
Abstract
Denim-like knitted fabrics are getting popular for their several favorable properties, such as flexibility, comfort, and ease of manufacturing. This study aimed to manufacture knitted denim fabrics made from various blend ratios of cotton, polyester, and spandex fibers. Seven fabrics with a fiber blend ratio ranging from 95% cotton/5% spandex to 30% cotton/65% polyester/5% spandex were developed using a weft circular knitting machine. First, the twill effect of the knitted denim fabric was brought by following a cross terry knitting structure to produce each fabric sample of this study. After that, the fabric performance was analyzed by characterizations, such as areal density, pilling and abrasion resistance, dimensional stability, stretch, and recovery, tear strength, bursting strength, air permeability, vertical wicking, liquid absorbency capacity, and different colorfastness tests. The results showed that different cotton, polyester, and spandex fiber compositions did not significantly affect knitted denim fabrics’ weight per unit area, abrasion resistance, and different color fastness properties. However, the elongation and vertical wicking test data showed that the knitted denim fabrics with a higher cotton fiber ratio were better. However, the results from shrinkage, spirality, pilling, recovery, strength, air permeability, and liquid absorbency capacity tests revealed the benefits of having a higher polyester fiber ratio in the cotton/polyester/spandex blended knitted denim fabrics. One-way analysis of the variance test was also performed on the generated data of this study and reported in the respective section of the article.
Introduction
Denim has become so ubiquitous worldwide that it has become almost synonymous with modern style since the mid-19th century. 1 Nowadays, it has dominated the world through its spectacular fashion appeal, and this style of fabric is available in a wide range of shapes, designs, and washes to adapt to today’s speedy fashion trends. Originally, denim is, by definition, a twill weave, a subtle diagonal pattern where the denser fabric itself is warp-facing, meaning the warp yarns are prominent on the front or right side of the fabric, and a white thread called the weft is shot back and forth from the entire length of the loom creating the denim pattern.2–4 Traditionally, the prominent color used in the warp yarn is an indigo dye; the same depth of the shade is produced using different concentrations of indigo on the weight of yarn in different areas of the world. 5 These woven denim fabrics are highly durable and dimensionally stable and have a less extensive effect on body movement. However, woven denim fabrics yield to wrinkling and are often less extensible, mainly when constructed without any spandex fiber. 6
A new trend, “Denim,” like knitted fabric, came to light, having the same appearance as woven denim but containing the characteristics of a knit fabric, such as flexibility, softness, wrinkle resistance, user-friendliness, and comfort. 7 More than that, knitted denim fabrics not only have elasticity and provide freedom of movement, but they also have good fabric handling and breathability properties. Even though indigo knits have been around for a long time, demand for them surged when the jeggings trend in woven denim became mainstream. Initially, woven denim fabrics were used to make highly tight jeggings. Hence the need for additional comfort was felt highly in addition to retaining a denim look, and this offered an opportunity for knit-based fabrics, often known as knit denim, in a shot. 7 A survey carried out on children’s denim products revealed that both parents and children prioritized comfort, softness and easy care, lightweight, and fabric quality, and these requirements can be filled with knit-based denim. 8 This demand of the consumers leading knitted denim to become popular instead of woven denim rapidly captures new business opportunities. Knitted denim offers numerous advantages compared to its woven counterpart, where comfort is the most common feature. 9 Knitted denim fabrics mold and move easily with body movement, and their stretchability is decent. They resist wrinkles and drape very well. 10 Compared to woven thick fabrics, knit fabrics are notably thinner, whereas air permeability is greater in knit fabrics.
In recent years, multifarious approaches have come off to modify the structure of denim to boost comfort properties and aesthetics. 11 For instance, Gokerneshan et al. 12 produced different knit structures with indigo-dyed yarns and found that float-plated and two-thread fleece diagonal structures closely simulate woven denim appearance. However, their research did not provide detailed information regarding manufacturing the fabric, which is essential for the work’s reproducibility. The research was also carried out using four different denim structures, such as 3/1 right-hand twill, woven-knit loop, twill knit, and rib-knit denim, maintaining the same weight per unit area to investigate their comfort comparison. Among them, woven-knit loop denim exhibited better mechanical properties, particularly more flexibility, softness, and warmth (inner surface) properties than woven denim. Similarly, previous studies have explored the comfort properties of knitted-like denim fabric made from cross terry structure (2/1 terry and 3/1 terry) along with four different fiber combinations—cotton, polyester, flax, and polypropylene. 13 Moisture management and air permeability properties were found to be the best in the fabric produced from the flax/polyester fiber composition compared to the other two fabrics. However, its thermal test showed the average result. In addition, the study did not investigate the change in knit denim properties while changing the fiber content percentage in the fabric, which is very important when it is considered for commercial applications. Another study was conducted on 100% cotton fiber-based, knit denim and woven denim fabrics to differentiate the functional properties of these two types of fabrics. The findings from this study also revealed the better comfort (moisture management, air permeability, and thermal properties) of knitted denim than the woven denim fabrics. 14
Nevertheless, there has always been a firm question about the durability of knit denim compared to woven denim. If knit-based denim fabric has to take the place of woven-based denim, it must gain the same durability as traditional denim. According to available previous research, denim-viewed knitted fabrics have similar characteristics to woven denim fabrics. Still, the strength of woven denim fabrics is higher than that of denim-viewed knitted fabrics. 15 Therefore, the physical properties of knitted-like denim fabric are also an important consideration while developing the fabric. Following that, a few researchers worked with knitted-like denim fabrics’ mechanical and comfort properties. A research study performed by Değirmenci, and Çelik 16 looked over the interconnection between the extension and bursting properties of the denim-like knitted fabrics produced by cellulose fibers. Following their test result, the longitudinal extension of the samples was significantly high, so that the clothes that would be produced using these fabrics could hold the burst pressure without creating any holes.
Some studies were done on imparting denim-like shades using reactive dyes on knitted denim structured fabric and washing effects as well. For instance, several authors have presented a new dyeing technique, placing greige yarn in one feeder and bleached yarn in another feeder and then dyeing with solid reactive dye, generating a new washing effect. 17 However, Değirmenci and Çelik 18 conducted their research on knitted denim fabrics’ dimensional stability and other properties of concern after laundering. According to their study, denim-like knitted fabric manufactured using polyester or blended yarn as the fleecy yarn was quite suitable to design a dimensionally stable fabric because these types of fabrics were resistant to laundering more.
