure 1. A thorough step-by-step screening and eligibility process was enacted to include only articles contributing meaningfully to the study. This systematic approach ensured the inclusion of verified information, providing a comprehensive understanding of AM’s capability in producing NiTi alloys and their industrial applications. Written in English, with an emphasis on AM procedures for NiTi alloys and their uses, the criteria specified for searching many databases sought to discover pertinent papers published from the start of rapid prototyping in the 1980s until 2023. The selection procedure started with a preliminary content and quality screening based on an overview of abstracts and conclusions. Articles straying from the primary emphasis of AM for manufacturing NiTi alloys and their industrial uses were not included.
Flowchart showing inclusion and exclusion to ensure the selection of relevant published articles.
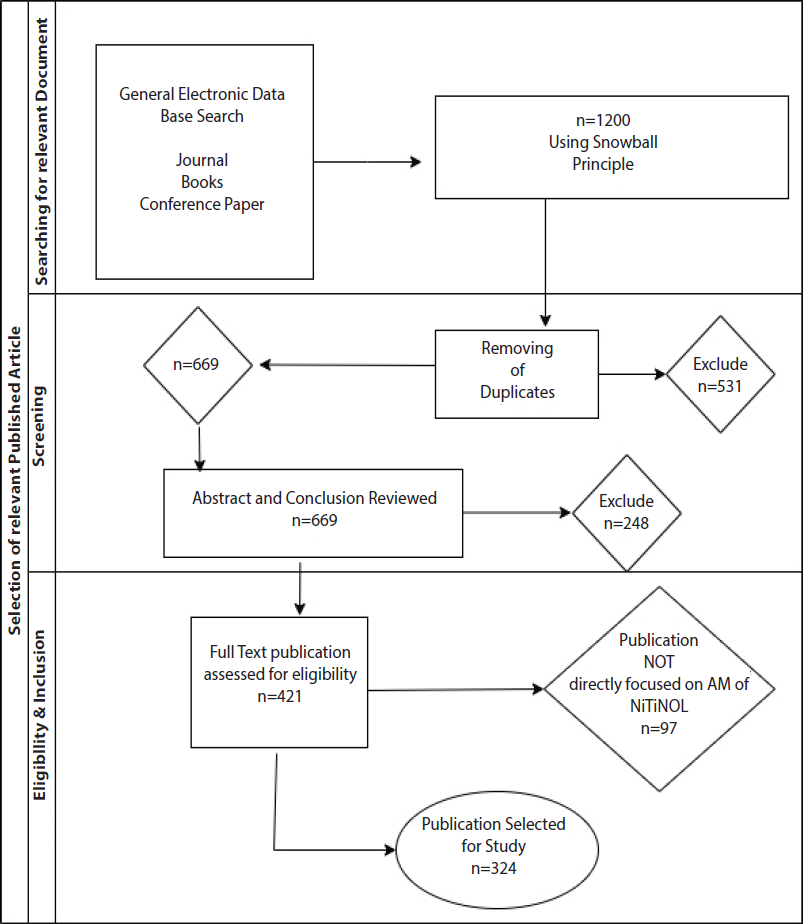
Following the screening process, a total of 324 scientifically verified documents were selected for inclusion in the manuscript. These articles were analyzed to assess AM methods’ capability of producing NiTi alloys according to standard industrial qualifications, elucidating prevailing challenges and potential pathways forward. Despite thoughtful efforts to scour all available electronic documents on the internet pertaining to AM methods for producing NiTi alloys and their industrial applications, nonelectronic sources containing pertinent information were regrettably excluded from the review. The next section explores the AM of NiTi SMAs, focusing on laser powder bed fusion (LPBF) techniques, engineering applications of 3D structures, and the challenges involved in achieving high-density components with optimal mechanical and shape memory properties. It addresses the complexities of process parameter optimization, the role of advanced modeling software, and the interrelationship between build orientation and functional properties, as well as the need to balance energy input and impurity levels. Additionally, it discusses advancements in AM technologies and their potential to enhance NiTi alloy applications in diverse industries.
