
Abstract
Besides the advantages of polyester materials, such as ease of production, usage, and maintenance, the hydrophobic properties could cause disadvantages. Applying hydrophilic finishing to the polyester product, its liquid transmission properties could be improved, and better comfort provided to the user. This study aimed to investigate the liquid absorptivity properties (vertical wicking, water vapor permeability, and drop test) of the fabric given hydrophilic properties by applying a partial hydrophilic process on a 100% polyester textile surface. It aimed to transfer the hydrophilic finishing agent to the polyester product using a printing method other than the padding method. In the printing application, 100% open, striped (50% open – 50% closed), continued honeycomb (65% open – 35% closed), and non-continued honeycomb (35% open – 65% closed) pattern screens were used. The liquid transmission properties of fabrics were evaluated by changing the ratio of the hydrophilic treatment applied to the fabric surface via with the printing method. In terms of the applicability of the printing method as an alternative to the impregnation method in order to achieve decreased chemical consumption, it was aimed to investigate whether the method of giving hydrophilic features by the printing method could create an alternative to the padding method. The results showed that the liquid transmission properties of fabrics could be controlled and improved by the printing method depending on the proportions of the hydrophilic and hydrophobic surface areas. In addition, it was observed that the liquid transmission properties of the fabrics vary depending on whether these areas are continued or non-continued.
Introduction
The liquid transfer and absorption properties of textile materials affect the garment’s comfort and usage performance in various textile applications. Hydrophility is the ability of the material to absorb water. In particular, products with direct skin contact should be hydrophilic and soft. The thermal comfort expected from the garment is directly related to the liquid transfer property of the fabric forming the garment. Other than garments, medical bandages, surgical dressings, geotextile and agro textile products, packaging textiles, care and hygiene products, and technical textile products are expected to have liquid absorption, liquid repellency, and breathability according to the field of use. Therefore, studies are being carried out to change the textile products’ fluid transfer properties (liquid absorption, liquid repellency, breathability, etc.) depending on their application areas. 1
In the case of absorption, an interaction occurs between water molecules and molecules in the fiber structure. Natural fibers and regenerated natural fibers with hydrophilic groups interacting with the water absorb liquid because they have molecules that can bind with water. However, synthetic fibers with a hydrophobic character have very few groups that can interact with water, and their liquid absorption capacity is relatively low.1,2 The transfer of the liquid into the fibrous material is affected by capillary forces. Capillary wetting is defined as the spontaneous flow of fluid by capillary forces on the porous textile surface.3,4
Capillary wetting usually occurs when the liquid moves along the fibers’ surface and is not absorbed by the fibers.5,6 Capillary wettability or capillarity is defined as the macroscopic flow of liquid under the action of capillary pressure. Capillarity refers to fluid movement in a narrow tube, slot, or cavity, depending on the surface tension. If the adhesion forces between the liquid and the tube wall are greater than the cohesive forces between the liquid molecules, capillary action occurs. The direction of flow is to reduce the pressure difference. The flow stops when the pressure difference is zero. According to the capillarity rules, the liquid flow is faster in the small capillary radius than in the large radius.1,7
The movement rate of the liquid in textile materials depends on the size and continuity of the capillary pores in the structure, which is also affected by the properties of the raw material. 8 Fluid movement is adversely affected by the wetting effect of natural fibers. The fluid causes the natural fibers to swell, and thus narrow and block the pores in the structure.1,7,9 Water is absorbed by these hygroscopic fibers in the products produced from natural fibers capable of absorption. The fibers are swollen and vaporized from the outer surface of the product. In products produced from hydrophobic synthetic fibers, water is transferred to the outer surface by capillary voids between fibers and yarns. 4
While the fibers that provide quick comfort by transferring the liquid in a short time provide good comfort properties, the fibers with high liquid absorption capacity cause wet feeling and discomfort due to their long drying time. However, in sports garments exposed to a high proportion of sweat, cotton is used on the outer surfaces of double-ply textile structures, while synthetic fibers having good liquid transfer properties are used on the inside. Cotton is an advantageous raw material, which provides micro-air conditioning to remain dry and comfortable by buffering small sweat formations in clothing conditions with limited perspiration. When cotton and regenerated natural fibers are used as the fabric’s raw material alone, the fabric quickly gets wet due to sweating. It forms a wet and sticky layer on the surface, contacting the human body. Also, the length of the drying time of these fibers is disadvantageous in terms of the feeling of wetness.1,10
In the literature, studies were carried out to increase the moisture management properties of cotton fabrics by printing methods. In the “wicking windows” technique introduced by Cotton Incorporated (Cary, NC, USA) to enhance the moisture management properties of cotton fabrics, hydrophobic patterns with irregular shapes are printed on the back of 100% cotton fabric. This causes the back side to become less hydrophilic than the front side, while some unprinted areas retain their hydrophilicity to absorb and transport the moisture from the skin. The wicking windows technique is reported to improving the moisture management properties in 100% cotton fabrics. 11
Another research is to compare the effect of four different regular printing patterns and two different printing techniques in improving the moisture management properties of 100% woven cotton fabrics using a water-repellent finish. This study concluded that by selecting a suitable print design and squeegee type, the moisture management capability of cotton fabrics can be significantly improved. 12
Hydrophobic polyester products are hydrophilic treated to improve the liquid and moisture transmission properties of the materials. In researching the relationship between the capillary and moisture transmission properties of garments produced from hydrophobic polyester and hydrophilic-treated polyester fabrics, it was found that the capillary wetting and moisture transmission properties of hydrophilic-treated polyester fabrics affected people’s perceptions of breathability. 13 The coating process, which gives the fabric a hydrophilic property, is carried out with a uniform hydrophilic polymer.1,14 In a study examining the change in wetting properties of hydrophilic finishing processes applied to polyester fabrics, 15 it was observed that this process increased wetting at high humidity rates. Furthermore, since this process was applied to the fabric surface, it was observed that the fibers in the fabric did not change the chemical and physical properties. Studies investigating the effects of softeners on liquid transfer properties found that towel fabrics do not affect the absorption capacity and porosity.16,17
Hydrophilic finishing agents can be applied to polyester products by the padding (impregnation) and exhausting methods by manufacturers’ prescriptions. This research aimed to transfer the finishing agent, which gives a hydrophilic property to the polyester product using a printing method other than the padding method. The polyester fabric’s liquid absorptivity properties were evaluated by changing the hydrophilic process’s proportions on the fabric by the printing method.