Apart from all this dedicated knit-based denim fabric research, numerous research works have been completed on two- or three-thread fleece fabric, which is of a similar construction to knit denim fabric. For example, Rassel and Hoque 19 showed in their study that the dimensional behavior of two-thread fleece knit fabric depends on fabric structure, fiber types, and yarns. In another major study, Badr and El-Nahrawy 20 developed nine 3-thread fleece fabrics using different composition materials (100% Tencel, Tencel STD, Bamboo, and Egyptian cotton) to investigate the moisture-related properties of knitted denim fabrics, such as water vapor permeability, water take-up percentage, air permeability, drying time, color difference, and water immersion time. In accordance with their fabric development, face and fleecy yarns had separate composite materials for each fabric. They found that fabric with regenerated yarn in both the face and fleecy was highly significant for water vapor permeability and color difference. However, fabrics that combined both cotton and regenerated fiber were significant for water take-up percentage and water immersion time. Besides, the air permeability of the fabric increased as the fabric became thinner; therefore, their air permeability was found higher in fabrics knitted with Tencel STD face yarn/Tencel LF fleecy yarn. Farha et al. 21 found that three-thread fleece fabric with only cotton fiber stood for good pilling properties, whereas fleece fabric with polyester and viscose had higher gram per square meter (GSM) and bursting strength. In a comprehensive study of fabric’s dimensional study, Sitotaw 22 revealed that the presence of an elastane yarn significantly influences the dimensional characteristics of single jersey, 1 × 1 rib, interlock, single pique, and fleece knitted fabrics and dimensional properties. In addition, their finding ascertains that loop length, wales per centimeter, courses per centimeter, stitch density, tightness factor, take-up rate, and loop shape factor properties of knitted fabrics are interrelated with each other; once one property is affected, others are influenced accordingly. A comprehensive study was carried out on the dyeing and finishing parameters of two-thread fleece-knitted fabric, whereas the fleece fabric’s weight, shrinkage, spirality, and color fastness properties were studied. 23 They concluded that fabric weight increased along with color and lightfastness because of increasing shade percentage, whereas the spirality, wash, and rubbing fastness dropped.
From the concept and work of all the above research, it was realized that there are still limitations and scope for further work on developing knitted denim fabrics. The study aims to produce knit denim fabric with different fiber compositions along with a quantitative study to define, classify, and address the quality standard as various physical and chemical tests are implemented in this research work. The current study’s purpose is to provide a thorough overview of methodological details related to the production of knitted denim fabric and identify the changes in knitted denim fabric associated with different fiber content ratios. The research findings would be helpful to industry professionals and relevant retailers and consumers, in introducing new trends and providing information regarding higher-quality knitted denim fabrics.
Materials and Methods
Materials
For this study, different fiber blends yarns, such as cotton, polyester, and spandex, were used to produce knit denim fabrics. Yarns, such as 100% cotton, Chief Value of Cotton (CVC), and Polyester/Cotton (PC), were formed by combining different blend ratios of cotton, polyester, and spandex fiber to produce seven different knit denim fabrics. Moreover, the chemical finishing of produced fabrics was performed by purchasing chemicals from Huntsman International. The entire research work overview is given in Figure 1.
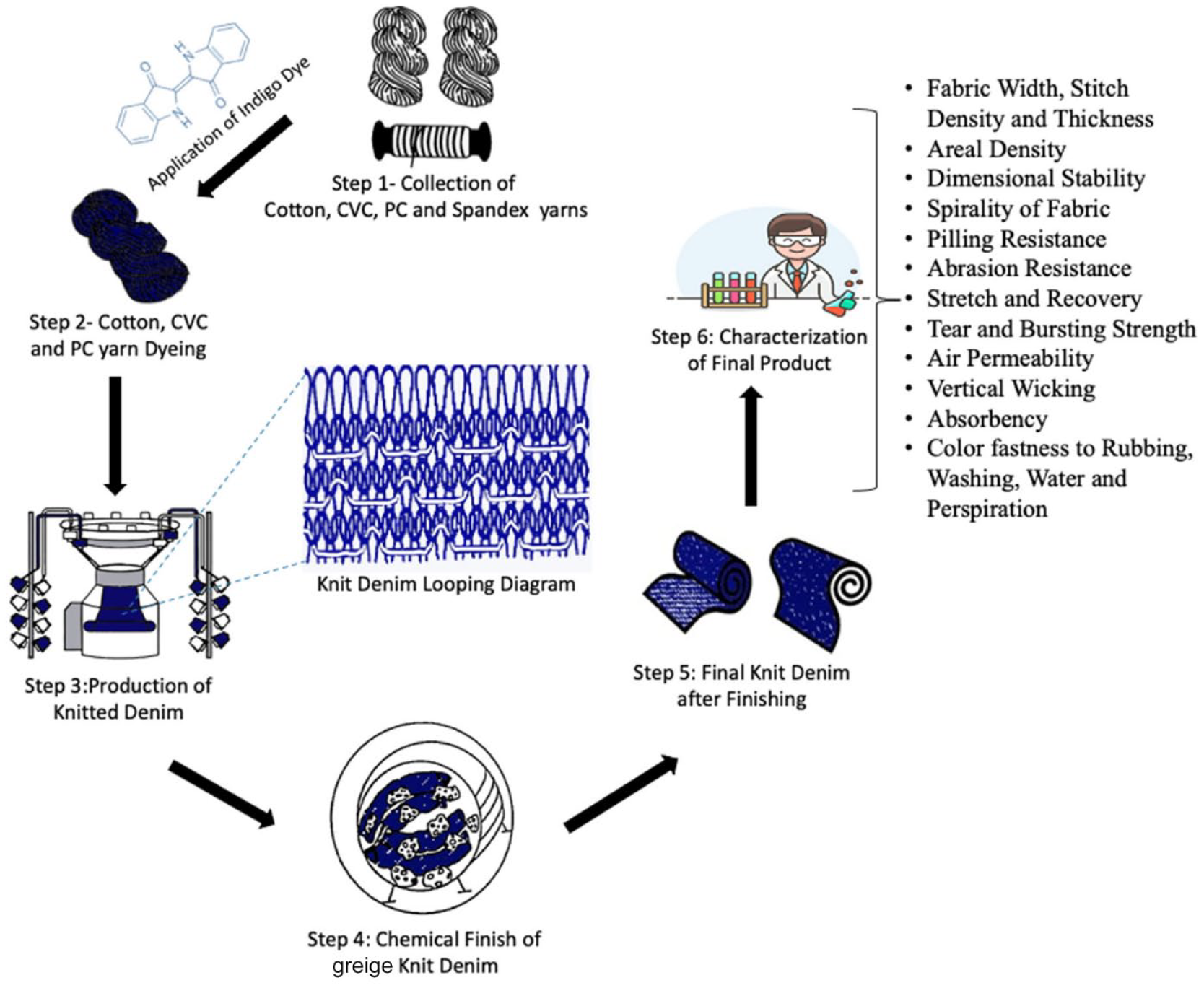
Overview of this study from yarn collection to characterizations.
Yarn Collections
Cotton and polyester fiber-based yarn for this study were obtained from Ispahani Spinning Mills Ltd. in Chittagong. Besides, to impart stretchability to the fabric, the prominent Lycra brand’s spandex yarn was purchased from the local market (Creora). In this experiment, two distinct types of yarns were used, ring yarn and vortex yarn (Figure S1; in supporting material), which are categorized based on their manufacturing procedures.
Ring yarn is produced through a continuous spinning system in which a twist is inserted into the yarn by a tiny circulating traveler. 24 In contrast, vortex spinning-based yarn is produced through the help of air-jet spinning technology used for a wider range of fiber lengths. In the vortex system, an air vortex introduces drafted fibres into the spindle orifice. 25 Therefore, the vortex-spun yarn has less hairiness and a clear appearance, making the fabric more resistant to pilling and abrasion than ring yarn. Furthermore, ring yarn can also be spun with various other materials, such as cotton, synthetic fiber, regenerated fiber, and blended fiber, easily. 26 In this study, 100% cotton ring yarn, 80/20 CVC, 70/30 CVC, 60/40 CVC, 50/50 PC, 100% spun polyester-spinned vortex yarn, along with 100% spandex, were used for the production of knitted denim fabrics. Table S1 (in supporting material) depicts brief information regarding the yarn used in this study.
