
Abstract
This is the second of a two part article about SmithKline Beecham Clinical Laboratories automation facility at Norristown, Pennsylvania. This article responds to the criteria necessary in selecting an automation platform and describes three applications of the automation product manufactured by Megamation.
Selection of the Two Dimensional Linear Motor Platform to meet Automation Requirements
The selection of an automation platform was a time consuming process involving many engineers, each having a particular perspective. Even though SBCL devoted many man-years to this selection effort, as with all solutions, compromises had to be made. In the end, the 2 Dimensional Linear Motor System as designed and manufactured by
1. Safety
With safety for the employee and work product (specimen) being the foremost concern, it is necessary for the automation platform to utilize a kind of “adaptive sensing” to detect a motion problem or an obstruction. The level of difficulty is substantially increased due to velocities of the unit approaching 50 inches per second to achieve the required specimen transaction cycles.
Unlike other motion platforms (i.e. ball screw drives, rack & pinion, gear drives, etc.) the linear stepper motor operation can be described as electronic motion on an air bearing. This fundamental feature provides for very low mass of the moving portion of the system and therefore low momentum energy to dissipate in the event of an emergency stop. The total mass of the head with payload is approximately ten pounds. At full speed this would feel like a push from a slow pitch softball. Even with a high speed low mass head, it is necessary to couple this with the “adaptive sensing”. The Megamation System offers a unique feedback system that is on board the head. Megamation calls this feature the Accel De-accel Feedback (ADF) System. This feedback system is based on accelerometers providing accel and de-accel signals back to the system controller. If a motion problem such as an obstruction is detected, the accelerometer feedback system notifies the controller of a non programmed de-accel event and shuts the system down. The system shut down includes collapsing the air bearing. This all appears to be instantaneous, but in reality the head can move approximately another 0.25 inch from the time of contact.
The linear motor shut down far exceeds the performance of any alternative motion platform and proves to be very compatible with our safety concerns. This allows the operators to interface with the automation without fear of serious injury, and provides an acceptable level of protection for the specimens from breakage.
The productive output of a device is normally calculated by cycles per second or in this case tube transactions per hour. A key feature of the throughput is velocity. When the analysis of the automation platforms was initiated, it was believed that velocities of 25 inches per second was a barrier because of the spilling ‘slosh effect’ of uncapped specimens. This barrier was real and was caused by the abrupt acceleration and de-acceleration seen in common laboratory automation (e.g. automated analytical instruments).
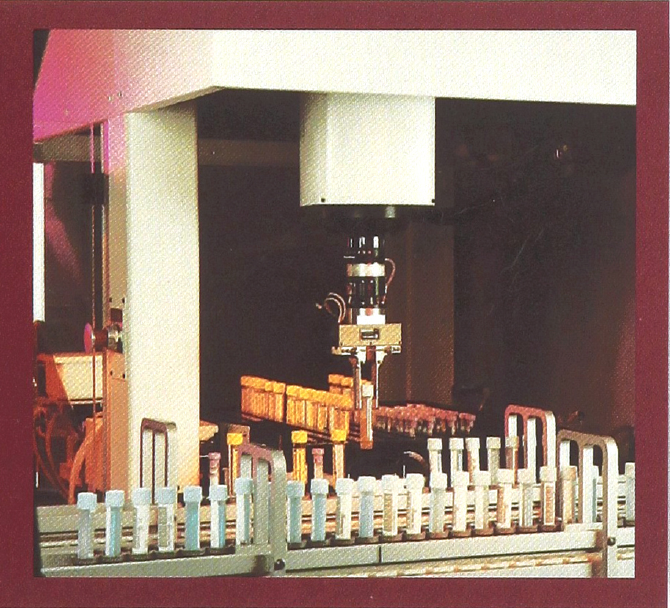
Megamation unloader removing specimens from a conveyor.