Experimental
Materials
A 100% polyester, 226.76 g/m2 plain knitted fabric (10 courses/cm and 10 wales/cm) was used as the experimental material.
Methods
Padding and printing process
In this research, the hydrophilic migration-optimized silicone softener (a commercial product) was applied to the fabrics by padding and printing. The hydrophilic finishing agent is the chemical structure of the polysiloxane compound having the property of hydrophilic migration to the polyester textile product. The liquid absorptivity properties of polyester fabrics subjected to the hydrophilic process by impregnation and printing were evaluated by comparing them with untreated (original) polyester fabrics.
In the padding process, a solution was prepared by mixing hydrophilic silicone (40 g/L) and acetic acid (1 mL/L) with water and approximately 60% wet pick-up was applied to the fabrics. In the printing process, a printing paste was prepared by mixing the hydrophilic material with a synthetic thickener based on polyurethane. Two passages were applied in the printing process on a flat-screen sample printing device. Approximately 6400 cP printing paste viscosity was used. The pressure of the printing squeegees was applied in such a way that the printing paste fully penetrated the back surface of the fabric for all prints. After the padding and printing process, the fabric samples were dried at 110°C for 5 min and cured at 160°C for 3 min on a laboratory-type dryer.
Four different printing patterns were used to apply the hydrophilic printing on fabric surfaces at specific rates. The printing paste was applied on one side of the fabrics using a 90 mesh/cm print screen. Different printing pattern screens with different open–closed percentage areas were used as follows: (a) non-patterned (100% open) – the state of transferring the printing paste to the fabric surface by printing from a 100% open print screen; (b) striped (50% open – 50% closed) – the state of transferring the printing paste to the fabric surface by printing from a 50% open print screen; (c) continued honeycomb (65% open – 35% closed) – the state of transferring the printing paste to the fabric surface by printing from a print screen with 65% open and continuous honeycomb area; and (d) non-continued honeycomb (35% open – 65% closed) – the transfer of the printing paste onto the fabric surface by printing from a print screen with 35% open and discontinuous honeycomb area. The patterns and properties of screens are presented in Figure 1 and Table 1, respectively.
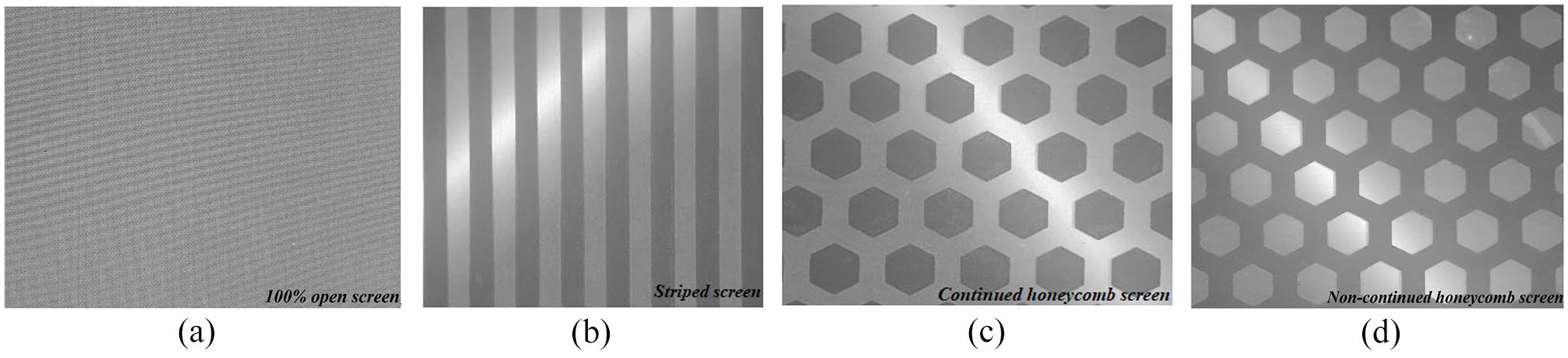
Flatbed screens with different pattern designs.
Properties of screens.

In the continued honeycomb pattern, there was 65% open honeycomb areas where the hydrophilic printing paste passed in these areas showed continuity. As the hydrophilic printing paste passed in these areas, it was also referred to as the continued honeycomb pattern where the hydrophilic-treated surface areas were continuous. In Figure 1, the gray regions are closed (non-printing area), and the white areas are open (printing area). In the continued honeycomb (65% open – 35% closed) (Figure 1(c)), white areas (open areas) show continuity. As the hydrophilic printing paste passed to open areas, it was also referred to as the continued honeycomb pattern where the hydrophilic-treated surface areas were continuous. Since the printing paste cannot pass through the closed areas (grey regions), these parts remain untreated polyester regions.