Additive manufacturing of NiTi SMAs
Metal additive manufacturing (MAM) has grown a lot since the 1990s. This is mostly because metal goods are naturally more stable. 26 Metallic materials can usually hold more weight than materials like plastics, which makes them useful for many situations. 27 MAM technologies use wires and powders as material to make complex 3D shapes. Melting or sintering metal in layers requires a certain feedstock and energy supply. Energy sources for MAM systems include laser and electron beams. 28 For layer-by-layer printing, most MAM systems use lasers such as Selective Laser Sintering, Selective Laser Melting (SLM), and Direct Metal Laser Sintering. Others use electron beams. For easy recognition, ISO/ASTM 52900:2021 divides AM systems into seven groups based on how they work. Out of these, the ones that use metal feedstocks the most are powder bed fusion (PBF), Sheet Lamination (SL), and DED. Powder bed fusion technologies are mostly used to make complex 3D structures with good geometry and high precision, while SL technologies join different metals to make structures with specific qualities. 29 Most of the time, DED is used to fix or restore metal parts. 30 For making complex 3D models with custom material arrangements, PBF AM technologies have become the best choice. Electron beam melting (EBM) and LPBF are the two main types of PBF technologies. 8 Notably, EBM technology has successfully produced NiTi alloys, offering a homogeneous microstructure devoid of carbon and oxygen contamination compared to conventional manufacturing methods. 31 Recent studies have highlighted the superior properties of NiTi 3D structures fabricated via EBM, including shape memory and superelasticity, compared to those manufactured conventionally.32, 33 Otubo et al. confirmed the capability of EBM technology in producing NiTi with exceptional microstructural integrity and enhanced functional properties. 31 Additionally, recent research findings have underscored the advantages of EBM in fabricating NiTi-based components with superior mechanical properties than traditional manufacturing methods.32, 33
A comprehensive literature review was undertaken using the Web of Science database to ascertain the AM technologies commonly employed in the production of NiTi SMAs as represented in Figure 2.
Additive manufacturing methods utilized for NiTi alloy production and corresponding publication counts in the web of science database.
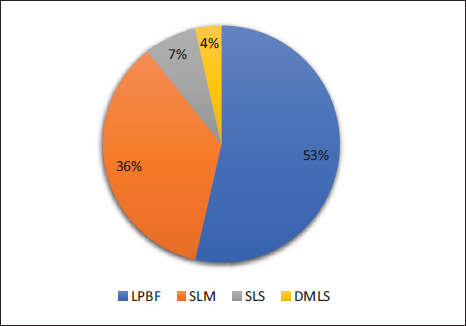
The analysis revealed that SLM, a subset of the LPBF method, is predominantly utilized for manufacturing NiTi SMAs across a spectrum of industrial applications. This observation is further substantiated by the continuous increase in the number of publications focusing on NiTi alloy, shown in Figure 3.
Annual output of NiTi alloy publications in the Web of Science database utilizing additive manufacturing.
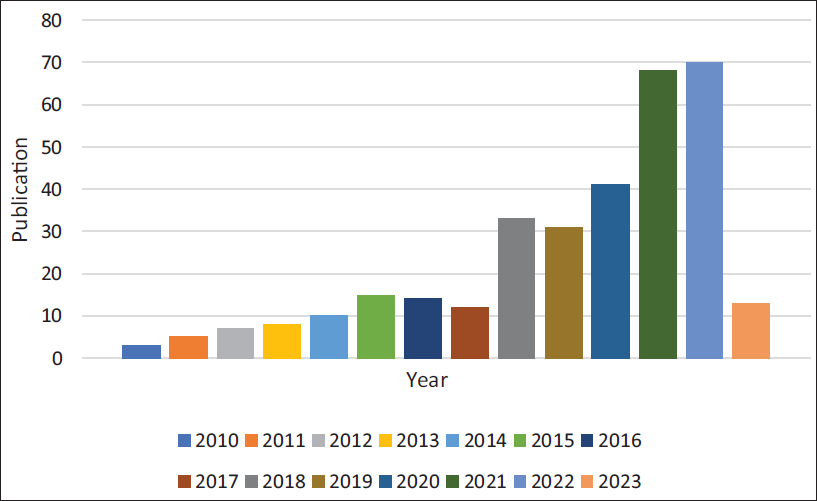
The findings underscore the widespread adoption of SLM in the fabrication of NiTi SMAs and highlight its significance in various industrial sectors. The increasing number of publications dedicated to the NiTi alloy reflects the growing interest and research efforts aimed at harnessing the unique properties of this material for diverse applications. Laser powder bed fusion technology is often preferred over EBM due to its superior manufacturing capabilities. 3 Research has highlighted that EBM struggles to achieve the same level of geometrical precision as LPBF, primarily due to the large beam size, resulting in the formation of a significant molten pool.34, 35 Consequently, EBM encounters difficulties in producing intricate geometries in accordance with CAD (computer-aided design) files. This limitation necessitates the inclusion of large machining allowances to accommodate extensive post-processing activities required to achieve the desired geometry and surface quality. 34 However, such extensive post-processing tasks increase production costs, time, and material wastage, thereby undermining the monolithic manufacturing advantage purported by the AM manufacturing process.