Methods
The method of this study includes yarn dyeing, production, and finishing of knitted denim fabric, along with several characterizations to investigate the performance of produced fabrics.
Yarn Dyeing
The yarn dyeing process has been done in two separate steps—polyester part dyeing and cotton part dyeing—yielding an indigo shade that is attributed to the appearance of a denim effect during the production of knit denim fabric. The indigo dyeing recipe for cotton and polyester fiber was prepared separately by combining three commercial dyes purchased from the local distributor Huntsman International. Table S2 (in the supporting material) shows the indigo dyeing recipe for cotton and polyester fiber dyeing, and Table S3 (in supporting material) includes the information regarding the specification of dyed yarns.
In the case of polyester–cotton blended fabrics, the dyeing process was started with dyeing the polyester part of yarn on a liquor ratio of 1:12. A high-temperature dyeing machine (AIRJETWIN, China) was used for the dyeing of greige yarns. During dyeing, the temperature rose to the highest value of 135°C and remained steady for 40 minutes. After that, the temperature dropped gradually and reached 60°C, which took almost 60 min. Then, after a normal water wash of the dyed yarn, the reduction process was done at 100°C. Figure S2 (in the supporting material) represents the process curve that was followed in this study for dyeing the polyester part of the greige yarn.
As the cotton yarn was already pre-treated (scoured and bleached) by the supplier, after completing the polyester part dyeing, the cotton dyeing process was started directly in the same dyeing machine (AIRJETWIN, China) at 60°C, which continued for 35 min. Then, soda dosing was done, and the rest of the dyeing process started in an alkaline medium for 60 min at the same temperature. While dyeing was completed, dyed yarn was washed sequentially in acetic medium (CH3COOH), cold and hot water (90°C), and dried at 80°C for 2 h. The dyeing process curve for cotton yarn is shown in Figure S3 (in the supporting material).
Fabric Production
A circular knitting machine (Young Knit, China) having a 32 inches cylinder diameter, a machine gauge of 24, and a number of feeders (90) was used for knitting seven knitted denim fabrics for this study. The same production parameter was used to produce all fabrics shown in Table S4 (in the supporting material). Besides, Figure S4 (in supporting material) shows a representative scanning electron microscopy (SEM) image of one knitted denim fabric (Fabric E) developed for this study.
For the production of knitted denim fabrics, the most crucial part of the experimental fabric production was the unique cam arrangement to produce a similar traditional woven denim-like effect on the knitted fabric surface. The designed cam arrangement created a twill effect on the loop side of the fabric, and a single jersey-like knit layer was produced on the front side of the knitted fabric. In Table S5 (in the supporting material), the whole knitted denim fabric construction design plan is presented. The particular design parameter was used to manufacture all the knitted denim fabric samples.
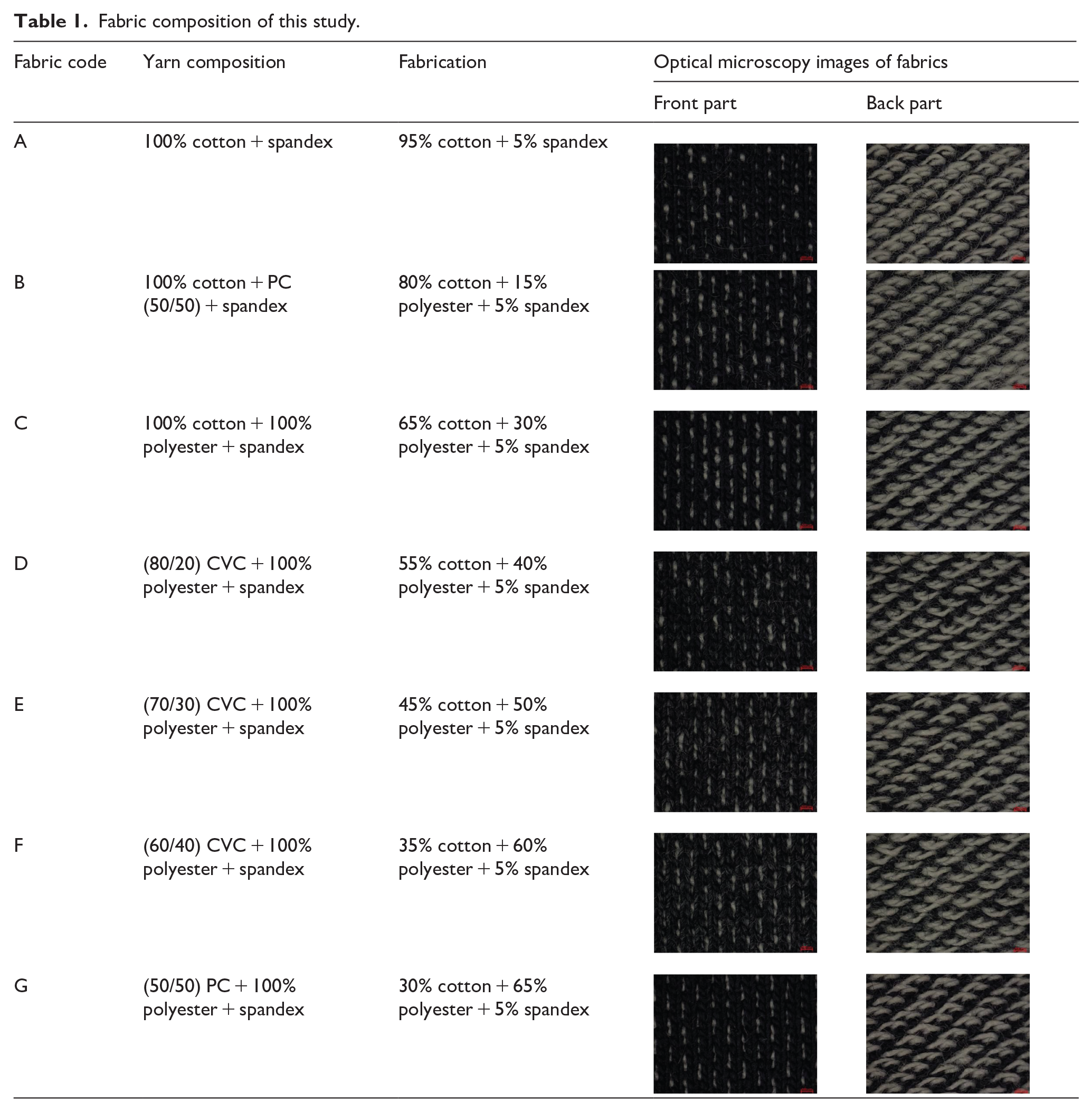
Arranging the indigo-dyed, white, and spandex yarn bobbins on the creel was crucial due to the fabric design, yarn arrangement, and the machine cam arrangement to bring out the denim effect on knitted fabrics. According to the knitting plan, every odd serial number of bobbins in the creel supplied loop-layered white yarn through the odd numbered feeders. For example, in Fabric C, the first number of the bobbin in the creel supplied white yarn (white polyester spun yarn used instead of polyester filament yarn to avoid hairiness) to the No. 1 feeder, whereas the even number of the feeder was kept for knitting the indigo-dyed yarn in the knit layer. In the meantime, spandex yarn also went through the knit cam along with the knit yarn. During the entire manufacturing process, intense care was taken to maintain the yarn tension. Seven knitted denim fabrics were produced strictly following all parameters, where each fabric contained a different blend of fibers. Table 1 depicts the fabric produced for this study.