In the non-continued honeycomb pattern, 35% open honeycomb areas where the hydrophilic printing paste passed showed a non-continued structure. In the non-continued honeycomb (35% open – 65% closed) (Figure 1(d)), white areas indicate a non-continued structure. As the hydrophilic printing paste passed in these areas, it was named the non-continued honeycomb pattern. Since the hydrophilic printing paste could only be applied to the fabric inside the honeycomb, a hydrophilic printing paste was applied to the fabric intermittently. Therefore, the hydrophilic-treated surface areas were non-continued. Since the printing paste cannot pass through the closed areas, these parts remained untreated polyester parts. Therefore, the untreated areas (hydrophobic polyester regions) were continued.
Liquid absorption tests
The liquid absorption properties of the fabrics were tested with the vertical wicking (capillary wetting height; AATCC 197 Standard), 18 the drop absorbency (AATCC 79 Standard), 19 and the relative water vapor permeability (ISO 11092 Standard) 20 test methods. The fabrics were conditioned at 65 ± 2% relative humidity and 21 ± 1°C for 24 h by the ASTM D 1776-08 Standard 21 before measurements.
The relative water vapor permeability of fabric was evaluated by the Permetest test device (Figure 2) by measuring the difference in the heat flow with and without the sample. This device works according to the heat flow principle and ensures the relative water vapor permeability (%) of the fabric (equation (1)) in the steady-state isothermal condition 22
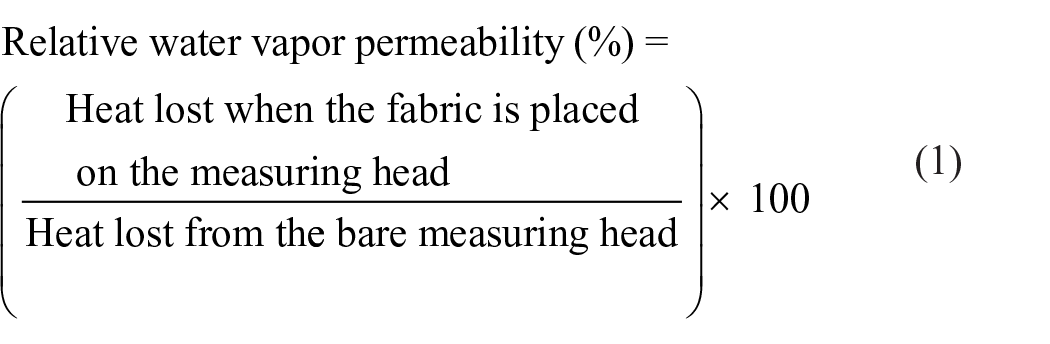

Permetest test device.
Liquid moisture transfer in a textile material occurs through wetting and wicking. In the wetting process, the fiber–air interface is replaced with a fiber–liquid interface, and the wicking begins as the liquid enters the capillary formed by two adjacent fibers or yarns. 22 The vertical wicking test method is used to evaluate the ability of vertically aligned fabric specimens to transport liquid along and/or through them. The principle of this test method was based on manually recording the distance the liquid travels through the fabric sample at specific time intervals. The vertical wicking test device is presented in Figure 3. The fabric samples were attached to the pin in the setup prepared according to the siphon principle, and their capillary wetting heights were recorded after 1 min.
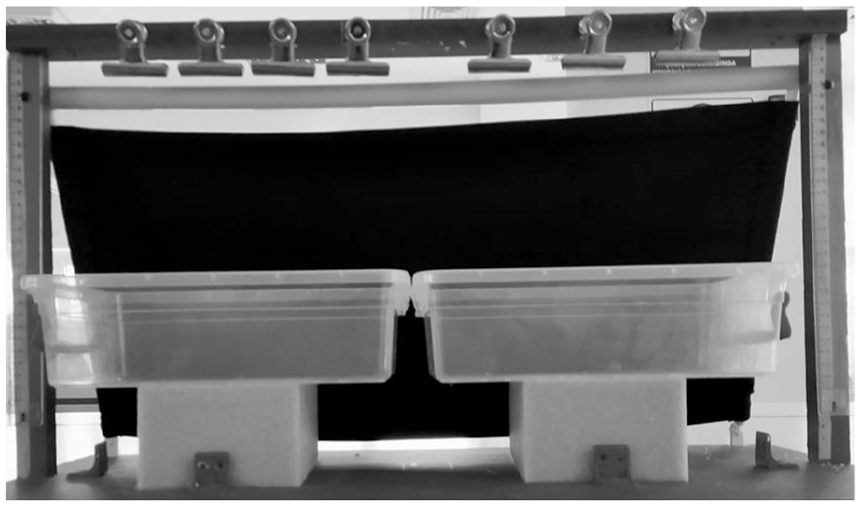
Capillary wetting test setup.
The drop absorbency test method is used to determine the water absorbency of yarns, fabrics, and garments. In the drop absorption test, the time until the glaze form of the distilled water dropped from a height of 1 cm on the fabric surface disappears was measured (Figure 4). In the drop absorbency and water vapor permeability tests, the water was dropped on the fabric’s printed side directly in contact with human skin.
