
Abstract
This study aims to investigate the moisture transfer and drying behavior of the double-layered fabrics knitted using polyester yarns with a combination of cotton and viscose yarns. As well as the fiber type on both faces, the effect of the number of filaments of the polyester yarns was also researched. For this purpose, double-layered interlock fabrics were knitted, and the resultant samples were characterized by moisture management, drying, water vapor permeability, and heat conduction tests. It was indicated that the fabrics knitted by polyester yarns on the inner side and cotton fabrics on the outer side resulted in a very good overall moisture-management capacity. The same applied to the drying speed; even faster drying was achieved than the 100% polyester double-layered samples. The increase in the filament number led to a decrease in both moisture management and drying rate. Moreover, it was determined that the use of viscose yarn was not suitable.
Introduction
The expected functions from comfortable textile clothing are to allow efficient transfer of heat and moisture, to quickly remove sweat to the outer surface, to spread moisture to a wide area on the fabric, and to dry quickly.1–3 Especially for next-to-skin applications, moisture transfer performs a key role in maintaining the body at a balanced temperature around 37°C during different levels of activity and environmental conditions. In case of higher physical activity or extreme hot weather, sweat is produced to dissipate the excess heat produced by the body. 4
This process is mainly affected by the thermoregulation system, the permeability of the garment, and the water vapor pressure of surrounding air. If the ratio of evaporation and perspiration is high, the moisture cannot accumulate in the clothing system and clothing comfort can be achieved. 5 However, if clothing has poor evaporation, the sweat will occur in liquid form with an uncomfortable feeling. In this situation, the ability of clothing materials to transport moisture becomes the significant feature to determine comfort.4,6–10 Also, the drying property is another important aspect of determining comfort level. 11 These characteristics are especially important in next-to-skin garments or in hot climates. 12
The behavior of moisture transfer and quick drying are controlled by the diffusion process and mainly depend on the capillarity and moisture absorption of the fibers used. In this phenomenon, textiles absorb high amounts of perspiration, transfer moisture to the outer surface, and provide dry feeling. 12 Therefore, investigating the wicking and drying behavior of functional knitted structures is the key to comfortable clothing design. Polyester fibers are accepted as the most convenient material due to their non-hygroscopic and highly crystalline character;13,14 in particular, the micro-denier polyester yarns are reported to have better moisture vapor transmission and faster heat transfer,15,16 and the moisture transport performance of the fabrics is improved with polyester blends. 17 As well as material type, the fabric structure also has significant effects on the moisture properties. In this respect, the double-layered structures produced by different yarn types having different hydrophilicity and moisture absorption capacity, become prominent,1,4,18–22 since they ensure better clothing comfort in sports and active wear. Each layer provides special function; ideally, the layer next to the skin transfers the perspiration and moisture to the outer layer, so as to keep the skin dry, and the outer layer absorbs and dissipates it rapidly to the environment by evaporation. For this aim, synthetic fibers and their blends are generally considered for the inner layer, while natural fibers are placed on the outer layer of double-layered structures to provide the best combination of moisture management and quick drying.20–24 However, in some cases according to different uses, double-layered fabrics can be created in different combinations such as hydrophobic fibers on both surfaces, hydrophilic fibers on the back and hydrophobic fibers on the face, hydrophilic fibers on the face and hydrophobic fibers on the back, and hydrophilic fibers on both surfaces. 4
Most of the studies on the clothing comfort of textile structures have been carried out by measuring thermal properties and permeability. Nevertheless, not only these properties but also the process of liquid transmission have significant effects on comfort. However, only a few of these studies have investigated the liquid transfer mechanisms in terms of both moisture management and drying properties. Besides, as mentioned above, the double-faced structures have an important role in this subject. That’s why this related research includes a special scope that aims to analyze the moisture transfer and drying behavior of double-layered knitted fabrics, which were produced by different combinations of natural and regenerated fibers with polyester filaments having different filament number.
As aforementioned, there are various studies examining the moisture transfer of double-layered fabrics. However, the use of micro-polyester yarns in double-layered structures has appeared in limited studies. Suganthi and Senthilkumar 20 investigated bi-layered structures, in which polyester and micro-polyester yarns were placed on the inner surface and regenerated cellulosic yarns on the outer. They inferred that the fabrics that were knitted with micro-polyester as the inner and modal fibers as the outer layers had higher moisture management capacity and higher level of comfort. In a recent study, it was also reported that microfiber polyester as the inner layer and bamboo yarn as the outer layer provided excellent moisture management properties which seem suitable for next-to-skin garments. 21 However, no data have been found regarding the drying properties depending on the moisture transfer ability of micro-polyester incorporated double-layered knitted fabrics. The drying behavior of double-layered fabrics in accordance with moisture management was only encountered in the study of Sathish Babu et al., 10 whereas micro-polyester yarn was not examined within the scope of that study. Therefore, the main aim of this study was to assess to what extent the filament number of micro-polyester yarns affects the drying properties in conjunction with the moisture transfer of double-layered knitted fabrics. For this purpose, in this study double-faced interlock-derived knitted structures were produced to examine the interaction of these fabrics with moisture to reveal their potential use in next-to-skin garment applications, especially sportswear, and for active wear in cold climate conditions considering the fabric thickness. Polyester filament yarns with three different filament numbers and accompanying hydrophilic yarns (cotton and viscose) were used to produce double-layered knitted fabrics. The effects of the filament number of polyester yarns and the type of accompanying hydrophilic fiber on the moisture management and drying properties were investigated. For comparison, the properties of 100% polyester double-layered knitted fabrics were also conducted.
