
Abstract
Aim:
To evaluate the changes in the temperature of zirconia during grinding under different clinical conditions.
Materials and Methods:
A total of 60 zirconia framework specimens were fabricated and divided into groups of 10 specimens each. Two different handpieces, namely, a high-speed handpiece (HSH) and a low-speed handpiece (LSH), were used for grinding with and without water cooling. Fine- and coarse-grit diamond burrs were used with the HSH, separately. The following six groups were created: (a) HSH fine-grit with water cooling, (b) HSH coarse grit with water cooling, (c) HSH fine grit without water cooling, (d) HSH coarse grit without water cooling, (e) LSH with water cooling, and (f) LSH without water cooling. Each zirconia framework was ground until 1 mm3 of the material was removed. Temperature values corresponding to the grinding techniques were compared and statistically analyzed. One-way analysis of variance was used to compare the group parameters, while the Tukey honest significant difference test was used to detect significant differences between the groups. The significance level was set at P <.05.
Results:
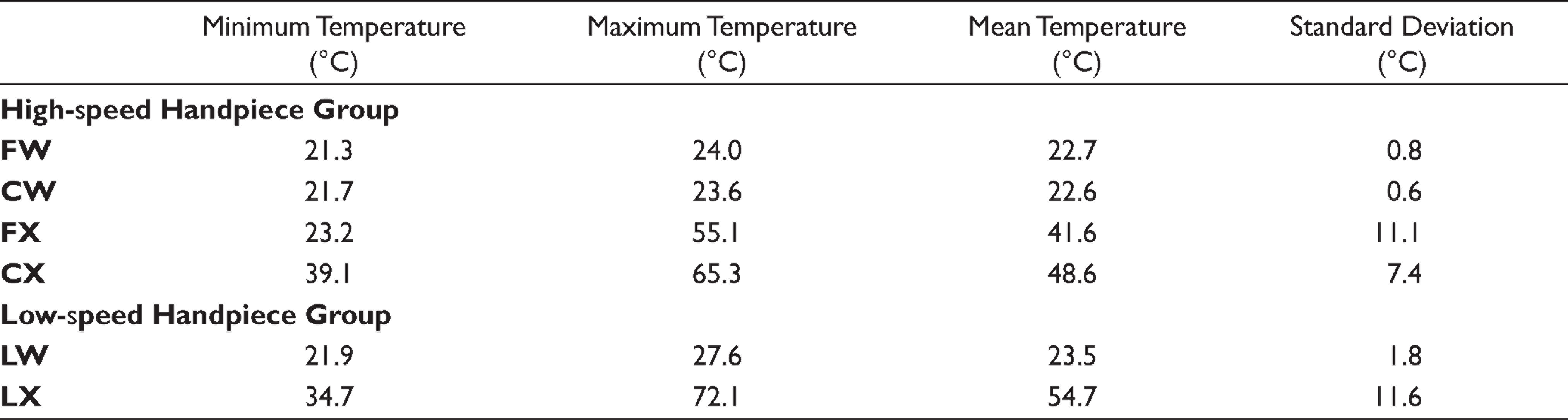
The highest mean temperature was measured in the case of grinding with the LSH without water cooling (54.7 °C ± 11.6 °C), while the lowest mean temperature was observed in the case of grinding with the HSH using the coarse-grit diamond rotary instrument under water cooling (22.6 °C ± 0.6 °C).
Conclusions:
The grinding of zirconia must be performed with an HSH under water cooling. Further, when water cooling is used, neither the type of handpiece nor the grain type of the rotary instrument used as it has a significant effect on the temperature.
Introduction
Ceramic materials are good alternatives to metal-ceramic restorations because of their esthetic features, which are similar to those of natural teeth as well as their chemical stabilities and biocompatibility. In the literature, various classifications exist for ceramics. Conrad et al. 1 classified ceramic materials into three substructure groups on the basis of their contents: ceramic/glass ceramics, alumina-based ceramics, and zirconia-based ceramics. They stated that, compared to other ceramic systems, zirconia, which exhibits good mechanical performance and high durability, tensile strength, and chemical and dimensional stabilities, increases the reliability of esthetic restorations.