Currently, the market wants complex 3D NiTi structures with custom geometrical shapes. This is especially important for high-value industrial uses such as healthcare, automotive, and aerospace, which need excellent finished surface products with exact geometrical dimensions. 36 Because EBM has some built-in problems, LPBF becomes the best way to make NiTi shape memory metals for many commercial uses. Finally, Figure 2 reveals that there is less investigation on other MAM processes than on LPBF methods. 2 Web of Science data show that wire arc additive manufacturing (WAAM) is the second most popular AM method for making NiTi metal. However, because it uses wire-type material, it is not as accurate in terms of dimensions as EBM, DED, and LPBF. 37 Studies show also that WAAM samples are not as accurate and high-quality in terms of geometry as samples made using the LPBF, EBM, and DED methods.37, 38
Laser powder bed fusion technology enables the production of intricate structures with high resolution and rigorous build accuracy, boasting a dimension error lower than 100 µm. 39 Later 3D NiTi samples measuring 52 µm in size with surface roughness below 2µm was achieved, a feat potentially impractical with EBM and other AM manufacturing processes. 40 Notably, the shape memory and superelasticity properties of LPBF-manufactured NiTi thin walls surpassed those produced by conventional methods. 40 Experimental findings further underscored the superiority of LPBF in producing NiTi components with desirable shape memory and superelastic properties compared to alternative AM processes. 41 Equally, results from non-LPBF technologies for NiTi component production were found to be less preferable than 3D components manufactured using LPBF methods. 41 The exceptional manufacturing capabilities of LPBF, enabling precise geometrical outcomes and superior shape memory and superelastic properties, have garnered significant attention from the research community. This focus on LPBF for studying NiTi SMAs underscores its prominence in the field. Moving forward, this review will research into investigating how the principal process parameters of LPBF impact the shape memory and superelastic properties of NiTi, while also addressing the challenges associated with LPBF in producing NiTi alloys and exploring its main industrial applications.
Laser powder bed fusion of NiTi SMAs
At high temperatures, SMAs show their original austenite phase; below a certain transformation temperature, they switch to the martensitic phase.
42
A self-accommodating structure made of many sheared platelets that may readily slide distinguishes the martensitic phase from maximal elongation in the direction of the applied force
43
and helps to enable twinning deformation at the interfaces of the platelets. The distorted martensitic structures return to the single orientation unique of the austenite phase at temperatures above the transformation threshold, therefore returning the material to its original shape.42, 43 Dependent on the transition temperature, this crystallistically reversible martensitic transformation is intimately related to the alloy’s composition and the techniques used in its production. Thus, to understand their effects on the shape memory effect (SME) and superelasticity of NiTi SMAs, it is imperative to do a thorough investigation of the main process parameters, including laser power, scanning speed, powder layer thickness, and hatch distance within the LPBF process. The growth of microstructure, mechanical qualities, surface quality, and phase transition behavior of NiTi SMAs is strongly influenced by these factors. Especially, the major process parameters control the laser energy density delivered to the powder bed to melt the NiTi powder particles. The SME, which is the reaction of the material to heat stimuli, and superelasticity, which is its response to mechanical stimulus, are directly influenced by this laser energy density. Mathematically, the laser energy density is represented as E = P/v*t, where P = laser power, v = scanning speed and t = powder layer thickness. This equation captures, during the LPBF operation, the laser energy provided per unit volume of material
44
:

It is well documented that the martensitic transformation temperature of NiTi alloys varies monotonously with changes in individual process parameters. Understanding how alterations in these parameters affect transformation temperatures provides manufacturing engineers with the ability to produce NiTi samples with tailored functional properties. In general, NiTi alloys’ martensitic transition temperatures rise with powder bed energy density. 45 Shi et al. 46 examined how laser power and scanning rates affect NiTi transformation temperatures using a quadratic regression model. The investigation showed that martensite start and austenite end temperatures rise with scanning speeds and fall with laser power. In addition, SMA functional and mechanical properties can vary at the same laser energy density, suggesting that laser power and scanning speeds should be optimized to determine the best process parameters. Dadbakhsh 47 found that higher processing parameters improve NiTi alloy superelasticity and lower values increase martensitic transition temperature. Wang et al. 48 found that martensitic transition temperature falls with scanning speed and rises with laser power. Scan rates influence transformation temperature, whereas laser power impacts microstructure, according to Bormann. 49 The increased hatch distance lowers transition temperature. 48 Moghaddam et al. 50 stressed that hatch distance controls grain size, shape, and orientation, affecting superelasticity.
