
Abstract
Introduction:
In this study, the super-long deep-hole drilling of a titanium alloy was investigated.
Methods:
According to material properties of the titanium alloy, an experimental approach was designed to study three issues discovered during the drilling process: the hole-axis deflection, chip morphology, and tool wear.
Results:
Based on the results of drilling experiments, crucial parameters for the super-long deep-hole drilling of titanium alloys were obtained, and the influences of these parameters on quality of the alloy’s machining were also evaluated.
Conclusions:
Our results suggest that the developed drilling process is an effective method to overcome the challenge of super-long deep-hole drilling on difficult-to-cut materials.
Introduction
Deep-hole drilling has become the key process of machining due to a challenging machining and heavy workload. With the development of manufacturing industries, deep-hole drilling has been adopted to drill difficult-to-machine materials such as nickel-based super alloys, intermetallic compounds, and titanium alloys. Among these materials, titanium alloys are one of the most widely used materials in aerospace, oil industry, and so on.
With respect to the alloying elements, titanium alloys can be divided into three types, i.e., α titanium alloys, β titanium alloys, and α+β titanium alloys. Chemical compositions and mechanical properties of conventional titanium alloy are summarized in Table 1. Examples of the mechanical properties of titanium alloy include tensile strength (σb), elongation (δ), percentage reduction of area (ψ), impact toughness (αk), and yield strength (σs).
Chemical compositions and mechanical properties of conventional titanium alloys.
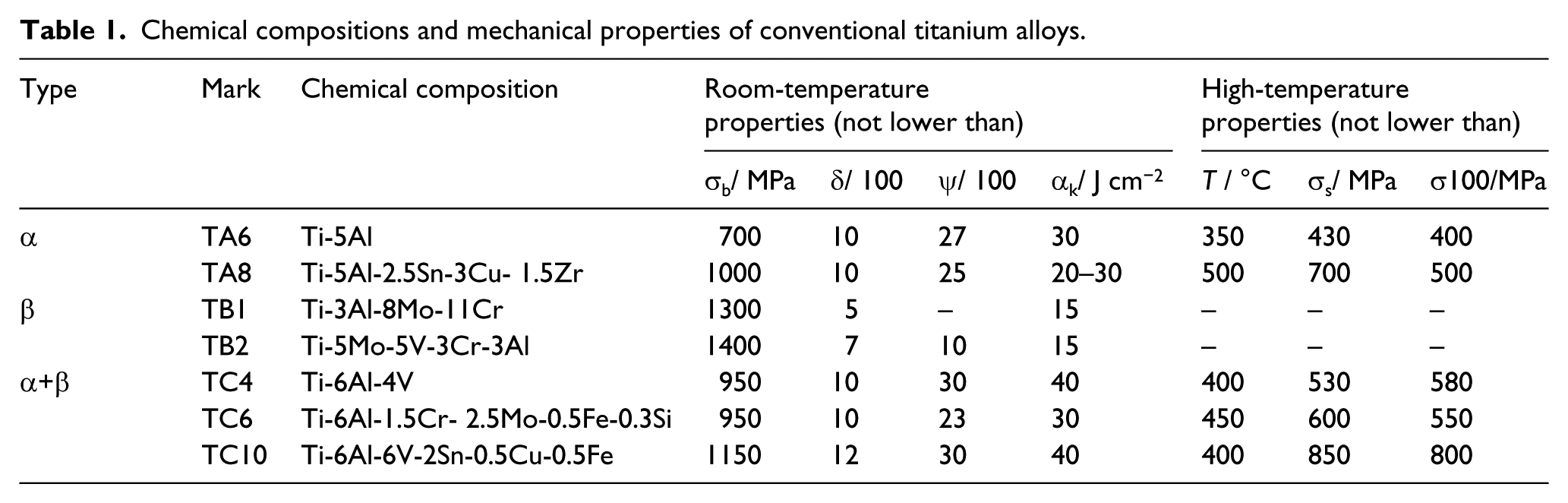
According to Table 1, titanium alloys provide various advantages, such as high strength, excellent wear and corrosive resistance, and good performance at extreme temperatures. These desirable properties make titanium alloys irreplaceable in the aerospace, atomic energy, electrical generation, chemical engineering, and petroleum industries.1–5 However, titanium and its alloys suffer from poor machinability, which originates from the intrinsic mechanical and physical properties of titanium such as high hardness, low thermal conductivity, and strong chemical activity. These drawbacks have made deep-hole drilling of titanium alloys a challenging issue.