Fabric composition of this study.
Fiber Composition Percentage of the Knitted Fabrics
The fiber composition percentage was decided by performing mathematical calculations. For instance, according to Table S4 (in the supporting material), the knit loop stitch length is 3.00 mm, and tuck–miss loop stitch length is 1.20 mm. So, considering 30Ne yarn count, the fiber composition percentage for knit, tuck, and miss loop is calculated as below:



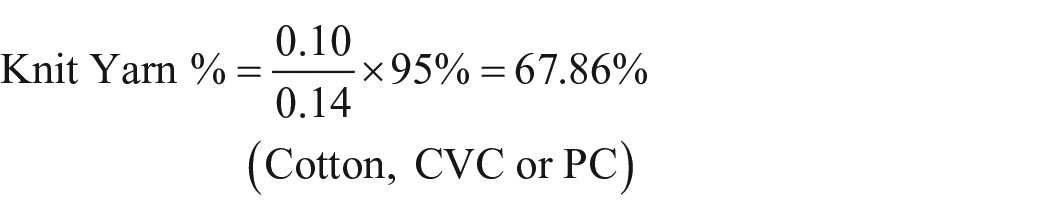
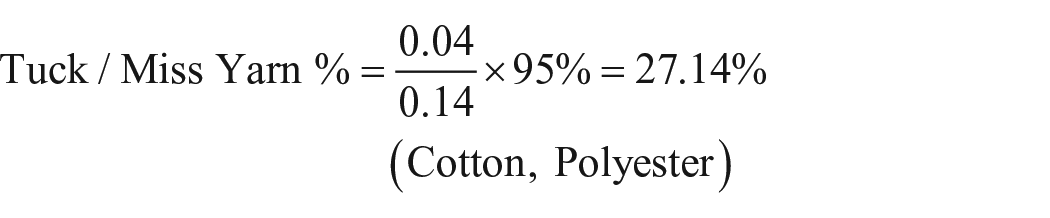

For instance, as a representative, the fiber composition calculation of Fabric D is presented below.
For developing Fabric D, 30s/1 CVC (80% cotton + 20% polyester vortex) passed through Knit cam and 30Ne 100% spun polyester passed through Tuck/Miss cam, and 20 D spandex passed through Knit cam:


Finally,

This calculation procedure was the same for all of the fabrics.
Fabric Finishing
Fabric finishing is generally done to improve the appearance, impart functionality, and enhance the durability and processability of textile products.27,28 The fabric finishing process of this study involves four consecutive processes—Heat-Setting, Washing, Stentering, and Compacting.
Heat-setting is an initial process of fabric finishing. Heat-setting is mainly done for the fabric containing spandex fiber because spandex yarn is always knitted at a high draft, which causes the spandex to regain its previous length. As a result, it becomes highly bulky during relaxation time and produces a variety of processing errors. 27 Therefore, the heat-setting process is done to prevent such defects in fabrics that contain spandex fiber. Besides, heat-setting aids in the stabilization of yarn orientation, ensuring that it does not untwist after usage and washing. It also removes all moisture that may be holding the yarn in one direction, ensuring that the twist is properly set, and removes residual shrinkage. Removal of residual shrinkage is essential as a garment with residual shrinkage shrinks after the first few washes. Similarly, a fabric made with synthetic fibers, such as polyester, underges a heat treatment process, making it dimensionally stable under subsequent hot processes. It changes the morphology of the polyester fiber; dye exhaustion first decreases and then increases with increasing heat-setting temperature. Moreover, heat treatment eliminates internal tensions within the fiber and helps the fabric to show less wrinkling, low shrinkage, and less pilling tendency. 29 Since all the developed knitted denim fabrics of this study contain a notable percentage of spandex and polyester fiber (except Fabric A), these fabrics must go through the heat-setting process. A Stenter machine (REF 36913 Bruckner Stenter, Germany) was used to perform heat-setting. The heat-setting was done between 190°C and 195°C at a machine speed of 15 m/s.
After the heat-setting procedure, the fabric has a dusty surface, burned fiber, and oil impurities. To remove such issues, an industrial washing machine (FHV1409ZWW-LG Washing Machine, China) was used to wash all fabrics. At a liquor ratio of 1:10 and at 60°C temperatures, the process was done using chemicals European R (C18H29NaO3S) at 1.0 g/L and acetic acid (CH3COOH) at 0.7 g/L.
In the next phase of the finishing process, the machine that was used for heat-setting (Stenter Machine, REF 36913 Bruckner, Germany) was used again to conduct the stentering process on all knitted denim fabrics at a liquor ratio of 1:10 and a temperature of 130–150°C. Softeners were used during the stentering process having the commercial name Persocom ME (25 g/L) and Persoft CWD (200 g/L). This finishing step is important as some major characteristics of knit fabrics, such as knit loop, fabric width, spirality, moisture, and shrinkage properties, are majorly adjusted by the stentering process.
At the end of the finishing process, Compacting was performed. This process improves fabric hand-feel and degree of luster, reducing fabric thickness. Compacting (Comptex/RE2500, Ferraro Spa Compacting machine, Italy) was conducted at 120°C and with a machine speed of 20 m/s.
Tests of Specimens
Conditioning of Specimens
Moisture regain criteria of textile fibers influence the behavior of textile products, such as dimensional properties, mechanical performance, electrical resistance, and comfort.30,31 Therefore, it is important to characterize textile materials in an ideal environment so that the results can be generalized and acceptable worldwide. This study conditioned all the fabric specimens by following the ASTM D1776/D1776M-20 standard. 32 Accordingly, fabric specimens were kept in an environmentally controlled room for at least 24 h at 65 ± 2% relative humidity and 20 ± 2°C before performing each characterization.
Fabric Width
The fabric width of all specimens was measured according to ASTM D3774-18, 33 and as per standard, fabrics were laid on a smooth surface without any tension, wrinkle, or distortion. After that, the width of the fabrics was measured in inches using a measuring tape.
Fabric Thickness
The thickness of all produced knitted denim specimens was measured according to CAN/CGSB-4.2, NO 37-2002. 34 Following the test standard, the fabric specimen was placed on a plane surface under a pressure foot equivalent to 1 Pa load. For each specimen, 10 measurements were taken, and the mean value was reported.
Stitch Density
The stitch density of knitted fabric can be defined as the number of knitted loops that exist in a unit area of the fabric. 1 For this study, the stitch density of all of the knitted denim fabric samples was calculated according to ASTM D8007-15. 35 As per the standard, the wales per inch (WPI) and course per inch (CPI) of the samples were measured and put into the following equation to measure the stitch density of the produced fabric:

Areal Density
Fabrics’ areal density or the mass per unit area or GSM of all the produced fabrics was measured according to ASTM D3776-20. 36 A GSM cutter (Micronic Automation, Delhi, India) having an area of 100 cm2 was used to cut the sample, followed by weighting in an electrical balance (Mettler Toledo, Mumbai, India). The weight of the 100 cm2 found in the electrical balance was multiplied by 100 to get the GSM value of the specimen.