Zirconia restorations are produced by the dry or wet shaping of ceramic blocks, which are then sintered between 1400 °C and 1600 °C to ensure a high density. To ensure a perfect restoration, it may be necessary to grind the final fitting under clinical conditions. However, the basic mechanical characteristics of zirconia change after it is subjected to clinical and routine laboratory processes. For instance, grinding, sanding, veneering, and polishing generate stress and heat on the material surface.2,3 As the heat generated increases, this may accelerate the formation of particles and the tetragonalmonoclinic (t-m) phase transformation, which, in turn, may have a detrimental effect on the mechanical properties of zirconia. 4
Zirconia is also used widely for implant abutments that show improved translucency for implant-supported restoration, in contrast to metal abutments. Mechanics (hardware) problems, such as screw loosening, breakage, or porcelain fractures, are the most common complications encountered with respect to dental implant prostheses and may require the removal of the prosthesis. Moreover, the loss of the prosthesis abutment fitting or color harmony with the adjacent teeth may also require the replacement of the restoration. If the implant-prosthetic connection has been made using a screw, access to the screw hole over the crown is usually easy. However, the removal of a cemented prosthesis may not always be easy. If the connection between the abutment and the crown made using cement can be broken, the restoration can be removed easily. 5 Otherwise, the drilling or cutting of the restoration using a high-speed handpiece (HSH) may be required to be able to access the screw channel of the abutment. In either case, the grinding or cutting of the zirconia crown must be done intraorally. In addition, zirconia abutments can be prepared intraorally by physicians in a clinical setting.5,6