The deep-hole drilling techniques of titanium alloys have been extensively studied. Twist drilling has been used for Ti drilling in aircraft.6] The drilling process can produce high temperatures between the chip, tool, and workpiece. The manufacturing cost is high, and the accuracy of the hole depths is low, especially for small sized holes. Finite element simulation provides an effective method for predicting the temperature distribution during the deep-hole drilling process.7,8 In addition, vibration-assisted drilling, such as low frequency vibration drilling and ultrasonic vibration drilling, has been proposed to improve the drilling accuracy.9,10 External vibration systems provide a possible way to improve the chip morphology and temperature. Nevertheless, it may lead to more complex drilling processes. However, for super-long deep-hole drilling, boring trepanning association (BTA) deep-hole drilling is one of the most significant manufacturing techniques. 11 The drilling process system must be adjusted, which includes the cutting speed, feed rate, type of drill bit material, type of cutting fluid, and depth of cut. The BTA drilling system directly affects the final deep-hole quality.
Therefore, in this study, super-long deep-hole drilling (BTA drilling) of TC10 titanium alloys was investigated. The length–diameter ratio is up to 90, higher than traditional length–diameter ratios. Three problems, including hole-axis deflection, chip morphology, and tool wear, were investigated, which determine the mechanism of the process. Using specific modified machine drilling experiments and considering the physical properties of titanium, the machine quality of the drilling was determined.
Experimental method
Structural features of specimen
The specimens were TC10 titanium alloy rods. The diameter of the specimens was 180 mm with length of 6500 mm. The required diameter of the drilling hole was 70 mm with an integrity of 0.5 mm/1000 mm. The length–diameter ratio is 92.8. The specimens are shown in Figure 1.
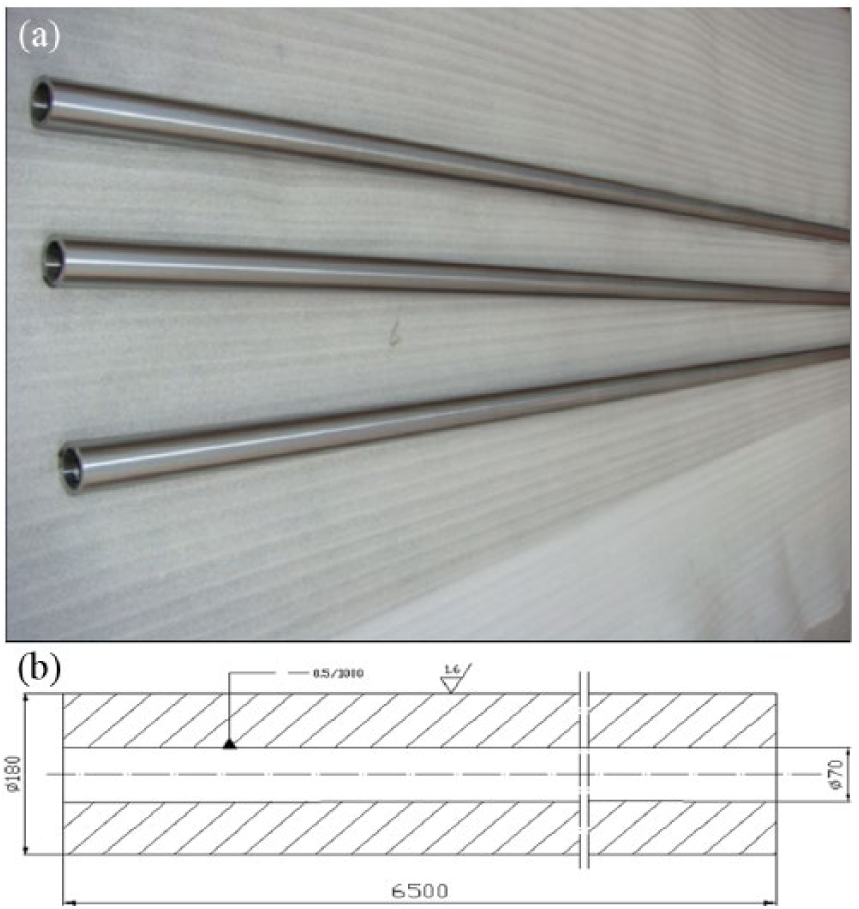
The TC10 specimens: (a) actual object; (b) schematic drawing.
Deep-hole drilling system
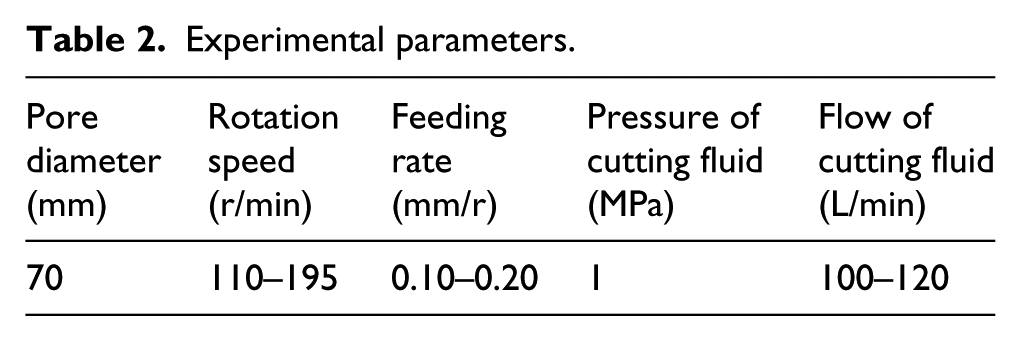
According to the specimen’s structure, a BTA deep-hole drilling system was selected. Its activity mode enables rotation of the workpiece while the tool is fed. 12 Figure 2 shows a depiction of the process and equipment used for the TC10 super-long deep-hole drilling. The experimental parameters are listed in Table 2.