To improve productivity, more advance control of velocity and acceleration was needed to provide motion profiles. The ADF System provides smooth motion profiles, enabling safe specimen handling at higher speeds and more reliable equipment operation, including high speed transport of uncapped specimens. Velocities of 50 inches per second are possible with the proprietary controlled - acceleration software supplied by Megamation.
2. Floor Space vs. Productive Output
As stated above, the linear motor system (when used with the ADF System) can be programmed to allow higher velocities without a ‘slosh effect’. Higher velocities translate into more tube transactions per hour which mean fewer automation workstations. This favorably impacts the floor space vs. productive output ratio. Of course, compact packaging of the automation equipment is also necessary, and the Megamation System offers the flexibility of having its control system exist in the same space allocated to the tube racks and totes. This was accomplished by locating the control cabinet either over or underneath the work area. Space utilization was a requirement of other industries and therefore became a standard product offering for Megamation.
3. Automation Reliability (Mean Time Between Failure)
SBCL's need for automation to operate 18+ hours per day at cycle rates of approximately 1,000 tube transactions per hour is a formidable requirement. This production duty cycle is as strenuous as most electronics assembly ‘pick and place’ operations in the manufacturing sector and represents a new benchmark requirement for clinical laboratories. Six days per week operation translates into more than 100,000 transactions per week.
These production rates in the high volume industrial manufacturing sector are common place. One of the measurements used for automation reliability is Mean Time Between Failure (MTBF). An acceptable MTBF, the average length of equipment operating time before a fatal failure, is approximately 2,000 hours. Never satisfied, the manufacturing sector is constantly urging automation suppliers to improve the MTBF, with 3,000 hours now being the goal.
Since SBCL's production duty cycle was consistent with high volume manufacturing, SBCL insisted upon an automation platform that was capable of MTBF of 2,000 hours. Most of SBCL's existing laboratory automation (e.g. analytical instruments) was not rated for reliability. The linear motor platform provided such a MTBF rating. The linear motor platform has its primary motion axes operate in non-contact mode because of its air bearing, and is frequently described as “electronic motion”. Megamation's system had an eight year history of operating in the general high volume industrial manufacturing sector and did demonstrate reliability consistent with SBCL's requirements.
4. Automation Serviceability (Mean Time To Repair)
Another important aspect of automation reliability which is directly related to equipment uptime is how much time it takes on average to effect a repair when a failure occurs. Again, in the general manufacturing sector this is measured by the Mean Time To Repair (MTTR). Most automation equipment carries a MTTR of approximately four (4) hours. This includes the time to diagnose the problem, the time to remove/repair the defective part, the time to install a new part, and the time to place the equipment back on-line. A MTTR of four (4) hours is good, considering the automation must be disassembled and reassembled over the production line.
The linear motor platform has a major advantage in this area. Because the moving head is magnetically coupled to the workstation and 95% of problems are associated with the moving head, most failures can be corrected by simply removing the head from the workstation and installing a spare head. This action takes less than 30 minutes. This brings the MTTR to 1/8 of a typical robot because the removal of the head eliminates the time to diagnose the problem and the time to repair or replace the defective parts. This is accomplished off line after the automation workstation is returned to on-line status.
This feature of head removal also solved other major challenges facing the laboratory which were the repairing of equipment over specimens and biohazardous contamination issues. The servicing of the head in a controlled repair environment is much more desirable.
5. Low Capital Investment/Low Cost of Operation
The total cost of automation includes the initial capital investment and the day to day operating expense cost. The initial capital investment includes the cost of the automation equipment and installation. The capital equipment cost should include all other purchased equipment required to support the automation, including conveyors, fixturing, racks, safety guards, etc. These costs can be substantial. Installation costs also can provide some unwanted surprises. Included in the installation are the costs of providing utilities (electrical power and compressed air) to the area, lighting rearrangements and building modifications. It is worthwhile to site a few examples.