Dimensional Stability of Fabric to Washing
The dimensional stability of the fabric to washing was measured according to AATCC 135-18. 37 As per the standard, dimensional changes, that is, shrinkage of the fabric subject to home laundering, were measured and expressed as a percentage.
Spirality of Fabric
Asymmetric loops in the knitted fabric make spirality a major concern for the fabric producer. 9 The issue in the single knit jersey can be very common, and it can be in greige, washed, or finished condition and clearly influences both the aesthetic and the practical performance of knitwear. The torsion relaxing of the yarn causes each fiber to twist the other when spinning to return to its initial untwisted state, resulting in a spiral. A fabric knitted with twisted yarn is known to have a higher spiral characteristic. 38 For this study, the spirality of all of the produced knitted denim fabrics was measured according to ISO 16322-2-05. 39 As per the standard, the spirality or twisting of the knitted fabrics was measured after home laundering and expressed as a percentage.
Pilling Resistance
The Pilling resistance of a knitted fabric stems from its fiber types, yarn construction, fabric structure, and types of finish applied to the fabric. The pilling resistance properties of knitted denim fabrics in this study have been measured according to ISO 12945-1. 40 An ICI pilling box instrument (GESTER, Quanzhou, China) was set to 60 r/min for 1000 revolutions, and then the assessment was performed according to the grading scale presented in Table S6 (in supporting material).
Abrasion Resistance
In garments, abrasion is referred to as a kind of physical destruction of fibers, yarns, and fabric due to friction between textile surfaces or among textile surfaces and other materials, which makes the garment unserviceable and deteriorates its aesthetic property. 41 Abrasion resistance of produced knitted denim fabrics of this study was characterized according to the ISO 12947-2 test method. 42 A Martindale abrasion tester (SDL ATLAS, China) performed 30,000 rubbings on the fabric specimen before visually assessing if there was any thread breakdown in the specimen due to abrasion.
Stretch and Recovery
Stretch and recovery are important criteria of textile fabrics, especially if the fabric is made with a blend of spandex fiber. The knitted denim fabric of this study contains a portion of spandex fiber. Therefore, the stretch and recovery of all the knitted denim fabrics were measured following the EN 14704-1 test method. 43 In the measuring instrument, the jaw separation was kept at 100 mm to test all specimens. A 200 N load cell was used to pull specimens up to 1.50 kg. The stretch and recovery were performed in each specimen for five consecutive cycles where both the stretch and recovery speed were kept at 500 mm/min. The test was performed in both the lengthwise and widthwise directions of the fabric.
Tear Strength
One of the characterization techniques for measuring the fabric’s mechanical performance is determining the fabric’s tear strength. The tear strength test on a textile material is done to determine the material’s serviceability. 44 In this study, the tear resistance test of all knitted denim fabrics was performed according to ASTM D1424:2013 test method. 45 A falling pendulum of 14.4 lbf was used to determine the force required to propagate the pre-cut tear. The tear test was performed both in the lengthwise and widthwise directions of the fabric.
Bursting Strength
The bursting strength test is usually preferred for measuring the strength of the knitted fabric. ISO 13938-1 46 test standard was followed to perform this characterization. Samples having an area of 7.2 cm2 were prepared, and the test was performed using a Mullen tester (Mullen Tester, Chicopee, MA, USA). Measurements were performed in five different positions of the specimen, and the mean value was reported.
Air Permeability
ASTM D737-04 test method was followed to perform the air permeability test of all knitted denim specimens. 47 According to the test method, circular fabric specimens having an area of 38.3 cm2 were placed in the head of testing equipment. A water pressure differential of 125 Pa was used to conduct the air permeability test of all knitted denim specimens.
Vertical Wicking
Wicking measurement of textile fabric informs about fabrics’ efficiency in getting rid of the wearer’s perspiration. 48 For this study, vertical wicking of all knitted fabrics was measured according to AATCC 197 test method. 49 Fabric specimens were immersed in distilled water for 10 minutes, and each fabric’s wicking height was recorded.
Liquid Absorbency Capacity
The liquid absorbency capacity (LAC) of fabrics was measured according to ISO 9073-6:2000 test method. 50 For this purpose, fabric specimens of 100 cm2 were prepared and weighted. After that, these specimens were immersed in distilled water for 60 s, followed by hanging vertically for 120 s to eliminate the excessive water droplet that appeared in the fabric immediately after the wetting. Then, the weight of the wetted specimen was measured. The LAC percentage value was calculated as per the equation given below:

Color Fastness to Rubbing
Color fastness for rubbing/crocking has been developed to assess the color degree that can be transferred to a certain crocking strain. In this study, the experiment was carried out in both dry and wet conditions of fabric specimens by following the ISO 105-X12:2016 test method. 51 According to this test method, fabric specimens were rubbed against a white, unbleached, undyed cotton fabric known as the crocking cloth. Also, 100% pickup for wet rubbing was maintained in the crocking cloth.
Color Fastness to Wash
The durability of dyes and chemicals used in textile finishing to wash depends on the coherencies of types of fibers in the textile material with a chemical used for finishing purposes. This phenomenon can be measured by assessing the color fastness of washing from these textile materials. For this study, the color fastness of washing from all knitted denim specimens was measured according to the ISO 105 C06 test method. 52
Color Fastness to Water
The water tolerance of knit or other colored textile yarns and fabrics is determined by color fastness to water. The degree of cross-dyeing that can occur when garments are wet and left in contact with other textile items is determined during this test. Since the composition of tap water varies, these studies use distilled water following ISO 105 E01. 53
Color Fastness to Perspiration
Color fastness to perspiration is a test that measures the color resistance of textiles to the action of synthetic human sweat. Clothing that comes into contact with the body can withstand a lot of sweat and discoloration. ISO 105 E04 test method was followed to perform the color fastness to perspiration characterization of this study. 54
Results and Discussions
Fabrics’ Width, Stitch Density, and Thickness
All knitted denim fabrics were produced in the same knitting machine with the maintenance of the same knitting parameters. This led to the observation of getting the same width for all the knitted fabric samples. Besides, the fabric width was found to be constant for all the fabrics and knitting parameters were the same; therefore, the stitch density was found to be the same for all the knitted denim fabrics. The WPI and CPI were found to be 36 and 24, respectively. Table S7 (in the supporting material) depicts the value of fabric width, stitch density, and thickness. However, the thickness of the finished fabrics revealed significant differences, F(6, 63) = 72.573, p = 0.000, when the one-way analysis of variance (ANOVA) was performed.
Areal Density
The areal density or weight per unit area values exhibited very few differences among this study’s produced knitted denim samples. This finding completely makes sense as all the fabrics were produced using the same knitting machine and process parameters. However, the little variance that has been observed in the areal density or GSM of the fabric is solely associated with the fiber composition of fabrics.
