
Abstract
This research aims to reinforce the hand-feeling and washing fastness of anti-pilling and antistatic cashmere textiles based on a traditional “addition” technique. The technical proposal that effectively controls the distribution of polymer on cashmere textiles, based on foaming micro-coating technology, is studied and compared to prevent the superabundant polymer being fixed in the gaps between yarns/fibers and to ensure the graphene is semi-embedded in the membrane of “Table coating.” A couple of flexible hydrophilic anionic polyurethanes are used in micro-coating processing of cashmere purposefully. The effects of different coating technique on pilling, static, anti-ultraviolet, and washing resistance of coated cashmere textiles are studied. The results show that the semi-embedded graphene in the table coating membrane is meaningful to the static resistance. The pilling resistance of cashmere textile covered by polymer membranes is enhanced from grade 1–2 to grade 4–5 when the weight gain rate of “Bottom coating” polyurethane reaches 1.5% (o.w.f.), and its static voltage half-life decreases from 170 s to less than 2 s. In addition, the ultraviolet protection factor (UPF) value of coated cashmere is doubled, and anti-pilling and anti-static effects can withstand five washings.
Introduction
As we all know, the dyeing and finishing of textile fiber and its products is mostly processed by impregnation or coating techniques. However, for the film-forming polymer textile chemicals, this processing will inevitably fix the fabric structure and positional due to the bonding effect of polymers, resulting in the deterioration of the excellent natural style of textiles.1–6 Obviously, cashmere fiber cannot withstand such processing because of its soft, fluffy, and high elastic style.
The difficulties we have to face are that, for the surface chemical treatment of cashmere fiber, its dense and hydrophobic scale structure will not only make it easy to pill and accumulate electrostatic, but also prevent various chemicals from adhering to its surface.7–9 In other words, it is difficult to avoid the choice of impregnation or coating techniques based on polymers in order to give cashmere fiber certain washable anti-pilling and antistatic properties. 10
For this purpose, various new techniques were tried.
Mizerskaa et al. 11 used sol–gel technique to coat cotton fabric, in order to improve its antistatic properties, with organosilicon sol-containing dispersed graphene oxide (GO). Neves et al. 12 used the template transfer technology to transfer the graphene obtained by chemical vapor deposition (CVD) onto the fiber’s surface and embed the graphene into the yarns without affecting the flexibility of the fibers. Liu et al. 13 used polyurethane as a carrier and dispersion medium coating graphene and bismuth oxide on fabrics in a specially designed logical order to prepare composite-coated textiles. In addition, Wang et al. 14 prepared antistatic polyester fabrics by plasma pretreatment and a single-walled carbon nanotube (SWCNT) coating. Zheng et al. 15 prepared conductive copper film by electroless plating on woolen fabrics that were pretreated by supercritical fluid. Kim and coworkers16,17 treated textiles with water-based polyurethane (WPU)/GO dispersion to develop flexible functional textiles with excellent electrothermal properties.
In order to endow wool fabrics with anti-pilling and anti-felting properties, Shi et al. 18 dispersed chitosan in WPU emulsion and applied it to woolen fabrics. Kan et al. 19 applied large airflow plasma to treat woolen fabrics and studied the influences of different conditions on the pilling resistance of treated fabrics. In addition, Wan et al. 20 and Montarsolo et al. 21 prepared polysiloxane anti-pilling coating, with hexamethyldisiloxane as a precursor, on the surface of woolen knitted fabric by means of a capacitively coupled radio frequence (RF) discharge reactor.
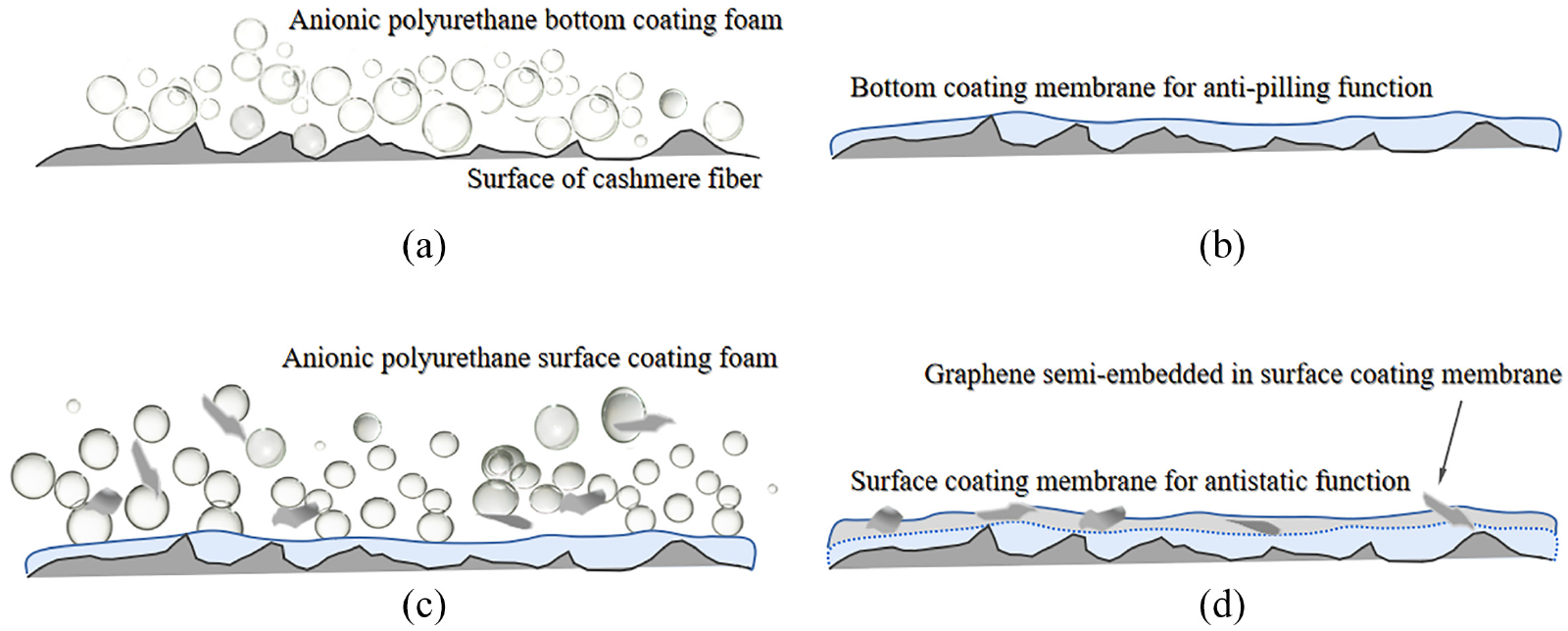
Schematic diagram of the combinatorial micro coating structure on the surface of cashmere fiber.
