
Abstract
Purpose:
Development of PVA/cellulose fiber composite material with modulable properties, obtained through the increase of reinforcement and heat treatments in order to optimize the composite in terms of mechanical, thermal, and degradation properties.
Methods:
The composite was designed selecting as matrix an experimental formulation based on water-soluble, biodegradable, polyvinyl alcohol (PVA) and microcrystalline cellulose (MCC), as reinforcement. Six different formulations, with increasing ratio of MCC content (from 0% to 55% w/w) in PVA, were developed and extruded by a co-rotating twin-screw extruder (TSA FSCM 21/40). Then, samples have been treated through two different thermal conditions (T1, T2) and characterized by scanning electron microscopy, tensile mechanical tests, thermogravimetric analysis, and water degradation tests to investigate, respectively, the influence of MCC ratios and heat treatment on morphological, mechanical, degradation, and thermal properties.
Results:
The PVA/MCC composite exhibited a good stress–strain behavior as well as a close correlation between MCC content on tensile, thermal, and degradation properties. The second part of the results includes the analysis of the effects that the thermal treatments (T1, T2) had on the composite. In fact, thermal treatments have allowed improving the thermal and water stability as well as a significant improvement in the considered mechanical parameters due to a possible crosslinking of the PVA matrix.
Conclusion:
The present work shows how the properties of the PVA/MCC composite can become modular with the aim of extending its range of application as a new sustainable solution in the field of consumer products.
Keywords
Introduction
In the last two decades, economic, environmental, technical, and legislative issues can be considered drivers for the development of sustainable composite materials reinforced with natural fibers or fillers. Properties of polymer composite materials are closely related to the properties of the polymeric matrix and the type, shape, size, concentration, and distribution of the reinforcing material.
Polymer-based composites are further classified into 100% renewable composites, partly renewable composites, and non-renewable composites based on the renewable or non-renewable characteristics of the polymer matrix and/or reinforcement. 1 The use of natural and biodegradable fibers makes it possible to obtain sustainable composite materials that have multiple advantages over synthetic fibers composites, as they are renewable, low density, have high mechanical strength, and they are non-abrasive.2–4
Among natural polymers proposed as reinforcements, advantages of cellulose fibers in sustainable composites are mainly related to their toughness, flexibility, easy processing, recyclability, and eco friendliness. For these reasons, this green reinforcement has been applied to several studies in the last few decades in a large number of fields ranging from automotive to biomedical. 1
Following the discovery of cellulose in 1838 by A. Payen,5,6 the development of cellulose fibers as reinforcement in composite materials began. In 1987, the first thermoplastic composites were formulated using polypropylene (PP), high density polyethylene (HDPE), and polystyrene (PS) as matrices, reinforced with cellulosic pulp fiber by Boldizar et al. 7 Since then, the cellulose fibers have reinforced several thermoplastic polymers, such as plasticized wheat starch (PWS), 8 poly(lactic acid) (PLA),9–11 polyvinyl alcohol (PVA), 12 and PP. 13
Since 1999, research has become sensitive to renewable and sustainable materials as possible substitutes for fossil-based non-biodegradable plastics. 6 In particular, the study by Graupner et al. describes the mechanical characteristics of PLA composites reinforced with different kinds of natural fibers (40% w/w), 10 obtained by compression molding, for different product design applications. Ummartyotin and Pechyen studied the possibility to obtain microwavable properties of packaging, 11 using 5, 10, and 20% w/w of cellulose extracted from cotton as filler into a PP matrix.
Zhang et al. formulated thermoplastic PVA composites with plasticizers, 12 using mechano-chemically activated cellulose fibers as reinforcement, to obtain biodegradable high performance composite materials.
PVA has poor mechanical properties, so the introduction of a reinforcing material in PVA has been explored to increase its performances. 14 In particular, studies concerning the addition of reinforcement to PVA are the basis of the present research. In fact, PVA has been investigated to be used as a potential matrix for sustainable composites, thanks to its water solubility, biodegradability, bio and eco compatibility, high tensile strength, excellent adhesive properties, and chemical resistance and gas barrier properties.12,15,16
Moreover, the literature shows that cellulose has a great potential as reinforcement of PVA causing a greater tensile modulus and mechanical strength, thermal stability, and thermo-mechanical properties of the obtained green composites.14,17,18
The water solubility of PVA can constitute a limit or an advantage, depending on the final application of a PVA/cellulose fiber composite. In the literature it has been analyzed how the water solubility of the PVA can be modulated by heat treatments.19–21 By heating, the aqueous solubility of PVA is reduced whilst its crystallinity is increased, and hence its density. Treatment temperature ranges up to 200°C, as above this temperature decomposition can occur. 19 In fact, at temperatures higher than 200°C PVA could undergo pyrolysis, irreversibly changing its chemical composition.
