
Abstract
Microwaves have a very short wavelength which allows them to pass through the small spaces between molecules without being scattered. This allows the microwaves to penetrate the matter and heat it from the inside out, providing uniform heat, and makes microwave technology ideal for applications that require rapid and consistent heating. It has been hypothesized that microwaves may have a positive effect on the shade depth and color fastness of the fabric due to the increased temperature. This research is being done to test this hypothesis and to study the effects of microwaves on the shade depth and color fastness properties of the fabric. Microwave-irradiated fabric dyed before and after dyeing has a greater shade depth and better fastness properties than fabric dyed without irradiation.
Introduction
Cotton fiber is one of the first natural fibers that humans used. The use of cotton dates back to 3000 BC. Cotton’s history is as lengthy as that of humans. Cotton stands out from other fibers for a variety of reasons, chief among them being its smoothness, absorbency, luster, strength, and comfort in wear. Even now, cotton makes up 40% of all the fiber used globally. Colorants are used to color leather, textiles, and paper in a way that prevents color bleed or fading when exposed to acid, sunlight, chemicals, and during the washing process. 1
The use of certain electromagnetic fields to quicken the dyeing process has become increasingly widespread in recent years. Because of their extreme simplicity, cellulose and direct dyes make this particularly simple to verify. Because there is no energy field present, these energy systems can produce impressive results when tested on dyes that are relatively slow or less color exhausting. 2 Microwave irradiation has been successfully used in a number of classical processes. Microwave heating is a precise, noncontact, quick, consistent, clean, and energy-efficient method, among other major advantages. The use of microwave energy for drying, heating, fixing dye, and finishing with no heating time and minimal energy usage has been extensively explored in the textile industry. While conventional heating methods just warm the surface of a thing, microwave heating warms the entire substance.
A magnetic field is produced using the microwave frequency of an alternating current (2450 MHz), which rotates or accelerates materials with large dipole moments. As a result, microwaves can generally heat a variety of materials more quickly and evenly than traditional heating techniques, which indirectly produce low-heat, such as convection or conduction heat. 3 Numerous cellulose-related operations, including heating, dyeing, and drying, require microwave irradiation. 4
In the last 8 years, a novel method of triggering and stimulating chemical reactions has been developed using microwave irradiation. Microwave chemistry is becoming more and more popular in both academia and industry. The usage of microwave technology appears to be profitable in the future since it is effective and produces products that are clean and favorable to the environment. Although chemical reactions are being redesigned by microwaves, how they operate is sometimes more secretive. Because it is quick, efficient, and consistent, microwave heating has been shown to be a good substitute for traditional heating methods. However, the traditional heating method is a sluggish one. Because it may easily pass through small pieces of matter, microwave irradiation has the capacity to evenly heat them. 5 The most significant advantage of microwave technology is the provision of proportionate, balanced heat, which eliminates over-drying losses. The radiations introduce an insulating layer that allows the dye to diffuse into the fiber. The system receives the heat electromagnetically. Consequently, it is devoid of the material’s bulk. 6
A number of studies have been reported in literature on pretreatment,7,8 dyeing,9–12 finishing,13–17 sanitization,18,19 and drying of textiles20,21 with heating helped by a microwave oven. These works used microwave energy to emphasize process improvement and time reduction.
In contrast to conventional techniques, synthetic fibers such as acrylic, poly (butylene terephthalate), polyamide, polyester, and polypropylene were colored with the help of microwave energy. The findings demonstrated that microwaves enhanced dye absorption and colorfastness characteristics.22–24 In the dyeing of acrylic 11 and the dyeing of polyester with disperse dyes, 10 the usage of microwave energy enhances the dyeing rate and exhaustion. In another study, the dyeing of polyamide fibers was also investigated with good results. 25 Microwaves also enhanced the reactive dyeing of flax fibers. 26 Microwave heating can be used to improve polyester’s hydrophilicity and dyeing capabilities without causing any harm. 27
Sahinbaskan et al. 28 investigated the dyeing of polypropylene blends with C.I. Disperse Blue 79 dye using microwave energy and found an almost 90% saving of time and energy. Öner et al. 21 examined the use of microwave and traditional heating techniques in the dyeing of knitted poly (butylene terephthalate) cloth with disperse dye. In addition to having better dye uptake and color fastness capabilities than conventional heating, it was found that microwave heating dramatically shortened the amount of time needed to dye a fabric. In this work, an effort has been made to investigate the impact of microwave pretreatment and posttreatment on cotton cloth direct dyeing.
Materials and Methods
Materials
A 100% cotton fabric was used in this study. Before and after dyeing, the fabric samples were irradiated in microwave oven having a frequency of 2450 MHz. Dyeing experiments were carried out by the exhaust method on a high-temperature infrared dyeing machine using three shades of Sirius Yellow KCF direct dye; light, medium and dark. Industrial grade sodium chloride was used in the dyeing process. Advance System Logic’s tensile testing machine and an auto crock were used for tensile strength testing and rubbing fastness of samples respectively. A Data Color SF-600 spectrometer was used for measurement of shade depth. Scanning electron microscopy (SEM) was conducted with a Hitachi S-2380N instrument to examine the surfaces of woven cotton samples.