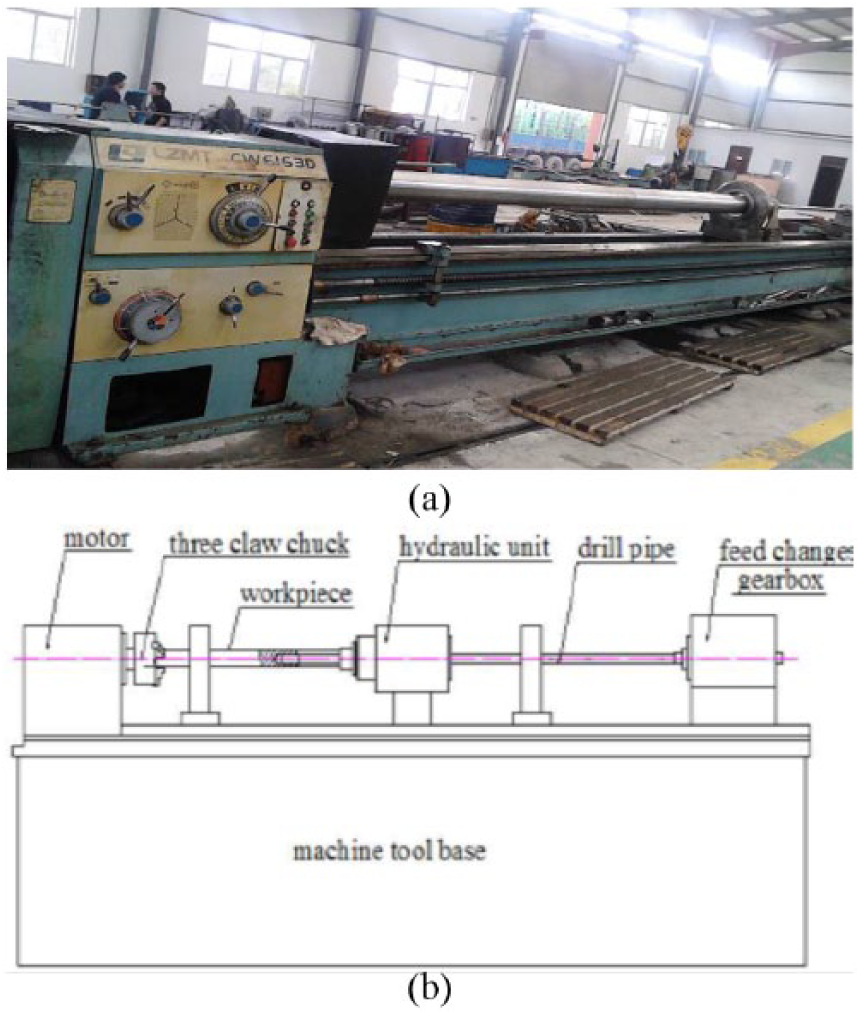
The site photo and sketch map of TC10 super-long deep-hole drilling: (a) actual device; (b) schematic.
Experimental parameters.
Selection of drill bits
Considering the particularity of the TC10 titanium alloy and demands of the super-long deep-hole drilling, it was important to design the deep-hole drill bits correctly. Due to limitations of the structure and the mechanical properties of the super-long deep-hole drill bits, multi-edge staggered-teeth with internal chip removal deep-hole drills were selected for the study.13,14 The drill structure is shown in Figure 3 and the geometrical parameters for the bits and the drilling are listed in Table 3.
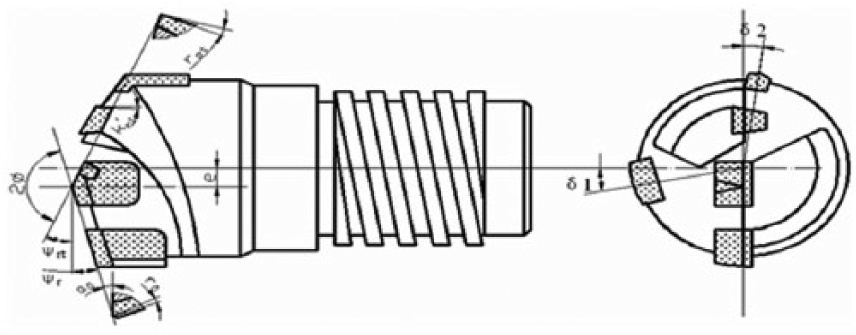
Angular dimensions of multi-blade wrong teeth of BAT deep-hole drilling.
