
Abstract
In this study, we investigate the influence of constituent particle content on the ballistic perforation resistance of the two structural aluminium alloys 6063 and 6110. Each alloy was produced in two variants: one commercial type and one tailor-made type with about three times higher content of iron-rich constituent particles. The tailor-made alloys were intended to mimic the increased particle content that emerges from the impurity accumulation during multiple recycling cycles of the commercial alloys. Ballistic impact tests were then carried out by firing 7.62 mm AP bullets against 10 mm thick disks of the four different alloys, and the ballistic limit curves of the materials were determined. Further, a standard thermo-viscoplastic constitutive relation and an uncoupled ductile fracture criterion were calibrated based on quasi-static and dynamic material tests, and finite element simulations of the ballistic impact tests were conducted. The agreement between the numerical model and the experimental results was generally very good. The primary finding of this study is that the commercial and tailor-made alloys exhibit similar ballistic limit curves. This indicates that an increased content of constituent particles does not significantly affect perforation resistance. Thus, the results suggest that impurities accumulated during recycling have a limited impact on the protection level, provided that the strength and hardening capacity are not substantially altered. These findings have important implications for the development of sustainable protective structures.
Keywords
Introduction
Aluminium alloys are commonly used for automotive, aerospace, defence and civil applications, particularly for lightweightening. Additionally, they have excellent corrosion resistance and are easily formed or extruded. Due to these qualities, aluminium alloys are highly demanded, and it is estimated that the demand for aluminium products will increase by more than 80% by 2050 International Aluminium Institute (2021). Aluminium is infinitely recyclable and maintains most of its properties when recycled. Since recycling uses 95% less energy than producing primary aluminium from raw material Das and Yin (2007), using recycled aluminium alloys is thus a viable alternative to meet the demand for aluminium and lower the carbon footprint from production. However, the recycling of aluminium introduces some challenges. Due to the difficulty of removing iron from molten aluminium, iron-rich constituent particles are formed during solidification (Remøe et al., 2017). These particles are insoluble and thus remain in the material even after subsequent heat treatments (Lassance et al., 2007). During recycling, silicon (Si) and iron (Fe) accumulate (Das et al., 2009; Green, 2007; Raabe et al., 2022) and increase the content of primary particles.
Research consistently shows that the constituent particle content has a significant influence on the ductility and toughness of the material. Bron et al. (2004) investigated two aluminium 2024 alloys, where one of them was a commercial alloy and the other was a high-purity variant. They found that the damage resistance of the high-purity alloy was superior. The effects of high iron content in aluminium alloys 5182 and 6022 were examined by Das et al. (2009). Their results showed that an increased iron content impaired formability. Moreover, Ho and Mohd Nor (2021) performed a comparison between recycled and primary 6061 aluminium alloys using uniaxial tension tests. They observed that the recycled alloy exhibited a 26%–27% reduction in strength properties, along with a decrease in ductility.
Several series of experiments were performed on two variants of the aluminium alloys 6061, 6063 and 6110 in temper T6 in the works of Tomstad et al. (2021, 2022), Qvale et al. (2022), and Dæhli et al. (2023a). Each alloy was provided in two variants: a commercial type with a low content of constituent particles, and a tailor-made type where the constituent particle content was increased by a factor of around three. The tailor-made type was produced by adding Si and Fe in weighted amounts such that the constituent particle content was increased, while the strength and hardening properties of the commercial type were mainly retained. Tomstad et al. (2021) examined the tensile ductility of isotropic (cast and homogenised) and anisotropic (extruded) 6063 and 6110 alloys and found that the increased constituent particle content reduced the ductility. The effect of the constituent particle content on the tensile ductility was found to be more significant for the isotropic alloys than for the anisotropic counterparts. Qvale et al. (2022) carried out Kahn tear tests to examine the tear resistance of isotropic 6061, 6063, and 6110 aluminium alloys with two different levels of particle content. Again, the experiments confirmed that the increased content of constituent particles adversely affects the material properties by lowering the tear resistance. However, the fracture mode of the specimens was not altered by the variation in particle content. Tomstad et al. (2022) conducted shear tests on the anisotropic 6110 alloy, and again, the results showed that increased particle content lowered the shear strain at fracture. The negative effect on the ductility was found to be more significant in tests conducted in the transverse direction to the extrusion direction. Finally, Dæhli et al. (2023a) subjected the isotropic 6061, 6063 and 6110 alloys to high-triaxiality loading using three-point bending tests of single-edge notched bending specimens. The fracture resistance was greatly reduced in the materials with the increased particle content. Combining the results from these studies further shows that the effect of increasing the constituent particle content on the fracture resistance is more severe as the stress triaxiality increases.
The influence of the constituent particle content on failure under dynamic loading conditions has received very limited, if any, attention. Considering the increasing demand for a green shift also in the defence sector, protective structures made of recycled aluminium might be a small step towards this goal. However, if it cannot be proven that environmentally friendly alternatives to traditional solutions give at least the same level of protection and operational capability, the green shift in the defence sector will not occur. Still, to the best of our knowledge, no study has yet been conducted to directly assess the influence of particle content on the failure behaviour under extreme loading conditions. Considering the widespread use of aluminium alloys in structures exposed to dynamic loadings, the lack of such studies is a key motivation for the present study.