Moreover, the composition analysis by Shi et al. 46 revealed that variations in transition temperature of as-built samples at the same energy density are attributed to Ni loss during the building process. Different amounts of Ni loss occur based on selected laser power and scanning speed, affecting the Ni/Ti composition ratio and subsequently the phase transition temperature. Controlling Ni loss during the LPBF process is crucial for maintaining the right composition ratio, ensuring precise control of transformation temperature. This ability could lead to the production of NiTi smart structures with predetermined transformation temperatures and thermomechanical properties, paving the way for 4D printing characteristics.51, 52 The prospect of 4D printing using LPBF to produce NiTi samples is gaining significant traction in both industrial and academic research,21, 53–55 offering objects with smart materials capable of responding to external stimuli such as heat or load, thereby changing shape or physical properties over time. 56
Densification of parts fabricated through additive manufacturing
The selected process parameters greatly affect the densification of components produced by AM techniques. A proper densification of produced components depends on optimum process parameters, which also guarantee that molten pools develop with full melting of powder particles, thereby producing densified 3D components. On the other hand, nonoptimum process settings might cause poor densification 57 and flaws-like fractures. Researchers have often turned to time-consuming trial-and-error methods instead of depending on analytical tools as the complexity of process factors influencing the estimation of optimal energy density calls for such an approach. Consequently, the literature has recorded a great spectrum of process parameter windows. As the energy density needed to generate dense samples, Haberland et al. 58 reported 200 J mm−1, while Meier et al. 59 reported 85 J mm−1. Though they have obvious industrial uses, the scattered results on optimal energy density suggest that AM techniques have not yet completely developed. Low densification can develop both below and beyond the essential energy density; hence, it is difficult to forecast the ideal energy density for generating 3D samples. While too high-energy density might result in a higher volume of the molten pool, trapping gas bubbles and producing porosity or balling effects, insufficient energy density may fail to melt metallic particles. Studies by Haberland et al. 58 and Walker et al. 60 found a declining relative density at very high laser energy density.
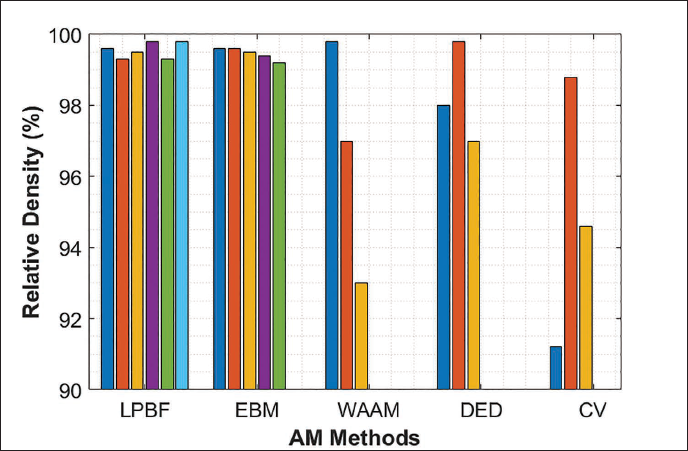
Saedi et al. 53 suggested that one should use either low laser power with low scanning speed or high laser power with high scanning speed to produce dense NiTi components. They found that the samples generated with low laser power showed more favorable superelasticity properties than those generated with high laser power. According to the literature, obtaining a relative density of 99% 61 defines successful densification. Good densification of samples produced using LPBF, EBM, certain WAAM, and DED technologies suggests that AM may produce well-densified components under ideal process conditions. Still, reaching 100% densification is rather difficult, especially if elemental powders such as Ni and Ti are used. The somewhat reduced densification seen in conventionally manufactured (CV) samples emphasizes, as illustrated in Figure 4, the benefits of AM techniques in generating denser components.
Comparison of densification in NiTi shape memory alloys fabricated through various additive manufacturing and conventional methods.
Microstructure and precipitates of NiTi LPBF samples
NiTi powder particles go through a process of fast melting and solidification at the surface layers during the LPBF process. Meanwhile, the layers that are underneath the solidified layers go through thermal cycling. Because of this unique thermal cycle, which is regulated by processing conditions, components manufactured from NiTi undergo complicated microstructural changes. These changes, in turn, have an effect on the temperatures at which transformations and the thermo-mechanical characteristics occur. 62 Precipitates or dislocations may affect transformation temperature.63, 64 Since nearly all LPBF NiTi samples receive post-heat treatment, this treatment should promote microstructural homogenization, dissolve or eliminate precipitates, and reduce dislocation density, internal stress, and other manufacturing defects. Research by Speirs and Wang et al.65 shows that heat treatment at 1,273 K for 2 hours (solution annealing) did not have a significant impact on the transformation temperature of the samples compared to those that were not heat-treated, which goes against what was expected. The only significant difference was a narrower “transformation interval” or transformation peak width. This suggests that LPBF-induced dislocations, internal stress, precipitates, and defects may not be the major reasons of transformation temperature fluctuations. However, basic processing parameters may be the main factors affecting transformation temperatures.