Geometrical parameters of a multi-edge staggered-teeth internal chip removal deep-hole drill bit.

Selection of drill bit material
In accordance with the characteristics of titanium alloys, the tool material of the drill bits should possess excellent bending strength and impact toughness as well as favorable red hardness and thermal conductivity. The YG8 hard alloy is the most widely used tool material for titanium alloy machining, because it exhibits high strength, impact toughness, and vibration resistance, as well as poor affinity with titanium elements. Therefore, YG8 hard alloy was selected as the drill bit material for this study.15,16
Selection of cutting fluid
The cutting fluid cools down tools and workpieces, lubricates the tools, removes chips, absorbs vibration, and protects machined surface during the deep-hole drilling. The selection of an appropriate cutting fluid depends on the properties of workpiece material, the processing method, the machining accuracy, and the machining conditions.
Oil cutting fluid offers decent lubrication effects. However, serious friction may occur between the flank surface of the tool and the machined surface of the work piece when cutting TC10 titanium alloy. Therefore, 20# machine oil was selected as the cutting fluid for this study. 17
Analysis of drilling experiment results
The experiments were carried out to study three problems which occurred during the drilling process: the chip morphology, tool wear, and hole-axis deflection.
Chip morphology
The metal chip removal space is very limited during drilling operation, and the chip removal condition is harsh. Hence, the width, crimping shape, and length of chips all directly affect the chip removal condition, which is crucial to the drilling results. For internal chip removal during drilling, when the cutting volume coefficient R is lower than 50, the chips are removed smoothly. In this study, staggered-teeth internal chip removal drilling was adopted. The chips were separated according to the width of the cutting bit teeth. Reasonable distribution and control were realized by adjusting the distance between the cutting edges of the bit teeth (cutter tooth height and width). Figure 4 shows that the chip morphology varies with the cutting force and feeding rate (f) under a set rotation speed (n). As shown in Figure 4, the feeding rates have substantial influence on chip morphology and cutting force. When the feeding rate decreases, the chips become longer, and continuous strips of cut metal were observed. The cutting force increases as the chips become shorter with an increasing feeding rate.
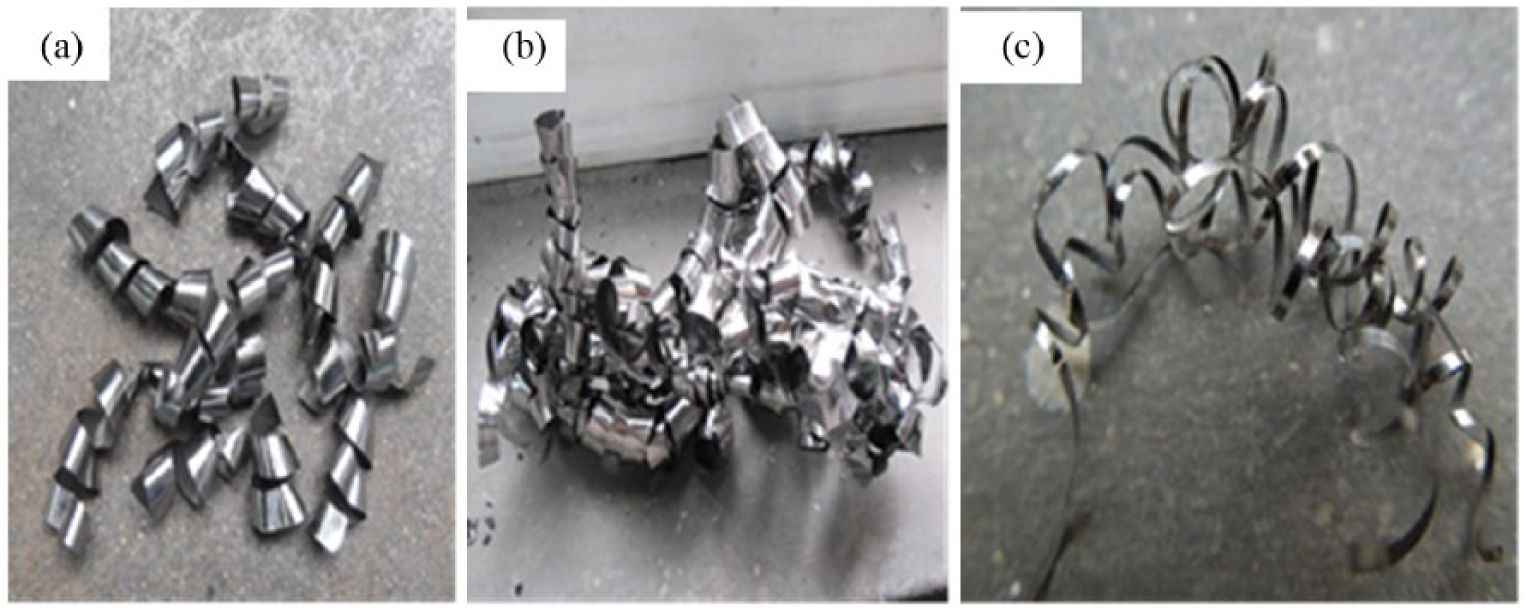
Chip morphologies during TC10 super-long deep-hole drilling: (a) n = 145 r/min, f = 0.20 mm/r; (b) n = 145 r/min, f = 0.15 mm/r; (c) n = 145 r/min, f = 0.10 mm/r.