The present work is intended to investigate the properties of PVA/cellulose green composites by varying the percentage of cellulose used as reinforcement and the different thermal treatment conditions. Basing on literature searches,9,14,17,18,22,23 the cellulose fibers will be aimed at increasing the mechanical properties of the composite, while the heat treatments increase the stability in aqueous solution. A further investigation will be the interrelations between increased properties, not excluding that there may be interconnections of cause–effect agents. The final aim is to obtain modulable composite properties in order to optimize the composite, expanding its applicability on different design requirements in terms of mechanical, thermal and degradative desired properties.
Materials and methods
The polymer selected as matrix for the composite investigated here is an experimental formulation based on PVA, with degree of hydrolysis between 75 and 90%, average molecular weight between 75 and 150 kDa, and a polydispersity index between 2.5 and 4.3. The reinforcement is represented by JRS Arbocel® BE 600/30 PU microcrystalline cellulose (MCC, Rettenmaier, Germany) with dimensions lower than 45 μm (>45 μm 0–0.1%) and bulk density in the range 232–248 g/L.
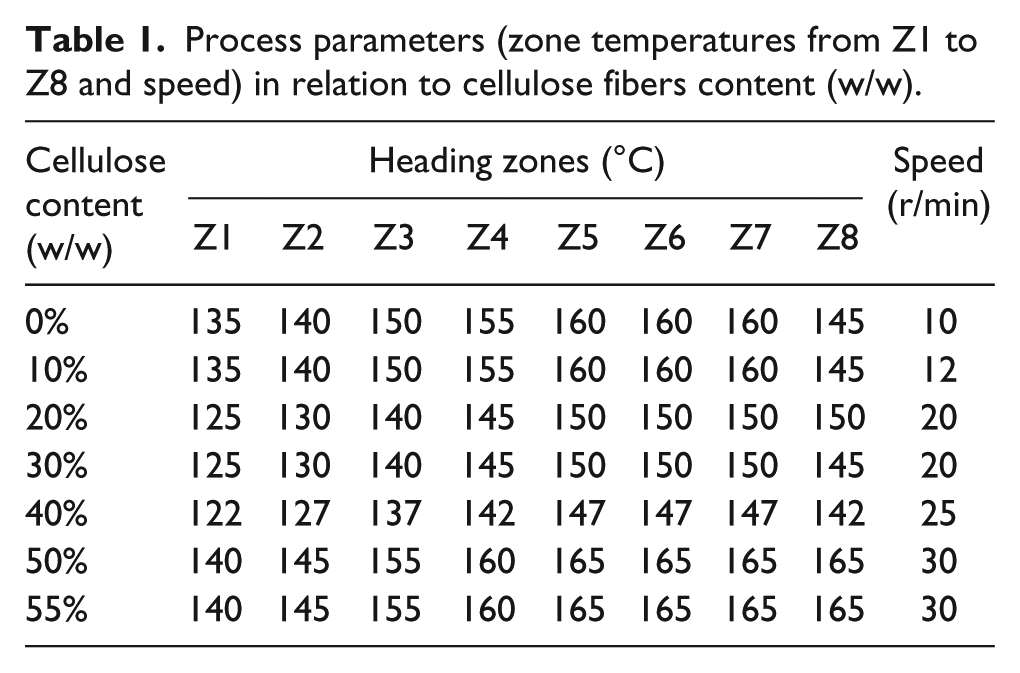
Seven different percentages of cellulose fibers content were investigated (0–55% w/w, Table 1). The dry blend formulations (PVA/MCC) were conditioned in oven at 80°C for 30 min in order to eliminate possible residual moisture. The obtained dry mixtures were processed by extrusion through a corotating twin-screw extruder FSCM series (TSA Industriale, Cernobbio, Italy), with screw diameter of 20 mm and length/depth ratio of 40. The extruder has eight heating zones (Z1–Z8), whose temperatures have been previously optimized (data not shown) according to the extruded composite, at different process speeds (r/min), as detailed in Table 1. After the die zone (i.e., Z8), the material flows over a conveyor belt (L = 150 cm), and it cools at room temperature set at 25°C by a conditioner.
Process parameters (zone temperatures from Z1 to Z8 and speed) in relation to cellulose fibers content (w/w).
Specimen preparation
Specimens with different shape (i.e, rectangular and circular cross-section) were obtained directly from the extrusion process (Table 1). In particular, flat bars for tensile tests have been extruded using a rectangular die (250 × 2 mm2) taking as reference specimen type 2 described in BS EN ISO 527-3:1996 standard. 24 Nine specimens were obtained for each percentage of cellulose (Table 1) and a triplicate for each condition has been used for thermal treatments performed in a Salvislab Thermocenter tc100 oven, setting two different thermal conditions: (a) T1: t = 30 min, T = 130°C; (b) T2: t = 30 min, T = 150°C. Degradation and morphological analysis were carried out on cylindrical samples directly obtained by the extrusion process using a circular die (⌀ = 1.75 mm). PVA/MCC composites with 0, 30, and 55% w/w of MCC content have been extruded using the same parameters reported in Table 1.