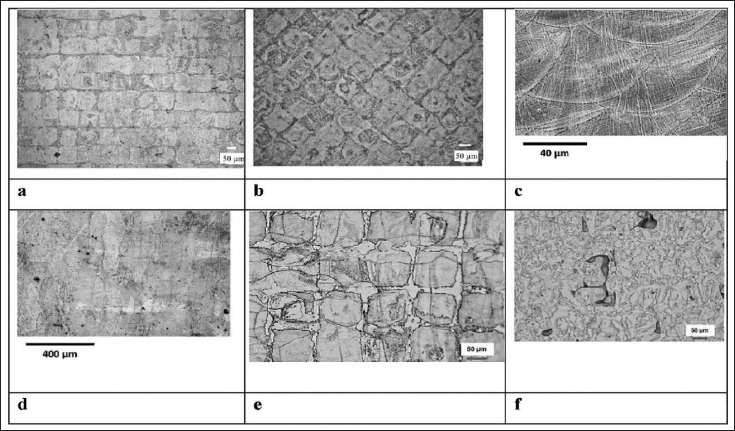
The manufacturing technique followed by the LPBF process can help to explain the conflicting results on the critical influence of heat treatment on transformation temperatures. The thermal recycling procedure used in buildings is like heat treatment (aging or solution annealing), maybe resulting in Ni4Ti3 particle precipitation. 66 While heat treatment can dissolve Ni4Ti3 precipitates and minimize defects, additional precipitates such as Ni3Ti2 and Ni3Ti may develop, 67 thereby influencing the phase change temperatures. Other studies, however, have found that NiTi’s superelasticity and shape memory characteristics are quite reliant on aging temperature, aging duration, and cooling rate. Saedi et al. showed that the phase transformation temperature of heat-treated LPBF samples improves as compared to as-built samples owing to the development of precipitates (Ni4Ti3, Ti2Ni, TiNi3, Ni3Ti2, and Ni3Ti).67 As nucleation sites for martensitic transformation, finely distributed precipitates such as Ni4Ti3 improve the superelasticity behavior of NiTi alloy. On the other hand, coarsened precipitates acquired during extended aging might weaken the metal matrix, thereby lowering the superelasticity characteristics. Heat treatment also dissolves Ni-rich second phases in the austenitic matrix, hence increasing nickel content in the NiTi alloy and perhaps influencing transformation temperature by lowering martensitic start temperature. Furthermore, the rather diverse beginning microstructures of LPBF NiTi samples, under impact of various process conditions and scanning techniques, imply that conventional heat treatments could not always provide the desired microstructural outcome, Figure 5.9, 53, 68 Customizing heat treatment techniques include adjusting cooling rate and holding duration might help to produce desirable microstructures fit for enhanced shape memory and superelasticity outcomes.
(a) LPBF fabricated NiTi SMA sample utilizing alternating X/Y scanning strategy in longitudinal direction at 250 W, (b) LPBF manufactured NiTi SMA sample fabricated with alternating ± 45° scanning orientation in vertical configuration at 250 W, (c) longitudinal perspective of LPBF fabricated NiTi SMA sample at 150 W, (d) figure title write differently, (e) orthogonal view of LPBF fabricated NiTi SMA sample at 250 W, (f) vertical perspective of LPBF fabricated NiTi SMA sample at 100 W.
Ultimate tensile strength and percentage elongation (mechanical properties)
Ultimate tensile strength (UTS) and percentage elongation are crucial indicators of a material’s load-bearing capacity before fracture. For medical applications, adherence to American Society for Testing and Materials (ASTM) standards is imperative, stipulating that the UTS should not fall below 551 MPa and the percentage elongation should be no less than 5%, as can be seen in Figure 6. The literature demonstrates that both as-built AM samples and heat-treated samples meet the minimum percentage elongation required for medical applications. Notably, Lu et al. 69 reported an ultra-high ductility of 22.41% elongation for as-built LPBF samples, suggesting the feasibility of achieving good ductility without heat treatment, aligning with the goal of producing AM samples monolithically without extensive post-manufacturing processes. Despite generally higher UTS and ductility values in CV samples compared to AM samples, the superior dimensional accuracy achieved by the LPBF process makes it preferable. The inherent limitations of CV methods, such as inhomogeneity and inability to produce complex near-net shapes, diminish their appeal as the primary choice.
Comparison of percentage elongation between additive manufacturing and conventional samples.