The SBCL laboratory is located on the 2nd floor and installation required a few special arrangements to be made. First, because the Megamation Workstations are larger than the standard door, a temporary door needed to be made to allow entrance to the workspace. The weight of the Workstations was also a consideration due to the relatively low point load rating of SBCL's 2nd floor as compared with a general manufacturing facility. Special pads were fabricated to distribute the point load of the equipment. This added some cost to installation compared to clinical instruments but was average for robotic automation with the performance characteristics listed above.
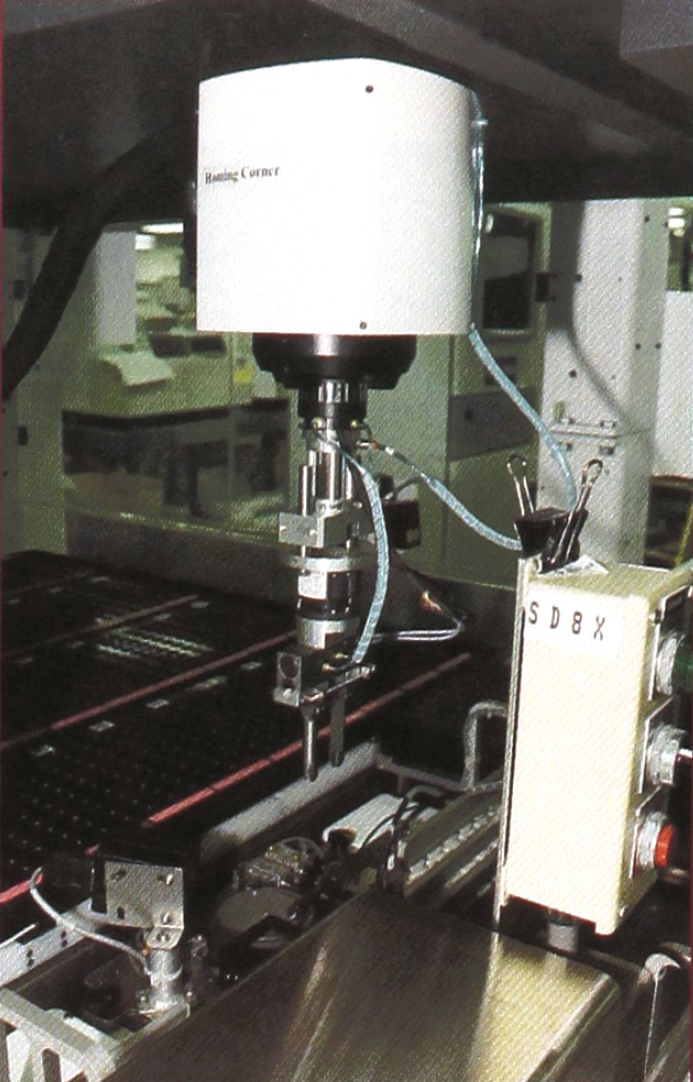
Detail of a Megamation gripper arm and head assembly.
The Workstations provided costs savings in the areas of electrical power and UPS (uninterruptible power supply) service. Most automation of this category requires 240 VAC and many laboratories are not equipped for this utility. The Workstations however, operate on 110 VAC; 15 amp service. UPS service is both an important and expensive consideration. The Workstations are PC based and have the ability to write to hard disk after every tube transaction eliminating the possibility of losing valuable data. UPS service is not required to preserve data but does have value if combined with emergency power generators to allow for operation when the local power company service fails.