Materials and Method
Materials and Fabric Production
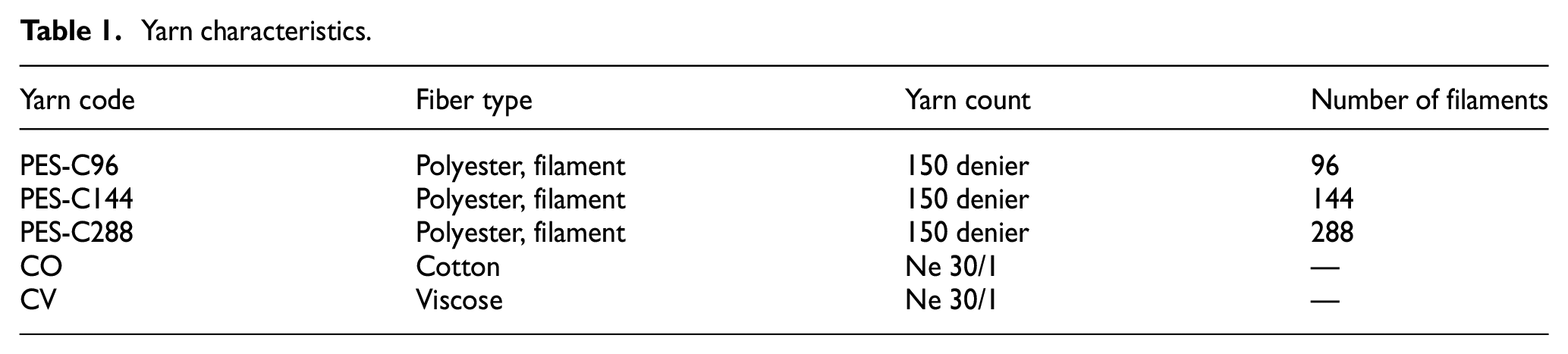
Multifilament polyester, conventional cotton, and viscose yarns were used to produce double-faced knitted fabrics. The properties of the yarns included in the study are given in Table 1. Ne 30/1 yarn count for cotton and viscose, and 150 denier yarn count for polyester yarns were chosen since these were the closest yarn counts available on the market. Polyester multifilament yarns made up of circular cross-sections with three different filament numbers (96, 144, and 288) were used to determine the effect of the number of filaments.
Yarn characteristics.
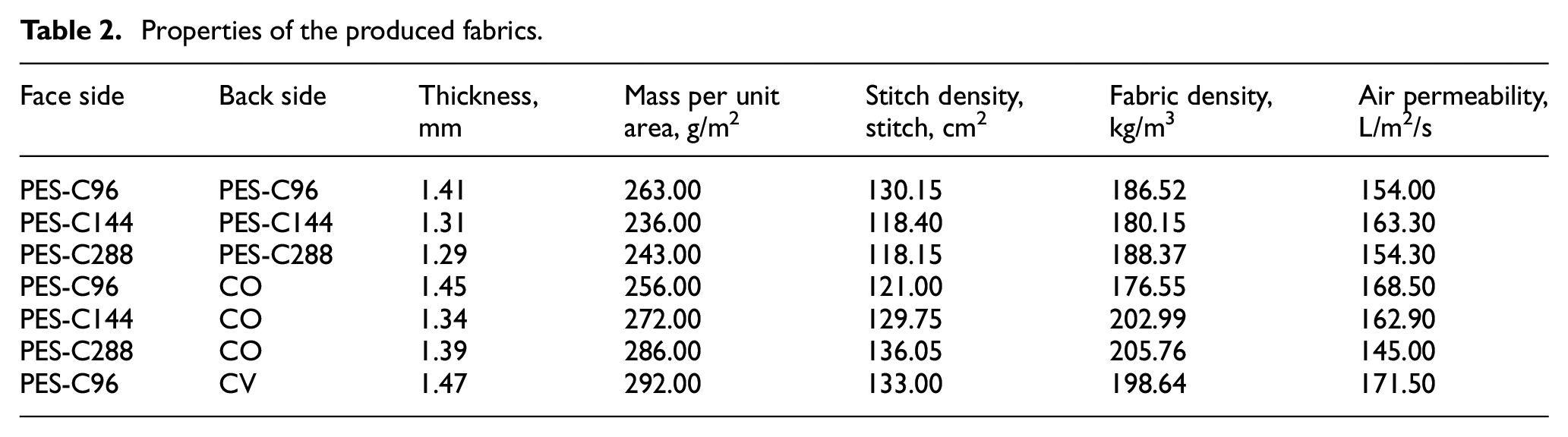
Double-layered interlock fabrics were produced using these yarns with a circular knitting machine (double jersey machine, machine gauge of E18, machine diameter of 30 inches). Figure 1 illustrates the stitch diagram used for the produced fabrics, and Table 2 shows the properties of the fabric samples. As shown in the table, double-layered fabrics having polyester yarns on the face side and cotton or viscose yarns on the back side were produced, as well as samples having the same polyester yarns on each side.
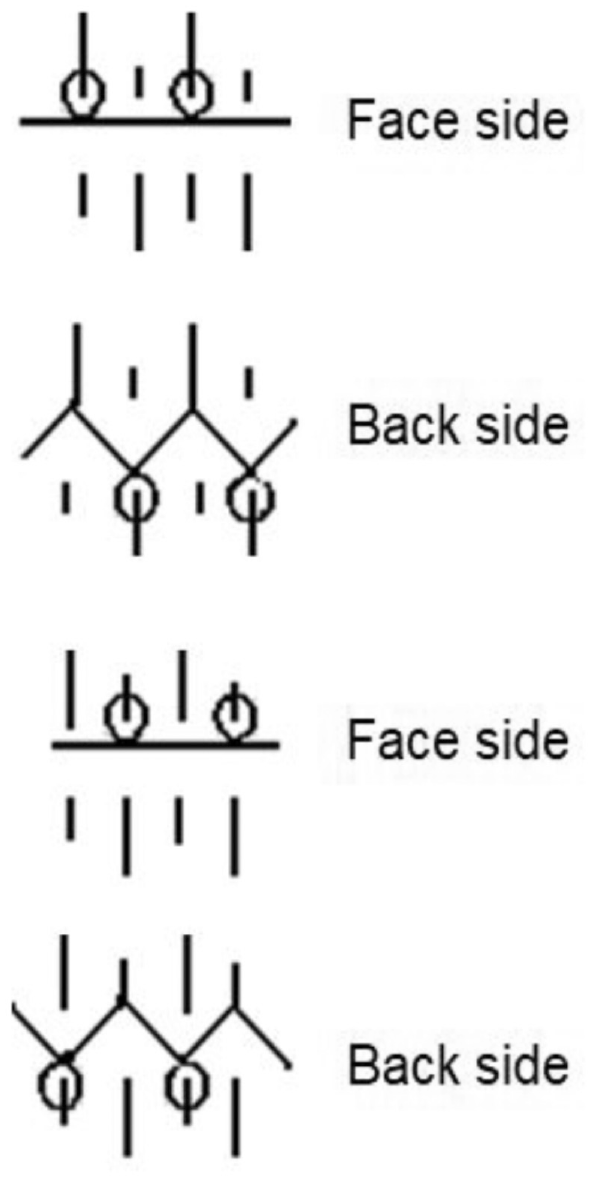
Stitch diagram of the produced double-faced knitted fabrics.
Properties of the produced fabrics.
