
Abstract

The microplate format, initially developed in the mid 1960's, was introduced as a handy and miniature replacement of high volume test tubes. At that time, no one expected that this plate would serve as a reliable format in screening systems. However, before 96-well plates became a universal standard, the major dimensions had to be defined to handle these plates by mechanical entities.
The increasing demand for miniaturized low volume assay plates is mainly driven by savings in reagents, higher throughput and less cost per well. Based on the well-established and commonly used 96-well plate, a new era of high-through put screening for miniaturized assays started in 1994/95 with the launch of 384-well plates. The plate was designed in an open standard and complies with the 96-well footprint. The 384-well plate quadruples the well density with a well to well spacing of 4.5 mm and a total volume slightly more than 120 μL.
At first glance, the huge reduction in assay volume with the enormous decrease in storage space and reagent costs looked advantageous, but in many application, WICKING was recognized as a major interference. Wicking can cause liquid to bridge from one well to another especially in the corners of small square wells. An investigation was undertaken to optimize the well shape geometry. The development study resulted in a square shaped well with rounded corners (square-rounded, Fig. 1). This improved design also speeds up kinetics due to lower diffusion distances.
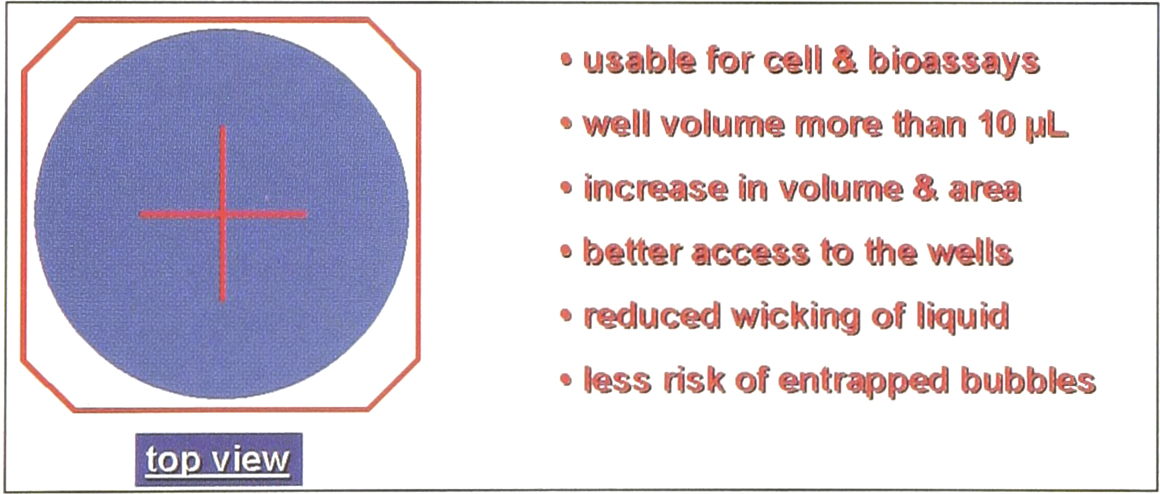
Advantages of the square-rounded well geometry
The on-going demand to further reduce cost per assay and limitations in the availability of reagents and test material led directly toward even higher density plates. Working in close cooperation, BAYER (Germany) and GREINER developed a new high density plate on a non-proprietary basis that fulfilled the requirements in fully automated systems. To utilize space most efficiently, we focused on plates with 1536 wells only, a 4-fold increase over a 384-well plate. The center of a group of sixteen wells is unchanged at 9.0 mm, with a well to well pitch of 2.25 mm.
Bioassays can be carried out in small volumes, but a well volume of more than 10 μL was requested by the scientific community for cell-based assays. To overcome wicking, the new well geometry with square-rounded shape was used. The major advantages of square-rounded vs. square wells and the mechanical properties are listed in Fig. 2.
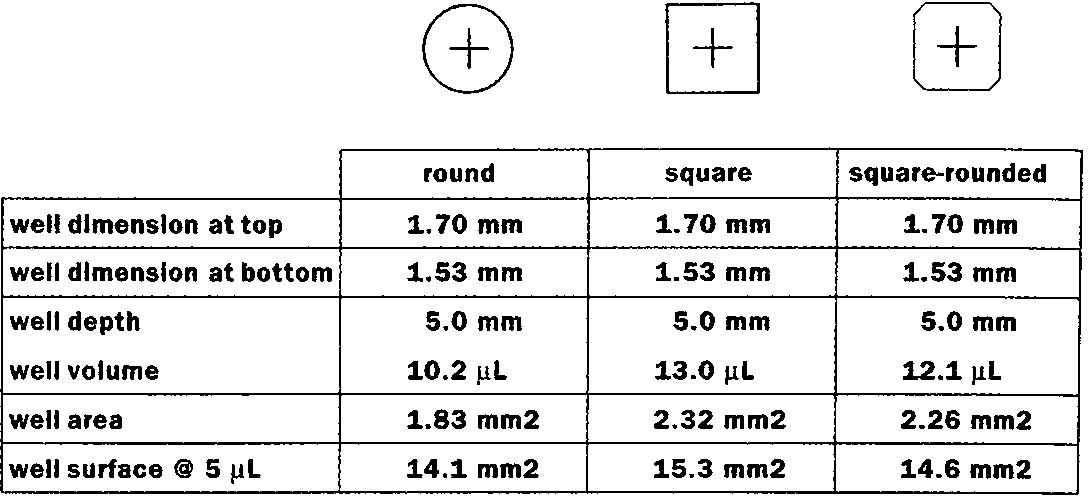
Properties of different well shapes in a 1536-well plate
Furthermore, there has been a strong need to manufacture clear bottom plates as well. In the past, plates with clear bottom have been manufactured by conventional methods, either 2-component injection molding or by assembling two separate parts with glue or ultrasonic welding. The development of a completely new molding and process technology enables us to manufacture unique clear bottom plates with ultra-thin film.