As shown in Figure S5 (in the supporting material), the greige GSM value for the knitted denim sample is quite similar and ranges between 220 and 225 GSM. Besides, one-way ANOVA did not reveal any statistically significant differences, F(6, 28) = 1.218, p = 0.326, among the greige GSM of seven knitted denim fabrics. However, after the finish both before and after the wash, the GSM of all fabrics increased significantly, F(2, 18) = 222.838, p = 0.000, and this increase is comparatively larger for Fabric A than for the other six fabrics. Fabric A contains 95% cotton fiber that is hygroscopic in nature. As the finishing process includes the treatment of fabric with water and different chemicals, Fabric A, having a high portion of cotton fiber, absorbed water quickly and this contributed to it having a higher GSM than other fabrics with lower cotton fiber percentages. Moreover, the tension applied during the heat-set process also determined the samples’ characteristics of the areal density. The greater the tension, the higher the fabric’s width, consequently decreasing the holes on the fabric surface and the number of yarns per unit area of the fabric. 55 Having polyester fiber in fabrics B–G made them more thermoplastic than fabric A; the fabric became more dimensionally stable and reduced the areal density of the fabric. However, no statistically significant difference, F(6, 28) = 1.870, p = 0.121, was found among the finished GSM (before washing) of seven knitted denim fabrics. Besides, a statistically significant difference, F(6, 28) = 1.835, p = 0.140, was not observed among the finished GSM (after washing) of seven knitted denim fabrics as well. This finding confirms that, in a particular state (greige or finished) of the knitted denim fabrics, the fiber blend ratio of cotton/polyester/spandex does not significantly impact fabrics’ weight per unit area.
Shrinkage
The shrinkage of knitted fabric is unavoidable and largely depends on the fiber properties, knitted structure, knitting parameters, and finishing process. 56 According to Figure S6 (in the supporting material), it can be assumed that shrinkage percentage reduces with the increase in polyester percentage.
As shown in Figure S6 (in the supporting material), the shrinkage of all the fabrics is comparatively higher in the lengthwise direction than in the widthwise direction. Besides, one-way ANOVA analysis found significant differences, F(1, 12) = 24.492, p = 0.000, between fabrics’ lengthwise and widthwise shrinkage. The probable reason for the significantly different shrinkage behavior in the lengthwise and widthwise fabric may be associated with the production mechanism of knitted fabric. 57 As the knitted denim fabric has been manufactured in a weft circular knitting machine, a course skew is perhaps generated, leading to a higher lengthwise shrinkage. Moreover, a significant difference, F(6, 28) = 64.692, p = 0.000, has been found for lengthwise shrinkage among all seven knitted denim fabrics. In addition, all fabrics’ widthwise shrinkage has also been found to be significantly different, F(6, 28) = 99.672, p = 0.000. As it can be observed from Figure S6 (in the supporting material), both in the lengthwise and widthwise directions, shrinkage is higher for fabrics having a higher cotton fiber percentage. For instance, Fabric A (95/5 cotton/spandex) exhibited −7.8% and −4.16% shrinkage in fabrics’ lengthwise and widthwise directions, respectively, whereas −4.76% lengthwise and −2.26% widthwise shrinkage in Fabric G (30/65/5 cotton/polyester/spandex) was found.
Here, in this research study, fabric structure, knitting parameter, and finishing process were the same; therefore, it is possible to say that different fiber properties are the main reason to show the shrinkage variation in tested specimens. Naturally, cotton fiber has a finite length and convoluted shape due to the process of growth and mutation of a cotton plant. 58 This curving shape allows cotton to attribute the highest stretch before the break. Moreover, it has a long chain of glucose molecules containing three hydroxyl groups. This makes cotton fiber more hydrophilic, holding 24–27 times more water than its weight. 59 When the cotton comes to contact with water, it swells up, tends to increase its dimension, and reduces in length accordingly, leading to dimensional changes, such as causes shrinking in the cotton fabric. However, polyester is a thermoplastic fiber with solid polymer, which means there is no void space in the fiber, which makes it hydrophobic, and cannot absorb water readily. 60 Apart from that, the heat-set also plays a crucial role in determining the shrinkage of the thermoplastic fabric. Temperature above glass transition temperature occurs thermal shrinkage due to the thermodynamically unstable state of the fibers; wales-wise (length) shrinkage decreases above 180°C, which indicates the influence of temperature during heat-setting of thermoplastic fiber. 61 That is why 100% polyester fabric shows less shrinkage, but when it blends with cotton fiber, it is possible to shrink the fabric, nevertheless not as much as pure cotton will. That is what happened in this experiment; in Figure S6 (in the supporting material), Fabric A contains 95% cotton with the highest shrinkage percentage, which is reduced gradually after increasing the polyester percentage during blending.
Spirality
Spirality on knitted fabric occurs when the wales of the fabric are not perpendicular to fabric courses. 62 As the yarn is bent to form a loop, the outer part extends, and the inner part compresses, which leads to a change in the yarn’s spiral geometry, making it unstable and creating the problem of spirality.
As shown in Figure S7 (in the supporting material), the spirality of Fabric A is higher than other fabrics. Because cotton is the primary raw material in Fabric A, and it is a non-thermoplastic fiber, it cannot be heat-set to stabilize the knit fabric structure. 63 Therefore, natural relaxation occurs in the case of cotton knit fabric. However, polyester is a thermoplastic fiber that can be stabilized by heat-set, resulting in more stability in fabrics made from a comparatively higher portion of polyester fibers. Apart from Fabric A, all other six fabrics contain polyester fiber which could be attributed to these fabrics’ very low spirality value. A statistically significant difference, F(6, 28) = 80.78, p = 0.000, in the spirality value was also found among all seven knitted denim fabrics of this study.
Pilling
Pills in the fabric are formed during wear and washing by the entanglement of loose fibers, and the problems become more acute with the advent of synthetic fibers. 64 In addition, pill formation rate, fiber parameters, yarn parameters, fabric characteristics, dyeing and finishing parameters, and relative humidity affect pill formation in a fabric.
It is observed from Figure S8 (in the supporting material) that the pilling grade of Fabric A is lower than other options. Perhaps, this is attributed to the structure of the yarn; 65 Fabric A is made with ring yarn, whereas the rest of the fabrics are made with vortex yarn. Actually, vortex yarn has lower hairiness than ring yarn; one possibility gaining ground is that vortex yarn has higher tensile strength; this gives vortex yarn a high number of wrapper fibers, which hold internal parallel fiber bundles together tightly. Probably, this tightness of the fabric does not allow any negative influence on the pilling performance. In addition, fiber composition is another reason for the excellent pilling grading. 66 Fabric A has comparatively lower pilling, and the possible explanation is some projecting fibers of cotton fiber due to short-staple length, which tends to decrease the pilling rating. While polyester is a filament fiber having less hairiness in its structure, it cannot generate many microfibers during abrasion, and increasing the polyester percentage makes the fabric more pilling-resistant. 67 Therefore, the presence of polyester fiber in all options (Fabrics B–G) shows a better pilling grade than Fabric A, which was made with 95% cotton and 5% spandex fiber.
Abrasion Resistance
As reported by the test result, no thread breakdown was observed in any of the seven knitted denim fabrics after 30,000-plus abraded cycles. Basically, polyester fabric has high abrasion resistance and good tensile strength when compared with natural fiber. 68 Having a high number of fibers due to the high mass per unit area uplifts interaction and frictional forces between a high number of fibers which turn the fabric more abrasion-resistant. The presence of polyester fiber in the fabric may be one probable reason to display excellent abrasion resistance. Although Fabric A has no presence of polyester fiber, it still showed no thread breakdown. Maybe low stretchability due to a high degree of crystallinity in the cotton cellulose is prone to better abrasion resistance. 69 It may also be possible that the number of cycles was insufficient for thread breakdown.