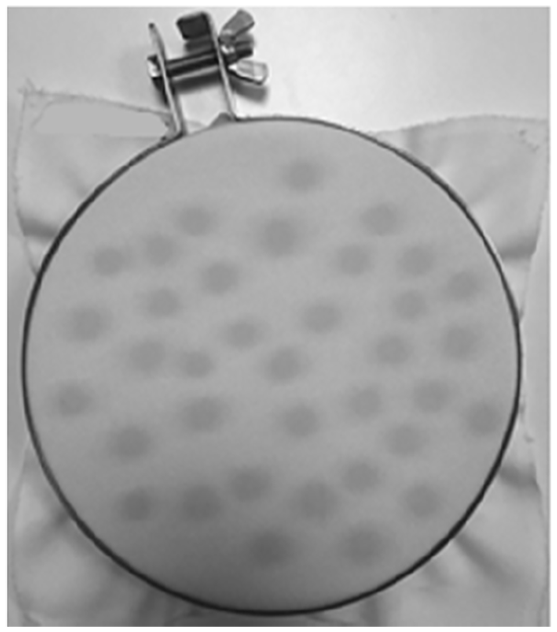
Drop tested fabric sample.
Results and discussion
Evaluation of the vertical wicking test results
The fabric’s capillary wetting height values with standard error bars are given in Figure 5.
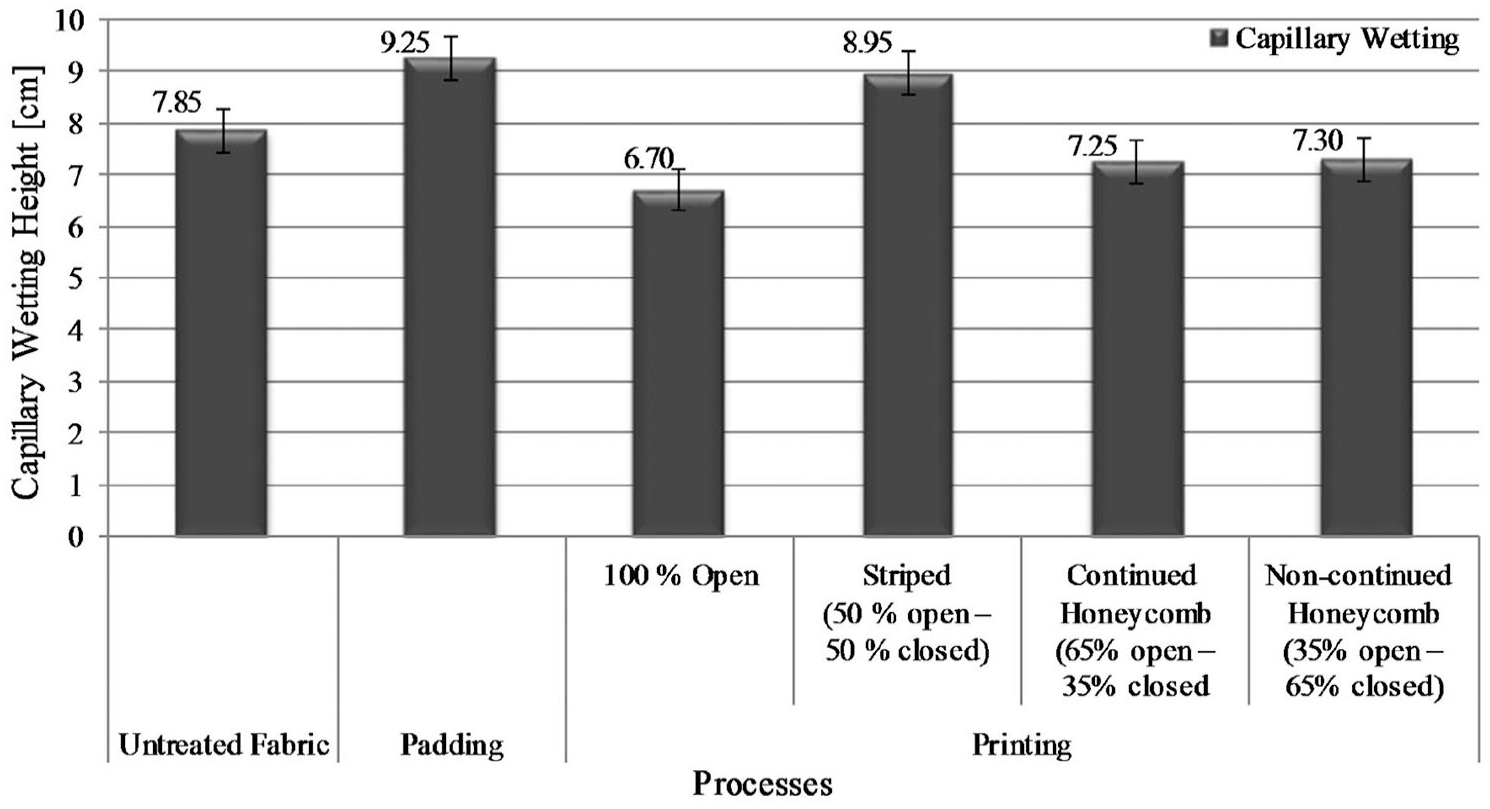
Capillary wetting height values of fabrics after 1 min.
In Figure 5, it can be observed that the capillary wetting height of the impregnated fabric was ~17.83% higher than the untreated fabric. In the method where the hydrophilic finishing agent was applied homogeneously to the whole fabric with the padding method, it can be seen that the capillary wetting height value was high.