In this study, we investigate the influence of an increased particle content on the ballistic perforation resistance of aluminium alloys 6063 and 6110 in temper T6. A commercial type and a tailor-made type with a higher content of iron-rich constituent particles were made for each alloy. The tailor-made alloys were designed to mimic the commercial alloy after multiple recycling processes. Ballistic impact tests were conducted by firing 7.62 mm AP bullets at 10 mm thick disks of the four different alloys, and the ballistic limit velocities and curves of the materials were determined. Additionally, a standard thermo-viscoplastic constitutive relation and an uncoupled ductile fracture criterion were calibrated based on quasi-static and dynamic material tests. Finite element simulations of the ballistic impact problem were then performed using explicit finite element simulations. We obtain excellent agreement between the numerical model and the experimental results. A key finding is that the commercial and tailor-made alloys exhibit very similar ballistic properties, indicating that recycling does not affect the perforation resistance of these materials.
Materials
We used 6063 and 6110 aluminium alloys as the target plate material in this study. The materials were delivered by Norsk Hydro ASA as 95 mm diameter extrusion billets. After casting, the billets were homogenised according to industry standards, i.e., they were heated to 575°C with a heating rate of 200°C/h, held at this temperature for 2 h and 15 min, and then cooled to room temperature with a cooling rate of 400°C/h (Thomesen et al., 2020). Circular disks of 10 mm thickness were then cut from the billets and used as target plates in the ballistic tests. Similar to the studies by Tomstad et al. (2021), Qvale et al. (2022), and Dæhli et al. (2023a), two variants of each aluminium alloy were investigated: one commercial alloy type (A-variant) and a tailor-made type (B-variant) with a higher content of iron-rich constituent particles. The constituent particle content was artificially increased by adding Fe and Si to the commercial alloys in such amounts that the particle fraction was approximately three times larger. At the same time, the mechanical properties, i.e., the strength and hardening capacity, were largely unaltered. Consequently, any observed difference between the two variants can be attributed to the constituent particle content. We refer to Tomstad et al. (2021) for more details regarding the production process of the tailor-made alloys. The tailor-made alloys are assumed to mimic the behaviour of recycled alloys, where contaminants, such as iron-rich particles, are accumulated during the recycling process. In the context of developing sustainable protective structures, recycled aluminium alloys might be a viable alternative, emphasising the relevance of examining the ballistic perforation resistance of aluminium alloys with higher particle content.
Chemical composition of the alloys in wt-% Tomstad et al. (2021).
Material modelling
The material behaviour is modelled using a standard isotropic elastic-thermoviscoplastic constitutive model and the Cockcroft-Latham failure criterion (Cockcroft and Latham, 1968). We use a hypoelastic formulation based on an additive split of the rate-of-deformation tensor into elastic and plastic parts, viz.,
The elastic response is governed by the generalised Hooke’s law in rate form
The plastic response is governed by a modified Johnson-Cook (MJC) model (Johnson and Cook (1983); Børvik et al. (2001)). The yield function can be written in the form

Here, σ0 and R(p) represent the initial yield stress and work hardening, respectively, m is a material parameter related to the temperature sensitivity, T
m
is the melting temperature, and T
r
is the room temperature. The isotropic work hardening R(p) is defined from a multi-component Voce rule, viz.,

Solving for σeq in the viscoplastic domain, i.e., when f > 0, we get the standard expression for the modified Johnson-Cook equivalent stress (Børvik et al., 2001)
Finally, the components of the plastic rate-of-deformation tensor are determined from the associated flow rule
Material failure is modelled using the one-parameter Cockcroft-Latham (CL) fracture criterion (Cockcroft and Latham, 1968). In this model, the damage parameter is expressed as

In simulations of the quasi-static tests, we will assume isothermal conditions and thus neglect the thermal softening term in the constitutive model given by equation (7). However, the rate-dependent term is included since it is not unity even when 
Calibration of the material model
Physical constants and model parameters for aluminium Holmen et al. (2013).