Stretch and Recovery
The looping design of knit fabrics is made out of interlocking series of loops, allowing even non-stretchy yarns to condense and straighten out when pulled down. 70 The amount and type of elastance incorporated in the fabric also intensify the stretchability. As shown in Table S8 (in the supporting material), the elongation percentage at both length and width decreases with the increase in polyester percentage. On the flip side, the modulus and recovered elongation were optimized on both sides, while the percentage of polyester was marked up.
In this experiment, features that can influence, such as knitting structure, elastance percentage, machine parameter, and finishing process, remained constant for all the fabrics. This may show that having different fiber compositions leads to variation in the stretch and recovery properties. Furthermore, statistically significant differences were found among the seven different knitted denim fabric both in the case of elongation at length, F(6, 28) = 15.626, p = 0.000, and elongation at width, F(6, 28) = 11.21, p = 0.000. In fact, polyethylene terephthalate (PET) polymer is used to produce polyester fiber which is aromatic polyester containing a fully extended chain with two methylene units between each of the terephthalates. 71 This physical and chemical structure provides the polyester fiber with excellent elongation properties (44−45%), whereas cotton exhibits low elongation (7−9%) criteria. 72 However, as a part of the finishing process, all the fabrics were subjected to a heat-setting process to stabilize the fabric. The effect of heat-setting is greater on thermoplastic fiber, such as polyester and spandex, than cotton fiber. 73 As shown in Table S8 (in the supporting material), low elongation and high modulus of fabric were observed with the increased polyester fiber percentage in the fabric composition. This behavior may be attributed to the effect of heat-setting on polyester-based fabrics. However, as cotton fiber has a higher moisture percentage, it allows the cotton fiber to stretch without breaking. Cotton is a natural polymer fiber composed of a long cellulose chain where a small cellulose unit is formed through side-by-side hydrogen bonding. However, because of its random molecule arrangement, stress applied to cotton fiber moves toward permanent deformation. It can be assumed that upgrading the percentage of polyester decreased fabric elongation and magnified fabric recovery. Therefore, Fabric A displays higher elongation (73.35%), and Fabric G exhibits higher stretch recovery toward the length and width direction of fabrics found at 96.5% and 95.5%, respectively.
Tear Strength
Several factors impact the degree of tear strength, such as the number of yarns, linear density and strength, fabric count, fabric construction (binding), and finishing type. 74 As specified by Figure S9 (in the supporting material), fabric width and stitch density are identical, along with knitting structure and fabric finishes which were kept the same for all developed knitted denim fabrics of this study. Therefore, in this study, it can be articulated that those factors do not impact fabrics’ tear strength.
As shown in Figure S9 (in the supporting material), the behavior of knitted denim fabrics’ tear strength in fabrics’ lengthwise and widthwise directions is statistically different, F(1, 12) = 37.418, p = 0.000. This different tear strength behavior in fabrics’ lengthwise and widthwise directions can be attributed to the fabric count. All fabrics of this study contain 36 WPI, whereas CPI was found 24. Perhaps, the higher WPI than CPI contributed to the higher lengthwise tear strength for all fabrics than the widthwise fabrics.
Furthermore, statistically significant difference, F(6, 28) = 3.611, p = 0.000, was found in among all fabrics’ lengthwise direction tear strengths. As shown in Figure S9 (in the supporting material), Fabric G (30/65/5 cotton/polyester/spandex) exhibited the highest tear strength among all the fabrics. Fabric G contains the highest portion of polyester fiber, which can be attributed to its high strength, as polyester fiber has high strength, durability, and wrinkle resistance compared to natural fibers, such as cotton. For that, increasing the polyester percentage in the cotton–polyester blended fabric also boosts the strength of the fabric. 75 Accordingly, having polyester fiber in Fabric D, E, and G (Figure S9 (in supporting material)) shows higher tear strength than Fabric A (95/5 cotton/spandex), in which it holds only the cotton fiber. Besides, the standard deviation of tear strength in the lengthwise direction of Fabric F is quite high (1.06), which can ascertain a good tear strength of that fabric as well, although the mean tear strength value is lower than those of Fabric D, E, and G. However, Fabrics B and C exhibited lower tear strength. Probably, lengthwise elongation (71.67% for Fabric B and 74.24% for Fabric C) is associated with the lower lengthwise tear strength of these two fabrics as fewer forces are needed to extend highly elongated fabrics, and consequently, the fabrics’ strength is decreased. 76
However, no significant difference, F(6, 28) = 2.36, p = 0.06, was found in among all fabrics’ widthwise direction tear strength. Perhaps the positive effect of polyester fiber on fabrics’ tear strength was not in effect, as the CPI (24) in the widthwise direction was found to be comparatively lower.
Bursting Strength
The bursting strength of the knitted fabric is measured by applying force or pressure evenly toward the perpendicular direction of the fabric until rupture happens. 77 Like the breaking strength for woven fabric, the bursting strength measures the durability and appearance of the knitted fabric. Different parameters, for example, the fabric structure, number and location of tuck stitch, course and wales per unit length, yarn count, GSM, and fiber types, impact bursting strength. 78
According to Figure S10 (in the supporting material), bursting strength increased gradually after increasing polyester percentage. All the fabrics represent the same fabric structure, yarn count, course, wales per unit length, GSM, and probably the fiber types that mainly affect bursting strength. Due to the morphological structure and properties, polyester fiber has higher tenacity (6–10 N/Tex) than cotton fiber (3–5 N/Tex), and higher tenacity means higher force required to break the yarn. 79 So, having a more significant portion of polyester in the fabric means higher tenacity, ultimately increasing the bursting strength of the fabric. Consequently, Fabric G has the highest polyester percentage (60% polyester), showing the highest bursting strength, 78.4 lb per square inch. In contrast, Fabric A has no polyester percentage and offers the lowest bursting strength, 69 lb per square inch. Besides, a one-way ANOVA analysis also revealed a statistically significant difference, F(6, 28) = 12.176, p = 0.000, in the bursting strength among seven knitted denim fabrics of this study.
Air Permeability
The air permeability of fabrics is closely related to fiber types and criteria, yarn properties, and fabric parameters. 80 According to Figure S11 (in the supporting material), the air permeability of Fabric A (27.56 cfm) is comparatively less than that of other options.
As the fabric parameter is the same for all the options, it can be assumed that fiber and yarn properties play an important role in on-air permeability. In fact, fine yarn with less hairiness affects the fabric’s porosity, which improves the fabric’s air permeability. 81 The fiber fineness properties of man-made polyester fiber are higher than those cotton fiber and it has less hairiness than cotton fiber. 82 This is a probable reason why polyester fiber presence (Fabrics B–G) shows better air permeability than Fabric A (no polyester fiber). Furthermore, a statistically significant difference, F(6, 28) = 9.122, p = 0.000, was found in the air permeability of seven different knitted denim fabrics as well.