The purpose of this study was to compare the temperature changes and evaluate heat conduction to the neighboring structures and tissues during the grinding of zirconia under different conditions in a clinical environment. The null hypothesis to be tested of this study was that during the clinical fine adjustments (grinding) of zirconia, the use of water for cooling and/or different grinding protocols (different types of handpieces and the grain thicknesses of dental rotary instruments) have no effect on heat generation in the material and the surrounding tissues.
Materials and Methods
Preparation of Zirconia Specimens
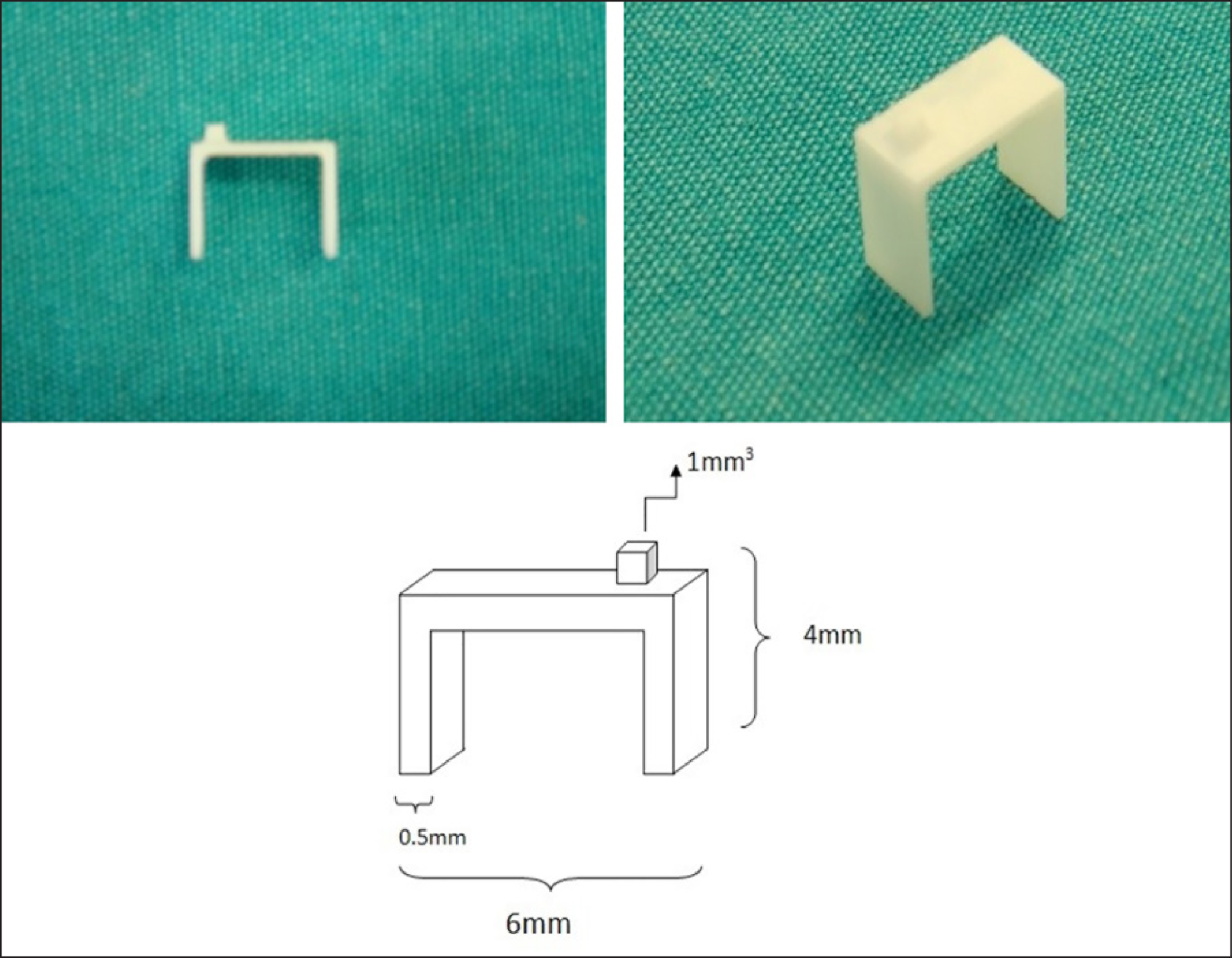
In order to perform the present in vitro study, a total of 60 zirconia specimens (10 for each group) were prepared. To produce the zirconia specimens, an acrylic resin specimen of the desired dimensions was prepared. Then, using this acrylic resin specimen, zirconia blocks were produced under laboratory conditions. For the production of the zirconia specimens, unsintered zirconia blocks from Zirkonzahn (Zirkonzahn GmbH, Gais, Italy) were used. The milling process was carried out manually by a technician. The zirconia specimens first milled 25 percent larger in volume and then were prepared properly in their original shapes with production techniques of the system in the laboratory by sintering for 16 h at 1500 °C. Based on millimetric measurements of the prepared zirconia specimens, 60 specimens with the appropriate dimensions were chosen (Figure 1).
Zirconia Substructure and Blocks Used in This Study
Grinding Instruments and Conditions