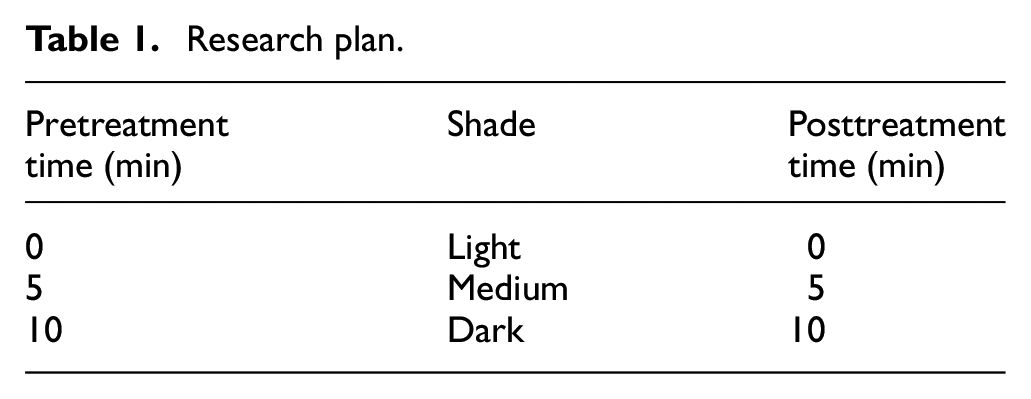
The experiment carried out using different research variables is given in Table 1.
Research plan.
Selection of Irradiation
Pre-irradiation was selected to remove moisture present in the fabric as this can be beneficial before the dyeing process as excessive moisture can affect the dye absorption and fixation onto the fabric. Moreover, microwaving the fabric generates heat within the fabric, which can open up the fabric fibers and create better dye penetration and microwaving the fabric directly can be more energy-efficient compared to heating large volumes of dye bath or water.
Secondly, post-irradiation was selected to enhance the fixation of the dye molecules to the fabric. The heat generated by the microwave can promote the attachment of dye molecules to the fabric surface, allowing for better penetration and shade depth. Post microwave irradiation treatment can help achieve more uniform color distribution by redistributing the dye molecules within the fabric and can accelerate dye fixation. Moreover, microwaving the dyed fabric is an alternative to traditional methods that require rinsing or washing with water. This leads to water savings and reduced environmental impact in dyeing processes.
Pre-irradiation
Pre-irradiation means to irradiate samples before further processes. The cotton fabric samples weighing 7.5 g were immersed in 150 mL water with the liquor ratio 1:20. The samples were exposed to microwave radiation for two different times, that is, 5 and 10 min, at 1000 W output power. Some samples were not irradiated for comparison. After irradiation, the fabrics were removed and slowly cooled to room temperature.
Dyeing
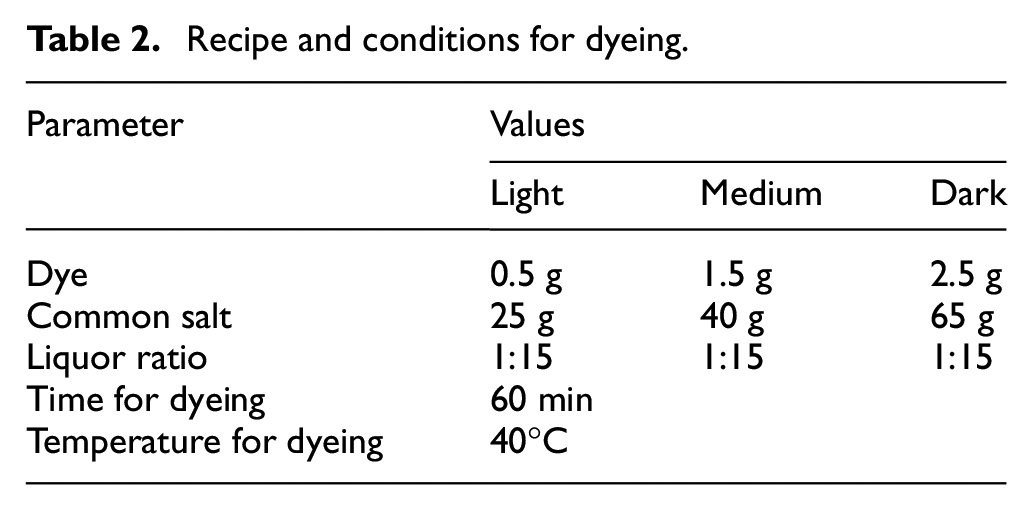
The un-irradiated and irradiated samples were exhaust dyed in an infrared (IR) dyeing machine in three shades of the same yellow color: light, medium, and dark. The recipe for dyeing followed in this experiment is given in Table 2.