Material tests
The quasi-static tension tests were conducted by Thomesen et al. (2020) and Tomstad et al. (2021) for the A- and B-variants of the alloys, respectively, and data from tests on smooth axisymmetric specimens with geometry as shown in Figure 1(a) were used in the calibration of the material model. The nominal strain rate in these tests was kept constant at Specimens used for quasi-static and SHTB tests with dimensions in mm: (a) quasi-static test specimen and (b) SHTB test specimen. Experimental set-ups for (a) quasi-static tests set-up (Frodal et al., 2017): ① Specimen, ② Connector, ③ Load cell, ④ Laser micrometer, ⑤Vertical adjustment, ⑥ Display connected to the computer and (b) SHTB tests set-up: ① High-speed camera 1, ② High-speed camera 2, ③ Specimen, ④ Telecentric illuminator.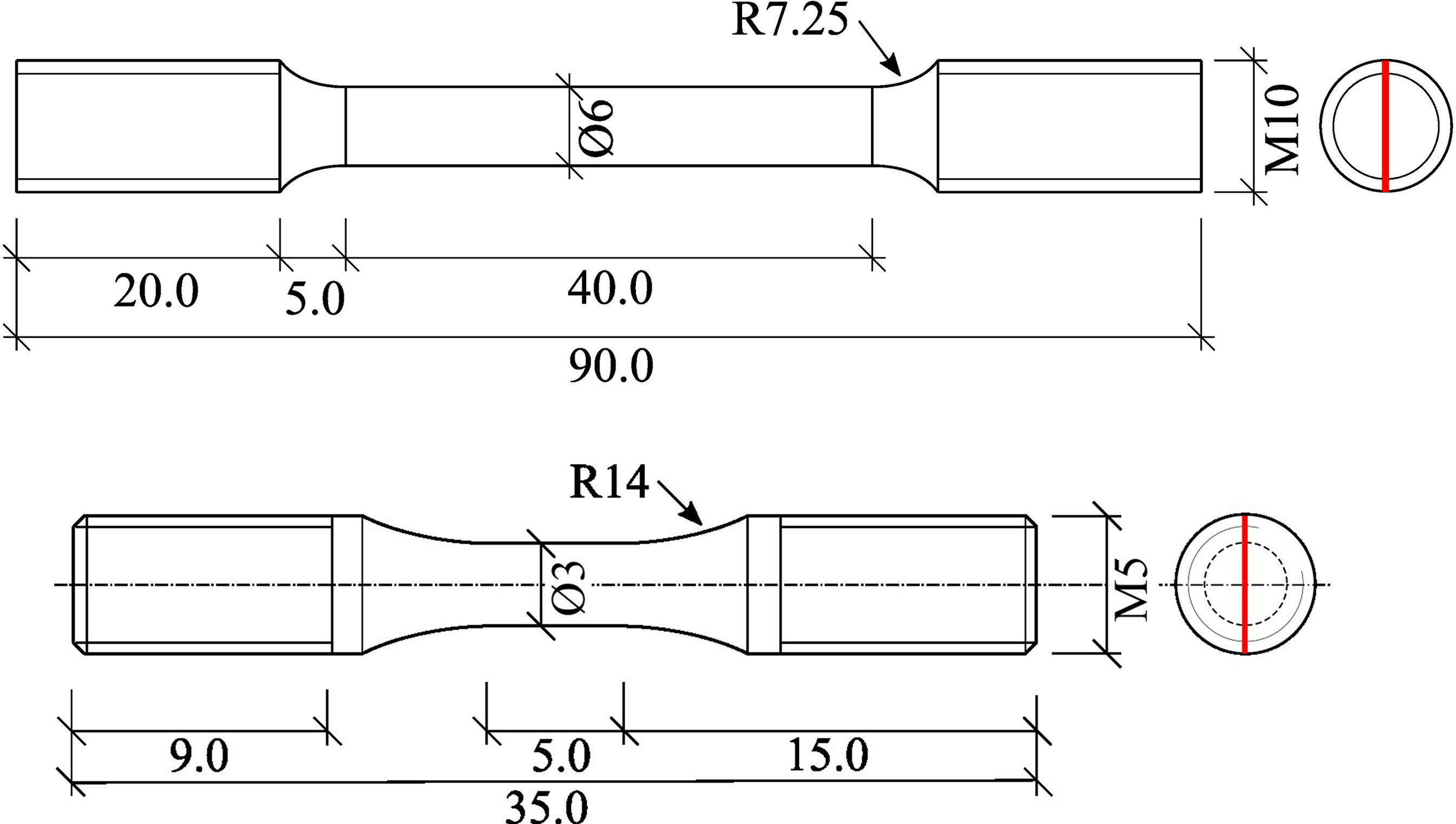