When the liquid absorptivity performance of polyester fabrics where hydrophilic finishing agent was applied by printing was examined, it was observed that the fabric with the 100% open printing gave the lowest capillary wetting height value of all fabric samples (Figure 5). This situation could be observed from the test images of the fabric samples in Figure 6. Because the liquid moved through the capillary gaps in untreated polyester fabrics, it gave a high capillary height value. This situation occurs due to the products produced from hydrophobic synthetic fibers in which the water is transferred without absorption by capillary voids between fibers and yarns. However, when 100% hydrophilic treatment was applied to only one side of the fabric, it was observed that the capillary wetting height of this fabric remained at a low level as a result of the absorption of the liquid by a dominant hydrophilic surface (Figures 5 and 6). As a result of this, the vertical wetting height remained at the lowest level in the fabric structure where this method was applied.
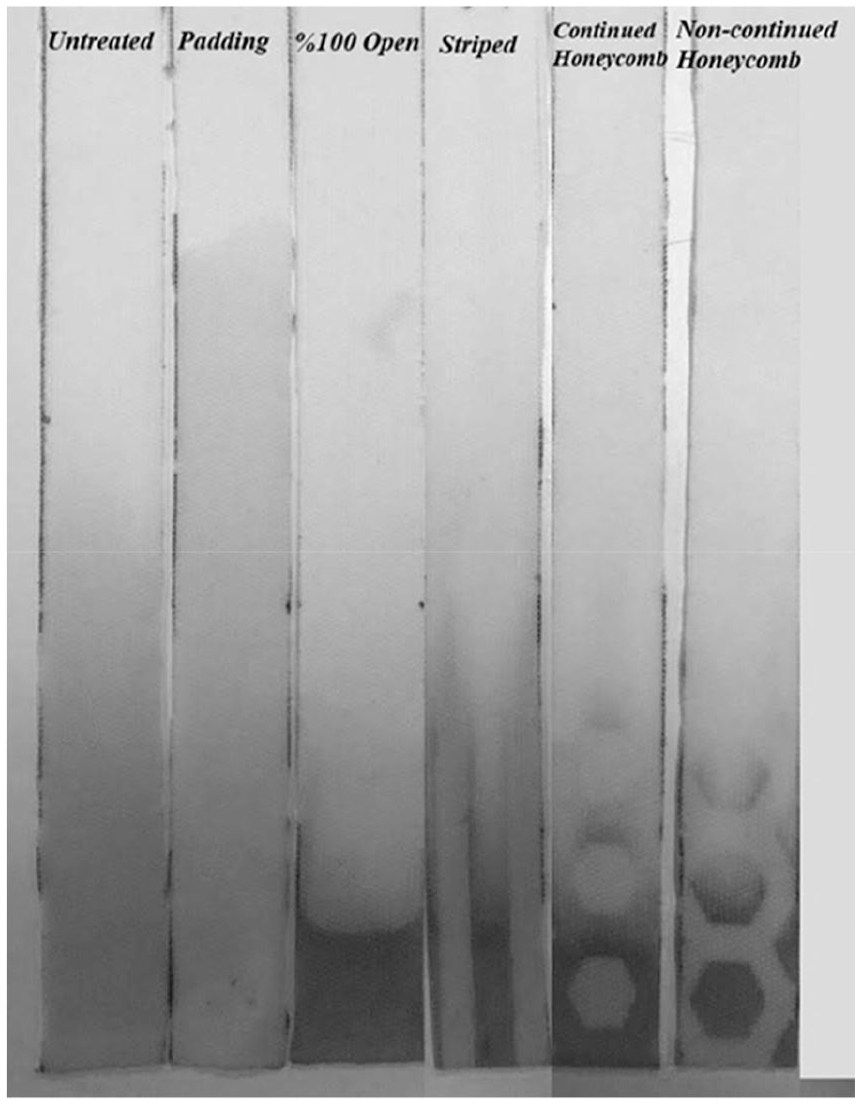
Fabric samples subjected to capillary wetting test.
In the fabric where the striped pattern printing was applied, the capillary wetting height level of this fabric was obtained at approximately the same level as the fabric treated by the impregnation method (Figure 5). This result suggested that the hydrophilic property desired to be achieved in polyester fabrics could be applied with less chemical use with the striped (50% open – 50% closed) printing method.
In the fabric structure where the hydrophilic printing was done with continued and non-continued honeycomb patterns was applied, it was found that the capillary wetting height values decreased compared with the untreated fabric. At the same time, it was observed that the capillary wetting height values obtained with continued and non-continued printing were close to each other.
Comparing the vertical wicking behavior of all fabrics, it was observed that the capillary wetting height values of impregnated (increased at ~17.83%) and striped (increased at ~14.01%) printed fabrics were increased according to the untreated fabric. The lowest vertical wetting height value was obtained in the 100% open-printed fabric structure. However, it was observed that low vertical wetting height values were also obtained in the fabrics with the honeycomb printing method. The vertical wetting behaviors of pattern structures of the continued honeycomb (65% open – 35% closed) and non-continued honeycomb (35% open – 65% closed) were found to be similar.
According to the untreated fabric, the capillary wetting height value of the 100% open printing pattern fabric decreased by ~14.65%, and the capillary wetting height value of the continued and non-continued honeycomb printing pattern fabrics decreased by ~7.64% and 7.00%, respectively. In the examined printing pattern methods, it was seen that the capillary wetting height of the fabric surface, where a continuous channeled printing such as a striped pattern was applied, was higher than that of the applied surfaces with continuous or discontinuous channels such as the honeycomb pattern. The obtained results showed that depending on the usage area, suitable hydrophilic printing methods could be used according to the textile product’s performance, according to the areas where the high vertical wetting rate was desired or not desired.