The film bottom offers excellent optical properties, reduces light tunneling and minimizes well to well crosstalk. White opaque and black microplates with clear bottoms are advantageous when microscopic monitoring is required (e.g. cell based assays). Clear bottom plates will have a major impact on assay applications and by expanding utilization of new reading and imaging instrumentation. These systems can then be used to detect luminescence or fluorescence signals from the well base.
To carry out low volume assays in these high density plates, adaptations in liquid handling and detection were a major challenge. An improved PlateMate® and a homemade CCD-imaging system were necessary to run initial trials. Fig. 3 and Fig. 4 demonstrate the experimental approach. Future requirements and ongoing developments will establish 1536-well plates as a common standard in HTS.
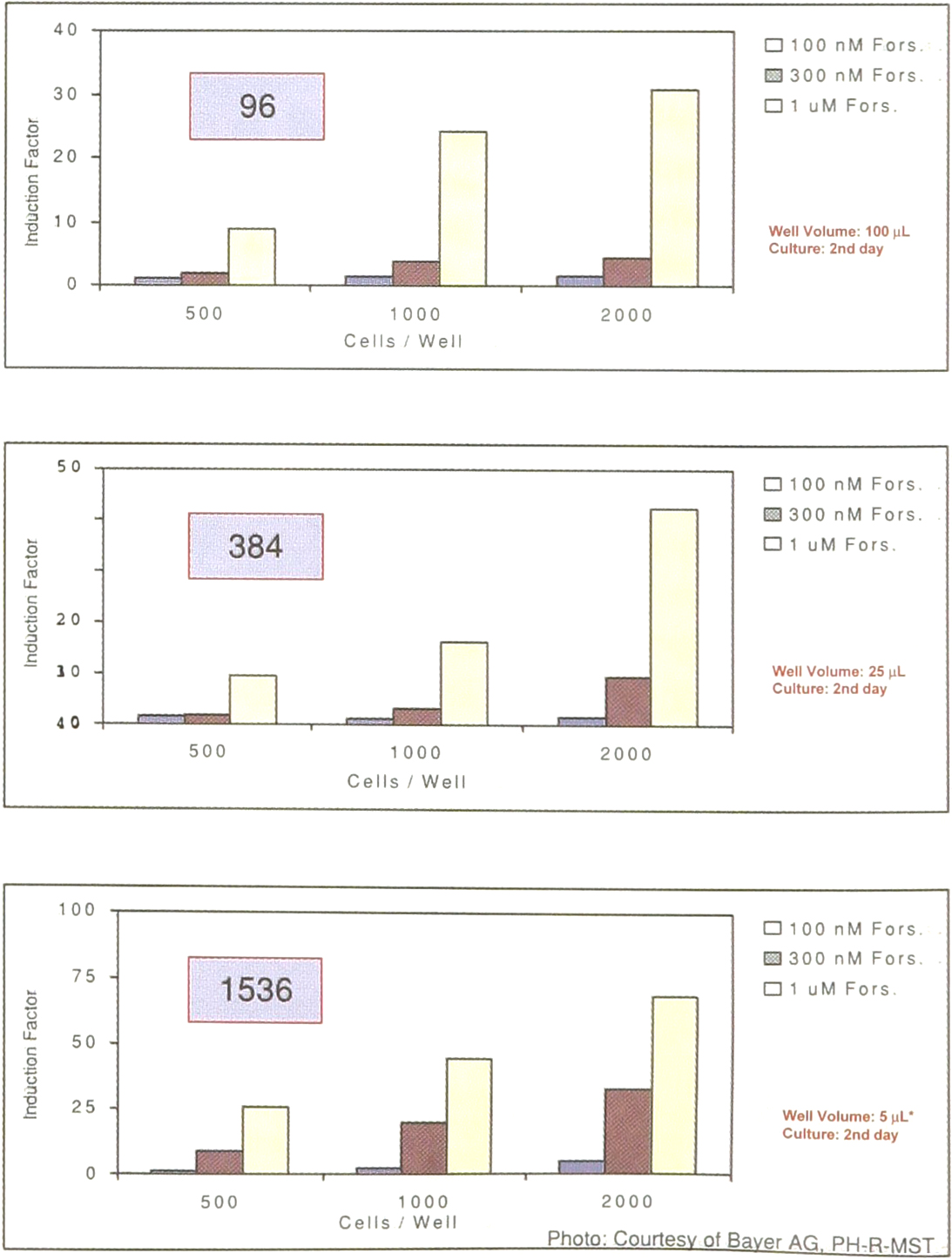
A comparison of Dose Response Relation of Forskolin in 96, 384 and 1536-well plates
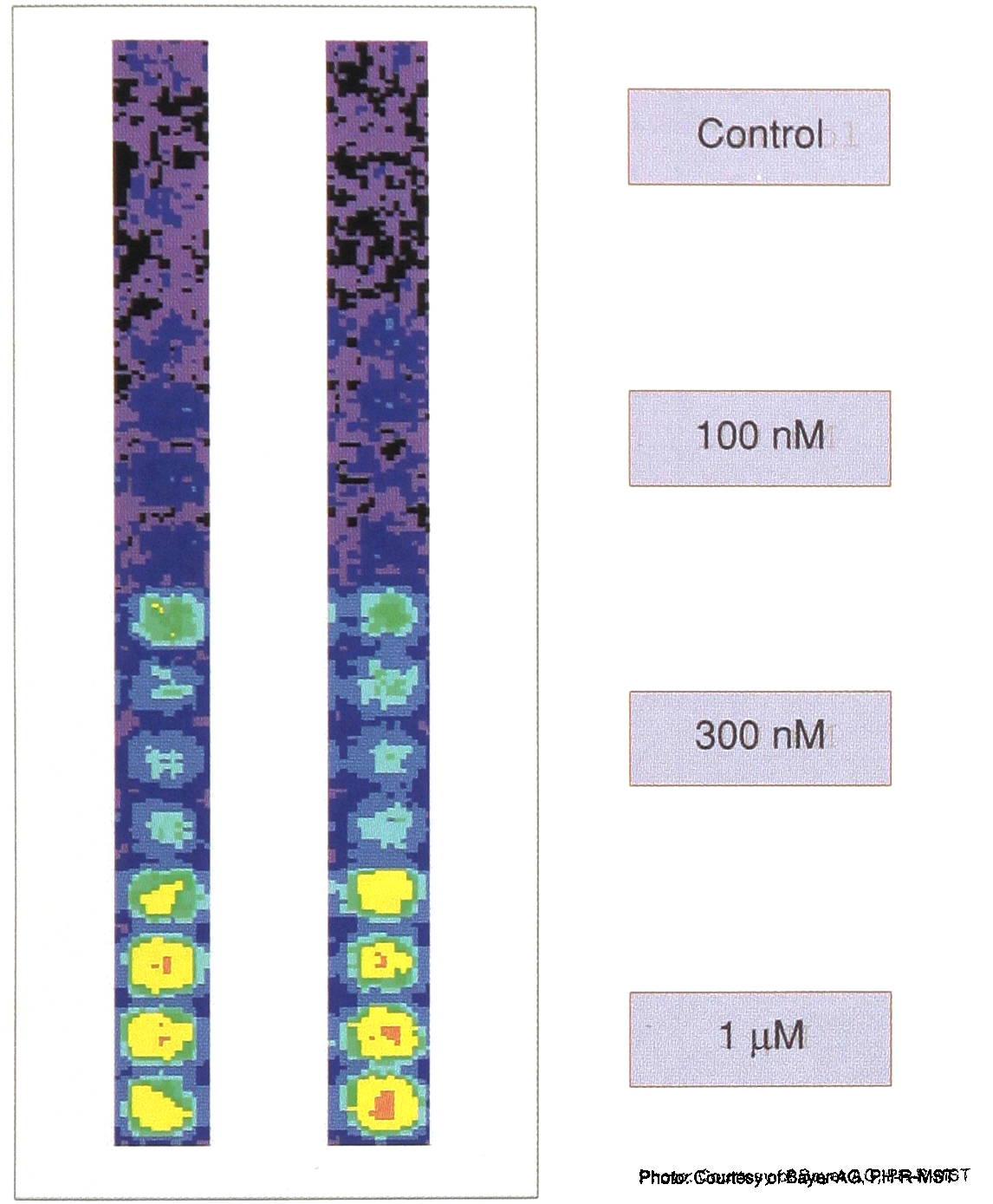
Dose Response Relation of Forskolin in a Luciferase Reporter Gene Assay in a 1536-well plate
The author would like to thank Martin Bechem and Ralph Noll from BAYER for the successful cooperation. Thanks to my technical people Peter Opfermann Sr., Peter Opfermann Jr. and Frank Sigel for converting these ideas into a new mold technology, and finally Rudi Vollmer for getting the mold to work.