Failure and wear of drill bits
During super-long deep-hole drilling of difficult-to-machine materials, the working conditions are harsh. Hence, failure and wear of drill bits is unavoidable. The wear condition of the drill bit during the super-long deep-hole drilling of titanium alloy is shown in Figure 5. During drilling of titanium alloys, the failure mechanism of the drill bits was primarily wear of drill bits. The wear form of drill bits was often diffusion wear, adhesion wear, and flank wear.
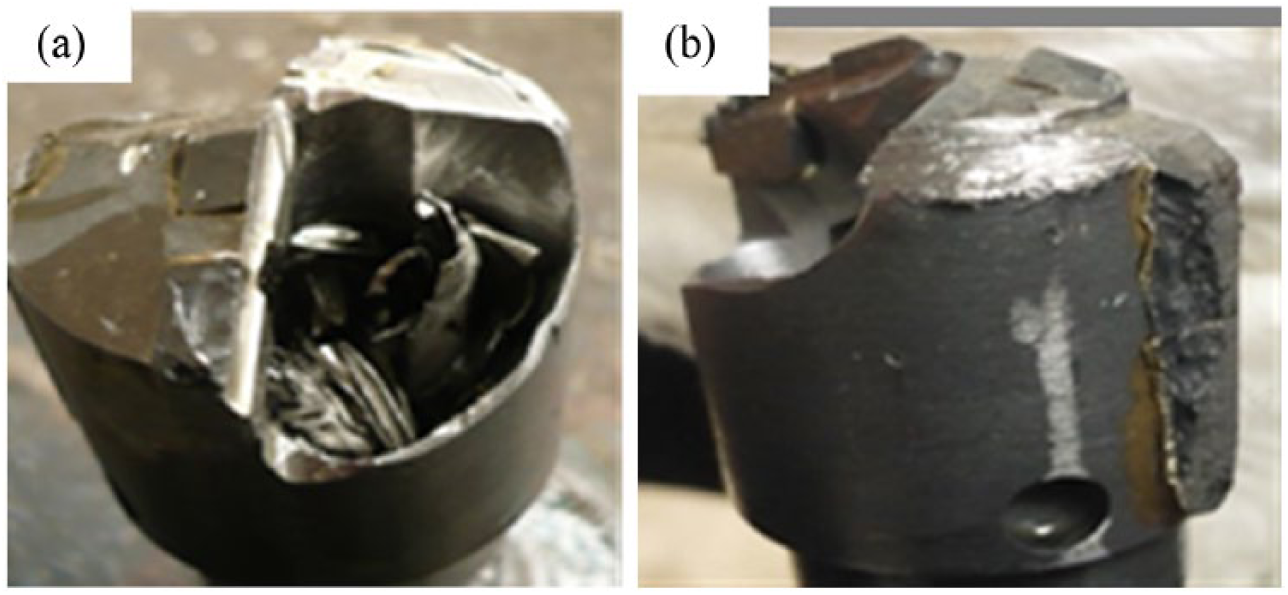
Drill bit wear during the super-long deep-hole drilling of TC10: (a) cutting edge; (b) guide pad.
The wears of cutting edge and guide pad of drill bits are shown in Figure 5. The wear form of drill bits is often diffusion wear. Initially, the drill bit and workpiece surface attract, fit and adhere closely with each other under high temperature or pressure. Thus, the materials of the drill bit and workpiece surface mutually diffuse, leading to depletion or enrichment of alloying elements on the surface. Discrepancy occurs between the compositions of the drill bit surface and matrix, weakening the wear resistance of the bit surface and accelerating the wear rate. Hence, the lifespan of the drill bit is decreased. The elemental distribution on the tool surface is changed due to element diffusion, which seriously affects the strength and mechanical property of the cutting tool. The degrading rate of the tool surface material is accelerated, resulting in wear of the rake and flank surfaces of cutting tools. Diffusion wear always occurs along with particle and abrasive wear.