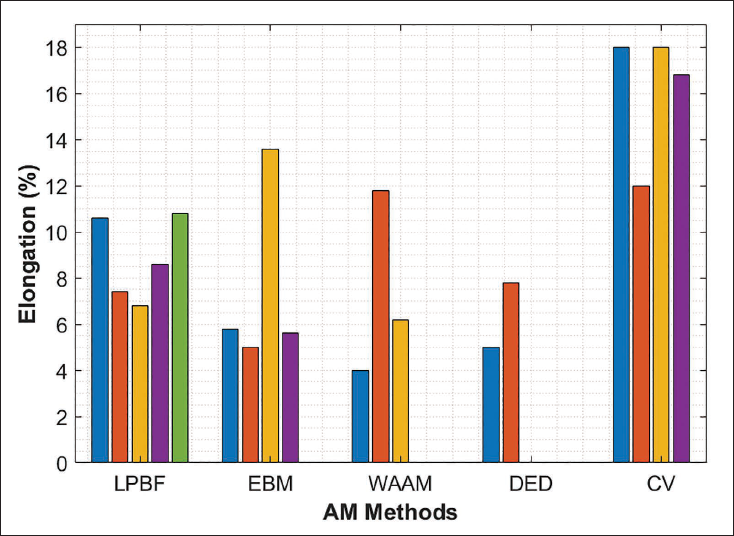
Although data on the ductility of DED samples are limited, it is expected to demonstrate similar elongation percentages as other AM methods. Initially, research on the mechanical properties of AM NiTi samples was conducted under compression mode due to the scarcity of processable parts without significant porosity and defects. However, optimization of processing parameters and advancements in the maturity of the LPBF process have enabled researchers to produce dense NiTi samples for tensile testing. While AM NiTi alloys exhibit lower ductility under tensile conditions compared to conventional samples, efforts have been made to enhance ductility without heat treatment, yielding promising results.
Strain recovery and recovery ratio (superelasticity and shape memory effect)
Recent investigations imply that the superelastic and shape memory characteristics of LPBF NiTi samples subjected to heat treatment might provide outcomes equivalent to those of samples produced without heat treatment. Moghaddam et al. showed this by optimizing the processing parameters to create LPBF NiTi samples. Previously considered to be unachievable, their tensile strain recovery of 5.62% and recovery ratio of 98% were obtained without the need for heat treatment. Their results suggest that LPBF NiTi components for customized biomedical implants can be made without heat treatment. Other studies have demonstrated a 100% recovery ratio for as-built AM NiTi samples and heat-treated samples at 4%–5% initial strain. Plotting of the data in Figure 7 clearly shows that LPBF outcomes seem to be better than other AM production techniques. Since most researches concentrate on improving LPBF process parameters, little information exists on alternative AM techniques. Medical applications call for a strain value not less than 4%. Possibly because LPBF process parameters are always improving, LPBF shows a larger recovery strain than other AM techniques.
Comparison of strain recovery between additive manufacturing and conventional samples.
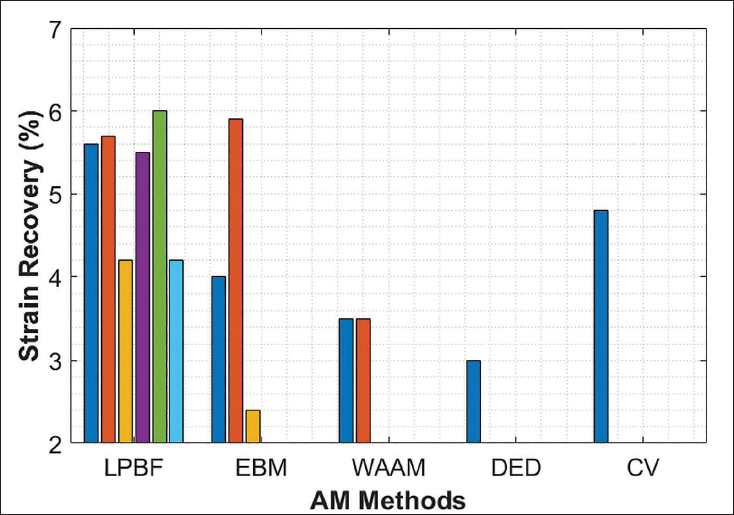
While there is no consensus on which testing approach yields better strain recovery results, it is established that build direction significantly affects tensile strain recovery. Moghaddam et al. 50 produced LPBF NiTi tensile samples in three orientations and found that build direction and scanning strategies decisively influence various mechanical properties, including superelasticity and SME. A strain recovery ratio close to 100% 70 is considered good, with Moghaddam et al. 50 considering a ratio of 98% remarkable. Khismatullin et al. reported a strain recovery ratio of 100% for WAAM-manufactured NiTi samples, indicating the possibility of achieving maximum recovery without heat treatment.71, 72 While limited data exists on the recovery ratio of CV samples, it is suggested that full strain recovery in as-cast NiTi samples is rare.
Engineering application of additive manufactured NiTi 3D structures
The superelasticity and shape memory properties of NiTi have positioned them as the preferred material for numerous industrial applications. In biomedical fields, NiTi devices are extensively utilized for applications such as stents, surgical instruments, and more.73–75 Similarly, in engineering applications, NiTi finds its use in aerospace75, 76 components, micro-electromechanical systems, actuators, 73 couplings, fasteners, 77 electrical safety devices, sporting equipment, 75 and various other applications.