Characterization
The morphology of different PVA/MCC composites samples (n = 1, for each composite composition) was evaluated by scanning electron microscopy (SEM, Stereoscan 360, Cambridge Instruments) observations. The cross-section of the specimens was obtained by manual cut with a scalpel avoiding possible artifacts.
Mechanical tensile properties of the considered samples were evaluated using an electromechanical MTS equipped with a 5 kN load cell load. Tensile tests were performed in triplicates on extruded and thermal-treated specimens (length = 150 mm: cross-section = 50 mm2), at 50 mm/min crosshead speed until break.
Thermogravimetric analysis (TGA) was carried out using a Perkin Elmer STA 6000 instrument, applying 10°C/min heating rate in the temperature range 35–900°C, in nitrogen atmosphere. Temperature at 5% mass loss (T5%) and percentage residual after complete degradation were considered as representative parameters to evaluate possible thermal differences in the composites under investigation.
The water solubility of the material was investigated by degradation tests in water environment. Degradation tests were carried out on cylindrical samples directly obtained by the extrusion process (⌀ = 1.75 mm, length = 20 mm). The specimens (n = 3 for each time point and for each considered condition) have been immersed in 4.3 mL of water at room temperatures and extracted at different time points (t = 5 and 30 min, 1, 2, 4, 6, 8, 16, 20, and 24 h). At each time point, specimens were dried in a Salvislab Thermocenter tc100 oven at 60°C for 8 h and then weighed. The mass loss rate was calculated using

where mf is the final mass and mi is the initial mass
Statistical analysis
Data are presented as mean ± standard deviation. An analysis of variance test was performed to compare data groups (Microsoft® Office Excel 2016, 2.6); p < 0.05 was considered to indicate a statistically significant difference.
Results and discussion
Influence of MCC filler percentage
Figure 1 shows SEM micrographs of the samples’ cross-sectional surface for representative composites compared to neat PVA. It is possible to observe a heterogeneous surface at low MCC percentage (Figure 1(b)), while increasing MCC filler (Figure 1(c), 50% w/w), cellulose powder appears homogeneously dispersed in the PVA matrix. Comparing 20% MCC/PVA with 55% MCC/PVA cross-section, it is possible to observe a different distribution of MCC. In particular, in the composite with a higher percentage of reinforcement, it seems to have a good interface between with the PVA matrix so that is rather difficult to observe the MCC.
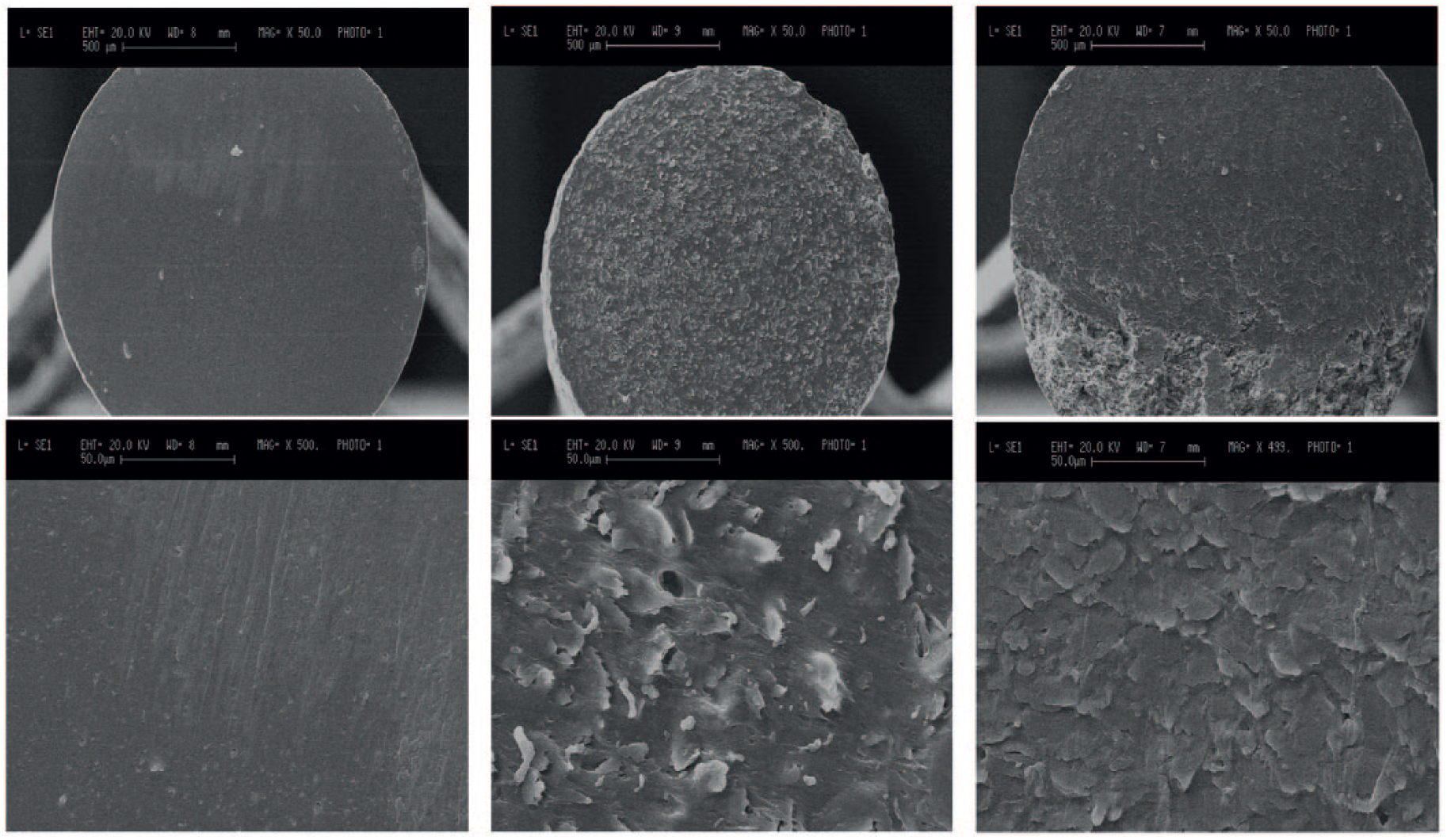
SEM micrographs of the cross-section surface: (a) neat PVA; (b) 20% w/w MCC in PVA matrix; (c) 50% w/w MCC in PVA matrix. Scale bar: first row 500 µm, second row 50 µm.