Recipe and conditions for dyeing.
Post-irradiation
Post-irradiation was done at dry state. The samples were irradiated one by one in the microwave oven for 5 and 10 min at 1000 W power.
Testing of Fabric Characteristics
The following tests were performed to determine the performance of dyed fabrics samples.
The tensile strength of fabric samples was measured on a tensile strength tester according to standard test method ISO 13934-1. The shade depth K/S values of dyed fabrics were measured using a Data Color SF-600 spectrophotometer. The rubbing fastness (wet and dry) of fabric samples was tested on an auto crock according to standard ISO 105-X12. SEM was conducted with a Hitachi S-2380 N instrument to examine the surfaces of woven cotton samples at acceleration voltages of 5 and 7 kV.
Results and Discussion
Shade Depth
The analysis of variance for shade depth of the fabric samples is presented in Table 3. There was a significant interaction between Pr and Po on shade depth. The results indicate that the combination of pretreatment and posttreatment had a significant effect on the shade depth of the fabric samples. Basically, microwave irradiation promotes the chemical reactions between the dye molecules and the fabric, leading to improved color development and higher shade depths.
Analysis of variance table for shade depth.
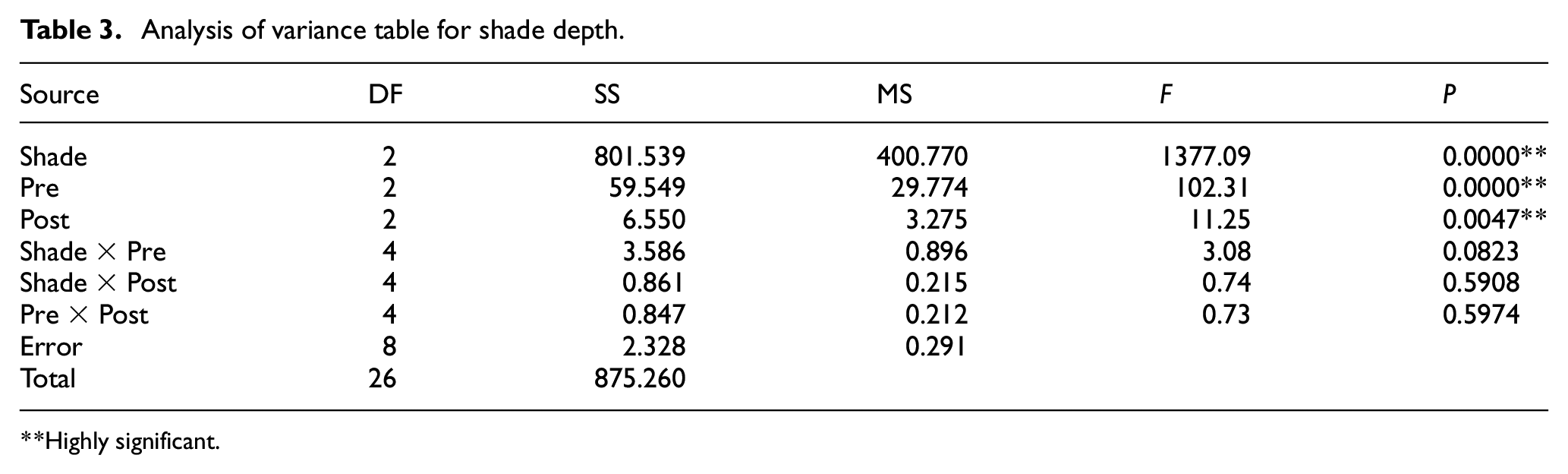
Highly significant.
The statistical comparison of individual treatment means with regard to shade depth is presented in Table 4. Duncan’s multiple range tests use a statistical method to compare the means of individual groups. The results showed that S3 had the highest mean value, indicating that it had the greatest shade depth compared to the other groups. Moreover, this difference in means between S3 and S2, as well as S3 and S1, was both statistically and practically significant.
Comparison of individual treatment means of shade depth.
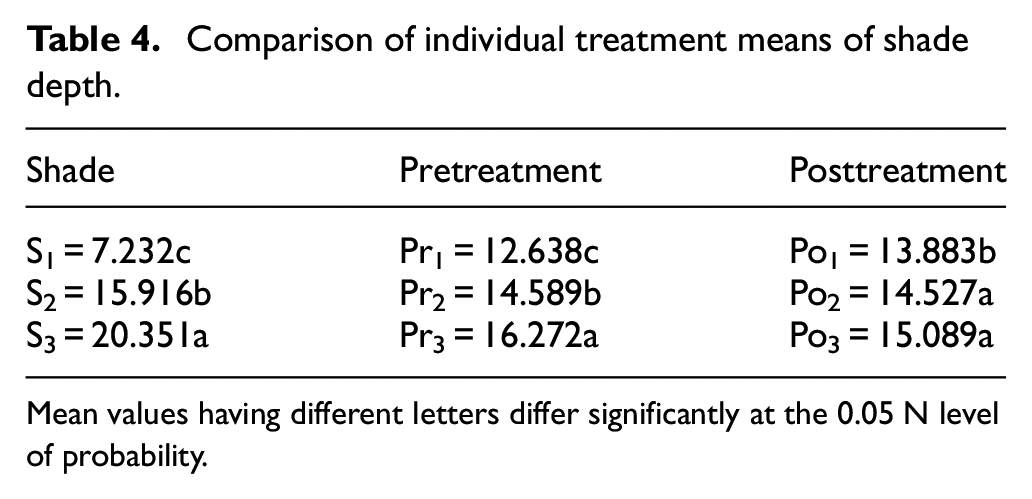
Mean values having different letters differ significantly at the 0.05 N level of probability.