Different grinding techniques, namely that using an HSH (max up to 400,000 rpm) (625DN SuperTorque; KaVo, Charlotte, NC) with two different abrasive rotary instruments (burs) (841F “fine grit” and 841G “coarse grit”; Hager & Meisinger GmbH, Neuss, Germany) and that using a low-speed contra-angle handpiece (LSH) (max up to 40,000 rpm) (EX-203; NSK) with an abrasive rotary instrument (Hager & Meisinger GmbH, Neuss, Germany), were used with or without water cooling.
Grinding of Zirconia Specimens
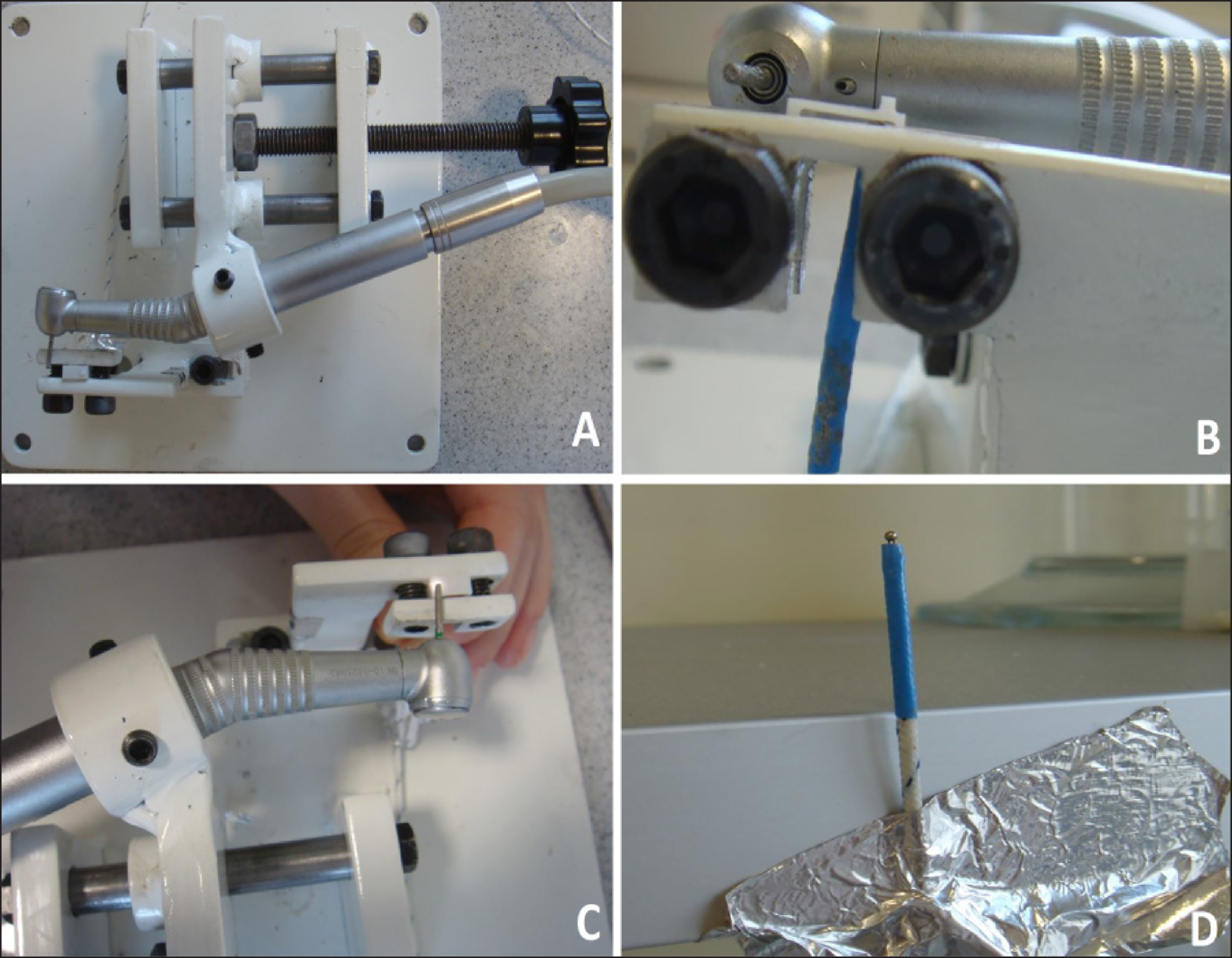
During grinding with a handpiece, in order to ensure that the rotary instrumentmaterial relation was standardized, a grinding mechanism was developed. By immobilizing the handpiece and the zirconia specimen being used during the grinding process, this mechanism ensured that the same backward and forward movements were performed during grinding for every specimen. The mechanism consisted of a part on which the zirconia specimen was immobilized, a part on which the handpiece was immobilized, and a handle that only allowed for back and front movements for grinding (Figure 2A). Fixation parts were completely rigid and allowed for grinding without changing the position of the zirconia specimen or the handpiece. The handle, which resulted in the back and front motions of the handpiece, was designed to move easily in one direction during the grinding process. The zirconia specimens were ground till a volume of 1 mm3 had been removed without time limitation.
(A) Mechanism Prepared for Immobilizing Handpieces, (B) Relation Between Handpiece and Zirconia Sample, (C) Grinding with High-speed Handpiece, and (D) Thermometer Probe
Experimental Groups
HSH “Group 1”: Grinding under water cooling using fine-grit diamond rotary instrument (FW).
HSH “Group 2”: Grinding under water cooling using coarse-grit diamond rotary instrument (CW).