A scouring process was applied to the samples including cotton to increase the hydrophilic character by the exhaustion method. For this purpose, samples were treated with a scouring liquor including 2% soda, 2% NaOH, and 1 g/L wetting agent at 95°C for 1 h, followed by washing at 90°C for 10 min and rinsing at room temperature for 10 min. The scouring process will cause a certain dimensional change in the fabrics. Therefore, to achieve the same effect on fabrics that do not contain cotton, these fabrics were treated under the same conditions with a blind liquor (with water only, without chemicals) and the washing/rinsing processes were repeated exactly. Finally, the resulting samples were dried at room temperature. No further dyeing treatment was applied.
Fabric Tests
The moisture transfer properties of the samples were tested using a Moisture Management Tester (MMT, SDL Atlas, according to AATCC 195 standard), which simulates the dynamic moisture transfer through fabrics during sweating. 7 The sample was placed horizontally between the upper and lower sensors. Model sweat solution was automatically dropped on the center of the upper facing (represents the skin side of the fabric) of the test sample. The changes in electrical resistance due to the movement of the solution through and across the sample were measured, and the moisture transport profile of the sample was investigated. 25 Both inner and outer surface measurements were made on fabrics containing different fibers on both sides.
Drying tests were carried out in a laboratory-scale climatic chamber (Binder). Ambient temperature in the chamber was set to 35°C to simulate summer conditions. The sample was first conditioned in the device. After the dry weight of the conditioned sample was measured on a precision scale, 1 mL of distilled water was dropped onto the sample. The wet weight of the sample was measured immediately, and then the sample was turned upside down, allowing the interaction of the environment with the other side. The weight values were continuously recorded in every 3 min until the conditioned dry weight of the sample was reached. The drying curves and times of the samples were investigated with the obtained data using a reduced moisture content approach calculated by Equation (1), where MR is the reduced mass of moisture, M0 is the initial mass of moisture before drying, and Mt is the mean mass of moisture at time t.14,26

The water vapor permeability of the samples was tested by Permetest according to ISO 11092. The heat conduction parameters of the samples were measured by Alambeta according to ISO 8301. Air permeability was tested by Textest FX 3300 according to EN ISO 9237.
Statistical evaluation of the test results was made using IBM SPSS Statistics 20 software. To determine the statistical importance of the variations, analysis of variance (ANOVA) tests were applied (Supplemental Table S1). In addition, Duncan method was chosen for post hoc evaluation. The results of the tests are a set of subsets of means, where in each subset means have been found not to be significantly different from one another. The results of the statistical analysis are given in the Supplemental Information file (Supplemental Tables S1–S5).
Results and Discussion
Moisture Management Properties
Liquid sweat formed as a result of sweating wets the inner surface of the garment and spreads both vertically and horizontally in the textile material. To examine the liquid transmission performance of double-layered fabrics, MMT tests were carried out. For the samples including different fiber types in both sides, tests were carried out for each side to determine which side would be more advantageous to contact the body. Table 3 shows the obtained MMT results. In this table, the inner side represents the side in contact with the body (the surface on which the wetting occurs), and the outer side is the surface of the fabric that interacts with the outside environment. In addition, Figure 2 illustrates the time-dependent water content of each surface of the selected samples.
MMT results of the double-layered knitted samples.
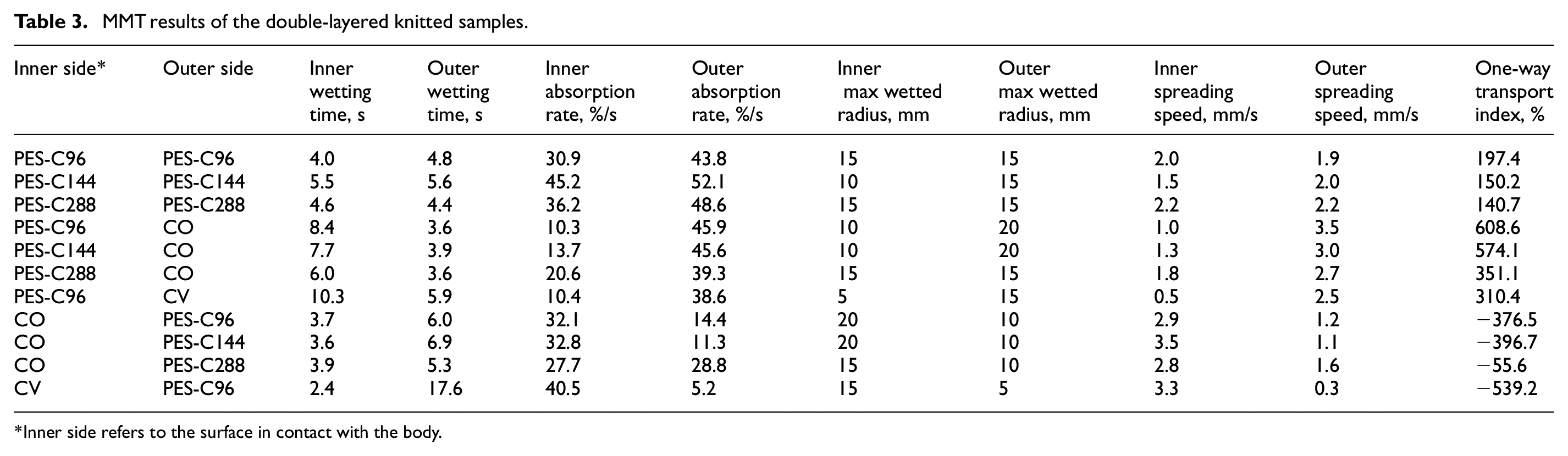
Inner side refers to the surface in contact with the body.