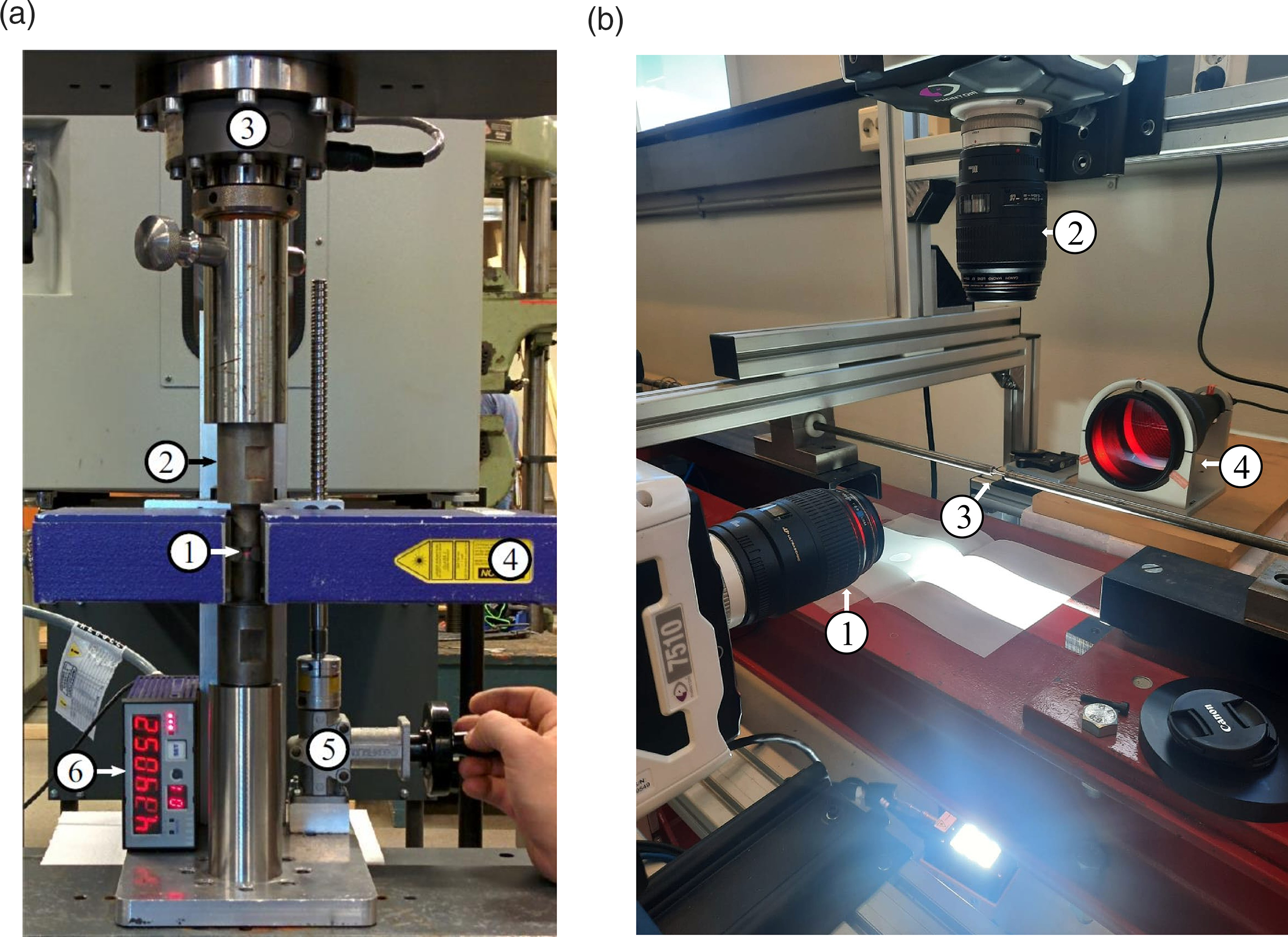
The dynamic tension tests were performed using a Split-Hopkinson tension bar (SHTB) device (Vilamosa et al. (2014)). Smooth axisymmetric specimens with geometry as shown in Figure 1(b) were used. The SHTB tests were conducted at strain rates in the range
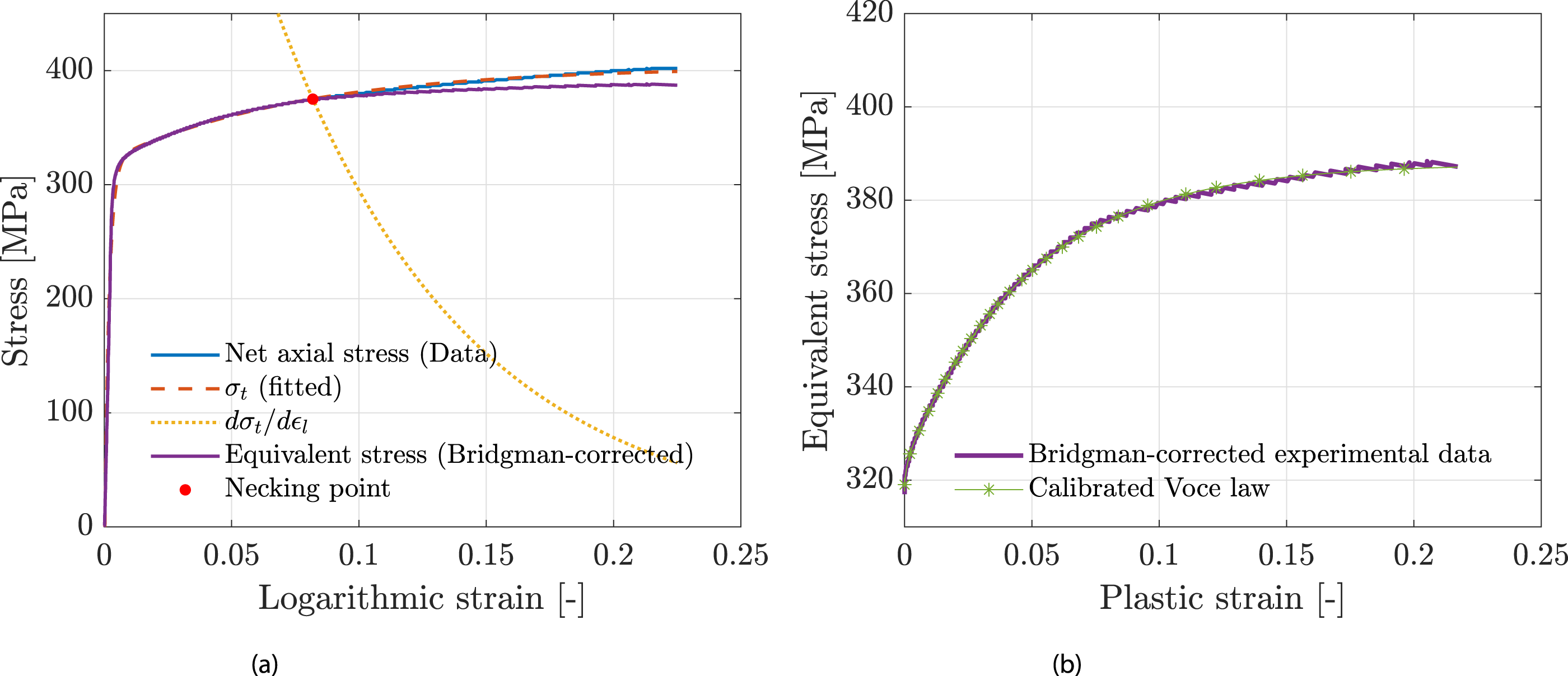
Based on the force and area measurements from the quasi-static tension tests, the net axial stress and the logarithmic strain were calculated from

Beyond the onset of necking, we applied the Bridgman correction (Bridgman, 1944) to estimate the equivalent stress from the net axial stress, viz. (a) Stress versus logarithmic strain and (b) equivalent stress versus plastic strain for 6110B.