HSH “Group 3”: Grinding without water cooling using fine-grit diamond rotary instrument (FX).
HSH “Group 4”: Grinding without water cooling using coarse-grit diamond rotary instrument (CX).
LSH “Group 5”: Grinding under water cooling using grinding rotary instrument (LW).
LSH “Group 6”: Grinding without water cooling using grinding rotary instrument (LX).
The water-cooled groups and unused groups are denoted with “W” and “X,” respectively.
Observational Parameters
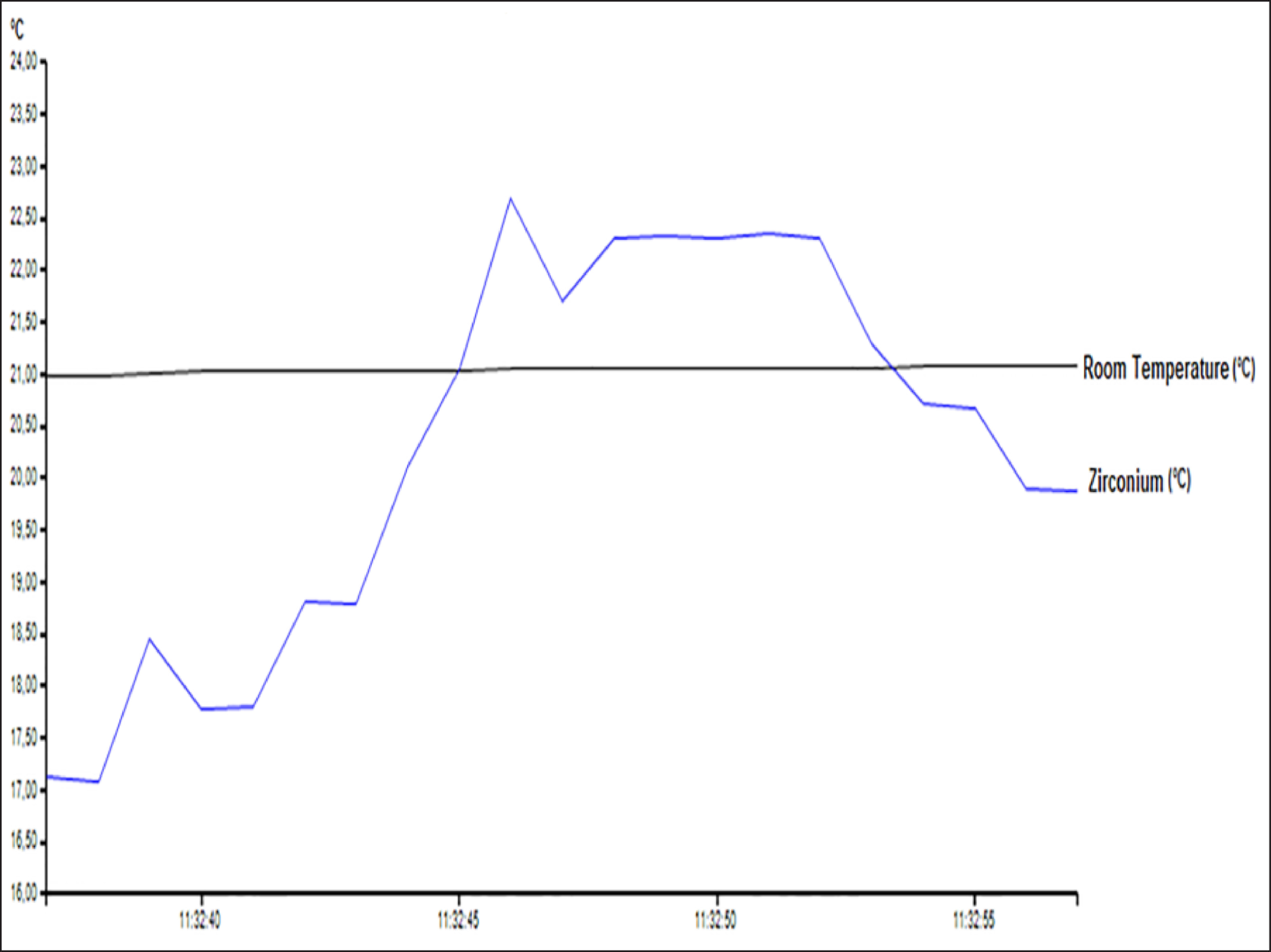
Changes in the temperature of the zirconia specimen during the grinding process were measured digitally using a thermometer probe that was placed on the interior surface of the substructure of the specimen (Figures 2B and 2C). In addition, a second thermometer probe recorded the heat of the environment during the entire grinding process for standardization (Figure 2D). In this study, Kistock KTT300 dataloggers (KIMO Instruments, Montpon Ménestérol, France) and the software KILOG from the same manufacturer were used for the temperature measurements. Measurements were performed on all 60 specimens (Figure 3).
Changes in Temperature During Grinding of Zirconia Samples with HSH Under Water Cooling as Determined Using Computer Software
Statistical Analysis
The software Statistical Package for Social Sciences v15.0 (SPSS Inc., Chicago, IL) was used to analyze the measurement data. Whether the parameter values exhibited a normal distribution was confirmed using the KolmogorovSmirnov test. The results showed that the data did indeed exhibit a normal distribution. One-way analysis of variance was used to compare the group parameters, while the Tukey honest significant difference (HSD) test was used to detect significant differences between the groups. The significance level was set at P <.05.