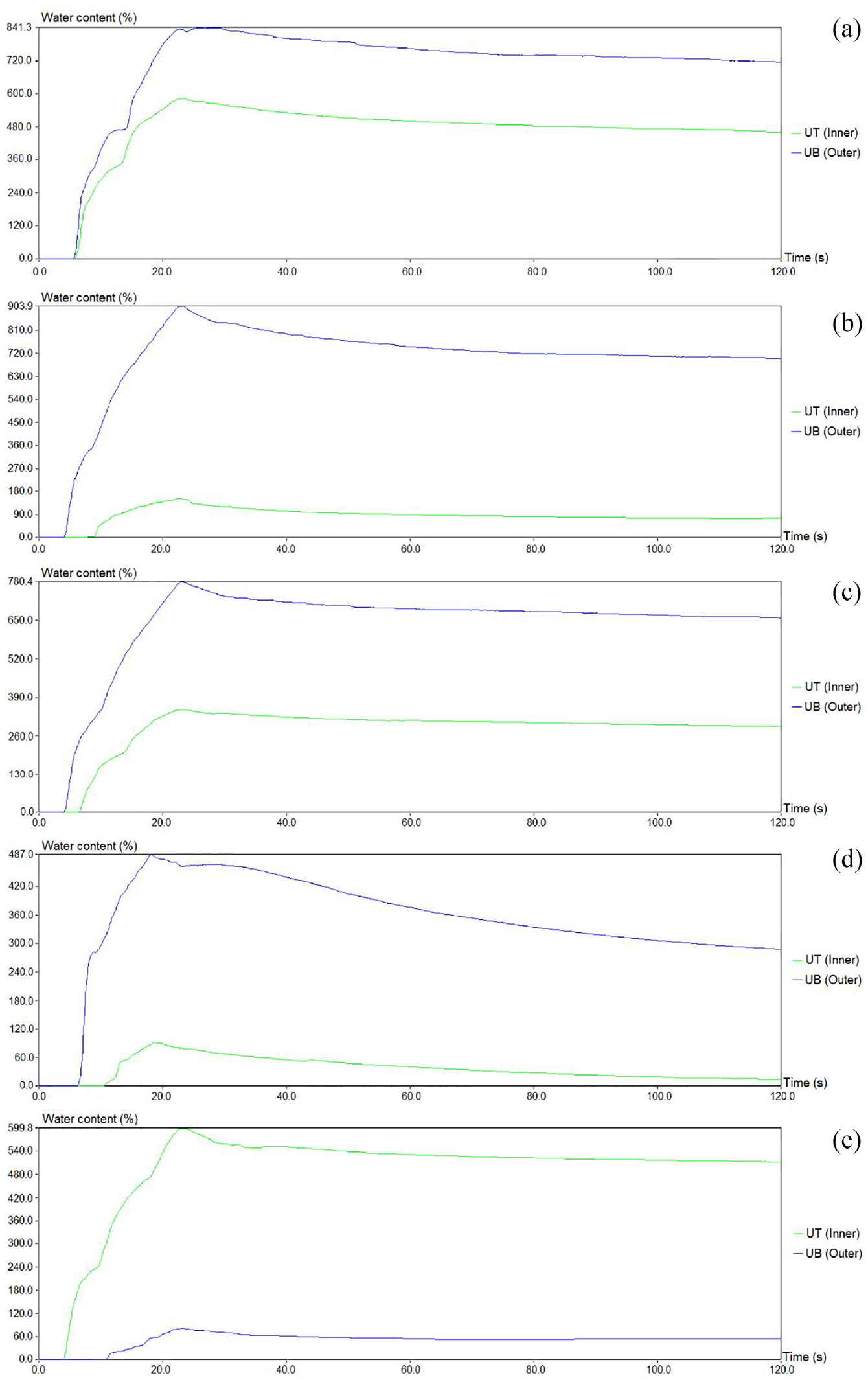
Time-dependent water content of each surface of selected double-layered knitted samples: (a) PES-C96/PES-C96; (b) PES-C96/CO; (c) PES-C288/CO; (d) PES-C96/CV; and (e) CO/PES-C96.
When the wetting time and absorption rates of the fabrics on both sides were discussed, there was not obtained any significant difference between in the inner and outer surfaces in the case of using the same type of polyester on both sides. Similarly, the wetted radius and spreading speeds did not differ. In this group, only the one-way liquid transfer was decreased significantly by increasing the number of filament. This can be explained by the higher filament number absorbing more water, and thus, more water being retained in the fabric structure (Figure 2). Drying times also support this result that is discussed in the following section.
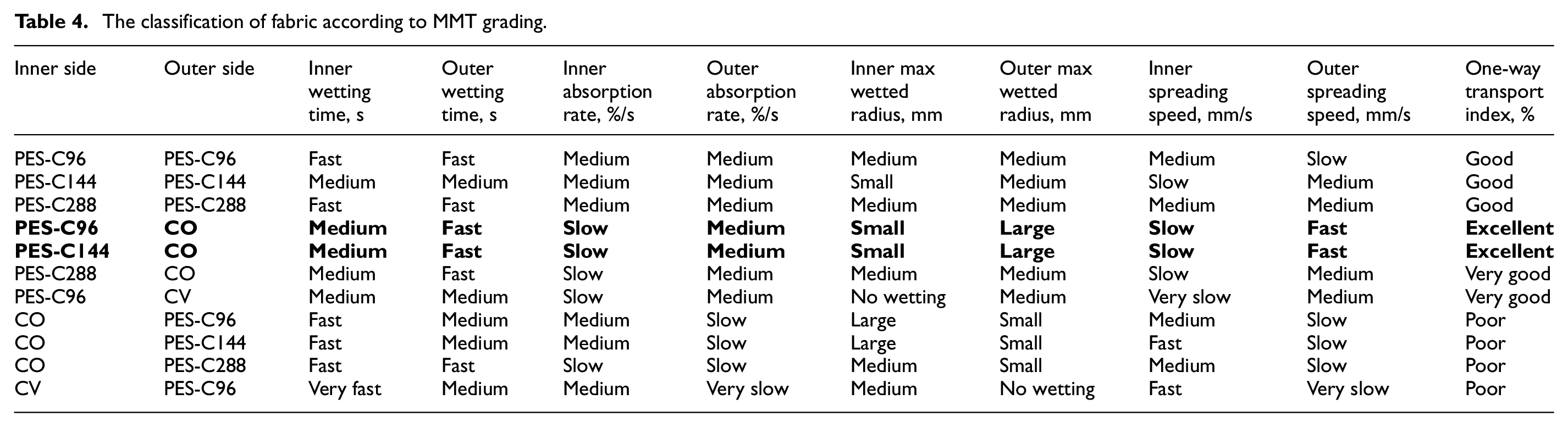
Table 4 presents the classification of samples according to MMT grading. 27 Here, it is shown that when the polyester surface was in contact with the skin, the absorption rate of the outer surface was quite high compared with the inner surface, and therefore, the wetting time of the outer surface was much shorter. In addition, the cotton surfaces generally had higher wetted radius than both the polyester inner surfaces and the fabrics with polyester on both sides. It was also seen that the spreading speeds on the cotton surfaces were higher than on the polyester surfaces. When the filament numbers were compared in terms of spreading speed, it was observed that as the number of filaments increased, the spreading speed on the polyester surface increased, whereas it decreased on the cotton surface. Among all samples, the fabrics having viscose yarns on the outer surface exhibited much lower wetted radius and spreading speed. This situation could be explained by a high absorption of water on the hydrophobic face, reducing the wicking of the liquid, due to the water absorption capacity of the viscose fiber. On the contrary, if wetting occurred from the hydrophilic surface, such as cotton or viscose, the wetting diameter and spreading speed were higher.
The classification of fabric according to MMT grading.