Yield strength and work hardening parameters
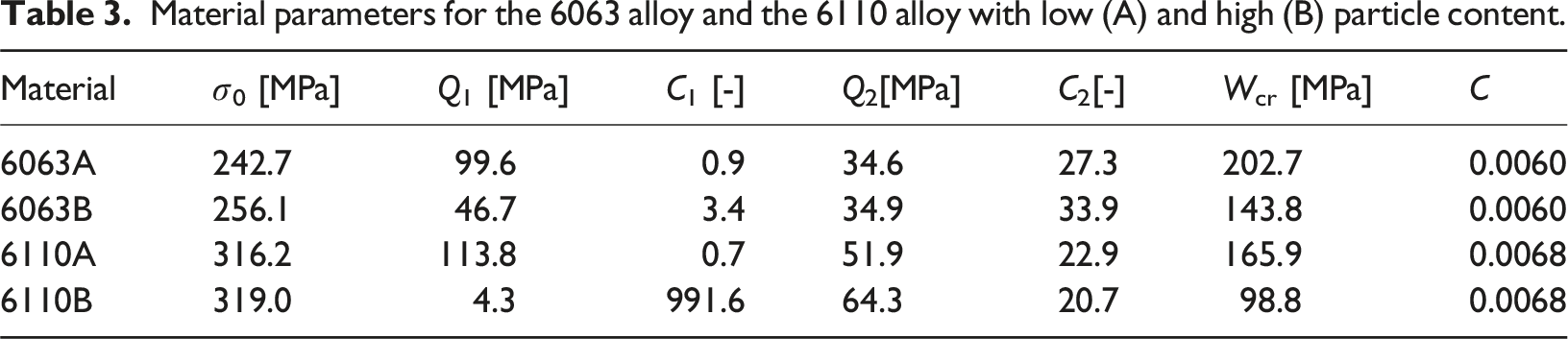
Material parameters for the 6063 alloy and the 6110 alloy with low (A) and high (B) particle content.
Strain rate sensitivity parameter
The strain rate sensitivity parameter (C) was calibrated by comparing the stress level in the quasi-static and dynamic tension tests at various levels of plastic strain. Data points for the net axial stress (σt) versus the logarithm of strain rate Net axial stress versus logarithm of strain rate plots for various percentages of plastic strain for the two B-variants: (a) 6063B and (b) 6110B. Calibrated C values for different percentages of plastic strain are shown in different colours.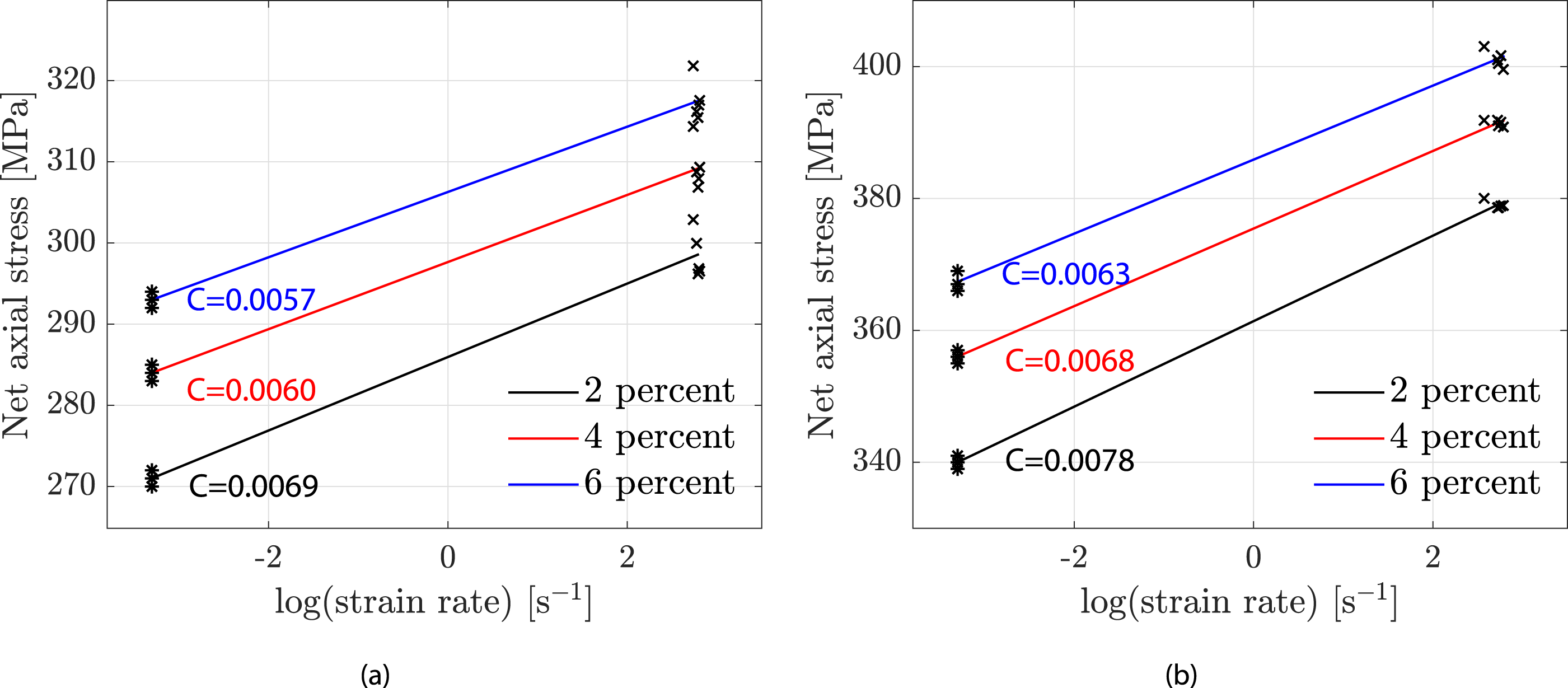
Fracture parameter
To determine the fracture parameter (Wcr), we performed FE simulations of the quasi-static tension tests. The test specimen shown in Figure 1(a) was modelled using the implicit solver in Abaqus/Standard, utilising linear brick elements with reduced integration (C3D8R). To replicate the boundary conditions in the tests, a zero displacement was enforced at the nodes at the bottom of the specimen (highlighted in red in Figure 5), while a constant