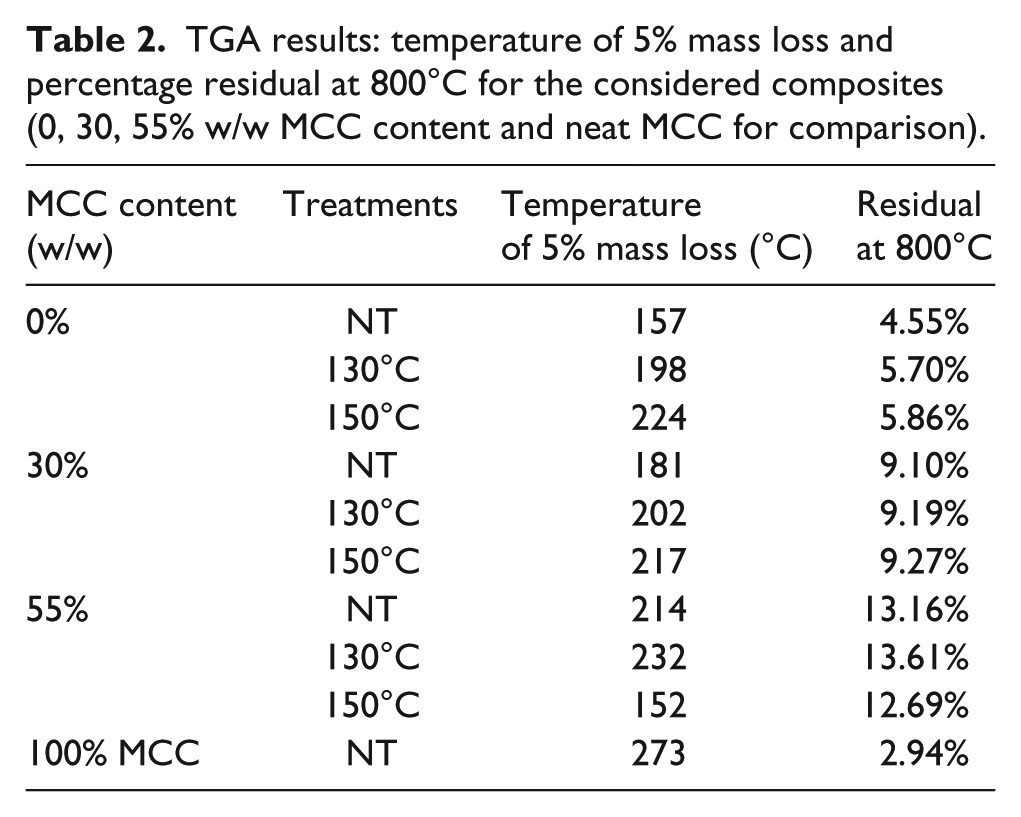
Regarding the thermal properties investigated by TGA analysis (Figure 2(a), Table 2), the increment of MCC in the composite results in a lower weight loss in the first part of the curve (up to 200°C), which is the most significant feature since it represents the range of possible heat and process temperatures for the composite post production. The composite, therefore, has greater thermal stability than the increase in the percentage of fiber, and more residual at the end of the test (i.e., corresponding to the higher percentage of filler). For all the analyzed materials, a slight mass loss at about 100°C has been detected and can be due to residual water in the material that evaporated at 100°C. T5% shows a slight increase for 30% w/w MCC/PVA composite and a higher value for 55% MCC/PVA material. Hence, the increase in the MCC concentration in the composite, determines a stronger interfacial bond between the matrix and the reinforcement, coasing a higher temperature needed for 5% mass loss. Concerning the percentage residual at complete degradation (i.e., at the end of the test, Table 2), the obtained values are somehow related to the MCC percentage in the composites and to a possible chemical interaction with PVA. In fact, considering the different MCC percentages (i.e., 30 and 55% w/w) a proportional increase in the residue has been found. On the other hand, as the residue for neat MCC in 2.94%, the possible interaction between the two materials (MCC and PVA) caused a higher percentage residue.