Results
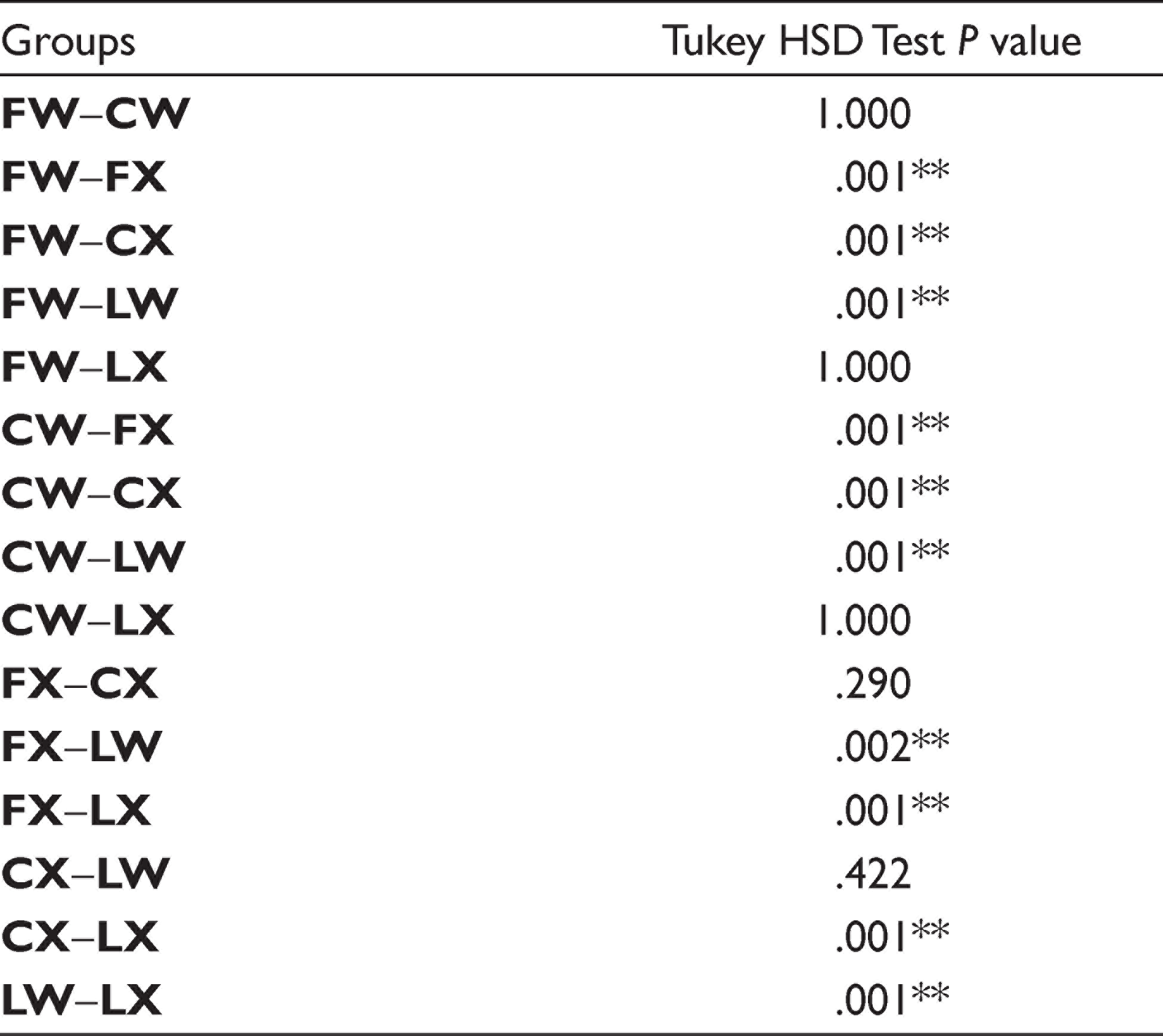
The maximum, minimum, and mean temperatures of the groups are listed in Table 1. On comparing the maximum temperatures, it can be seen that the mean maximum temperature during grinding with the LSH under water cooling (LW: 23.6 C ± 1.8 C) was higher than that during grinding with the HSH under water cooling (FW: 22.7 C ± 0.8 C and CW: 22.6 C ± 0.6 C). Similarly, it can be seen that the mean maximum temperature during grinding with the LSH without water cooling (LX: 54.7 C ± 11.6 C) was higher than that during grinding with the HSH without water cooling (FX: 41.6 C ± 11.1 C and CX: 48.6 C ± 7.4 C). For all the groups, the mean temperatures during grinding without water cooling were higher than those during grinding with water cooling. On comparing the standard deviations in the mean maximum temperatures, it was found that the groups for which grinding was performed under water cooling showed smaller standard deviations than did the groups for which grinding was performed without water cooling. There was a statistically significant difference between the mean maximum temperatures of the various groups (P <.01). The mean maximum temperature of LX was higher than those for CX, FX, and LW (P <.01). Further, the mean maximum temperature of CX was higher than those for FW and CW (P <.01). Similarly, the mean maximum temperature of FX was higher than those for FW, CW, and LW (P <.01). Finally, the mean maximum temperature of CW was higher than those for FW and CW (P <.01). There were no statistically significant differences in the mean maximum temperatures of the other groups (P > .05) (Table 2).
Measured Temperatures for Various Groups
Comparison of Maximum Temperatures for All Groups Using the Tukey HSD Test
Discussion
Based on the results of this in vitro study, the first part of the null hypothesis that the use of water cooling has no effect on heat generation was rejected. Further, the second part of the null hypothesis that the type of dental rotary instrument and handpiece used has no effect on the amount of heat generated was rejected.
Any treatment on zirconia will cause surface modifications, deformation, and an uncontrolled t-m phase transformation. These changes induced on the zirconia surface negatively affect the flexural strength, toughness, and elastic modulus of zirconia. 4 Further, these surface changes also adversely affect the long-term clinical success of the material. A large t-m phase transformation causes the material to lose its mechanical stability and resistance to crack formation and results in a low degree of transformational toughening. In the present study, the aim was to determine the optimal grinding method for clinical environments by evaluating the amount of heat generated during the grinding of zirconia under different conditions.