The chemical compositions at the flank face of the drill bits and the guide pad were identified using energy-dispersive X-ray spectroscopy (EDS, JED-2200) using a scanning electron microscope. Figures 6 and 7 show the EDS analysis of the cutting edge and guide pad. The images reveal that the Ti elemental content is higher in the drill bits with chemical component identical to the titanium alloy. This also explains that the wear form of drill bits is usually diffusion wear and adhesion wear. In addition, some particles emerge on the blade cutting edge, which falls off to form irregular small gap. This gap is also referred to as micro tipping phenomenon which is caused by falling of particles in the cutting process. These particles may come from shock of cuttings, chip build-up, hard points of workpiece material or excessive wear and other reasons.
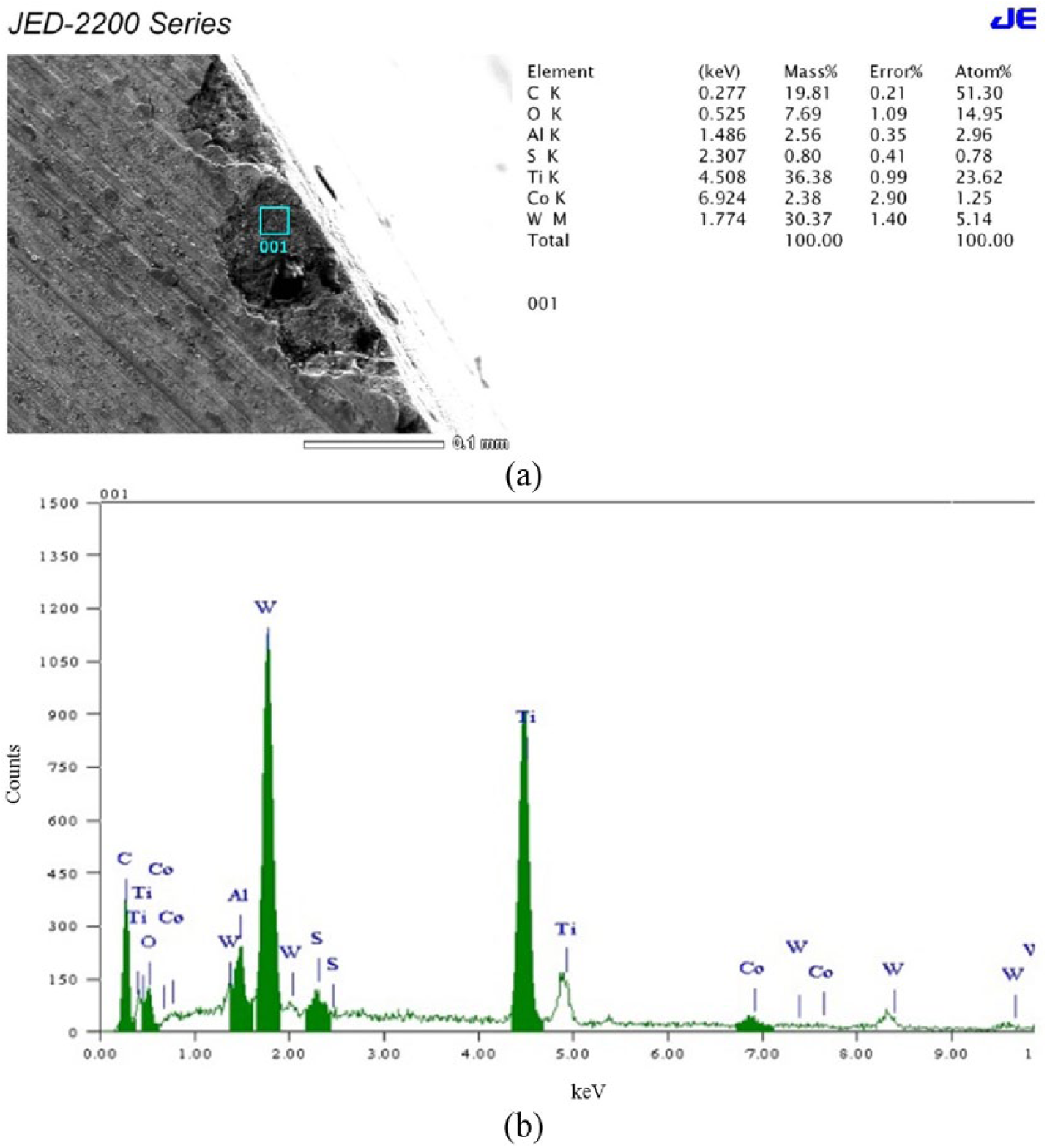
EDS analysis of the cutting edge: (a) SEM image; (b) energy spectrum.