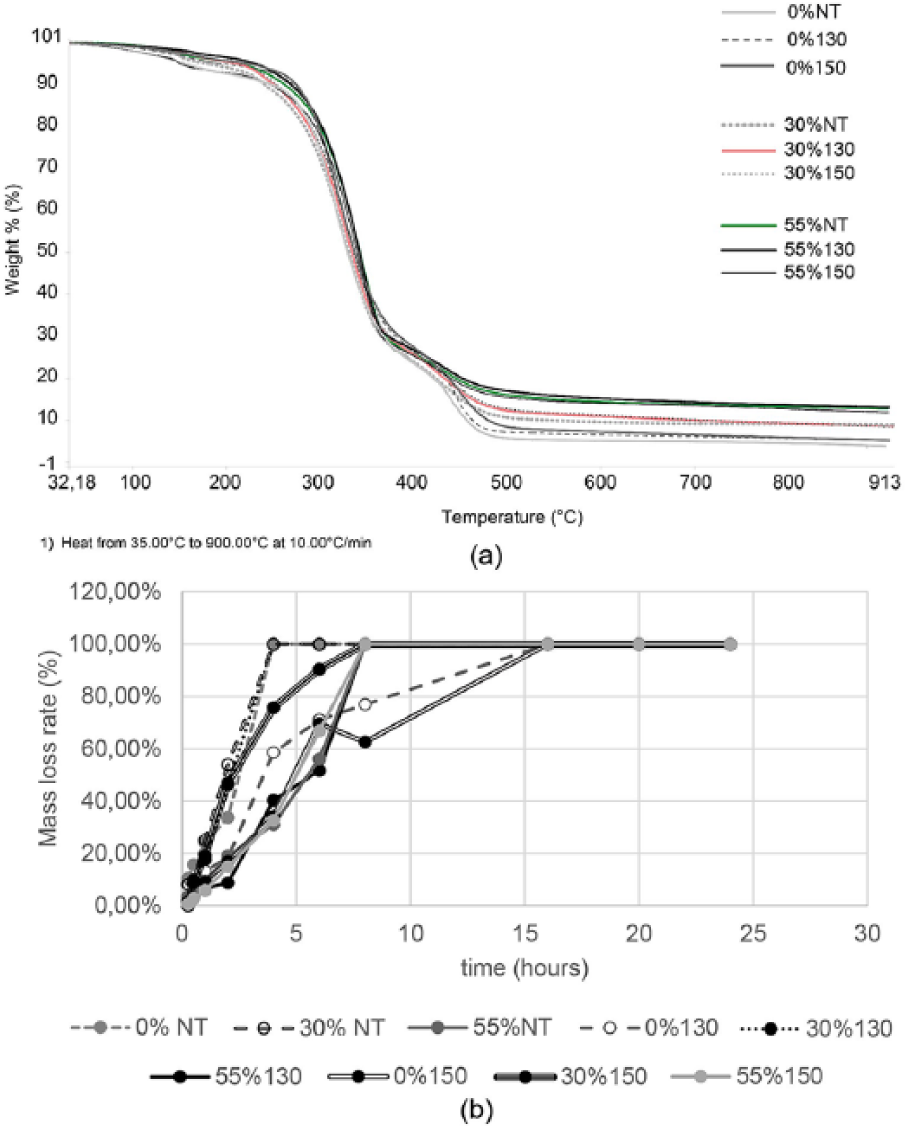
(a) TGA curves of 0, 30, 55% (w/w) MCC/PVA composites heat treated (T1, 130, and T2, 150) or not (NT). (b) In vitro degradation test performed on 0, 30, 55% (w/w) MCC/PVA composites untreated (NT) and treated with T1(130) and T2 (150) conditions.
TGA results: temperature of 5% mass loss and percentage residual at 800°C for the considered composites (0, 30, 55% w/w MCC content and neat MCC for comparison).
Dissolution tests (Figure 2(b)) were carried out for the mass loss rate in water of the PVA/MCC composites extruded with different percentage of cellulose fiber (i.e., 0, 30, and 55% w/w). The test results show that the addition of low percentages of cellulose fiber (i.e., 30% w/w) increases the dissolution rate, while the addition of high percentages of cellulose fiber (50–60%) slows down the dissolution rate. This behavior should be related to the fact that, when a lower MCC content is loaded in the PVA matrix, PVA is more exposed to the water environment, causing a faster degradation compared to the composites extruded with a higher MCC content. In fact, in the latter case, PVA and MCC powder are homogeneously mixed one each other, not allowing a fast degradation of the PVA matrix. Hence, the increase of the MCC percentage in the composite does not lead to an improvement of the degradation properties compared to PVA alone. In fact, in cases of PVA loaded with higher percentage (e.g., 50% w/w) compared to lower MCC content (e.g., 0 and 30% w/w), the resistance to degradation also increases. The obtained result should be related to the chemical interaction between MCC and PVA, so that the behavior is not the expected one. In fact, if the interface between matrix and reinforcement is strong, it can influence even the degradation rate of the composite.