The results revealed that the one-way transport capacity was significantly increased when the fabrics were constructed by hydrophobic fibers on the inner and hydrophilic fibers on the outer surfaces, compared with the structures having hydrophobic fibers on both sides, as expected. This situation is presented in detail in Figure 2(b) and (c).
Besides, it was determined that as the number of filaments increased, the one-way moisture transfer capacity decreased. In addition, the lowest one-way transfer index was observed in the sample produced by viscose yarn on the outer surface. As given in Figure 2(d), due to the high hydrophilicity of viscose, the amount of absorbed water on the inner surface was lower and a large amount of water was transferred to the viscose layer. However, since the viscose fiber absorbed the transferred liquid in a large amount into the structure, less wicking occurred on this surface, and therefore, the one-way transport index was lower than those for the samples including cotton yarns.
The presence of hydrophilic fibers on the inner surface decreases the one-way transport index and vertical water transfer as can be seen in Figure 2(e) and prevented the transfer of water to the outer surface. Moreover, it caused higher wetness on the inner surface in contact with the body, with a feeling of discomfort.
The overall moisture management capacity (OMMC) results also proved these results as given in Figure 3, and the fabrics constructed from polyester inside and cotton outside provided very good overall moisture management capacity compared with all other samples with a grade between 0.6 and 0.8. Among all of the samples, PES-C96/CO fabric showed the highest OMMC with high air permeability and low stitch and fabric density, which showed that this fabric had a loose and porous structure.
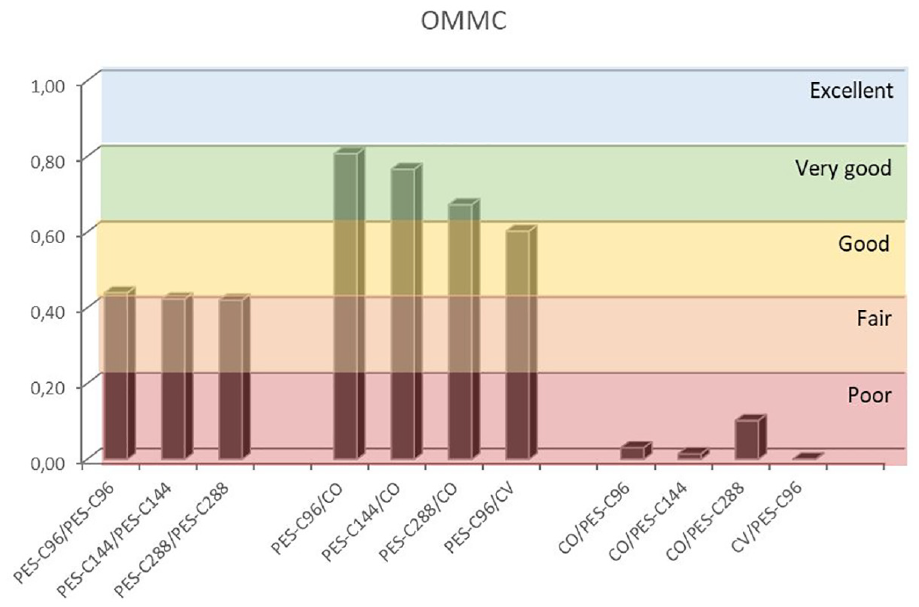
Overall moisture management capacity of double-layered fabrics (OMMC grades: 0–0.2: poor, 0.2–0.4: fair, 0.4–0.6: good, 0.6–0.8: very good, and >0.8: excellent).
Drying Properties
Mean drying times of the samples and their statistical evaluation are shown in Table 5 and Supplemental Table S2, respectively. In addition, drying curves of the samples with polyester on the back side and cotton or viscose on face side and the samples with the same types of polyester yarns on both surfaces are comparatively shown in Figure 2 for each type of polyester yarn. For the samples including polyester yarns on both surfaces, it was observed that the increase in the number of filaments extended the drying time.
Mean drying times of the double-layered knitted samples.
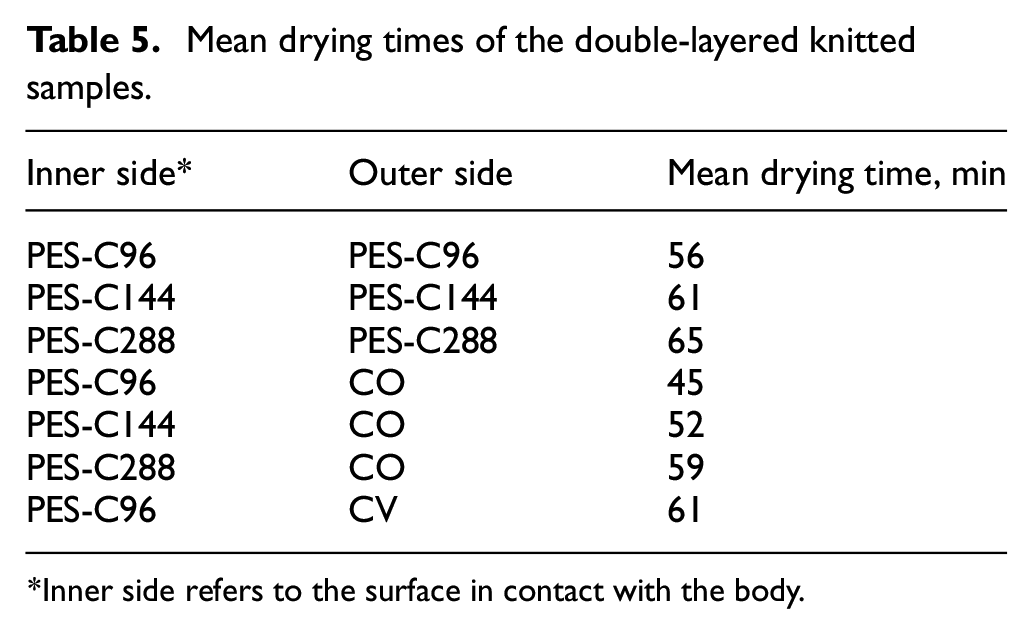
Inner side refers to the surface in contact with the body.
It was investigated whether the drying time is greatly reduced in the case of polyester yarns on the inner surface (the surface of the fabric in contact with the skin) and cotton yarns on the outer surface in the double-layered fabric structure. As discussed in the MMT results, when the inner and outer surfaces consisted of hydrophobic and hydrophilic fibers, respectively, the hydrophobic fibers vertically transmitted water to the outer surface. Therefore, the horizontal spreading of water on the outer surface was also supported, and thereby, the wetting radius was increased. Since the effective surface area involved in drying increased, drying was accelerated. On the contrary, it was observed that the drying property was negatively affected when viscose yarns were incorporated onto the outer surface within the fabric structure. The difference between the drying times of PES-C96/CV and PES-C96/CO was statistically significant. Although vertical water transfer was provided to the outer surface, the higher bound water amount due to the higher hydrophilic character of viscose fibers led to the prolongation of drying. This sample dried even more slowly than the fabric produced with the same polyester yarns on both sides.