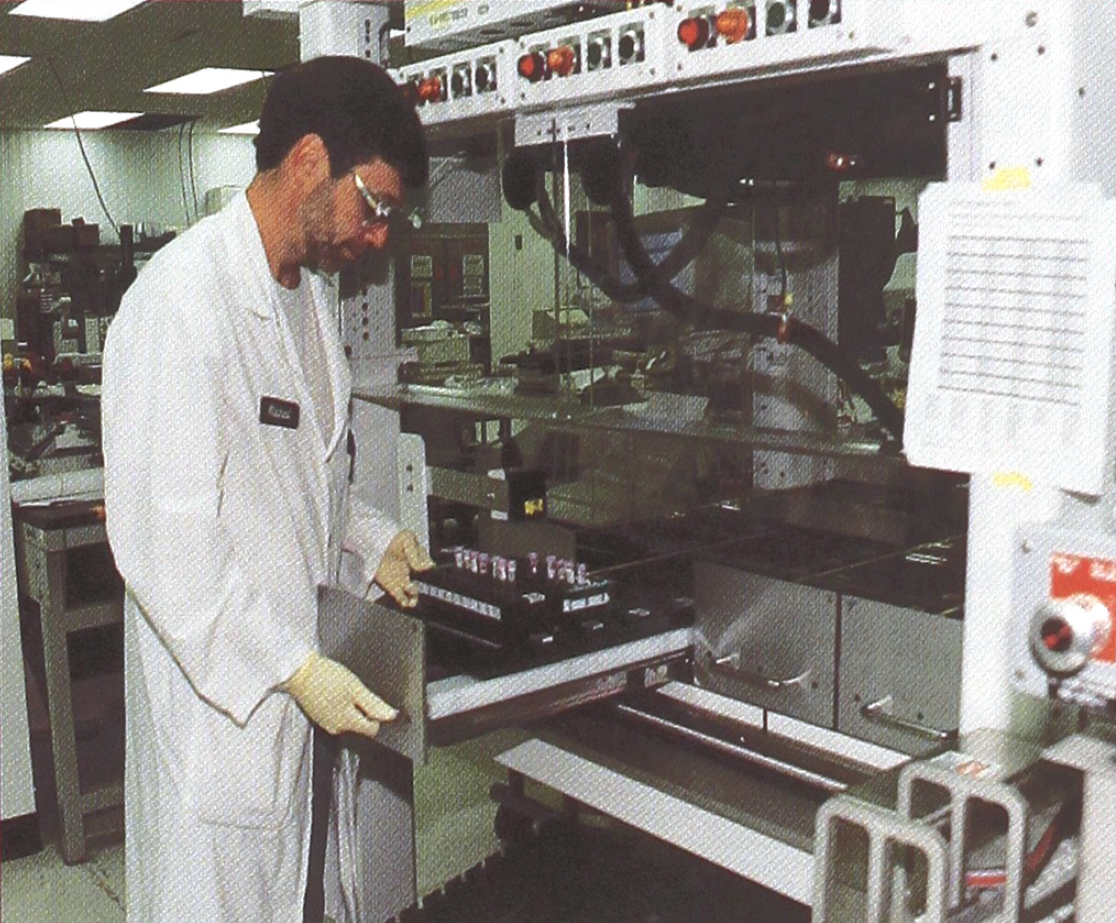
Operator opening drawer and removing partially filled racks of sorted specimens from the Megamation sorter.
Operating expenses are difficult to assess but because of the simplicity of motion platform, we believe they should be in top quartile of its class. Operating expenses include the estimated cost of spare parts, MTBF / MTTR as it relates to service labor and more importantly the cost of lost production (and subsequent later overtime). The best sources of information were users of the automation who have similar production rates and requirements.
In the evaluation of the various automation platforms, the linear motor solution became the low cost solution in terms of initial investment and estimated operating costs. The fundamental design of the linear motor provides for a highly productive floor space footprint, and the “electronic motion” aspect provides for an low operating cost, although this is still an estimate at this time.
6. Information Processing Interface
SBCL developed a “state of the art” Clinical Process Control System which we call “PCMES”. Because specimen information processing is at the heart of SBCL's business, all aspects of information on a specimen are critical from the time it enters SBCL's laboratory to the time it leaves. The amount of information processed is tremendous, as is the speed at which it is required to be processed if the laboratory is to operate efficiently.
It was realized early during the automation selection process that some of the specimen information mapping / tracking had to be accomplished at an automation station with the capability to upload and download information from the master process control system. This could only be accomplished with a PC located at the automation station which was tightly interfaced to the controller. The automated workstation provided by Megamation incorporated a PC as its controller for the motion portion of the automation. This feature eliminated the need for an additional PC located at the workstation, saving not only cost but complexity.