Individual comparison of mean values for pretreatment time showed significant differences between the mean values. The maximum shade depth was recorded for Pr3 (10 min) with the mean value 16.272 followed by Pr2 (5 min) and Pr1 (0 min) with the mean values 14.589 and 12.638, respectively.
The individual comparison of mean values for posttreatment time showed differences between the mean values. The maximum shade depth was recorded for Po3 (10 min) with the mean value 15.089 followed by Po2 (5 min) and Po1 (0 min) with the mean values 14.527 and 13.883, respectively. These results showed that a posttreatment of 10 min had a significant effect on shade depth. In a previous study Ramadan et al. 29 reported that the time duration of irradiation has a positive effect on the K/S value the direct dye. As the treatment time increases, the K/S value is also increased. This is because the exhaustion and fixation of treated cotton fabrics are improved with microwave irradiation.
A graphical representation of shade depths is presented in Figure 1.
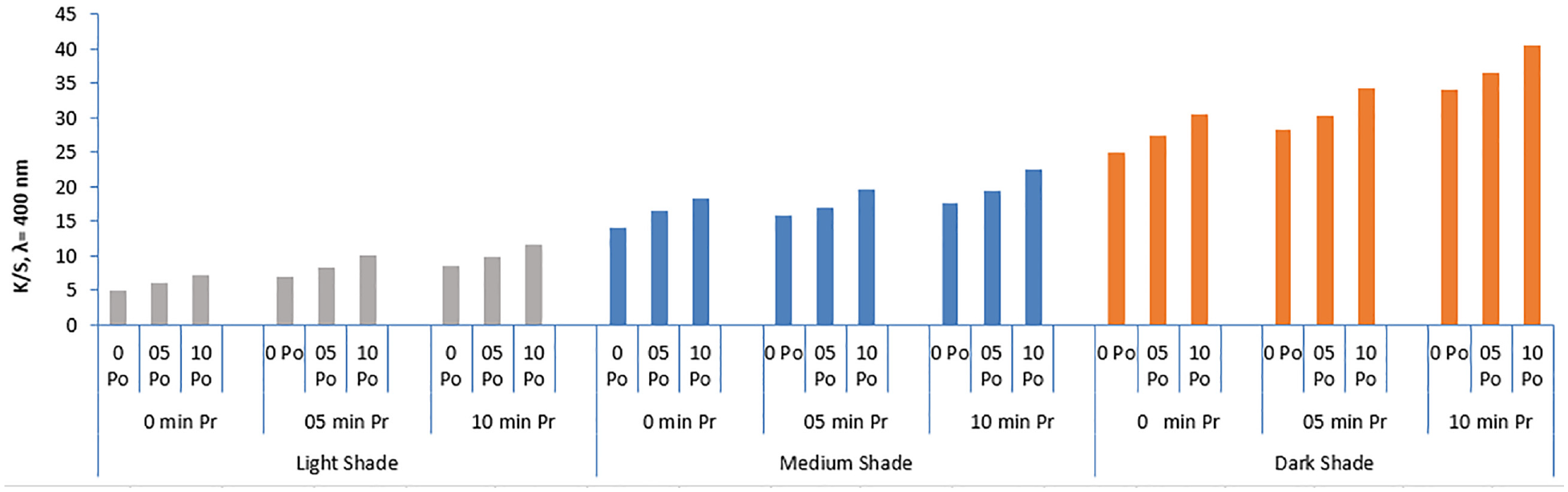
Shade depth for direct-dyed cotton fabrics.
Tensile Strength
Excessive exposure to microwave irradiation can potentially damage the fabric. The heat generated by microwaves can cause thermal degradation of fibers, leading to weakening, discoloration, or even burning of the fabric. It is important to control the exposure time and temperature to prevent such damage. Moreover, microwave irradiation can also affect the physical properties of the fabric. It may cause shrinkage, changes in texture, or alterations in the mechanical strength of the fibers. The extent of these changes depends on the specific fabric composition and the parameters of the microwave treatment. Therefore, to maintain a balance between the desired properties and additional effects, the tensile strength of the untreated and treated sample was checked.