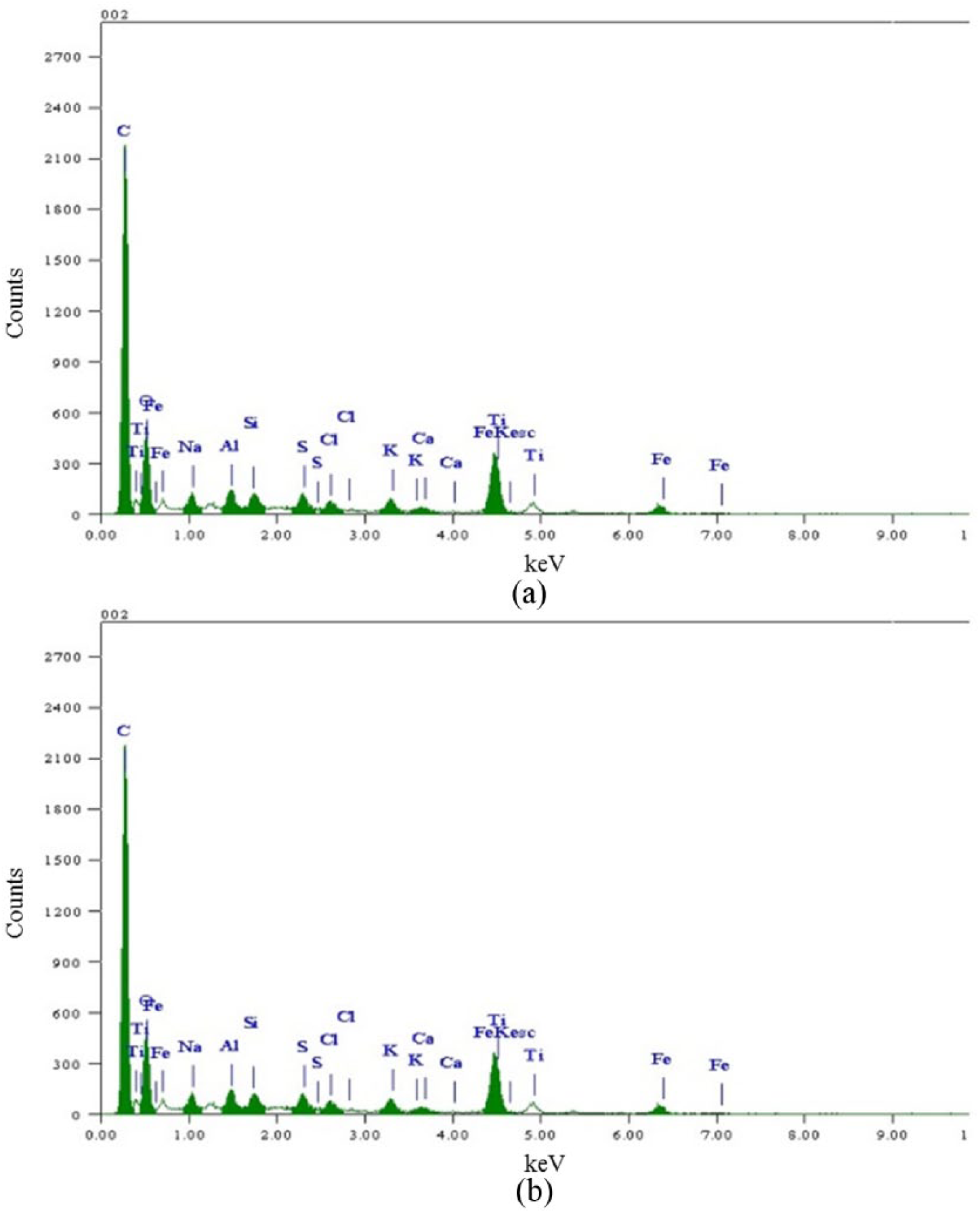
EDS analysis of the guide pad: (a) SEM image; (b) energy spectrum.
Hole-axis deflection
The hole-axis deflection refers to the deviation between the theoretical axis and actual axis formed during drilling, which is a key technical index to evaluate the quality of hole machining. During the super-long deep-hole drilling of titanium alloys, hole-axis deflection often occurs. With the increase of drill-hole depth, the deflection increases gradually. Since it is difficult to measure the hole axis in the drilling process, the hole-axis deflection is a possible cause for scrapping of the work piece, bit breakage, and subsequent economic loss. The hole-axis deflection was tested by an ultrasonic thickness gage. It measures the thickness using sound waves in propagation process through reflection from different media. According to the launching and receiving ultrasonic pulse time difference, one can determine the thickness of the hole. Based on the variation of the thickness, the hole-axis deflection was obtained.