The unique ability of SMAs to convert thermal energy into mechanical energy through crystallographic phase changes has led to their extensive use across various industrial sectors. This property, coupled with their non-linearity and the hysteresis exhibited during phase transformations, makes them highly desirable for engineering designs requiring vibration isolation and recoverable strain. SMAs, particularly NiTi alloys, offer a simplified and compact solution compared to standard actuators like electromechanical or hydraulic systems due to their ability to actuate in fully three-dimensional coordinates. Research indicates that SMAs, notably NiTi, have found applications in aerospace, spacecraft, automobiles, and marine propulsion systems. For instance, NiTi alloys were employed in aircraft hydraulic tubing coupling as early as 1971 due to their exceptional actuation properties. The Smart Aircraft and Marine System Projects Demonstration (SAMPSON) played a pivotal role in advancing the widespread use of SMAs like NiTi in various industrial applications. This project, conducted in collaboration with Boeing, DARPA, and NASA, explored the potential of NiTi SMAs in tailoring propulsion system geometries and orientations.
One significant innovation from the SAMPSON project was the development of SMA wire tendons for actuating hingeless ailerons, enabling spanwise wing twisting. While initial attempts were limited to scaled-down prototypes due to manufacturing constraints, advancements in methods like LPBF now enable the production of larger NiTi tendons capable of higher output actuation. These large SMA components can exert considerable force, such as rotating jet engine cowls and nozzles, thereby influencing propulsion and noise levels during aircraft operation. Laser powder bed fusion techniques facilitate the creation of integrated multimaterial devices for various applications beyond propulsion systems, including morphing wing structures and reducing turbulent drag on aircraft surfaces.
The SMART Rotor project demonstrated the feasibility of embedding SMA-actuated tabs on rotor blades for aircraft tracking, while large NiTi SMAs manufactured via LPBF offer potential in reducing vibration loads on payloads during launch. Additionally, the shape memory properties of NiTi alloys have been explored for solar sailing, converting radiation pressure from the sun into propellant for space vehicles. In the realm of electronic devices, SMAs serve as prototypal linear actuators, offering responsive open-close functionalities based on the positioning and displacement of SMA springs. This summary draws from various sources, including the SAMPSON, 78 literature on SMA applications in aerospace,79, 80–83 and studies on SMA-enabled electronic devices. 84
Challenges
Manufacturing NiTi components via LPBF poses greater challenges than conventional alloys such as Ti6Al4V and steel. The inherent spring-back nature, burr formation, and adhesion of NiTi alloys necessitate meticulous control over the manufacturing process to ensure high-density components with desirable mechanical and shape memory properties. Achieving high density in NiTi-built components is crucial for maintaining excellent mechanical properties, SME, superelasticity, and appropriate transformation temperatures while keeping impurity content low. Precise control over energy input is essential to tailor the alloy’s composition accurately and achieve the desired properties. Even minor changes in composition or exceeding impurity thresholds, such as the 500 ppm limit for biomedical applications according to ASTM F2063-05, can significantly impact the suitability of the alloy for industrial use. Finding the optimal combination of process parameters to achieve high density, correct chemical composition, low impurity content, and suitable shape memory properties is challenging. Research indicates that the density of NiTi alloy produced via LPBF increases with rising energy density, but so does impurity pickup. The elevated molten pool temperature at higher energy inputs leads to a larger molten pool with slower solidification rates, resulting in increased impurity absorption during the build process. This presents a difficult problem: while high energy input is necessary for producing dense NiTi 3D structures, it also escalates impurity levels, potentially rendering the alloy unsuitable for biomedical and other industrial applications. Resolving this challenge requires further research to develop strategies that balance energy input to achieve density while minimizing impurity uptake. This summary draws from sources such as Haberland 65 and relevant literature on NiTi LPBF manufacturing challenges and considerations.85, 86
Consensus-clear rules for obtaining NiTi components with high density, appropriate phase transition temperatures, and low impurity levels using LPBF are lacking at present. The several criteria of getting optimal process parameters for every LPBF configuration, which change depending on chamber conditions, laser type, powder qualities, and other elements, help to explain this lack of explicit instructions. Furthermore, current 3D modeling tools are not sufficient to forecast the mechanical and functional characteristics of the last produced NiTi components. Mainstream 3D modeling software such as AMF, OBJ, and STL primarily focus on representing the geometry of built components, lacking the ability to predict material properties or process parameters. Emerging software like 3MF, FAV, and SVX offer some insight into material properties but are still limited in performing solid modeling tasks with higher orders. The ideal software for LPBF manufacturing of NiTi components should provide comprehensive information on geometry, material properties, process parameters, and the resultant effects of these parameters on NiTi alloys. Furthermore, it should be capable of performing thermodynamic calculations for different materials, enabling the manufacturing of NiTi-multimaterial 3D structures in a single manufacturing cycle. Addressing these software limitations is essential for advancing the LPBF process and ensuring the production of high-quality NiTi components with desired properties. Future software developments should aim to integrate all necessary functionalities to support the growing demand for complex AM processes. This synthesis draws from various sources, including discussions on the limitations of current 3D modeling software in AM. 87