The analysis of variance for tensile strength of the fabric samples is presented in Table 5. Statistically highly significant effects of pretreatment (Pr) and posttreatment (Po) were found on tensile strength while the effect of shade (S) was statistically non-significant.
Analysis of variance table for tensile strength.
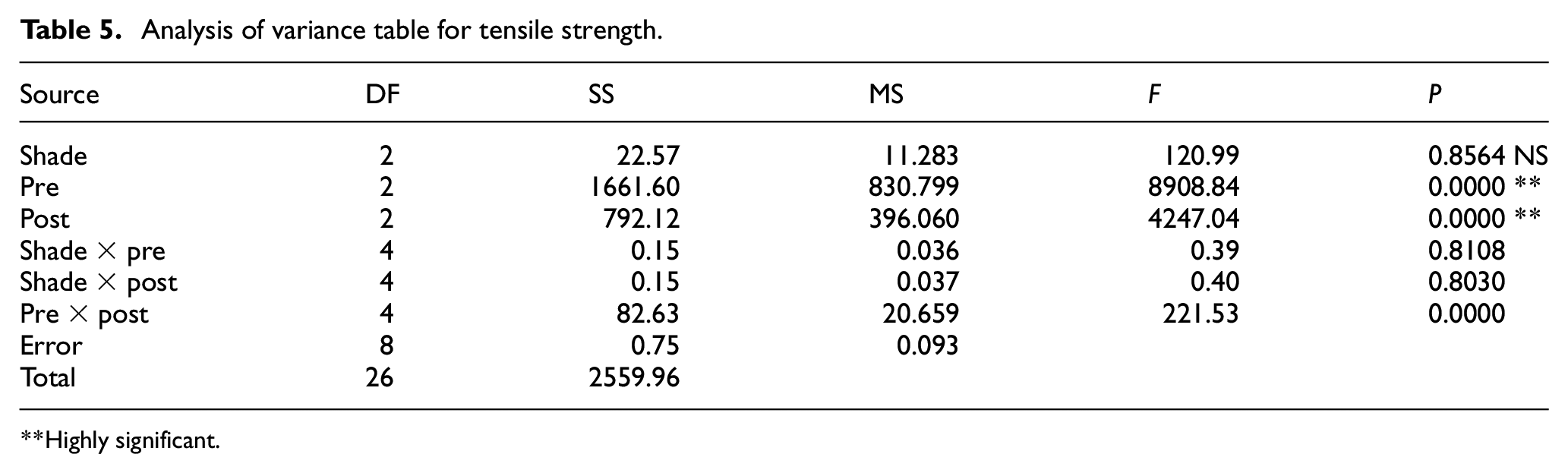
Highly significant.
The statistical comparison of individual treatment means with regard to tensile strength is presented in Table 6. Duncan’s multiple range tests for the comparison of individual means of shade show that there is no significant difference among their mean values, which shows that color shade has no effect on tensile strength.
Comparison of individual treatment means of tensile strength.
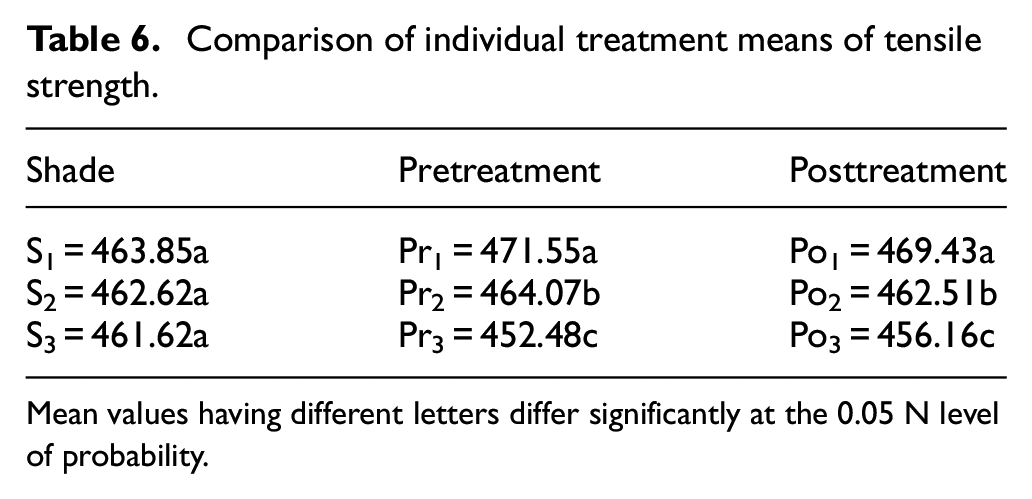
Mean values having different letters differ significantly at the 0.05 N level of probability.
Individual comparison of mean values for pretreatment time shows significant differences between the mean values. The maximum tensile strength was recorded for Pr1 (0 min) with the mean value 471.55 N followed by Pr2 (5 min) and Pr3 (10 min) with mean values 464.07 N and 452.48 N, respectively. These results showed that pretreatment has a significant effect on tensile strength. In a previous study Hashem et al., 30 reported that long time duration of irradiation has a negative effect on tensile strength. As the treatment time increases, the tensile strength decreases.