Obviously, in order to balance the function, hand-feeling, and durability of anti-pilling and antistatic cashmere textiles, it is necessary to effectively control the continuous distribution of film-forming polymer on the surface of cashmere fiber as thinly as possible and the partially bare distribution of graphene on the coating membrane.22–25 Therefore, this article designed the combination of polymer membranes on the surface of cashmere based on “Bottom coating (BC)” plus “Table coating (TC)” with anionic waterborne polyurethane (AWPU) (Scheme 1). The effects of different coating techniques on pilling resistance, static resistance, anti-ultraviolet (UV), and washable properties of coated cashmere textiles are studied.
Materials and Research Methods
Materials
Wool fabrics (1/2 twill, 219 g/m2) and nylon fabrics (plain, 180 g/m2) were supplied by Chinatex Corporation (Beijing, China). AWPU (25 wt%) and AS3 (25 wt%) were purchased from Guyin New Material Technology Co., Ltd (Shanghai, China). Graphene dispersion (1 g/L) was provided by XFNANO (Nanjing, China). Cellulose nanocrystal (CNC) was purchased from Wuhan Huanshou Fine Chemicals Co., Ltd (Wuhan, China). Graphite, sodium dodecyl sulfate, sodium alginate, acetic acid, hydrochloric acid, and sodium hydroxide were of analytical reagent (AR) grade and were obtained from Sinopharm Chemical Reagents Co., Ltd (Shanghai, China).
Surface Modification of Cashmere Knitted Textile
Preparation of CNC-Graphene (Mechanical Exfoliation Method)
The CNC-graphite powder mixture with different concentration ratios (1:2, 1:1, 2:1) was peeled off under the conditions of UP400S, pulse time 0.5 s, amplitude 70%, and ice-water bath using an ultrasonic probe cell pulverizer. After several times of stripping, the mixture was placed in a centrifuge and centrifuged at 4000 r/min for 2 min. If precipitation appeared, ultrasonic stripping was continued until there was no precipitation.
Foam Micro-Coating
The clean cashmere fabric was dried in a vacuum drying oven at 70°C to constant weight (m1). The foam coating was taken on the dried cashmere fabric using a small automatic film coating applicator FA-201/202D (Shanghai Fuan Enterprise, China) and then dried in a vacuum drying oven at 70°C to constant weight (m2). The foaming liquid formula is: AWPU or AS3 60 g/L, sodium dodecyl sulfate 7 g/L, and sodium alginate 7 g/L.
Addition Process
The clean and dried cashmere fabric (m1) was dipped in polymer emulsion (AWPU or AS3 20–80 g/L) at room temperature for 20 min and then dried at 90°C (m2). The weight gain rate (WGR) of polymer membrane should be controlled at about 1.5% (o.w.f.):

Performance and Structural Characterization
FTIR
Fourier-transform infrared spectroscopy (FTIR) was measured using a Nicolet iS5 infrared spectrometer (Thermo Scientific, USA) by potassium bromide tablet method at 25°C and the test range was 400–4000 cm−1.
SEM
An S-4800 scanning electron microscope was used in the surface morphology analysis. The cashmere fibers treated by different finishing techniques were gilded and observed.
TEM
A Joel-2100F transmission electron microscope (JEOL, Japan) was used in fabric surface morphology analysis with an accelerating voltage of 10 kV.
Supramolecular Structure Analysis
A TD-3300 X-ray diffractometer was used in supramolecular structure analysis: scan range 10–800, test voltage 40 kV, and test current 40 mA.
Thermal Performance Analysis
A TG-209 thermogravimetric analyzer was used in thermal performance analysis. The heating range was 50°C–600°C and the heating rate was 10°C/min.
Aqueous Dispersion Electric Properties
ZS90 nano particle size and Zeta potentiometers are used in hydro-dispersion electric properties analysis. The electrokinetic potential of the polymer emulsion and graphene dispersion were tested under different pH conditions adjusted with 1 mol/L hydrochloric acid or NaOH.
Emulsion Particle Size and its Distribution
A ZS90 nano particle size and a Zeta potentiometer were used in the emulsion particle size and its distribution analysis. The sample was diluted to 1 wt% and ultrasonically processed for 30 min at 25°C.
Pilling Resistance
The pilling resistance of treated cashmere fabrics was evaluated according to the standard method (GB/T4802.3-2008) at room temperature and 65% relative humidity.
Static Resistance
A FY342E-II fabric inductive electrometer was used in static resistance analysis according to standard method (GB/T12703.1-2008). The clean cashmere fabric was treated with polymer emulsion under the following conditions: bath ratio of 1:20 and 5% (o.w.f.) polymer emulsion.
Comprehensive Hand-Feeling
The treated cashmere fabric was moistened for 24 h at 20°C and RH 65%. The softness, elasticity, fluffiness, and drape styles of cashmere fabric were evaluated by a subjective touch evaluation method.
UV Resistance
The M284 UV transmittance and sunlight protection test system was used in UV resistance analysis according to GB/T18830-2009 “Textile-Evaluation for solar ultraviolet radiation protective properties”. The temperature was 20°C and the relative humidity was 65%.
Washing Resistance
According to GB/T8629-2017 “Textile-Domestic washing and drying procedures for textile testing,” the accompanying washing fabric was polyester.
Results and Discussion
Structure and Properties of Anionic Polyurethanes for BC and TC
According to the functional design of BC and TC polyurethanes, trifunctional polyether is applied to introduce intramolecular crosslinking in macromolecular BC and TC polyurethanes for their better film-forming ability. Compared with the BC polyurethane, higher proportions of polyethylene glycol (PEG) chains are designed in the macromolecular structure of the TC polyurethane in order to improve the moisture recovery performance of cashmere fiber and show a better static resistance.