Megamation's programming language, called “SPI” for Simplified Programming Interface, is Windows® based. This was a bonus for developing the interface between Megamation's Workstations and SBCL's Process Controller. All Workstations supplied were equipped with the “SPI” software interface.
7. Automation Re-Configuration
At the beginning of the automation platform selection, the configuration of the automation cells had not been decided. A criteria placed on the automation platform was that it needed to be readily reconfigured in layout, work area and function. The reconfiguration needed to be done quickly and without encountering larger expenditures of rework cost. This would provide SBCL the most flexibility in the decision making process at the minimum cost. The linear motor platform provided this capability. By making changes to the work area (enlarging the platen work space) and changing the location of the electronic control cabinet, it was possible to have three totally different workstations (Sorter, Unloader, Instrument Feed). Though different in function and appearance, the Workstations utilize identical components and software interface.
The most telling aspect of this flexibility is that the SBCL's engineers decided on the Workstation(s) function and configuration only 3 months before installation in the laboratory.
8. Automation Work Load Sharing
The operating dynamics of SBCL's laboratory demands flexibility to the day to day market demands. The similar automation platforms provide for redundancy of mechanical operation such as specimen handling. This allows the basis for Work Load Sharing. To retain information integrity, it is necessary to have the ability have the WIPS software to be interchangeable from Workstation to Workstation.
The WIPS software was designed to be interchangeable on Workstations that were different in mechanical configuration but similar in handling function (tube grippers and specimen racks). For example, the Sorter Workstation each sorted different tests, but in a matter of minutes, could be reconfigured to mimic one another. Furthermore, the Unloader Workstation could mimic a Sorter Workstation if necessary, allowing for the most drastic contingencies, should all Sorter Workstations become disabled.
General Description of SBCL's Applications of the Two-Dimensional Linear Motor Platform
There are a number of ways to use the technology, we chose to automate tube handling. The manual loading of specimen tubes into the various racks, cassettes and carousels used for instrument testing is a boring and non-value added step often repeated several times with the same specimen.
The sorting of other specimens into test groups for delivery to the appropriate manual testing area is also tedious, but, more importantly, it is prone to errors and delays in testing due to miss-sorting. In a large reference laboratory sorting the number of different tests offered is equivalent in scale to the Postal Service sorting mail. “Pick and Place Automation” can offer a number of solutions to these problems. We will review the application of the Megamation automated workstations in SmithKline Beecham's Philadelphia Reference Laboratory. This laboratory was recently automated with a specimen transport system (conveyor) carrying individual specimens in carriers (pucks).
The author shown displaying sorted specimens in racks that can be used at manual work benches.

Summary
SBCL continually invests resources in its future. The investment made at its Philadelphia Central Lab Facility is yet another example. The initial purpose of deploying automation is of course to improve its cost profile, however, automation impact on SBCL's production process is multi-faceted. SBCL expects to expand its automated laboratory concept to additional SBCL sites. In doing so, we may choose to modify some of the applications described above. The value in choosing the Megamation platform allows us to make changes without losing what we have learned, nor causing us to switch automation platforms (hardware and software), and therefore support multiple vendors. This article has tried to demonstrate that other laboratories (especially ones with different testing volumes) will be able to design applications to meet their own needs utilizing the experiences gained by SBCL and Megamation.
MEGAMATION: IMPROVING WORKPLACE PRODUCTIVITY
Founded in 1985, Megamation designs, develops, manufactures and services programmable, flexible, single and automation work cells. These cells are designed to help customers improve manufacturing and materials handling processes by performing more work, in less space, more safely than traditional work methods. To date, Megamation has installed nearly 120 workstations in clinical laboratories for test tube handling, to the automotive industry for light mechanical assembly and to the computer and telecommunications industries for electronic circuit board assembly.