Figure 8 shows the variation of hole-axis deflection during TC10 super-long deep-hole drilling. With the increase of drilling depth, the hole-axis deflection increases. The hole-axis deflection is the integrated impact of various factors. Several key reasons responsible for this phenomenon are introduced as follows.
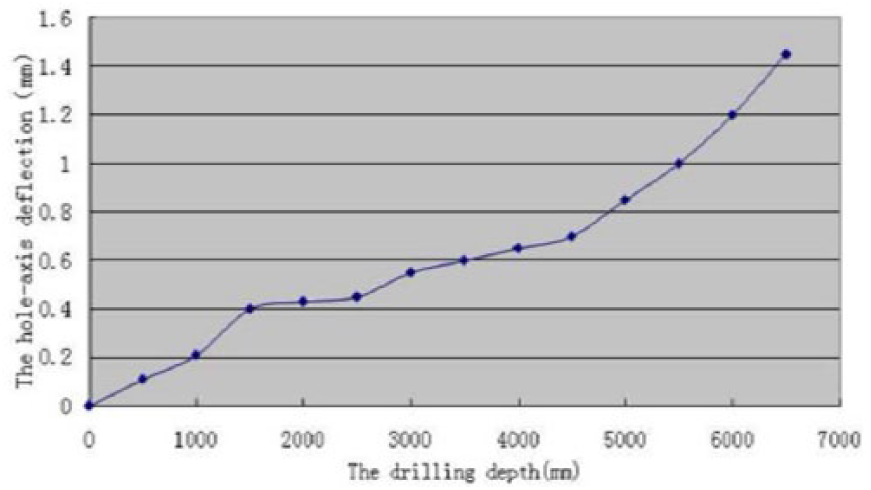
Hole-axis deflection during TC10 super-long deep-hole drilling.
Firstly, the tilt of workpiece’s end face directly affects the machining accuracy. The bit is easily partial due to uneven loading during the drilling process.
Secondly, the largest influence on the hole straightness comes from the relative location between guide pad and vice cutting edge. During the drilling process, guide pad can keep force balance, make the process steady, and reduce the deviation of hole’s axis. The parameters of eccentric distance and angular dimensions also play a role in this part. Generally, the radial cutting force of the drill must press towards the guide pad in order to keep steady during the drilling process. When the force is towards the tool minor cutting edge, the edge cuts into the workpiece, causing the axial deviation and even tool tipping.
Thirdly, there is a directly relationship between the stiffness of drill pipe and the hole straightness. When the axial force on the drill is beyond the bucking limit of the drill pipe, the drill pipe will bend. This type of bend can cause hole straightness during the entering drilling.
Fourthly, hole straightness often appears in workpieces which are made of uneven material with hard spots and residual stress.
Finally, other factors can also exert impacts on hole straightness, such as pressure of cooling lubricating liquid, dimension of the load, chip breaking, chip removal, machine tool vibration, and interference of external vibration.
The results of Figure 8 demonstrate that during the super-long deep-hole drilling of titanium alloys, the drilling method, initial tool deflection, tool rod stiffness, tool geometrical parameters, and unevenly distributed residual stress are the main factors that lead to hold-axis deflection. Through reasonable control of these factors, the degree of hole-axis deflection can be reduced.
Conclusions
Based on the investigations of cutting performance for TC10 titanium alloy, cutting tool materials and geometrical parameters were selected to achieve an extended longitudinal drilling of the alloy. An experimental program for TC10 super-long deep-hole drilling was designed, and super-long deep-hole drilling experiments were conducted. Based on the theoretical and experimental analysis, the following conclusions can be made.
(1) The poor machinability of titanium alloy results from the physical and mechanical properties of the alloy. With the addition of the particularities of the super-long deep-hole drilling procedure, the super-long drilling of titanium alloys has become one of the most challenging issues in deep-hole drilling field.
(2) The deep-hole drilling method, stiffness of tool rod, and initial tool deflection are key factors affecting the hole-axis deflection during deep-hole drilling. The variation of hole-axis deflection is related to the initial deflection and drilling length.
(3) The conventional chip morphology in titanium alloy super-long deep-hole drilling is a type of strip chip. By controlling the width and thickness of the chips, narrow and thin fold chips can be formed, which is discharged smoothly with cutting fluid during the drilling operation.
(4) When drilling the long deep hole for titanium alloy materials, the reasonable combination of the structure, geometric parameters and cutting parameters can effectively reduce the wear and increase the tool lifetime. The experimental results prove that the tool wear is the minimal when the rotating speed is 180 r/min with a feed rate of 0.12 mm/r.
Footnotes
Acknowledgements
The authors are grateful for assistance in the lab of deep-hole machining at Xi’an Shiyou University, China.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Natural Science Foundation of China. The authors are grateful to Lab of Deep-hole Machining at Xi’an Shiyou University, China.