In Figure 1(a), the medium-strength absorption peak at 3440 cm−1 is attributed to the stretching vibration of N–H in the carbamate groups, and the absorption peaks at 2918 cm−1, 2936 cm−1 and within the scope of 1150–1465 cm−1 are caused by the stretching vibration and bending vibration of C–H groups in the polymers, respectively. The absorption peaks near 1658 cm−1, 1650 cm−1 and 1577 cm−1 and 1750 cm−1 can be attributed to the stretching vibration of C=O and bending vibration of N–H in carboxyl and carbamate groups, respectively. The absorption peaks at 1104 cm−1 and 1133 cm−1 are attributed to the stretching vibration of C–O–C in polyether segments. Obviously, the C–O–C stretching vibration absorption peak of TC polyurethane is significantly stronger, which is due to the higher proportion of PEG chains in its molecular structure.
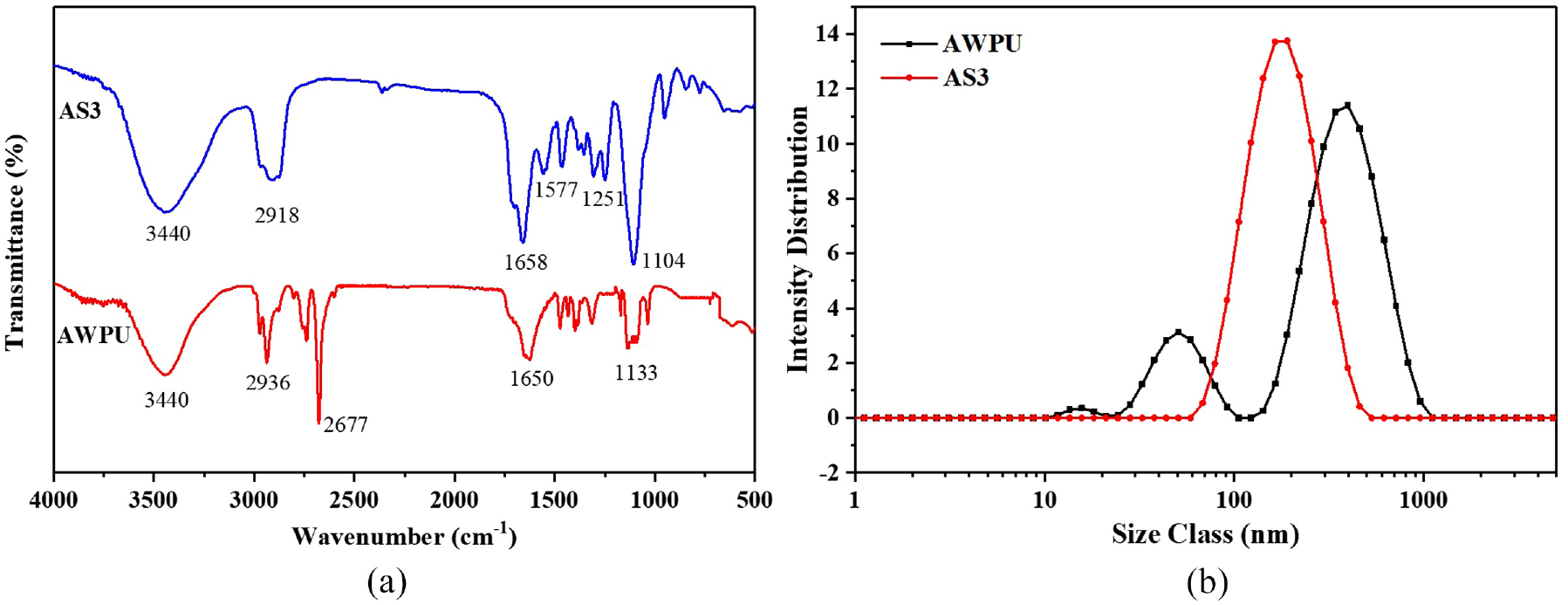
Infrared spectrum of BC and TC polyurethanes (a) and particle size analysis of BC and TC polyurethane emulsion (b).
Obviously, the molecular structure differences between BC and TC polyurethane are also reflected in their emulsion particle size and particle size distribution. According to Figure 1(b), the average particle size (160.3 nm) of anionic TC polyurethane emulsion is distinctly smaller than that of BC polyurethane emulsion and shows a unimodal distribution because of its better hydrophilicity, which will be helpful to TC polyurethane emulsion to form the finer foam and uniform TC membrane. 26 Of course, the larger average particle size (267.1 nm) of BC polyurethane emulsion is perhaps not a bad thing, because the polymer emulsion with such a particle size tends to form larger foams, which is helpful to inhibit the distribution of the BC foam in the gaps between fibers and yarns. Certainly, this is very beneficial to the natural hand-feeling of cashmere fiber. 27
In this article, the BC polyurethane pursues the film-forming ability and the TC polyurethane pursues the antistatic property. According to Table 1, the static voltage half-life period of cashmere treated by AWPU or AS3 is reduced from 174.9 to 35.2 s or 18.0 s. Distinctly, both the anionic polyether polyurethanes we prepared possess a clear antistatic function because of their moisture absorption ability, which is derived from the hydrophilicity of the polyether chains in their macromolecules structure. The TC polyurethane showing a better static resistance because of its hydrophilic PEG chain is stronger than that of polyether in BC polyurethane.
The static resistance of anionic BC and TC membranes.