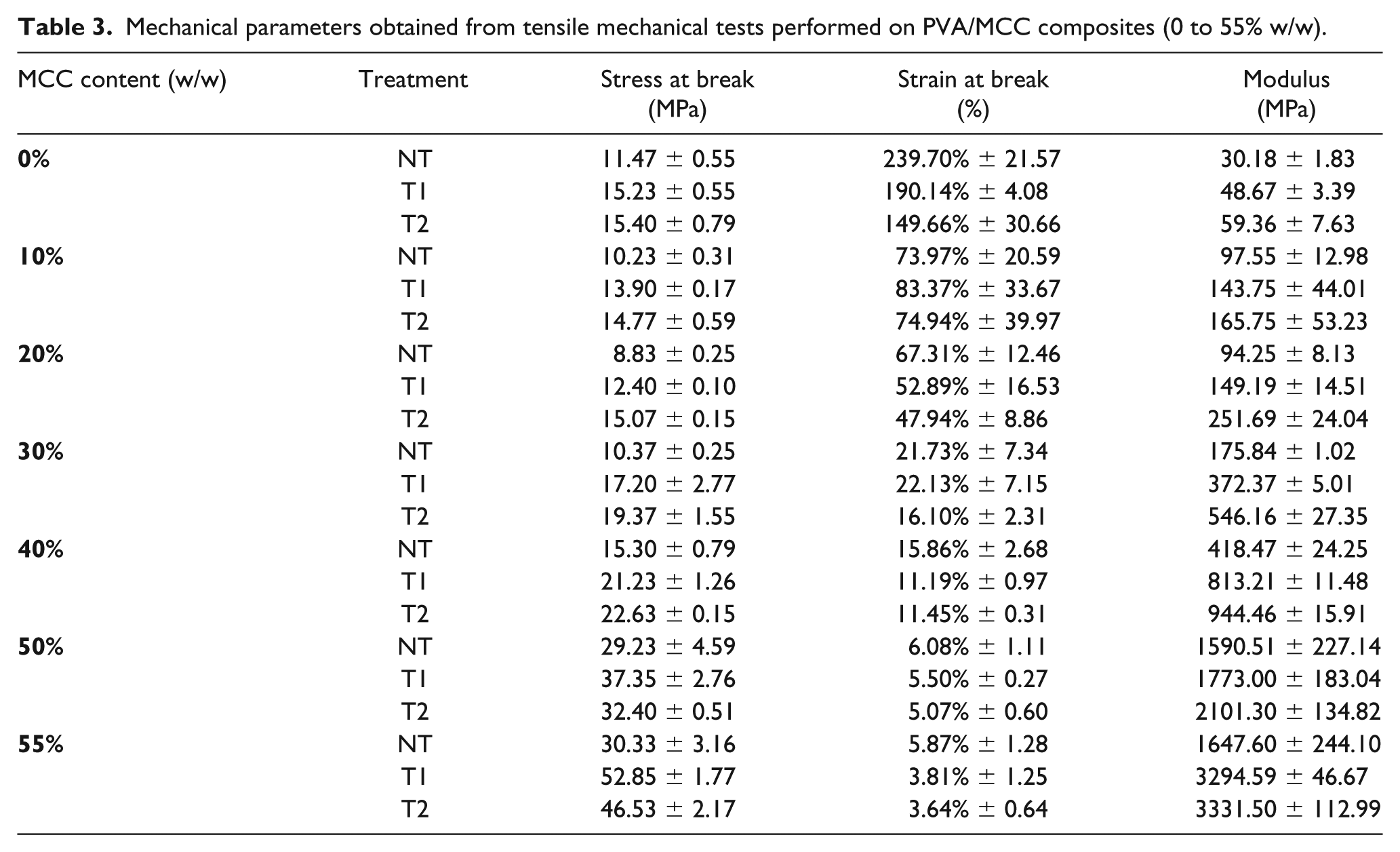
The tensile properties of PVA/MCC composites are here compared with the results obtained for neat PVA. Representative stress–strain curves for the different percentages of MCC used to prepare the PVA based composites are reported in Figure 3(a). Increasing the percentage of MCC used to reinforce the PVA matrix, a decrease in deformation can be observed (Figure 3(a)). In particular, a 20% w/w MCC filler caused a reduction in deformability as well as an increase in the mechanical strength. In addition, increasing MCC content up to 55% w/w, an increase in stress at break and stiffness of the composited can be qualitatively detected (Figure 3(a)). The elastic modulus (Table 3) increases significantly (p < 0.05) between 0 and 55% w/w MCC. Even the stress at break, σb, increases with higher cellulose content (i.e., up to +164% compared to the neat PVA, Table 3), demonstrating how the effects of MCC reinforcement are positive even when the relative fraction is higher than that of the matrix. At the same time, the deformation at break significantly decreases due to the high percentage of MCC filler that reduces the high deformability of PVA leading to an increasingly brittle behavior of the obtained composite. In fact, the MCC at high percentage in the composite does not allow the sliding of the PVA macromolecules as possible in the neat PVA and at lower filler content.