Evaluation of the water vapor permeability test results
The fabric’s relative water vapor permeability values with the standard error bar are given in Figure 7.
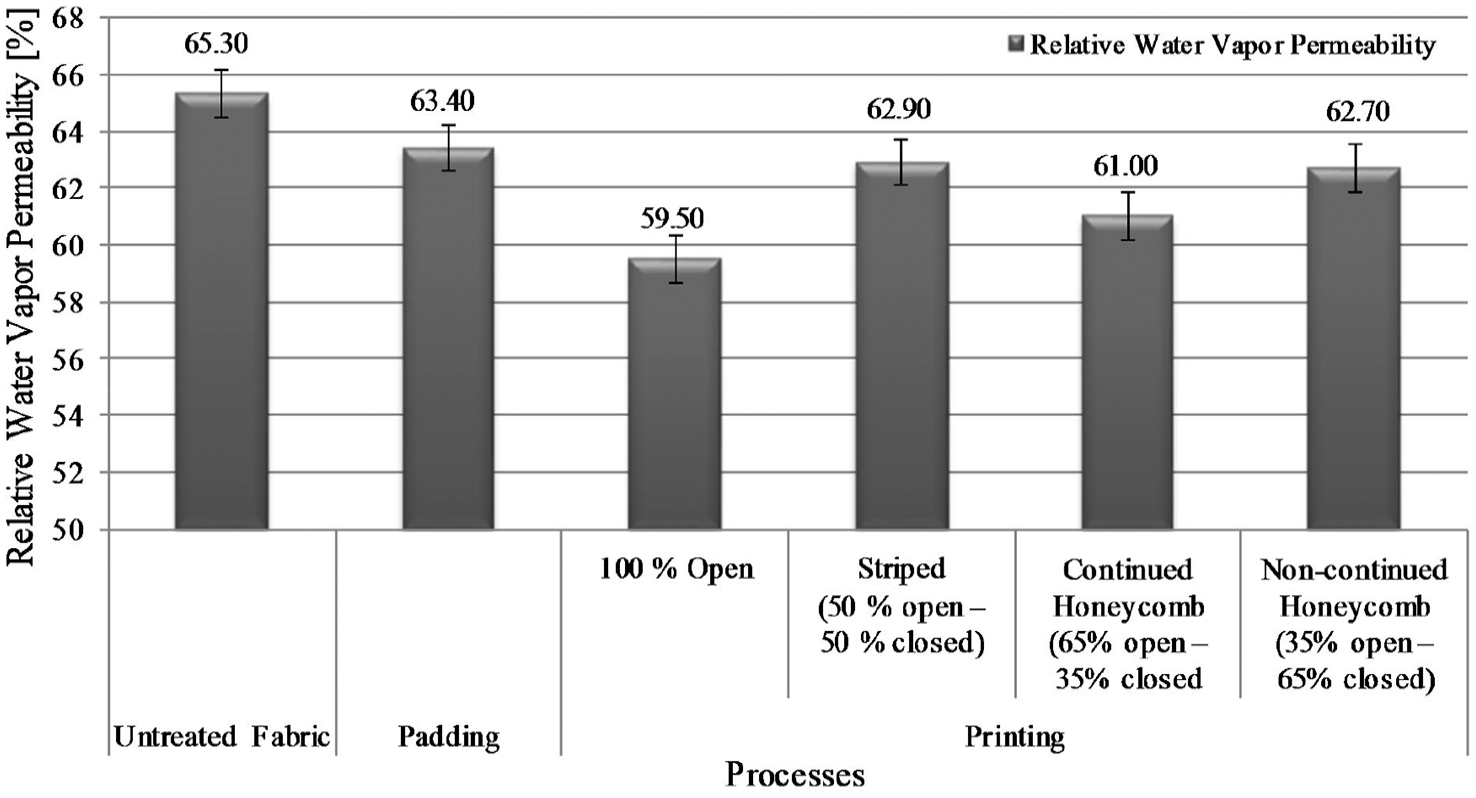
Relative water vapor permeability values of fabrics.
In Figure 7, when the water vapor permeability values of the fabrics were examined, it was observed that the untreated polyester fabric had the highest water vapor permeability value (65.3%) of all fabric samples because of its hydrophobic structure. It was found that the lowest water vapor permeability value was obtained in the fabric printed with the 100% open pattern (59.5%) printing method (Figure 7). The surface subjected to the water vapor permeability test is the surface where the fabric is subjected to hydrophilic printing. It has been observed that the water vapor permeability is significantly reduced due to the absorption of water vapor by the hydrophilic printing paste applied to the surface as 100% open printing, that is, dominant on the surface.
In Figure 7, it can be seen that the water vapor permeability values of the fabrics treated with impregnation (63.4%) and striped printing (62.90%) methods were close to each other. It was found that the liquid absorptivity values (such as capillary wetting height and water vapor permeability) of the fabric, which was treated with striped hydrophilic printing, were quite close to those for the fabric treated with the impregnation (padding) process. This result could be considered in terms of the applicability of the striped printing method as an alternative to the impregnation method in order to achieve less chemical consumption.
In Figure 7, it can be observed that the water vapor permeability value of fabric treated with a continued honeycomb pattern (61%) was lower than the water vapor permeability value of fabric treated with a non-continued honeycomb pattern (62.7%). This result stemmed from the rate of hydrophilic printing being higher in the continuous honeycomb pattern design. It was observed that a low water vapor permeability was obtained as the surface was coated with a high hydrophilic area.