velocity was imposed on the nodes at the top (highlighted in blue in Figure 5). The constant velocity was applied through a reference point that was coupled with the nodes at the top surface to facilitate easy output of the global force. A mesh convergence study was also conducted by changing the element size in the central part of the specimen, where fracture initiates. The element sizes considered were 0.1 mm, 0.2 mm, 0.25 mm, 0.35 mm, and 0.5 mm, and the difference in the predicted stress-strain behaviour was found to be negligible. Based on the observed mesh convergence and computational efficiency, an element size of 0.25 mm was therefore used in the rest of the study. Boundary conditions for the finite element model of the quasi-static test. The critical element is marked as red in the magnified view to the right.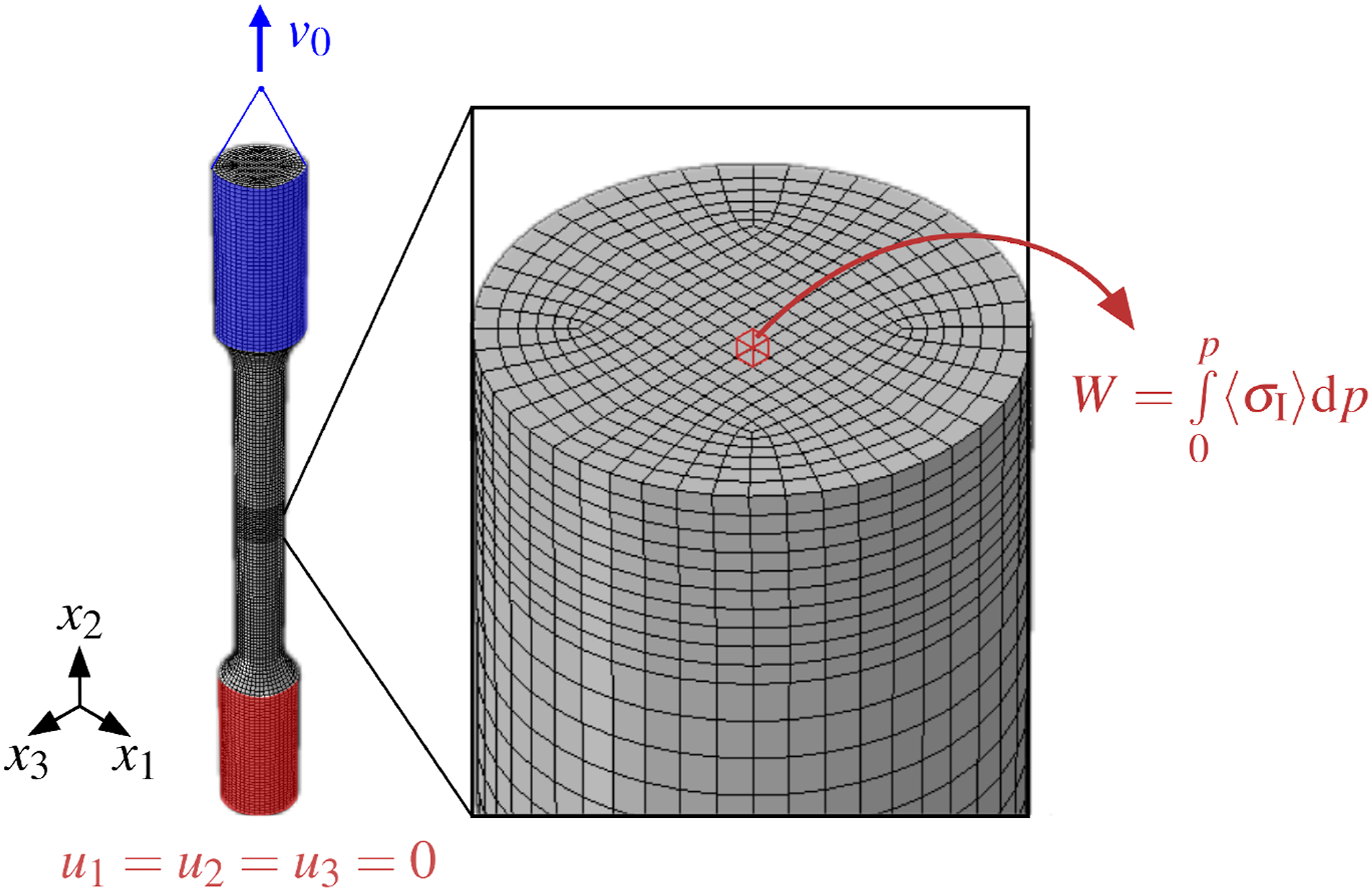
The fracture parameter was determined from the equivalent plastic strain and maximum principal stress values extracted from the critical element in the middle of the specimen up to the point of failure in the experiments. The area under the σI − ɛp curve up to the onset of global failure gives the Wcr parameter. The value of Wcr for each of