The relationship between process parameters in LPBF and their effects on the functional and mechanical characteristics of NiTi alloys continues to be an area of active investigation. Gaining insight into this relationship is essential for accurately adjusting parameters such as laser power, scanning speed, hatch distance, and powder layer thickness to meet specific application requirements. A notable challenge in this context is the anisotropic behavior of NiTi LPBF samples, especially when varying build orientations and scanning strategies are utilized. The crystallographic orientation of the grains depends critically on the direction of the build, thereby influencing the transition between austenite and martensite phases. Notwithstanding this, the impact of build orientation and scanning techniques on phase change and mechanical characteristics in LPBF NiTi alloys has received little study. Clearly defined and repeatable optimum process parameters depend on careful investigation of the particular impacts of every construction orientation on phase transition and mechanical qualities. This calls for thorough investigations to elucidate how variations in construction orientation and scanning techniques affect the microstructure and characteristics of NiTi LPBF components. By bridging this knowledge gap, we will not only improve our knowledge of NiTi LPBF but also help to formulate efficient rules for optimizing process parameters to get the intended mechanical and functional qualities in applications of AM. Research results stressing the difficulties with anisotropic features and build orientation in NiTi LPBF samples70, 88 guide this conversation.
Managing the rate of heat transmission into and out of SMA components presents one of the main difficulties in using NiTi SMAs for industrial uses. The answer of the alloy is intimately related to environmental stimuli, which in turn rely on factors such as the heat capacity and alloy density. Because of effective heat transmission, high density, and capacity inherent, metals such as NiTi can impact the repeat of actuations, therefore influencing the actuation frequency. Although the shift between martensite and austenite phases occurs virtually instantly, the mechanism of temperature change required to force this change depends on time. Actuation frequency may change with this time delay. Furthermore, limiting activation frequency is the process of dispersing heat from SMA components via conduction or convection. Several approaches of heat conduction have been suggested to solve this problem. 89 Furthermore, for various uses, NiTi alloys must have their fatigue life precisely determined. Repeated deformation can cause failure over time even within the elasticity range of the material. Usually, NiTi tendons can resist roughly 10,000 actuation cycles before showing notable deformation. 90 Recent studies91, 92 show use and development of devices utilizing SMAs. But due to developments in the manufacturing technique, NiTi alloys now have a longer fatigue life—reports show capabilities of up to 600,000 cycles without compromising form memory recovery. 93 Notwithstanding these difficulties, the several benefits of NiTi memory alloys exceed any negative ones. Additive manufacturing technologies have made it possible to produce NiTi alloys with better homogeneity and complex geometrical shapes. The NiTi sector is thus expected to be constantly expanding as the worldwide market is expected to rise greatly in the next years. The quality and consistency of manufacturing NiTi 3D structures will be improved by the ongoing expansion in expertise and infrastructure for creating NiTi alloys by LPBF. Furthermore, predicted to produce new NiTi alloys with expanded capabilities fit for particular industrial uses are developments in AM, particularly the evolution of 4D printing and the potential of LPBF to build multimaterials. 94
Conclusion
Laser powder bed fusion (LPBF) manufacturing demonstrates remarkable capabilities in producing intricate NiTi structures. There are significant challenges that must be addressed to fully realize its potential in revolutionizing the application of SMAs across various industries. The layer-by-layer manufacturing technique of LPBF can lead to internal flaws, such as cracks, which arise from rapid melting and cooling rates, the accumulation of thermal stress, and the anisotropic characteristics of the microstructure. Current initiatives are aimed at optimizing processing parameters and comprehending their influence on microstructure and shape memory attributes. To improve the manufacturing process and enhance alloy performance, future research should focus on the following areas: Developing techniques to produce NiTi components with the desired shape memory and superelastic characteristics without post-heat treatment will help to save manufacturing time, costs, and cycles. Investigating in conditions of repetitive actuation specifically how anisotropic microstructure influences the fatigue behavior of the alloy. Improving simulation tools would help to provide exact information on shape, material properties, process parameters, mechanical and functional aspects of LPBF NiTi components. Investigating thoroughly the link between process factors and their impacts on production in order to regulate the mechanical and functional characteristics of the alloy.
Achieving complete maturity in the LPBF process for manufacturing NiTi alloy necessitates establishing universal combinations of process parameters tailored for specific industrial applications, ensuring desired properties are consistently achieved. This synthesis draws upon existing research on LPBF manufacturing of NiTi alloys and highlights the need for further investigation to address current challenges and advance the capabilities of this innovative manufacturing technique.
Footnotes
Declaration of Conflicting Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.