The individual comparison of mean values for posttreatment time shows differences between the mean values. The maximum tensile strength was recorded for Po1 (0 min) with the mean value 469.43N followed by Po2 (5 min) and Po3 (10 min) with the mean values 462.51 N and 456.16 N, respectively. This result showed that a posttreatment of 10 min also has a significant effect on tensile strength.
The graphical representation of tensile strength is presented in Figure 2.
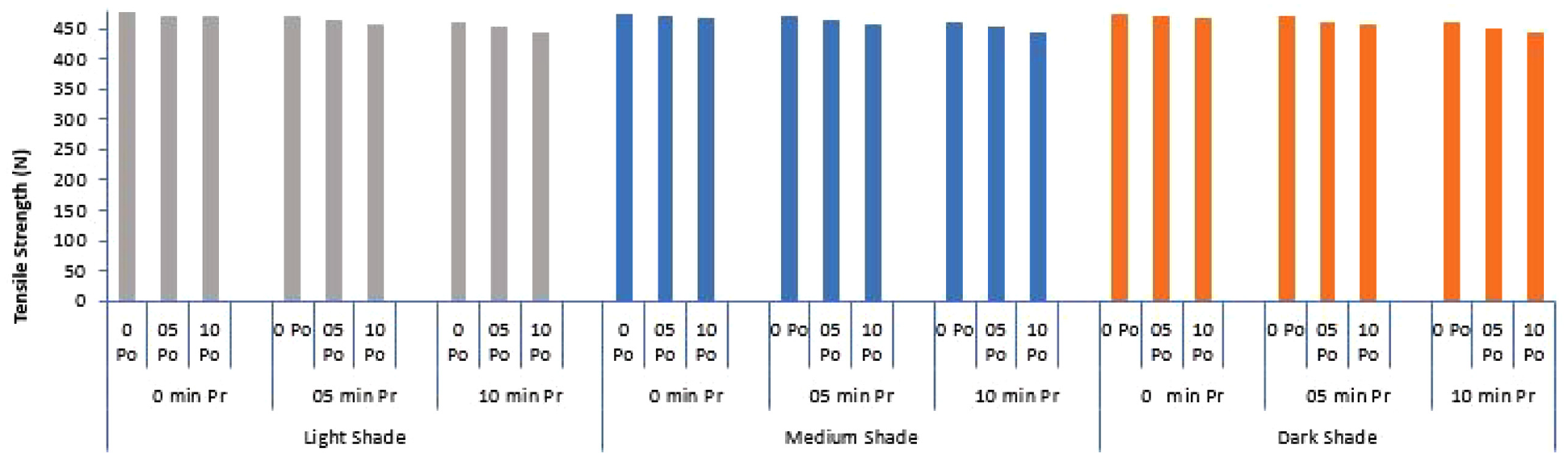
Tensile strength for direct-dyed cotton fabrics.
Color Fastness to Rubbing
The rubbing fastness of cotton fabric dyed with direct dyes and irradiated with microwave is presented in Table 7. The rubbing fastness of cotton fabric dyed with direct dyes was better after treatment with microwaves.
Rubbing fastness of direct dyed fabrics.
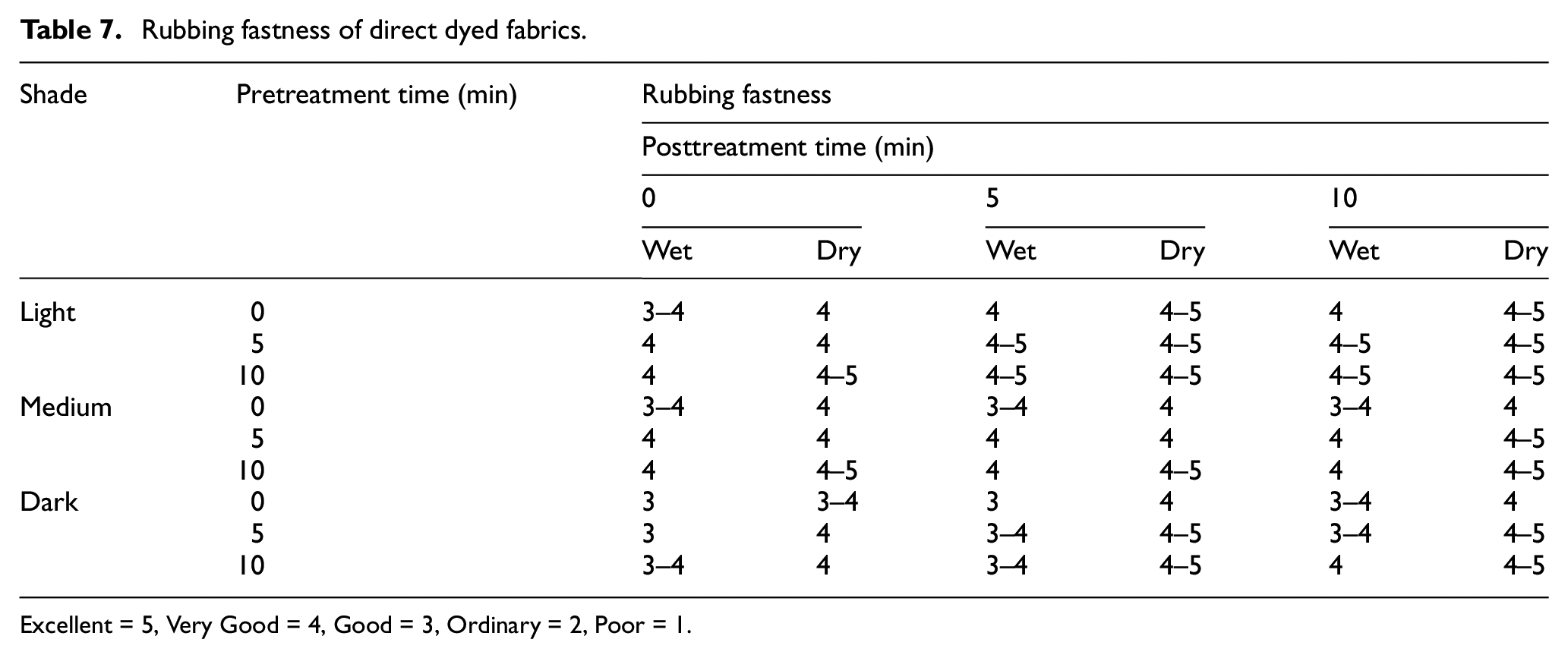
Excellent = 5, Very Good = 4, Good = 3, Ordinary = 2, Poor = 1.