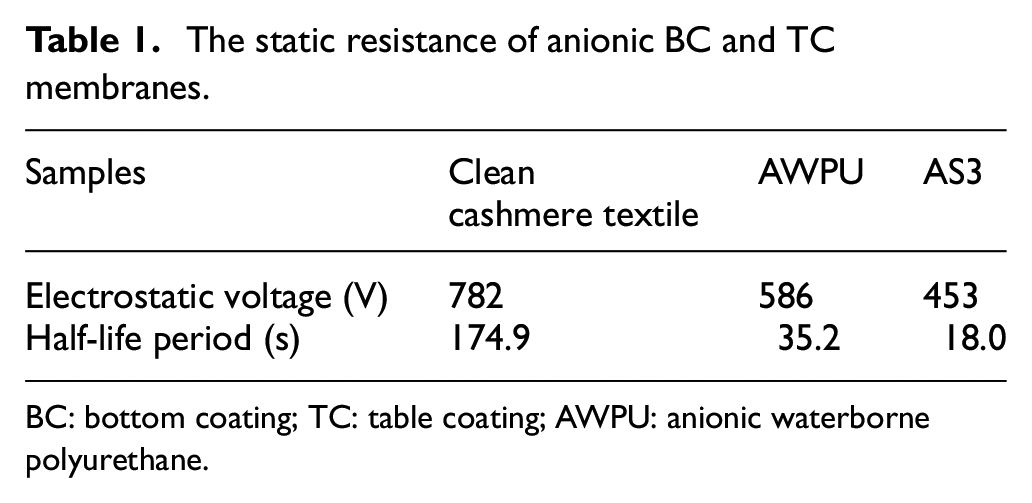
BC: bottom coating; TC: table coating; AWPU: anionic waterborne polyurethane.
Structure of Graphene and Properties of its Dispersion Liquid
In order to obtain graphene with an intact structure and excellent electrical conductivity under different ratios of cellulose nanocrystal (CNC) to graphite powder, ultrasonic stripping processing was applied to prepare a group of graphene samples.
According to Figure 2(a), it can be seen that the stretching vibration peak of –OH (3428 cm−1) in pure graphite powder should be caused by the fact that the purchased graphite powder contains a small amount of oxygen-containing groups. The absorption peak around 3428 cm−1 is the stretching vibration peak of –OH in CNC. And the absorption peaks at 2943 cm−1 and 1050 cm−1 are the stretching vibrations of –CH2 and C–O, respectively. The absorption peaks at 1388 cm−1 and 1190 cm−1 may be the stretching vibration peaks of S=O, which is because of the remaining sulfonic groups in the CNC prepared by sulfuric acid hydrolysis technique. The absorption peak of 1632 cm−1 is attributed to the stretching vibration of C=C.
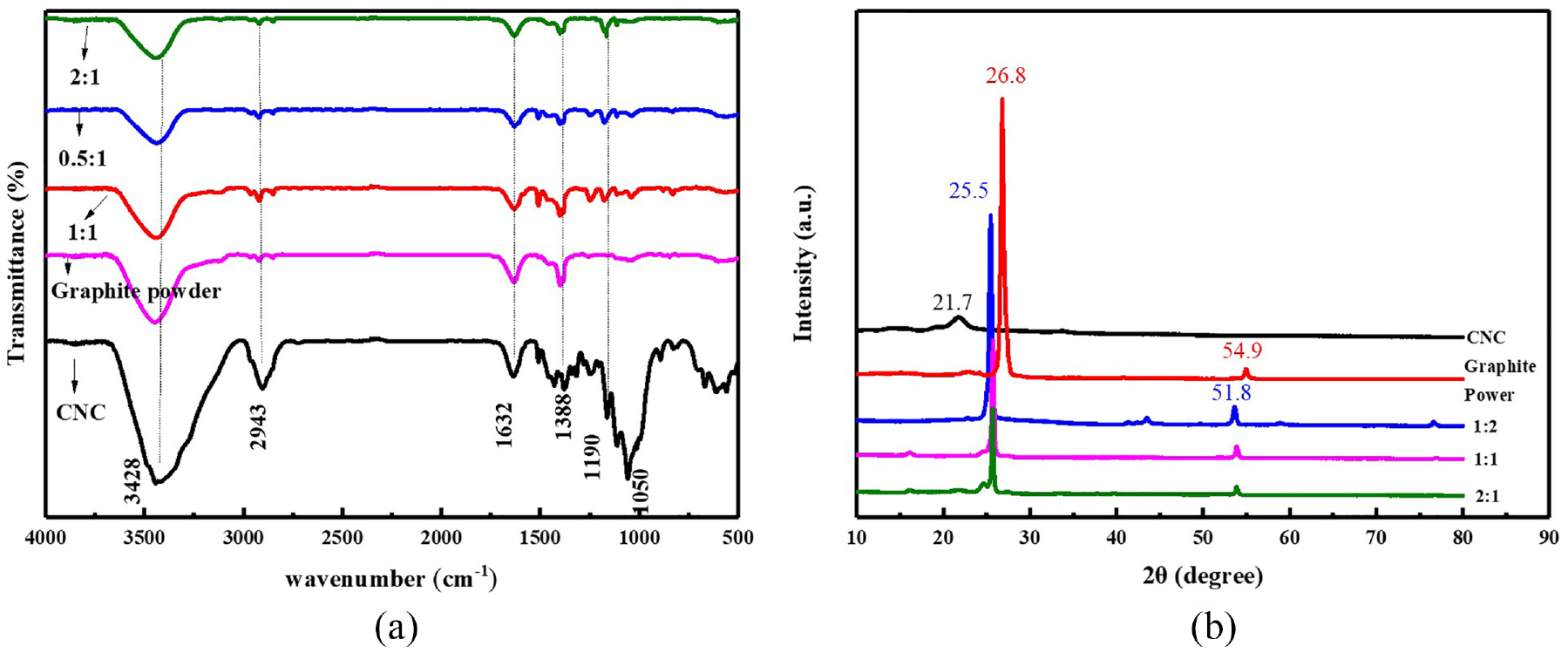
FTIR spectrum (a) and X-ray diffraction spectrum (b) of CNC, graphite powder, and CNC-graphene.
According to Figure 2(b), the crystallinity of the graphite powder is very strong, showing a sharp diffraction peak at 2θ = 26.8°. 28 When graphene is prepared by ultrasonic stripping, the intensity of crystallization diffraction peak of graphite powder decreases gradually with the ratio of CNC increasing, that is, the higher the ratio of CNC, the higher the efficiency of graphite powder peeled, which signifies lower crystallinity. 29
From the above analysis, the position of the specific infrared absorption characteristic peak of the graphene stripped and dispersed by CNC did not shift and its crystallinity decreased significantly, under the action of high-frequency ultrasound, indicating that the graphene prepared by the physical stripping method is not only fully stripped but also basically free from oxidative damage. 30
First, the more the CNC is used, the greater the mass loss for the sample, and the mass loss rate (MLR) of CNC is about 80.7% when the temperature reaches 800°C (Figure 3(a)). However, the graphite powder has almost no mass loss even when the temperature approaches 800°C. Second, the MLRs of the samples are 18.7%, 30.1%, and 63.2%, respectively, with ratios between CNC and graphene of 1:2, 1:1, and 2:1. That is, the MLR of samples is constantly increased with the increase of CNC proportion in samples because of the content of organic structure in these samples is higher and higher. Among them, due to the higher content of graphene in the Sample 1:2 and Sample 1:1, the residual mass does not change and the total weight loss is significantly smaller when the temperature exceeds 450°C.