Vertical Wicking
There are three mechanisms that govern the water diffusion into the fiber. 83 Diffusion of water into the micro-gaps between adjacent polymer chains, capillary action into the gaps at the fiber–matrix interface, and water transport through micro-cracks in the matrix. Fiber type, fabric structure, and finishing type also magnify the wicking behavior. The result shown in Figure S12 (in the supporting material) supports the above theory of moisture transfer performance into the fabric as the wicking height dropped gently with extending polyester fiber content in fabrics.
Cotton is a hygroscopic fiber that can hold 6−8% water of its weight, whereas polyester fiber only can retain up to 0.4% moisture. 84 Polyester is nonporous and hydrophobic in nature and cannot absorb water easily, so there is hardly any capillary action. Looking at the other side, the structure of the cotton fiber is highly porous. It has a high propensity to attach to water molecules to speed up capillary action, resulting in a prominent wicking tendency. Because of this, having high cotton percentage in Fabric A shows the highest vertical wicking (8.6 cm), and incorporating a high polyester percentage in Fabric G shows the lowest moisture transfer performance, which is only 2.4 cm. Besides, one-way ANOVA also reveals statistically significant differences, F(6, 28) = 94.811, p = 0.000, among this study’s vertical wicking data of seven knitted denim fabrics.
LAC
Water molecules are made up of one atom of oxygen and two atoms of hydrogen, where the oxygen atoms contain a negative charge and hydrogen atoms have a positive charge. 85 These opposite charges create dipolar, which allows attaching adjacent molecules containing opposite charges, such as cotton fiber. In the case of fabrics’ water absorbency, the construction of the fabric, the type, shape and composition of the fiber, yarn count, yarn twist, and liquid characteristics influence a lot.
As shown in Figure S13 (in the supporting material), liquid (water) absorbency reduces gradually, where Fabric A absorbs approximately 48% water, and Fabric G absorbs just more than 21%. Factors that impact absorbencies, such as fabric construction, yarn properties, finishing procedure, and liquid characteristics, are the same, but fiber composition differs for all fabrics. Therefore, it can be assumed that fiber composition is the key factor showing different absorbency percentages. Since cotton is a hydrophilic fiber that contains hydroxyl and polar groups, this hydroxyl group can attract water molecules. 86 On the contrary, polyester is a synthetic fiber and hydrophobic in nature; increasing the polyester portion in fabrics makes it more resistant to water absorption. Therefore, perhaps a higher cotton percentage may make Fabric A more water-absorbent than other fabrics, where polyester percentage soar gently. Furthermore, finding from one-way ANOVA also confirms significant differences, F(2, 18) = 34.842, p = 0.000, in the LAC (%) of this research study’s seven different knitted denim fabrics.
Color Fastness
Knitting structure does not significantly affect the color fastness of washing, rubbing, perspiration, and water. 56 Basically, dyeing depends on the content of the fiber to be dyed. For that, the dyeing process and dye chemicals vary from fiber to fiber which mainly influences the color fastness properties of fabrics.
It is apparent that (Table S9 in the supporting material) color fastness properties are almost the same for all the samples except Fabric G. This is because the percentage of cotton dominated in all options apart from Fabric G, where polyester is the dominating fiber content. At the time of dyeing, cotton parts are dyed with reactive dye, which creates a bond with the reactive group and cellulose group that presents an excellent color fastness property. 87 Whereas the polyester part made from PET dyed with disperse dye shows good color fastness for a pale and medium shade, the dark shade needs an extra finishing process to get an optimum color shade. This happens because PET’s crystallinity makes it difficult to penetrate dyes into the fiber, which slows the dyeing rate. As Fabric G has a higher percentage of polyester than other options, this may be the probable reason for it showing a low color fastness rating.
Conclusion
This research study aimed to examine how the change in fabric composition has governed the different characteristics of knit denim fabrics. Factors that could regulate the test result, particularly yarn count, knitting parameter, dyeing, and finishing process, were strictly kept the same for all fabrics. An in-depth description of the production process of knitted denim fabrics was portrayed, from raw material collections to the fabrication of finish fabrics. Finally, the effect of different cotton, polyester, and spandex fiber ratios on several properties of knitted denim fabrics was analyzed.
The presence of different cotton, polyester, and spandex fiber ratios did not affect the weight per unit area and different color fastness properties. However, having a higher portion of cotton fiber in the knitted denim fabrics has a negative impact on the shrinkage and spirality properties of fabrics. Furthermore, as cotton is hygroscopic in nature, fabrics with a higher cotton fiber ratio absorb more water. However, the vertical wicking of higher cotton fiber-based fabrics was found to be comparatively better. This means that although cotton fiber-based knitted denim fabrics absorb more water, they will perform the wicking quickly.
However, knitted denim fabrics that contain a comparatively higher portion of polyester fiber exhibited better tear strength, air permeability, and bursting strength. Overall, as per the finding from this study, it can be said that knitted denim fabric made from a fiber composition of 55% cotton/40% polyester/5% spandex (Fabric D) could be a good choice considering all of the desired characteristics of fabrics.
In addition, the heat-setting treatment affects the performance characteristics of the knit denim fabric due to the presence of polyester and spandex fiber. High temperature during the heat-setting process could change the polyester fibre’s morphological structure, reducing shrinkage, spirality, and areal density, gradually increasing the polyester percentage.
In a future study, the influence of spandex fiber can be investigated by incorporating different ratios of spandex fiber in knitted denim fabrics. Furthermore, other comfort properties, such as thermal conductivity and moisture management tests, can be performed better to understand the comfort properties of knitted denim fabrics.
Supplemental Material
sj-pdf-1-aat-10.1177_24723444221119845 – Supplemental material for Knitted Denim Fabrics: Fabrication Process and Fibrous Influence on Several Properties of the Fabric
Supplemental material, sj-pdf-1-aat-10.1177_24723444221119845 for Knitted Denim Fabrics: Fabrication Process and Fibrous Influence on Several Properties of the Fabric by Md. Saiful Hoque, Md. Imranul Shahid, Abdullah Al Parvez, Md. Jakir Hossain and Sheenrina Miyan Sheen in AATCC Journal of Research
Supplemental Material
sj-pptx-1-aat-10.1177_24723444221119845 – Supplemental material for Knitted Denim Fabrics: Fabrication Process and Fibrous Influence on Several Properties of the Fabric
Supplemental material, sj-pptx-1-aat-10.1177_24723444221119845 for Knitted Denim Fabrics: Fabrication Process and Fibrous Influence on Several Properties of the Fabric by Md. Saiful Hoque, Md. Imranul Shahid, Abdullah Al Parvez, Md. Jakir Hossain and Sheenrina Miyan Sheen in AATCC Journal of Research
Footnotes
Acknowledgements
The authors thank Mr Engr Kamrul Hasan Masud for generously assisting in the fabrication of specimens.
Author contributions
M.S.H. conceived the work, designed the study, carried out all test result analyses, wrote the original draft of the article, and supervised the whole research. M.I.S. and A.A.P. sourced raw materials, prepared specimens, performed experiments, illustrated the graphical abstract, and contributed to writing and reviewing. M.J.H. contributed to carrying out all test result analyses, drafting and reviewing the original article. S.M.S. contributed to the experiments. All authors read and approved the final article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest concerning this article’s research, authorship, and/or publication.
Funding
The author(s) received no financial support for this article’s research, authorship, and/or publication.
Availability of data and materials
All data generated or analyzed during the current study are included in this published article.
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.