However, the surface applied with hydrophilic printing with a non-continued honeycomb pattern was treated with hydrophilic material only on open areas (an area of 35%), and 65% of the area consisted of the untreated polyester fabric surface. In other words, the untreated polyester regions on the fabric surface were continuous areas. It was observed that the water vapor permeability values of a fabric treated with a non-continued honeycomb printing method were higher than those with the continued honeycomb printing method.
Comparing the water vapor permeability behavior of all fabrics, it was observed that the water vapor permeability value of the fabric, which was hydrophilic printed on only one side of the fabric (100% open printing), was the lowest. The highest value was seen in the untreated fabric structure. It was observed that the water vapor permeability value of all other fabrics with hydrophilic treatment decreased compared to the untreated fabric. It was observed that that of the water vapor permeability value of the continued honeycomb-printed surface (with a 65% open area) was lower than that of the striped (with a 50% open area) and non-continued honeycomb (with a 35% open area) printed surfaces. This result showed that the increased percentage of the hydrophilic finishing agent area reduced the fabric surface’s water vapor permeability. Also, it was seen that the water vapor permeability value of the fabric with hydrophilic printing with the padding method was close to that with striped printed surfaces.
The experimental results showed that the capillary wetting height and water vapor permeability values of polyester fabrics with the striped patterned hydrophilic printing were similar to that with the fabric that gained hydrophilic features by the padding method. This result suggested that the hydrophilic property desired in polyester fabrics could be achieved with less chemical content using a 50% open – 50% closed structure with the striped printing method. Also, it was observed that by applying 100% open hydrophilic printing to a hydrophobic polyester textile surface, the capillary wetting height and water vapor permeability values could be significantly reduced.
Evaluation of the drop absorbency test results
The fabric’s drop absorption time values with standard error bars are given in Figure 8.
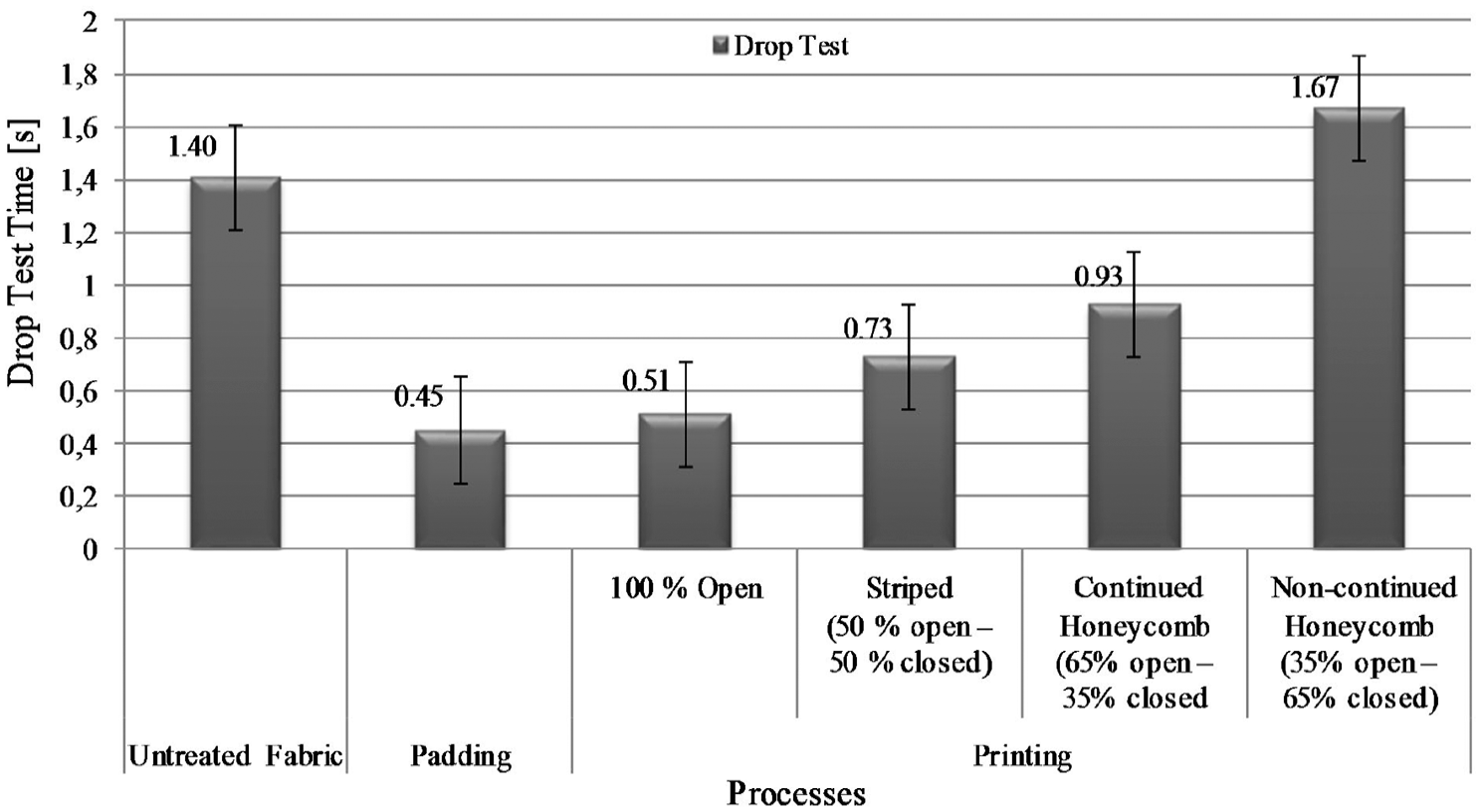
Drop test time values of fabrics.