the four materials is tabulated in Table 3. Note that the fracture parameter is significantly reduced in the B-variants of the alloys compared to the A-variants, indicating a much lower strain to failure in the materials with increased constituent particle content. This follows directly from the much lower ductility of the B-variants found in the experimental work of Tomstad et al. (2021).
Validation
The calibrated material parameters were validated in numerical simulations of the quasi-static and dynamic tension tests. Results from the experiments are shown alongside the simulations in Figures 6 and 7 for the A- and B-variants, respectively. In the figures, ’QS’ indicates quasi-static tests and ’D’ denotes dynamic tests (SHTB). Dashed lines correspond to the numerical simulations, while solid lines correspond to the experiments. The point of fracture is marked by a cross (×) at the end of each curve. In the simulations, the point of fracture is assumed to correspond to the instance when the fracture criterion is met in a critical element within the cross-section. Tension test results and simulations for (a) 6063A and (b) 6110A. Tension test results and simulations for (a) 6063B and (b) 6110B.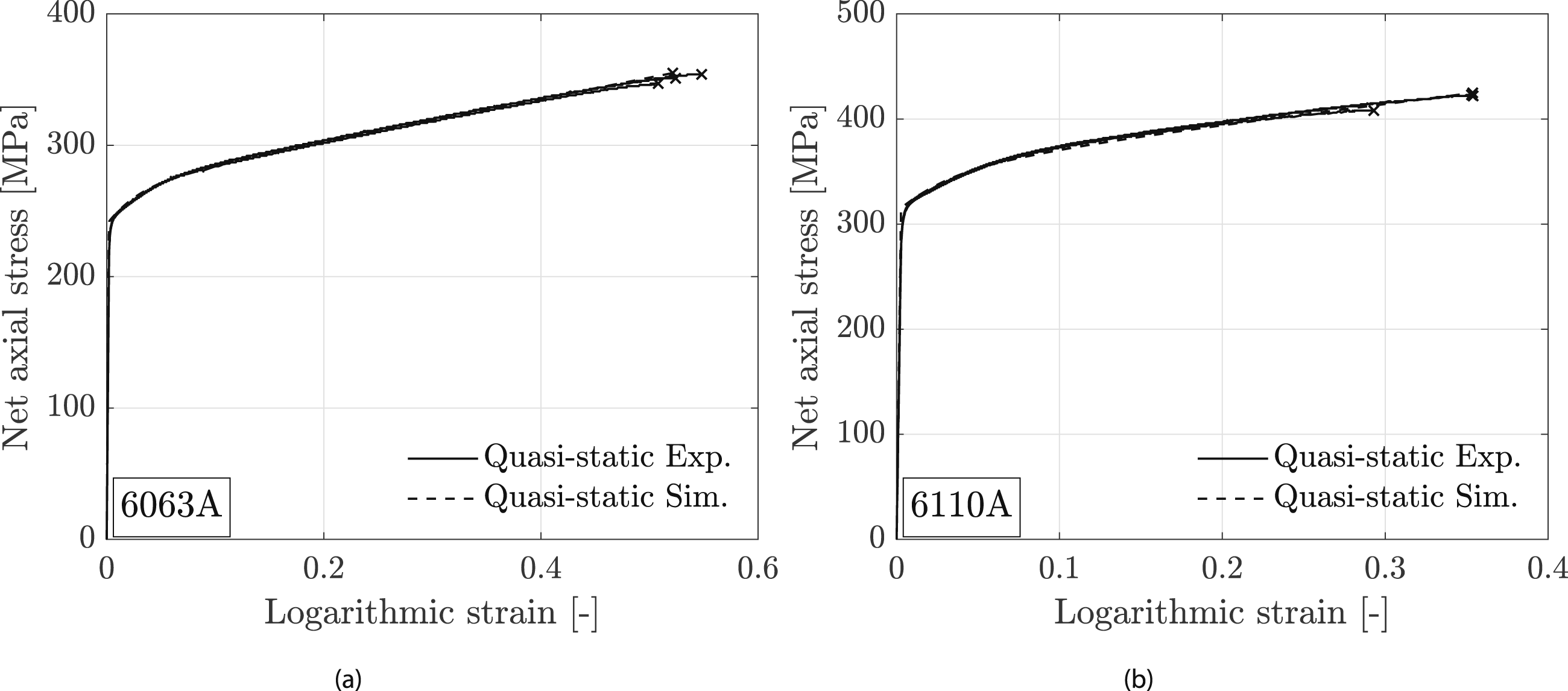