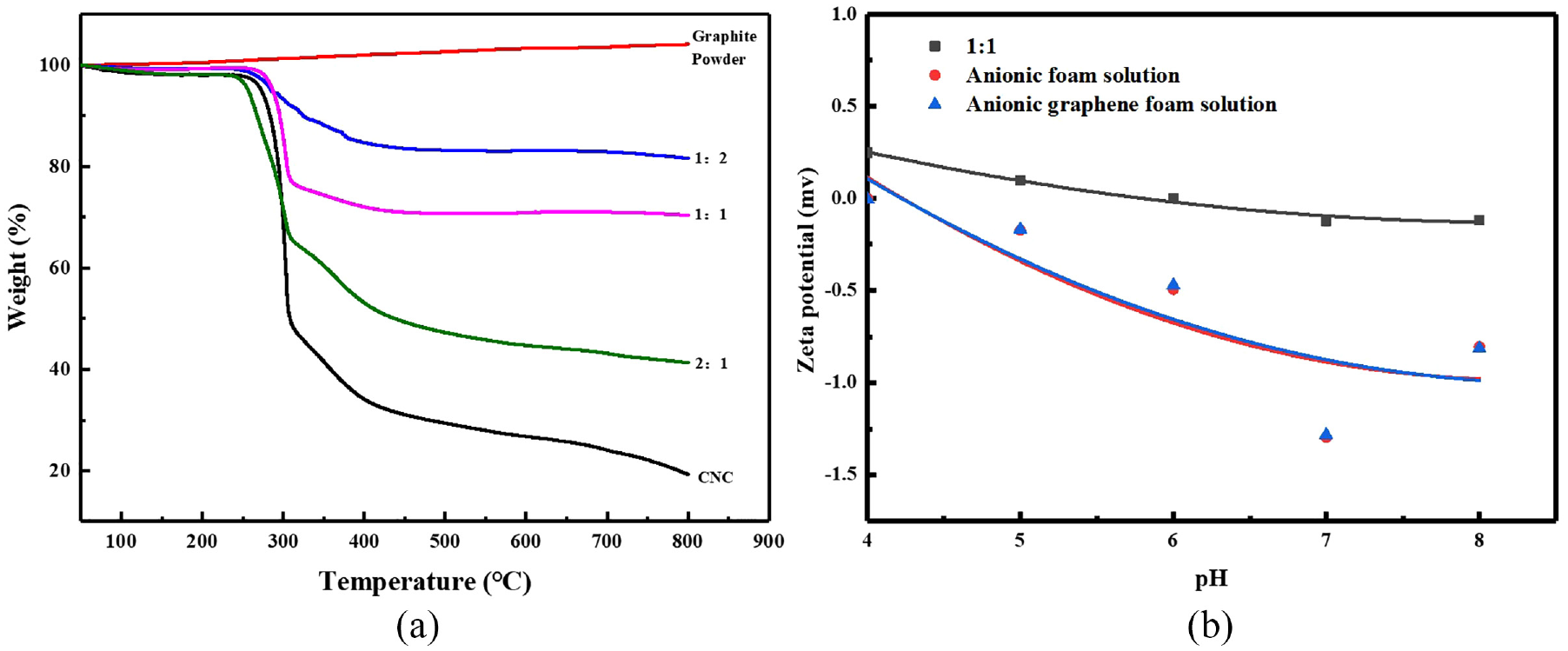
TG spectrogram of CNC, graphite powder, CNC-graphene (a) and effect of pH on the Zeta potential of anionic foaming solution (b).
What is noteworthy is that, according to our calculation, the MLR of CNC-graphene at 1:2, 1:1, and 2:1 should be, respectively, 26.7%, 40.4%, and 53.4% if the contribution of CNC weightlessness is subtracted from the total weightlessness of CNC-graphene samples. Clearly, the graphene prepared in this article is mixed with a certain amount of CNC. The higher the proportion of graphite powder in CNC-graphite, the less CNC is “wrapped” in the CNC-graphene. Especially, the MLR of CNC-graphene is 63.2%, which is higher than the theoretical value of 53.4% when the ratio of CNC:graphite powder is increased to 2:1, which indicates that the excessive amount of CNC may lead to oxidation damage to graphene. This suggests that although the low amount of CNC is beneficial to preparing lossless graphene, it is not conducive to the effective peeling of graphite powder.
It can be seen from Figure 3(b) that the electrokinetic potential of the self-made graphene dispersion is almost zero within the range of pH 5–8, which indicates that the graphene prepared under the ratio of CNC to graphite powder is 1:1 and has almost no oxidation damage, which will surely benefit its electrical conductivity. 31 The electrokinetic potential of TC foaming solution (AS3 60 g/L, sodium dodecyl sulfate 7 g/L, sodium alginate 7 g/L, and graphene dispersion 0 or 0.56 g/L) shows weak negative and almost no difference regardless of whether graphene is dispersed in TC foaming solution or not, which demonstrates that self-made graphene has a complete ring structure. 32
Micro-Coating Finishing of Cashmere Fabric Based on BC and TC Polyurethanes
Construction of Composite Coating and Pilling Resistance of Cashmere Fabric
According to the relevant discussion in the preface of this article, the BC and TC of cashmere fiber and how to organize the two layers of coating have an important influence on their anti-pilling and antistatic functions. In order to clarify the BC, TC, and their organization, which is meaningful for better and washable finishing effects of cashmere fabric, we designed the tests shown in Table 2.
The pilling resistance of cashmere fabric treated with different BC, TC, and their organization.