When the drop absorption time values of fabrics were examined (Figure 8), it was seen that the untreated polyester fabric’s drop absorption time value was considerably higher than that for all the hydrophilic-treated fabrics except for the non-continued honeycomb-printed fabric. In Figure 8, when the liquid absorptivity properties of the fabrics were examined, it was observed that the impregnated polyester fabric had the lowest drop absorption time value (0.45 s) in all fabric samples. It was seen that this fabric was followed by the 100% open (0.51 s), striped (0.73 s), and continued honeycomb (0.93 s) printed fabrics, respectively.
Especially, it was observed that the 100% open printing of fabric could be an advantageous process compared to the other methods to achieve the low drop absorption time and also the lowest vertical wetting height value.
When the results of the drop absorption time of the striped pattern printing method were evaluated, it was found that the drop absorption time of this fabric was higher than that for the padding and 100% open printed fabrics. It was observed that the drop absorption time values of the fabrics increased for the striped and honeycomb patterns that were printed with hydrophilic methods with partial printing methods. In particular, the drop absorption time values of the non-continued honeycomb-printed fabric were obtained at higher levels than for the untreated polyester fabric.
In Figure 8, when the effect of honeycomb printing pattern structures on the drop absorption time is examined, it can be seen that the results with the honeycomb printing pattern methods were better than those for the impregnation, open printing, and striped pattern-printed fabrics. The drop absorption time was higher in the non-continued honeycomb (35% open – 65% closed) printed fabric than in the continued honeycomb (65% open – 35% closed) printed fabric. As the surface areas rate not treated with hydrophilic substrate increased, it was seen that the drop absorption time increased in the non-continued honeycomb pattern.
In addition to the untreated fabric, it was observed that the drop test times were high in the hydrophilic-printed fabrics with high polyester areas that were not treated. In other words, it was observed that the drop test time of the hydrophilic-printed fabrics increased as the rate of the untreated fabric surface areas increased.
Low drop test time values were obtained in the fabrics that gained hydrophilic properties by the padding and 100% open printing methods. When the images of the fabric surfaces subjected to the drop test in Figure 9 are examined, it can be seen that the liquid on the impregnated fabric was absorbed by spreading over the fabric surface. However, a point absorption (no spreading) was observed on the surface of the 100% open hydrophilic-printed fabric.
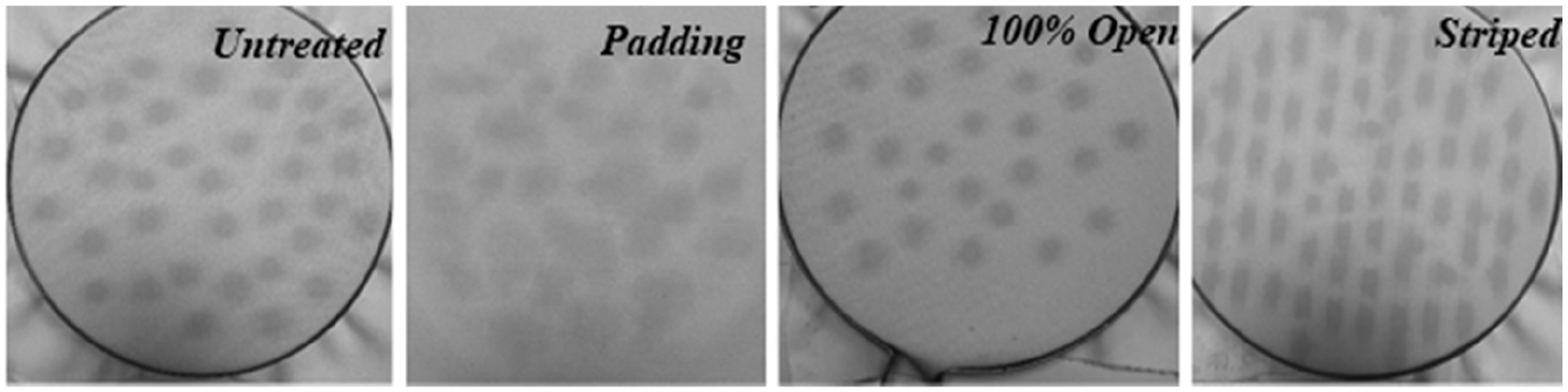
Fabric samples subjected to the drop test.
From the drop test results, it was observed that the liquid that was given hydrophility by the padding method showed absorption by spreading on the surface, and a point absorption structure (without spreading) was observed on the fabric applied with 100% open hydrophilic printing.
Conclusion
This research aimed to transfer the finishing agent, which gave the hydrophilic property, to a polyester product by a printing method other than the padding (impregnation) method. The polyester fabric’s liquid absorptivity properties were evaluated by changing the proportions of the hydrophilic process on the fabric surface by the printing method. When the results were examined, it was observed that the liquid absorption performance of the fabrics applied with hydrophilic treatment by the printing method varied depending on the proportion of hydrophilic and hydrophobic surface areas in the printing pattern as well as the continuity or discontinuity of these areas.
As a result, it was predicted that it was possible to control the performance properties such as capillary wetting, water vapor permeability, and liquid absorption times, which were expected for the polyester product depending on the place of use, by applying the hydrophilic printing method. In future work, it is planned to investigate the effect of hydrophilic treatment on 100% polyester fabrics woven with different structural parameters by the printing method.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.