When the type of the polyester filaments in the fabrics containing cotton on the outer surface was examined, it was found that the decrease in the number of filaments shortened the drying time similarly to the first group including polyester filaments on both sides. As can be seen in Figure 4, the difference between the drying curves decreased as the number of filaments increased, and the sample containing 288 filaments (PES-C288/CO) showed a similar drying characteristic to the fabric including polyester on both sides (PES-C288/PES-C288), especially during the constant rate drying period.
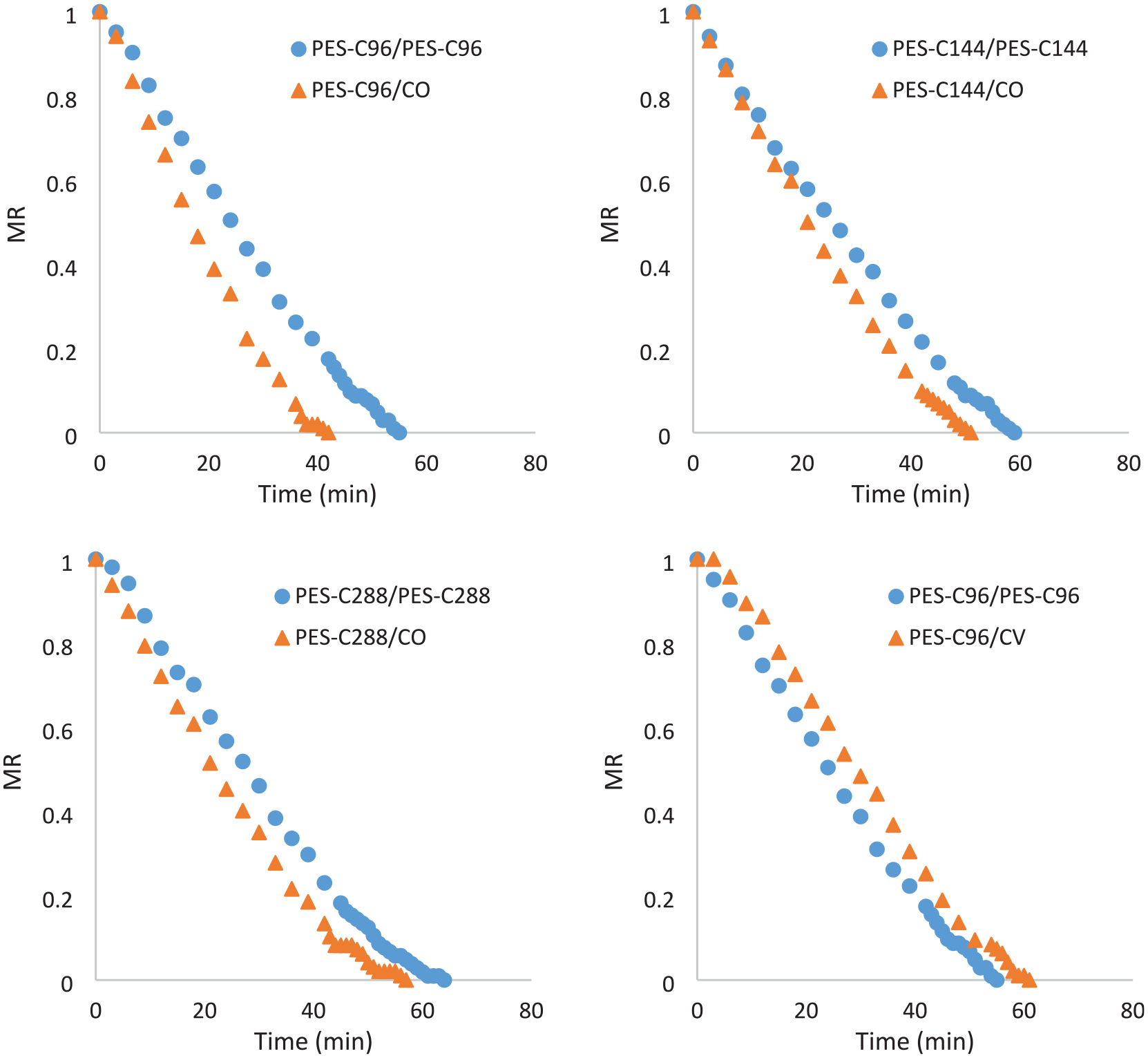
Drying curves of double-layered knitted samples.
In Figure 5, the drying rates of selected samples are given. In Figure 5(a), in which the drying rates of PES-C96/PES-C96 and PES-C96/CO are compared, a long constant rate drying period is observed in the sample produced from polyester yarns on both sides. Due to the non-hygroscopic and highly crystalline structure of polyester fibers, water molecules could not be absorbed by the fibers which led to a large portion of free water on the surface of the fibers. Therefore, the greater part of the drying continues in the constant speed period. On the contrary, when the cotton was incorporated into the structure the constant speed drying period was shortened and the falling rate drying period became dominant. In this case, water was transmitted to the cotton at the outer surface by the inner polyester yarns; therefore, drying took place mostly on the cotton part. Since cotton is a hydrophilic fiber, the transition to the falling rate drying period was quicker since the amount of bound water was higher. However, although a falling rate drying period was dominant, it was observed that the drying rate of the sample including cotton was higher in all periods due to the increase in the wetted surface area participating in the drying, as discussed in the MMT section.