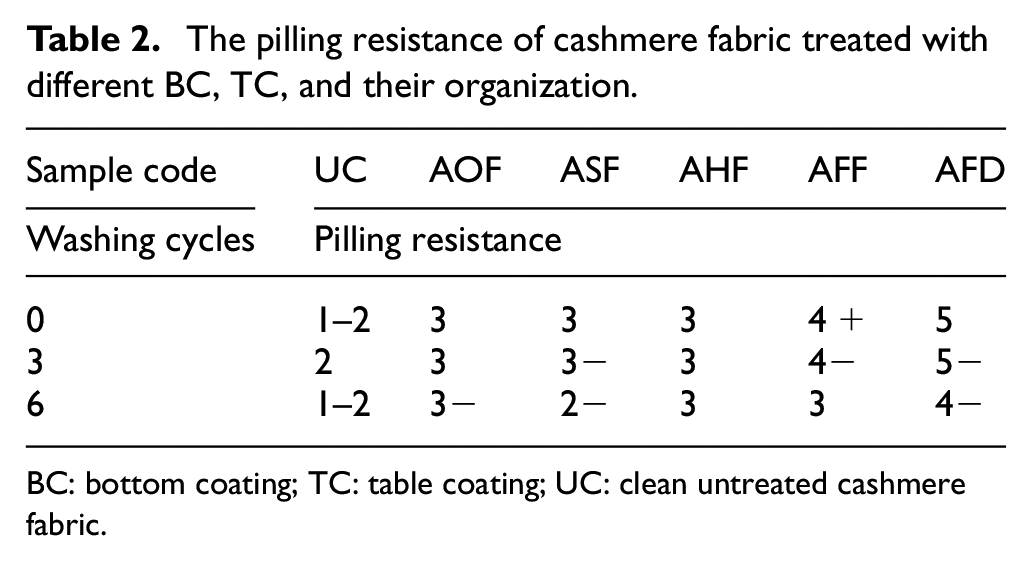
BC: bottom coating; TC: table coating; UC: clean untreated cashmere fabric.
In Table 2, “AOF” means foaming BC (AWPU 60 g/L, sodium dodecyl sulfate 7 g/L, sodium alginate 7 g/L), “ASF” means foaming TC (AS3 60 g/L, sodium dodecyl sulfate 7 g/L, sodium alginate 7 g/L), “AHF” means foaming BC subjoining foaming TC (AS3 0 g/L, graphene dispersion 0.6 g/L, sodium dodecyl sulfate 7 g/L, sodium alginate 7 g/L), “AFF” means foaming BC subjoining foaming TC (AS3 60 g/L, graphene dispersion 0.6 g/L, sodium dodecyl sulfate 7 g/L, sodium alginate 7 g/L), and “AFD” means foaming BC subjoining dipping TC (AS3 60 g/L, graphene dispersion 0.6 g/L).
According to the pilling resistance of treated cashmere fabric shown in Table 2, compared with the UC and AOF columns, BC processing has great significance for the pilling resistance of cashmere fabric. The pilling resistance of BC processed cashmere fabrics can be improved from Grade 1–2 to about Grade 3 and shows a certain washing resistance. However, by the comparisons between UC and ASF columns and between AHF and AFF columns, it is found that TC has a positive effect on pilling resistance of cashmere fabrics, but its effect is obviously weaker than that of BC, which is because the TC polyurethane is designed to be strongly hydrophilic. The comparison between AFF and AFD columns shows that AFD is more beneficial to the full coverage of fiber scales by polymer, but it cannot avoid the “bonding” effect of polymer on fiber and yarn, resulting in significantly worse hand-feeling of cashmere fabrics.
Therefore, for the anti-pilling finishing of cashmere fabrics, “foaming BC subjoining foaming TC” is the best technical scheme choice, and the pilling resistance of treated cashmere fabrics can be improved from Grade 1–2 to Grade 3–4 and shows a better washing resistance.
Construction of Composite Coating and Static Resistance of Cashmere Fabric
According to the comparison between column UC and column AOF, the pilling resistance of treated cashmere fabric in Table 3 clearly shows that the BC processing has certain significance in improving the antistatic performance of cashmere fabric. The static voltage half-life of samples in this column can be reduced from 169.7 to 37.4–116.2 s and shows a certain washing resistance. However, by comparing UC, ASF and AHF, AFF columns, it is found that TC processing has a more positive effect on the antistatic properties of cashmere fabric because the TC polyurethane is designed to be more hydrophilic.
The static resistance of cashmere fabric treated with different BC, TC, and their organization.
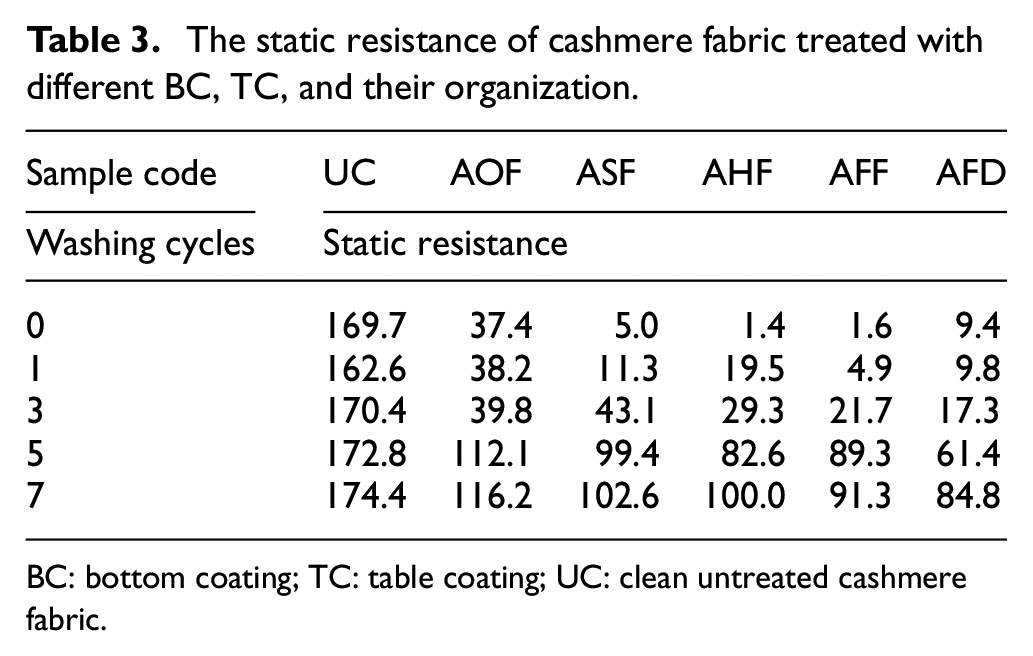
BC: bottom coating; TC: table coating; UC: clean untreated cashmere fabric.