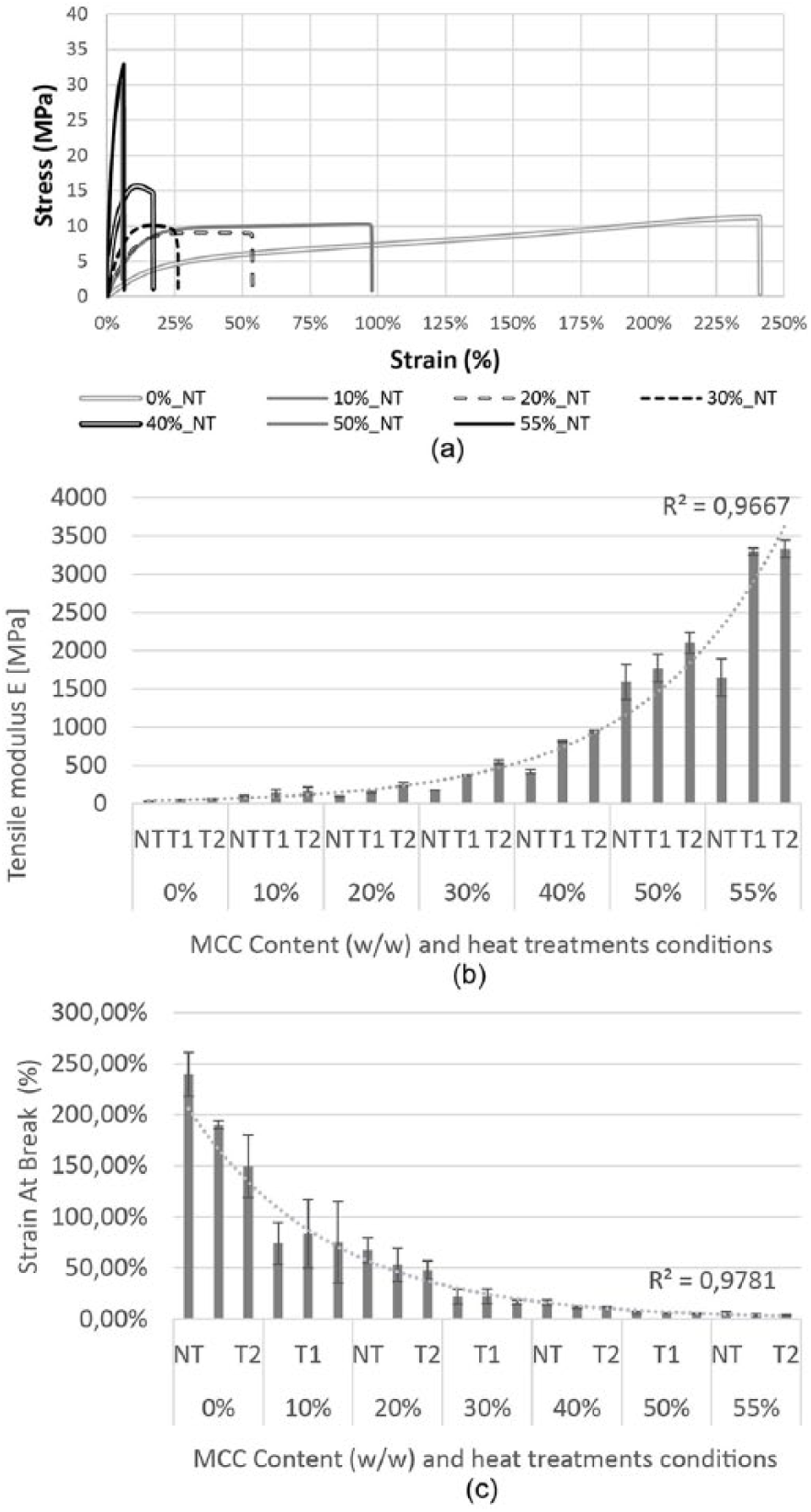
(a) Representative stress–strain curves obtained by mechanical tensile test performed on the extruded composites containing different percentage of MCC in PVA matrix. (b) Tensile modulus variation in correlation of cellulose micro-fibers content and heat treatments T1 and T2. (c) Strain at break variation in correlation of cellulose micro-fibers content and heat treatments T1 and T2.
Mechanical parameters obtained from tensile mechanical tests performed on PVA/MCC composites (0 to 55% w/w).