Unstable pure zirconia exhibits three different crystallographic structures, depending on the temperature. At room temperature, zirconia exists as a monoclinic phase. However, as the temperature is increased, it transits to exhibiting tetragonal and cubic phases. Because zirconia is in a tetragonal phase in the firing temperature range, a t-m phase transformation occurs during cooling to room temperature. During this process, the volume of zirconia increases by 3%5%. Although the compressive stresses caused by the phase transformation increase the durability of zirconia, the t-m phase transformation should be controllable. Otherwise, the associated volume increase may cause cracks and breakage. Therefore, zirconia must be kept in the tetragonal phase at room temperature. Metal oxides such as those of calcium, magnesium, aluminum, yttrium, and cerium are added to zirconia to stabilize it at room temperature.7,8
Studies on the grinding of zirconia have primarily focused on various surface operations (grinding, sanding, aluminum particle abrasion, and aging). Most of the grinding treatments have been carried out using HSH devices and diamond rotary instruments similar to those used in the present study. Moreover, although some studies used and suggested water cooling3,8,9, some did not.10,11 It has been reported that the phase transformation induced in zirconia owing to grinding affects its mechanical properties because of the following two factors: stress formation, which decreases the deformation resistance of zirconia, and surface deformations. 10
Prado et al. 8 reported that grinding under water cooling using a contra-angle handpiece with an extra-fine diamond rotary instrument at 170,000 rpm affects the surface topography of zirconia but does not change its mechanical behavior. However, an increase in the m-phase content is observed after grinding. Similarly, Fiorin et al. 12 evaluated the effect of different grinding protocols (grinding and finishing with medium and fine diamond rotary instruments using HSH under constant water cooling, and grinding and finishing with coarse and medium diamond rotary instruments, respectively, using LSH without water cooling) on the surface characteristics, phase transformation, and mechanical behavior of yttria-stabilized tetragonal zirconium (Y-TZP). Researchers reported that although grinding protocols affected surface characteristics and promoted phase transformation, the mechanical behavior of Y-TZP was not impaired. In the present study, temperatures did not reach the levels that would affect the material properties of zirconia.
Wang et al. 13 reported that tungsten-carbide burs (6- and 8-blade) are not recommended for zirconia grinding due to the significant reduction of biaxial flexural strength and observed microstructural surface and subsurface damage. In this study, diamond burs with coarse- and fine-grained burrs were used in the HSH group and abrasive burs were used in the LSH group. Botelho et al. 14 investigated the effect of selected surface finishing techniques on the biaxial flexural strength, surface roughness, and phase transformation of a zirconia dental restorative material and recommended diamond grinding, instead of tungsten-carbide, and stated that diamond grinding does not weaken zirconia. Cannetto et al. 15 ground zirconia with diamond rotary instruments with grain sizes of 75, 54, and 18 μm and measured the number of cracks formed in it. They reported that zirconia should only be ground using fine-grained diamond rotary instruments with grain sizes of 1530 μm. Researchers have also reported that zirconia should not be ground with rotary instruments with a grain size of 75 μm or higher, as it can lead to crack formation at a minimum depth of 28 μm. These cracks can cause a strength loss of up to 41%. It has also been reported that the abrasions made with diamond rotary instruments with grain sizes of 18 μm and 54 μm do not cause critical damage to zirconia and thus do not have an adverse effect on its strength. In a study similar to the present one, Ramos et al. 2 ground zirconia with rotary instruments of different grain sizes and reported that, when the clinical fine adjustment of zirconia restorations is necessary, it should be performed with finer-grit diamond rotary instruments so that the efficacy of the restorations is not affected. In the present study, the grain size of the rotary instrument used did not affect the amount of heat generated.
Iseri et al. 10 studied the biaxial flexural strength of zirconia disks after grinding as well as the changes in their temperature. They ground 1 × 3 mm 2 disks under two different conditions: continual and periodical. The grinding process was carried out using a micromotor or an HSH similar to that used in the present study. During continual grinding, the mean maximum temperature for the micromotor group was 134.9 C, while for the HSH group, it was 63.4 C. During periodical grinding, the mean maximum temperature of the micromotor group was 118.6 C, while that for the HSH group, it was 61.9 C. In this study, for the tested specimens, which imitated the zirconia core, grinding was performed until 1 mm3 of the surface had been removed. It is likely that the temperatures in the above-mentioned studies were higher because grinding was performed for longer durations in them. In addition, in the present study, grinding was performed under water cooling to imitate clinical conditions. This significantly limited the increase in the temperature during grinding.