In particular, the comparison between AFF and AFD shows that the dipping processing cannot avoid the cementation between fiber and polymer, caused by the nature of TC polyurethane. And the cementation not only worsens the hand-feeling significantly, but also has no attribute to the antistatic performance of cashmere. According to the AFD column, the static resistance of cashmere is poorer, but its static resistance is better than that in the AFF column after the samples are washed several times. This should be due to the fact that the graphene in the AFD processing is completely covered by TC polyurethane, and washing helps expose the TC-covered graphene.
It can be seen that “Foaming BC + Foaming TC @ half-wrapped graphene” is the best technical solution for the anti-pilling and antistatic composite finishing of cashmere textiles. The half-life of the treated cashmere fabric can be reduced from 169.7 to 1.6–91.3 s and shows a better washability.
Construction of Composite Coating and Thermal and UV Resistance of Cashmere Fabric
The above analysis and opinions on the relationship between pilling resistance, static resistance of treated cashmere fabric, and how to organize the bistratal coating can be confirmed by their UV resistance (Figure 4(a)), which does not need to be repeated. However, the UV resistance of cashmere fabric treated with different BC and TC processing is relatively unconsidered because cashmere fabric usually has better UV resistance. 33
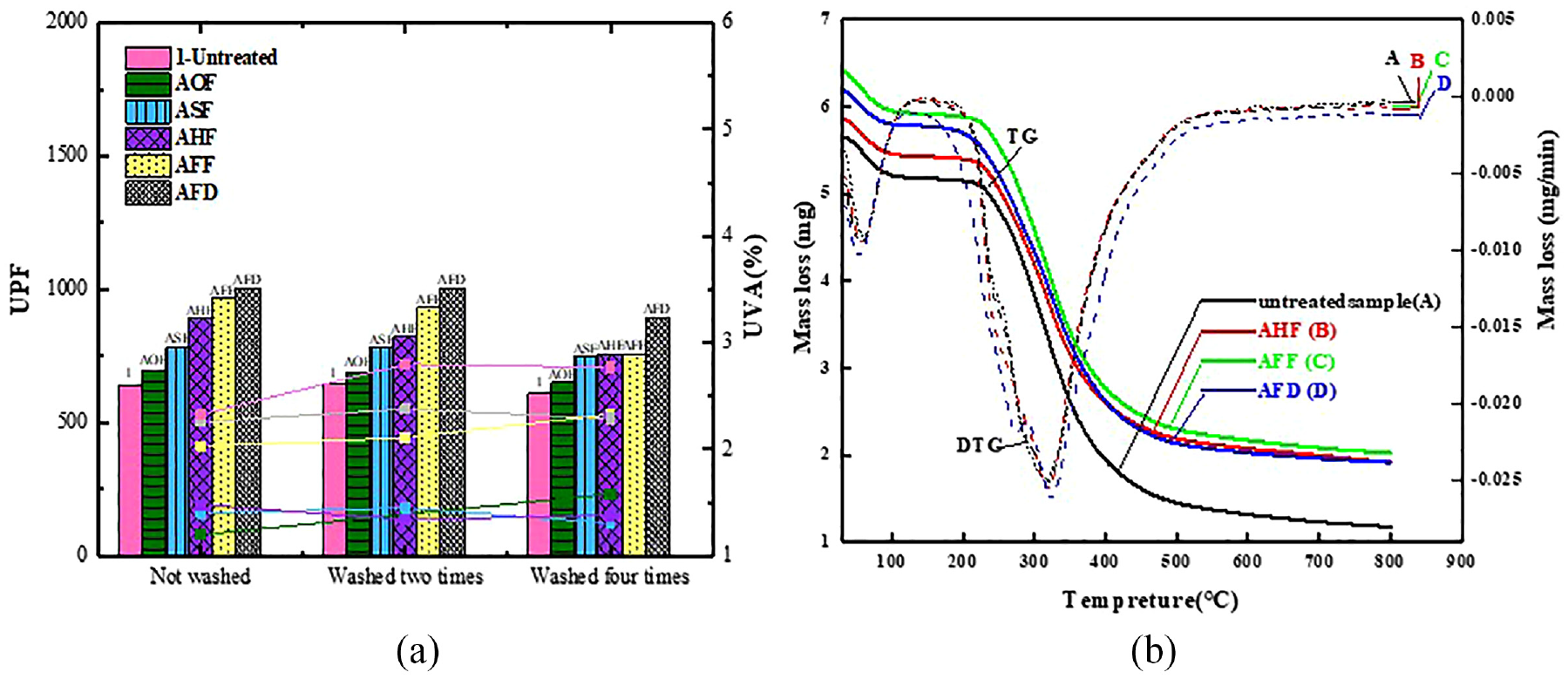
UV resistance of bistratal coated cashmere fabric (a) and thermal resistance of bistratal coated cashmere fabric (b).
According to Figure 4(b), the mass loss of samples treated with different BC and TC processing before 100 is attributed to the volatilization of their moisture regain. The mass loss in the range of 200–400°C is mainly caused by the thermal decomposition of cellulose nanocrystals and polyurethane coating. Therein, the mass loss in the range of 260–350°C is mainly caused by the thermal decomposition of carbamate and cellulose nanocrystals and that in the range of 350–450°C is caused by the thermal decomposition of polyether polyols in polyurethanes. In the range of 450–800°C, only the untreated cashmere has a mass loss due to its higher content of organic structure, while the residual mass of cashmere coated with graphene has no significant change, which is due to the excellent thermostability and thermal conductivity of graphene distributed on the surface of the cashmere fiber.
Morphology of BC Membrane on Cashmere Fiber Surface
The morphologies of BC membrane on the surface of cashmere fiber treated by different processing clearly support the relevant analysis and views mentioned in this article (Figure 5(a)–(c)). As expected, the cashmere fiber’s scales are not only fully covered after foaming processing but also their structure is clear and intact.