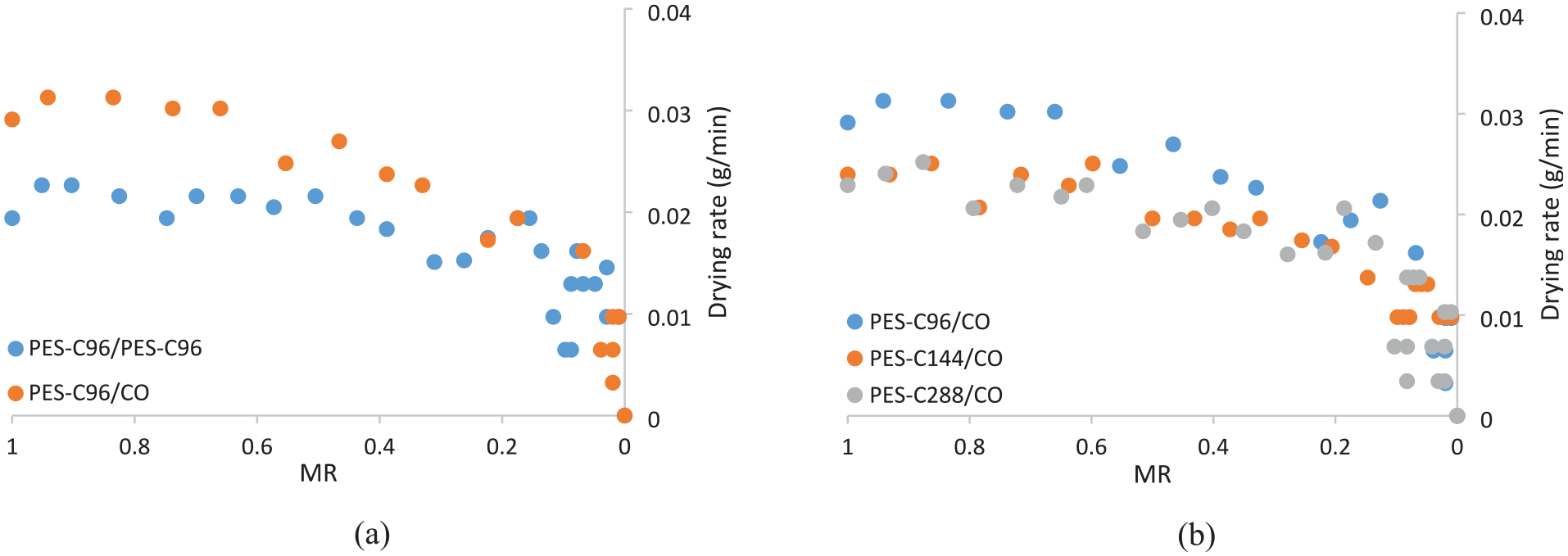
Comparison of the drying rates of selected samples: (a) Effect of the use of cotton and (b) Effect of filament number.
In Figure 5(b), the effects of the number of filaments are shown for the samples including polyester on the inner side and cotton on the outer side (PES-C96/CO, PES-C144/CO, and PES-C288/CO). Although the constant rate drying period was slightly longer in the samples including 144 and 288 polyester filaments, there was no significant difference in the distribution of the drying periods in general. Again, the falling rate drying period was dominant, due to the presence of cotton. On the contrary, it was shown that the drying rate increased when the number of filaments decreased, due to the increased transfer of water to the surface and increased wetted diameter on the surface. This was more pronounced for the samples including 96 polyester filaments and in the constant rate drying period. It can be concluded that the microfiber polyester yarns have a negative effect on drying in double-faced fabrics.
Water Vapor Permeability
Figure 6 and Supplemental Table S3 illustrate the water vapor permeability of the samples, and the resulting statistical analysis, respectively. When evaluated in general, the water vapor permeability of the samples with polyester yarns on both sides was higher than the samples including cotton on one side.
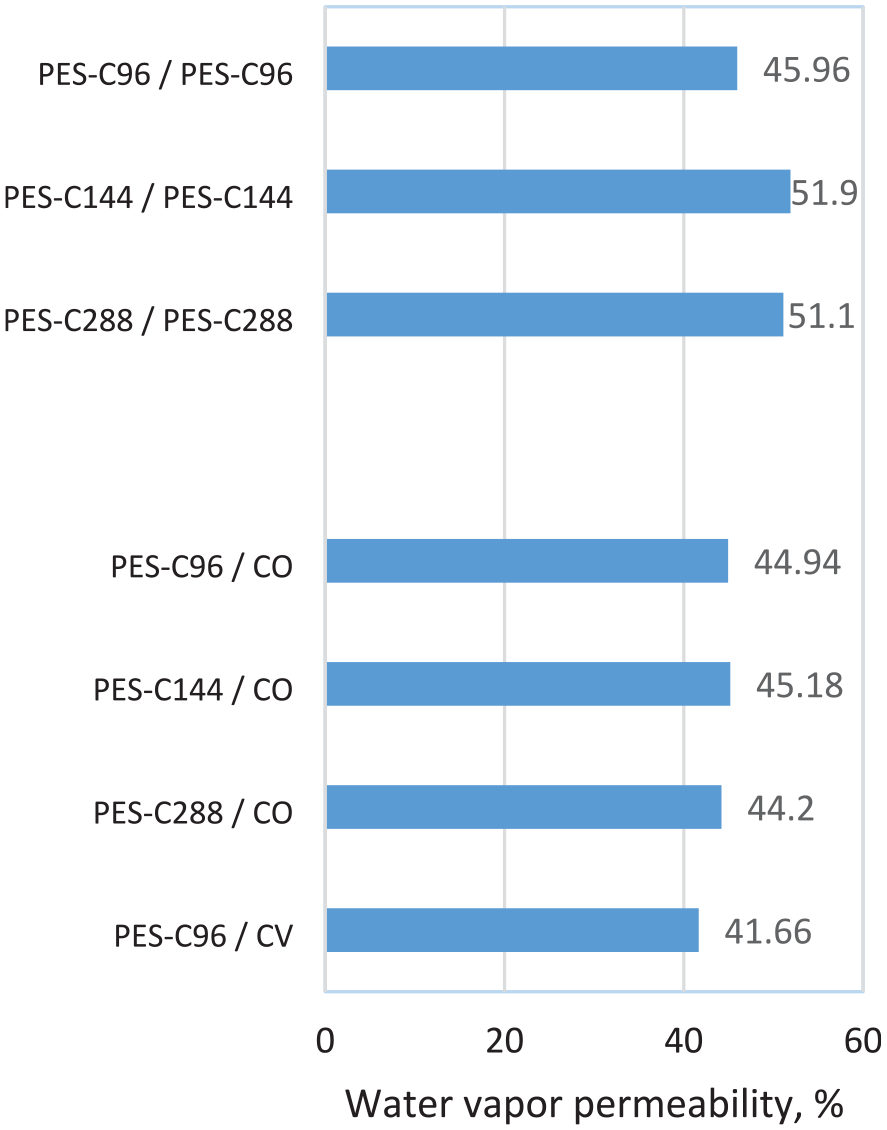
Water vapor permeability of double-layered knitted fabrics.