The wet rubbing fastness of pre and post irradiated dyed fabric showed increased fastness results. It is noted that light shade readings have improved from 3–4 to 4–5, medium shade readings improved from 3–4 to 4 and dark shade from 3 to 4 after irradiation. In the case of dry rubbing fastness, there is also an increasing trend in pre and post irradiated dyed fabric results. It is noted that light shade readings have improved from 4 to 4–5, medium shade readings are same as for the light shade and dark shade readings have improved from 3–4 to 4 after irradiation. However, microwaves do not directly influence rubbing fastness. They affect the dyeing process parameters, such as temperature that are directly linked to fabric fastness properties. The use of microwave-assisted dyeing techniques only alters the kinetics of dye diffusion and fixation, potentially leading to different dye–substrate interactions.
SEM
SEM images of untreated cotton fabric, pre-treated cotton fabric and post-treated cotton fabric are presented in Figures 3–5 respectively.
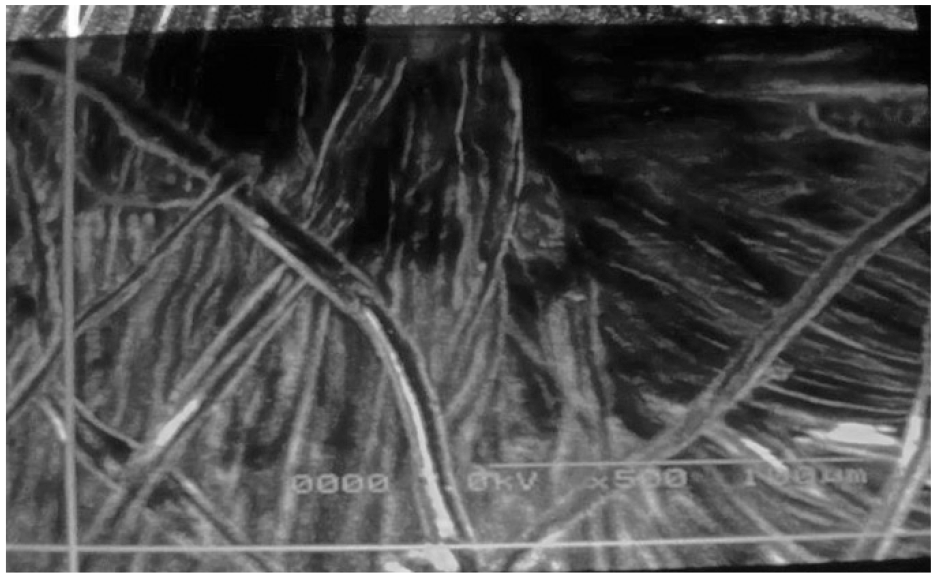
SEM of untreated cotton fabric.