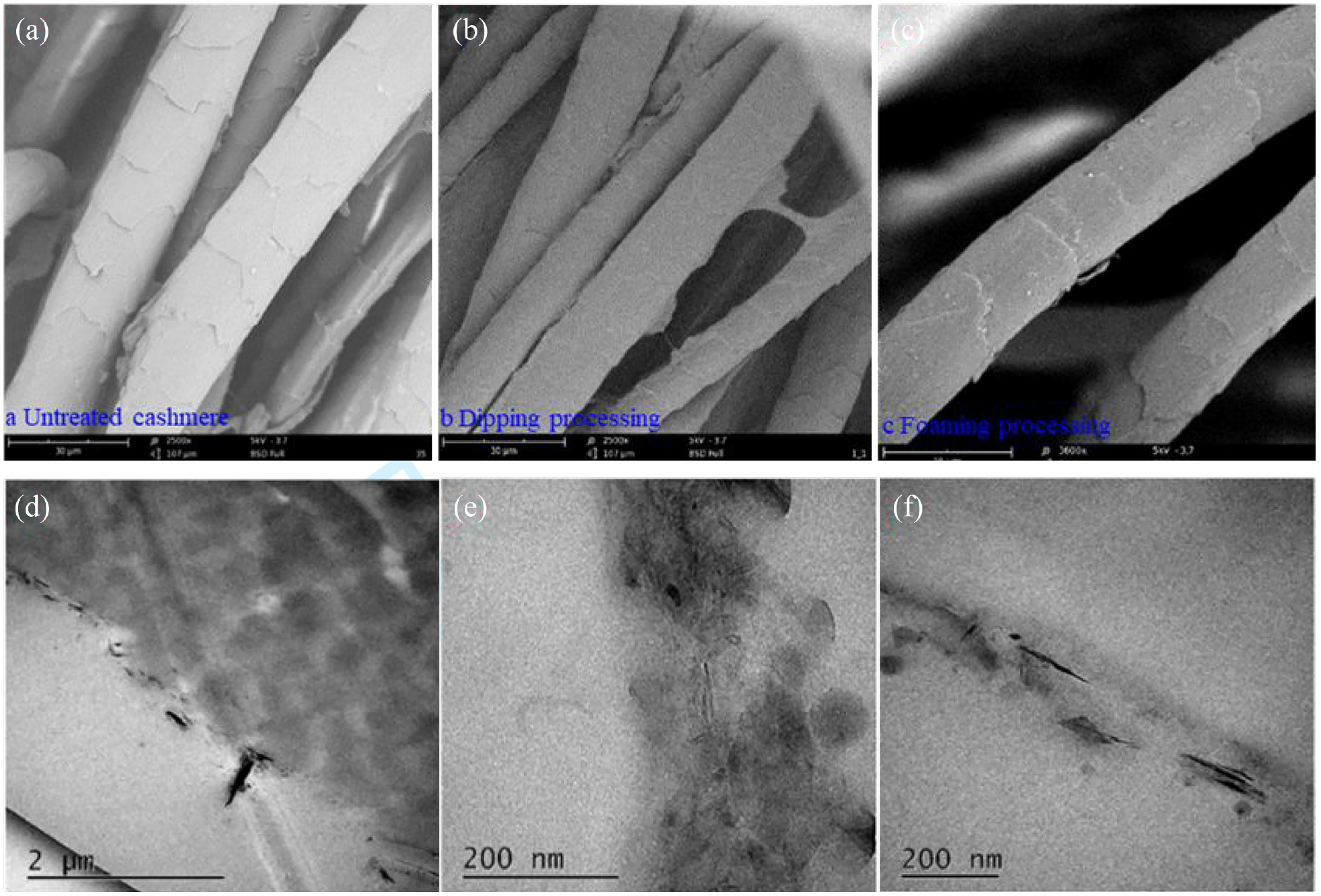
SEM of cashmere fiber surface after different BC processing: untreated cashmere (a), dipping processing (b), and foaming processing (c). TEM of cashmere fiber surface after different TC processing: AHF (d), AFD (e), and AFF (f).
Figure 5(d)–(f) clearly shows the full wrapping effect of Process AFD on graphene, while Process AFF has a clear semi-wrapping effect on graphene. This further proves that it is reasonable and feasible for anti-pilling and antistatic finishing of cashmere fabric based on the technical solution of “Foaming BC + Foaming TC @ half-wrapped graphene.”
Conclusion
Graphene was prepared by an ultrasonic peeling technique. The higher the ratio of CNC to graphite powder, the more sufficiently the graphite powder was peeled. When the ratio of CNC to graphite powder was 1:1, graphene was not only fully exfoliated but also no oxidation damage occurred.
The graphene prepared by the ultrasonic stripping technique has a certain amount of wrapped CNC in graphene, and the higher the proportion of graphene powder in “CNC-graphite powder,” the less CNC wrapped in the graphene is obtained. Excessive CNC in “CNC-graphite powder” may lead to oxidation damage to graphene and lesser CNC is beneficial to obtain pure and lossless graphene, which is not conducive to the effective peeling of graphite powder.
The BC and TC are of great significance to the improvement of pilling and static resistance of cashmere fabric, respectively. The “Foaming BC + Foaming TC @ half-wrapped graphene” is the best technical solution for the anti-pilling and antistatic composite finishing of cashmere textiles. The anti-pilling grade of cashmere fabric can be improved from 1–2 to about 4, and the static voltage half-life can be reduced from 170 to 2–30 s, accompanying a better washing resistance.
Cashmere fabrics treated with “Foaming BC + Foaming TC @ half-wrapped graphene” can show excellent UV resistance. At the same time, the scales of the cashmere fiber are completely covered, and the gaps in the fabric are not sticky. Consequently, the natural style of cashmere can be effectively protected.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Key R&D program of Hubei Provincial Science and Technology Department (Project No. 2021BAA209), Hebei Province high-tech generic key technology research and application demonstration project (Project No. 18211407D), Open fund project of Hubei Province Key Lab of Biomass-fibers and Eco-dyeing & Finishing (Project No. STRZ202128), and Guiding Project of Department of Education of Hubei Province (Project No. B2021102).