Among all of the fabrics, the structures produced by higher filament numbers (PES-C144/PES-C144 and PES-C288/PES-C288) provided significantly higher water vapor permeability which was due to the capillary effect and high surface area of the microfiber structure, whereas the sample including viscose had the lowest permeability compared with other samples; this difference was statistically significant. Moreover, there was no significant difference from the water vapor permeability of fabrics knitted with cotton yarns on one side. Accordingly, the hydrophilic effect of cotton yarn could be the main reason for this result in this experimental set. On the contrary, it is worth mentioning that, although the water vapor permeability values differed according to the statistical results, these differences had no practical importance.
Heat Conduction
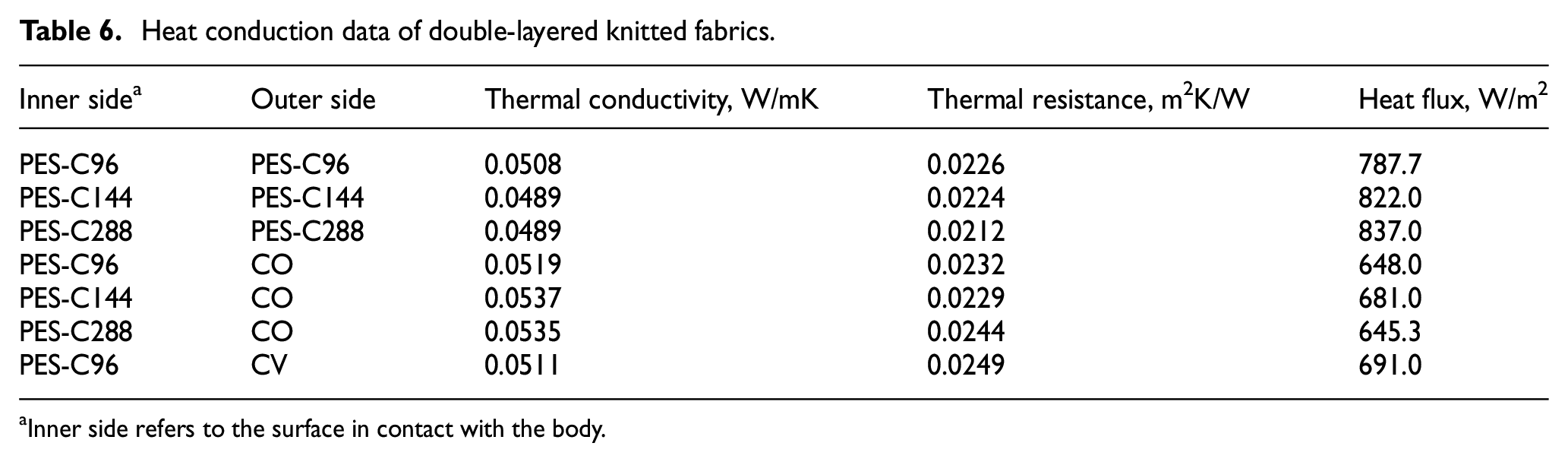
As an additional investigation, the thermal conductivity, thermal resistance for conduction, and heat flux of the double-layered knitted structures were tested and the results are shown in Table 6.
Heat conduction data of double-layered knitted fabrics.
Inner side refers to the surface in contact with the body.
In general, the thermal conductivity values of fabrics with polyester on one side and cotton or viscose on the other were found to be significantly higher (Supplemental Table S4). This can be explained by the fact that the fabric density of fabrics with polyester on both sides was lower, identifying that they contain a higher amount of stationary air within the structure, which caused a lower thermal conductivity.
The thermal resistance of conduction, which is the ratio of thickness to thermal conductivity, increased when cotton or viscose yarns were used on the outer side instead of polyester. Although the thermal conductivity values of these fabrics were lower, their higher thickness resulted in higher heat resistance. Consequently, fabrics with polyester on the inner side and cotton or viscose on the outer side had lower heat fluxes, and this difference was found to be statistically significant as shown in Supplemental Table S5. Therefore, these fabrics were shown to be more suitable for use in cold climate conditions. It was observed that the number of filaments of polyester yarns did not have a significant effect on heat conduction.
Conclusion
In this study, double-layered fabrics were knitted in which polyester yarns were used on the back side, and cotton and viscose yarns on the front side. Moreover, polyester yarns with different filament numbers were also analyzed. The resulting fabrics were characterized in terms of water vapor permeability, moisture management, and drying properties. The main experimental findings are listed as follows:
The one-way liquid transfer was significantly decreased with increasing filament number for the fabrics composed of polyester yarns on both faces. The same trend was also observed for double-faced samples including cotton on the front side. In addition, the absorption rate and max wetted radius were quite high, and the wetting time was much shorter on the cotton side compared with the polyester face. Therefore, the fabrics constructed from polyester inside and cotton outside provided very good overall moisture management capacity.
It was indicated that an increase in the number of filaments extended the drying time. It has been determined that fabrics using cotton on one side and polyester on the other side dried faster than fabrics knitted entirely of polyester, even though they had hydrophilic fibers in their structure. This is related to the improvement in moisture management capacity of these fabrics.
The fabrics knitted by polyester yarns on both sides provided higher water vapor permeability than the samples including cotton on one side, and higher filament numbers exhibited better permeability to vapor.
The use of viscose yarn in double-layered knitted fabrics caused the moisture management, drying properties, and water vapor permeability to weaken. This categorically showed that a certain hydrophilic character was advantageous for higher moisture management and drying rate; however, higher hydrophilicity had an adverse effect.
The heat flux of conduction of the samples including cotton or viscose on the outer surface was found to be lower.
According to these results, to achieve excellent moisture management besides better breathability and quick drying characteristics, the fabrics should be designed in a double-faced structure where the polyester yarn with a low filament number is next to the skin side and the outer layer is cotton. As a future investigation, the use of engineered polyester fibers (or other synthetics) with different cross-sections and/or recycled polyesters is planned to be carried out. The possible application of sustainable natural and/or regenerated fibers could be another subject of study. Investigation of the effects of moisture management wet finishing treatments is also planned.
Supplemental Material
sj-docx-1-aat-10.1177_24723444241275990 – Supplemental material for The Effects of Polyester Filament Number and Accompanying Hydrophilic Fiber Type on Moisture Management and Drying of Double-Layered Knitted Fabrics
Supplemental material, sj-docx-1-aat-10.1177_24723444241275990 for The Effects of Polyester Filament Number and Accompanying Hydrophilic Fiber Type on Moisture Management and Drying of Double-Layered Knitted Fabrics by Oğuz Eren, Nida Oğlakcıoğlu and Ahmet Çay in AATCC Journal of Research
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ege University Scientific Research Projects Coordination Unit (project no. 17-MÜH-054).
Data availability
The authors can confirm that all relevant data are included in the article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.