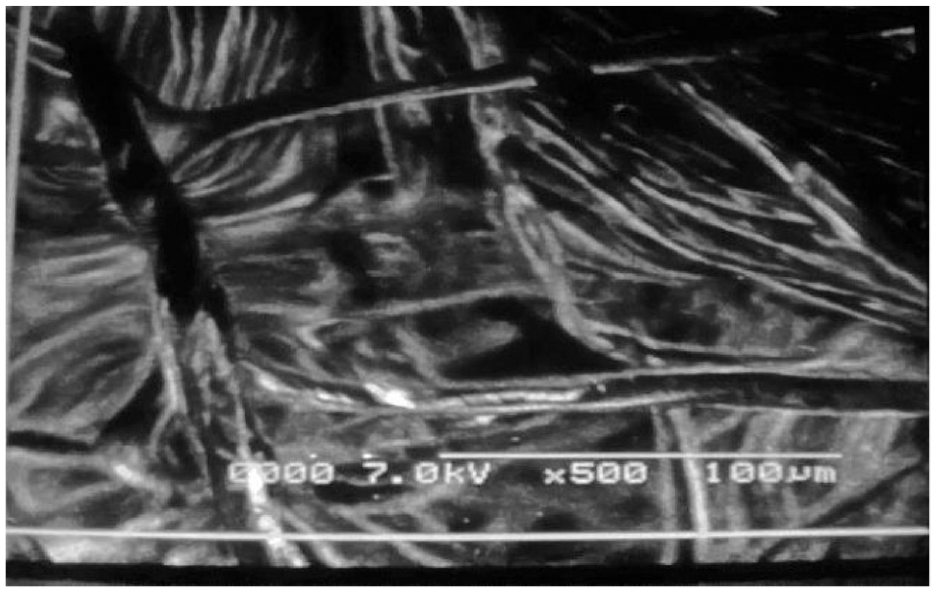
SEM of pre-treated cotton fabric at 5 min.
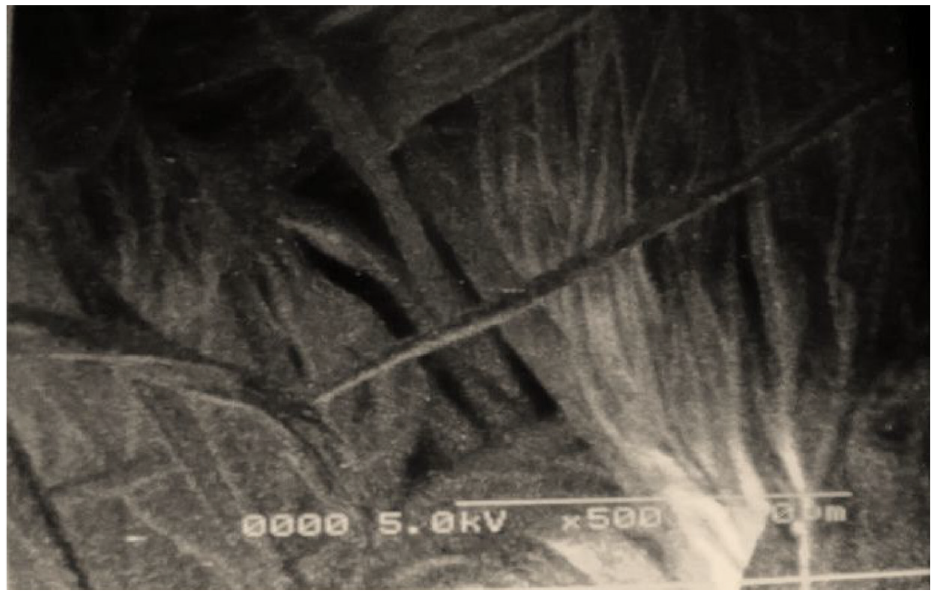
SEM of post-treated cotton fabric at 5 min.
It is reported that depending on the fiber type and microwave parameters, exposure to microwave irradiation can cause changes in the fiber morphology. This can include fiber shrinkage, melting, or deformation. It is important to control the exposure time and power to prevent excessive damage to the fibers. Microwave irradiation can cause the surface of fibers to become rougher. However, examination of SEM micrographs shows typical fibers with twisted smooth ridges and smooth surface characteristics whereas concave grooves are still present. These micrographs show that the selected time limit for pretreatment and posttreatment with irradiation has a minute effect on cellulose micro fibrils. The effect of irradiation on the fabric structure is depicted in Figure 6.

Effect of microwave irradiation on fabric structure.
Conclusion
It is concluded that the microwave irradiation process helps to open the polymer chains of the fabric, which in turn, allows for more dye molecules to be absorbed into the fabric. This causes a deeper and more intense color, compared to fabric that has not been irradiated. Moreover, irradiated samples lose their tensile strength. This is because the microwave radiation causes the molecular structure of the sample to be disrupted, leading to a decrease in the strength of the sample. In addition, the heat generated by the radiation can cause the sample to become brittle, further decreasing its strength. In the SEM images the sample surface shows that surface morphology is not affected by the irradiation. The irradiation helps to crosslink the dyes to the fabric fibers, thus making them more resistant to rubbing and other forms of wear and tear.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.