Ercoli et al. 16 subjected tooth-like materials to grinding using different rotary cutting instruments and evaluated the resulting temperature changes. They found that the temperature changes did not depend on the handpiece or rotary instrument type used but on the extent of water cooling, as well as the temperature of the water used during the grinding process. Hatanaka et al. 9 investigated on grinding zirconia under different conditions and stated that adjustments by grinding in 3Y-TZP frameworks should be performed with water cooling, and regeneration firing should be undertaken to obtain a more reliable material. In the present study, in order to mimic clinical conditions, zirconia specimens were ground under water cooling, and the changes in the temperature of the interior surfaces of the specimens were evaluated. It was observed that the temperature after grinding under water cooling (mean of 22.6 C) was similar to those reported by Ercoli et al. 16
A study similar to ours was conducted by Xie and Huang, 17 who evaluated the temperatures of partly stabilized zirconia ceramics in grinding wheels as well as the effects of the cooling system used. When the speed of the grinding wheel was less than 160 m/s and water cooling was used, the mean temperature on the zirconia surface was between 100 C and 300 C. Parameters such as the grinding speed and cutting depth did not have a significant effect on the temperature, although during grinding without water cooling, the surface temperature reached up to 920 C. In addition, surface cracks were observed during scanning electron microscopy analysis after grinding without water cooling. In another study, Aliaga et al. 11 reported that the grinding should be carried out without irrigation for conventional and monolithic zirconias, after evaluating the effect of grinding on the surface morphology, mean roughness, crystalline phase, flexural strength, and Weibull modulus of monolithic zirconia and conventional zirconia. In the present study, the surface temperature of the zirconia specimens increased beyond 72 C after grinding without water cooling.
Mason et al. 5 reported that the intraoral preparation of a 1 mm zirconia abutment without water cooling results in high temperatures, which may damage the peri-implant bone. In addition to Mason et al. 5 , Huh et al. 18 also reported that water cooling during the preparation of zirconia abutments prevents damage by limiting the increase in the temperature. Similarly, the results of the present study indicated that, for all the “grinding with water cooling” groups, the temperature did not exceed the threshold that may result in thermal injury to the bone. However, for the groups wherein water cooling was not used, it was observed that the temperature exceeded this threshold.
The fact that gray reflections occur in the peri-implant tissues of metal abutments and crowns has led to zirconia becoming the preferred material for the abutments and/or crowns used in dental implant prosthesis, especially those used in esthetically important areas. 6 Zirconia abutments can be prepared intraorally by physicians in a clinical setting, or in some cases, the drilling or cutting of the zirconia restoration using an HSH may be required in order to be able to access the screw channel of the abutment. It is known that for the osseointegrated implants, at temperatures higher than 47 C, heat is transmitted to the implantbone interface, causing damage to the bone tissue because of the denaturation of the hard tissue proteins. Bone protein denaturation may result in the soft tissue encapsulation of the implant or necrosis in the bone, eventually leading to implant failure.6,18 In the present study, the temperatures formed in all grinding processes without water cooling exceeded these values. This has the potential to pose a serious risk to the bone around the implant.
Conclusion
For the six groups tested in this study, the highest mean maximum temperature was observed in the case of grinding using the LSH without water cooling (54.7 C ± 11.6 C). Further, the lowest mean maximum temperatures were observed in the case of grinding with the HSH using water cooling, namely for the FW (22.6 C ± 0.6 C) and CW (22.7 C ± 0.8 C) groups. Thus, as per the results of this in vitro study, during the clinical fine adjustments (grinding) of zirconia, it is recommended that grinding be performed under water cooling, as grinding zirconia without water cooling can result in high temperatures that may damage the structure of zirconia and the surrounding tissues. Finally, with respect to heat generation, the type of handpiece or the grain size of the rotary instrument used did not have a significant effect.
Clinical Significance
In clinical conditions, it is recommended that the final adaptation of zirconia be carried out under water cooling, especially if done intraorally. Further, the type of handpiece or grain type of the rotary instrument does not have a significant effect on the amount of heat generated when water cooling is used.
Footnotes
Declaration of Conflicting Interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.
Author Contributions
Study methodology was designed by all authors. Conceptualization, data curation, formal analysis, investigation, validation was made by SIVET and MALKONDU. Funding acquisition, resources, visualization, writing original draft, and software management were handled by SIVET and KUCUKKURT. Project administration, supervision, writing review and editing were done by KAZAZOGLU and MALKONDU. The final article was approved by all the authors.
Data Availability Statement
All data sets used in the current study are available within the article or its supplementary materials.