Influence of heat treatments
Heat treatments could improve the physico-mechanical properties of the PVA/MCC composites, acting on the chemical structure of PVA matrix. In particular, the influence of two heat treatments (i.e., T1 and T2) on the thermal, physical and mechanical behavior of the considered composites has been evaluated.
TGA analysis (Figure 2(a), Table 2) has shown that the thermal treatments T1 (t = 30 min, T = 130°C) and T2 (t = 30 min, T = 150°C) have improved the thermal stability of the composite, with a lower weight loss (−42%) in the initial part of the test (up to 200°C) for the neat PVA comparing the untreated (0%, NT) and the T2 one (0%, T2). The PVA/MCC composite reinforced with 30% w/w MCC shows a lower weight loss (−27%) on increasing the heat treatments from NT to T2. For the 55% w/w MCC reinforced composite treated at 150°C (i.e., T2 condition) a higher weight loss was detected, probably due to the presence of a lower PVA content. The T5% values showed an increase when a thermal treatment has been performed on PVA and composites, apart for 55% MCC/PVA treated at 150°C. These results confirmed that thermal treatment in PVA increase the interaction among the polymer macromolecules so that a higher temperature is needed to degrade the material. The same trend is detected for the two considered composites, confirming the influence of the treatment temperature on PVA, so that the interaction between PVA and MCC resulted more stable (i.e., higher temperature for T5%).
The thermal treatments on the PVA/MCC composites also have an influence on its degradation behavior (Figure 2(b)). In fact, neat PVA shows increasing water stability when treated with T1 and T2 conditions due to a possible crosslinking of the PVA. In fact, after 4 h of water incubation, the untreated neat PVA shows a total 100%weight loss, whereas the T1-treated and the T2-treated samples show a weight loss of 58 and 34%, respectively. Therefore, the heat treatments progressively decrease the degradation rate of the PVA, influencing the macromolecules organization and interaction (e.g., possible crosslinking with the formation of strong bonds among the polymer chains). Moreover, the composite containing 30% w/w MCC has a slower dissolution after heat treatment (i.e., decrease degradation rate from NT to T1, T2). For the composite reinforced with 55% w/w MCC, the increase in water stability is less evident, as previously detected in TGA analysis, due to the lower content of PVA. In particular, 55% w/w MCC reinforced samples were totally degraded after 8 hours of immersion even if heat-treated. The behavior detected in the degradation tests performed on the materials reinforced with a different MCC content, demonstrated that heat treatments influence the PVA crosslinking, thus increasing its resistance to degradation in water as reported by the literature.19,20 Tensile tests performed on heat-treated samples evidenced a significant increase in the considered mechanical parameters compared to the untreated samples (Figure 3). In particular, the elastic modulus (Figure 3(b)) shows a cubic dependence (R2 ≈ 0.96) on the heat treatments as well as on the MCC content in the composites. Moreover, the 50:50 PVA/MCC showed an increased elastic modulus (+ 32%) comparing untreated samples (50%_NT, Figure 3(b)) to T2 ones. At the same time, the strain at break results for the samples treated in T2 conditions (i.e., t = 30 min, T = 150°C) show an average increase of 52% when compared to the untreated ones. The elongation at break, on the contrary, has showed a significant decrease (p < 0.05) as a function of the heat treatment (Figure 3(c)); a strong cubic dependence (R2 ≈ 0.98) represents the trend of strain at break in relation to MCC content and heat treatments.
Conclusion
The PVA/MCC composite, due to the presence of a high percentage of MCC (up to 55% w/w) and its combination with a PVA matrix, allows the programmable modulation of the mechanical characteristics in terms of mechanical strength and stiffness, using two variables: percentage of MCCs and type of heat treatment. The increasing percentages of MCCs allow, compared to the behavior of the neat PVA matrix, to increase more than 2.5 times the mechanical resistance and about 55 times the elastic modulus of the composite material.
The considered thermal treatments (i.e., T1 and T2) allow to further improve in the mechanical, thermal and degradation behavior of the PVA/MCC composite materials, allowing a globally increase of the tensile strength of about 1.5 times and an increase in the elastic modulus of about 2 times, comparing the untreated composites and the T2 ones for each percentage of MCC. Furthermore, the increases in mechanical strength and stiffness become significant (p < 0.05) only in presence of a percentage of MCC from 30 to 55% w/w, as the factors involved.
Varying the combinations of fibers content and heat treatments, different properties of the resulting composite can be obtained. Hence, this aspect makes the material obtained from the composition of PVA/MCC modular in its characteristics. In fact, basing on the required properties during the design definition of a product, different solutions can be found taking into consideration the desired thermal, mechanical and degradative properties.
This study emphasizes the importance of developing sustainable materials that provide new fields of investigation and application in consumer products. Thanks to the modular properties of PVA/MCC composite, new sustainable application solutions are under consideration expanding the range of action of the composite material here developed.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Bando Congiunto INSTM, Regione Lombardia 2016, Project IN-RL11 COMMAND, Materials for Additive Manufacturing and from the Bando Congiunto INSTM, Regione Lombardia 2016, Project Green Pack: materiali sostenibili per il packaging.