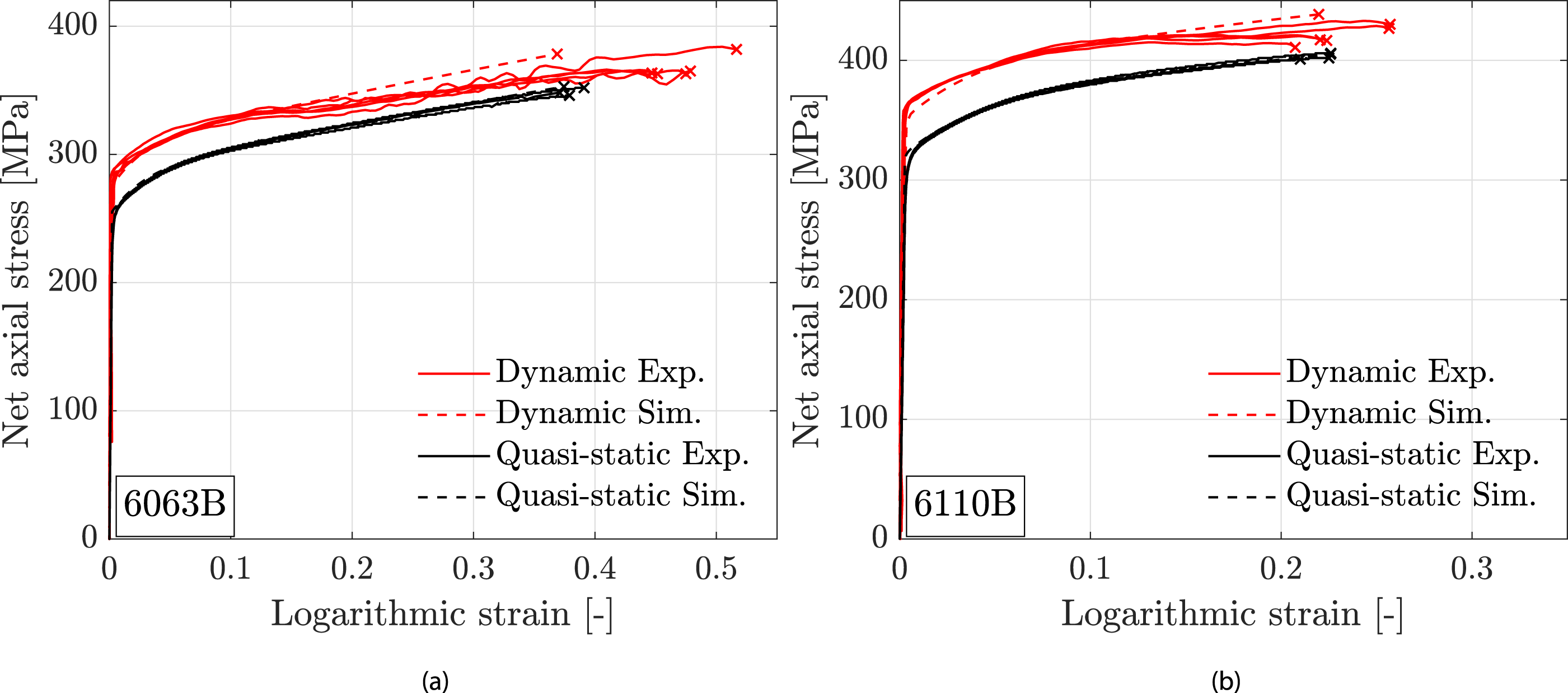
We readily see that the calibrated material model accurately predicts the stress-strain behaviour observed in the tension tests. While failure is accurately captured under quasi-static loading, the failure strain is slightly lower in simulations compared to experiments for dynamic loading of the 6063 alloy. This discrepancy arises because the failure criterion is calibrated based on quasi-static tests and consequently does not account for the potential strain-rate sensitivity of the fracture strain. However, the failure strain for the 6110 alloy is accurately captured both under quasi-static and dynamic loading. Overall, the numerical results closely align with the test data for both alloys.
Since it is assumed that the content of Fe and Si does not influence the strain rate dependence of the alloys, SHTB tests and simulations were only performed on the B-variants. Figures 6 and 7 also show that the fracture strain is higher for the A-variants (i.e., the commercial alloys) than for the B-variants (i.e., the tailor-made alloys), with 6063 exhibiting a higher fracture strain than 6110.
Ballistic impact tests
Experimental set-up
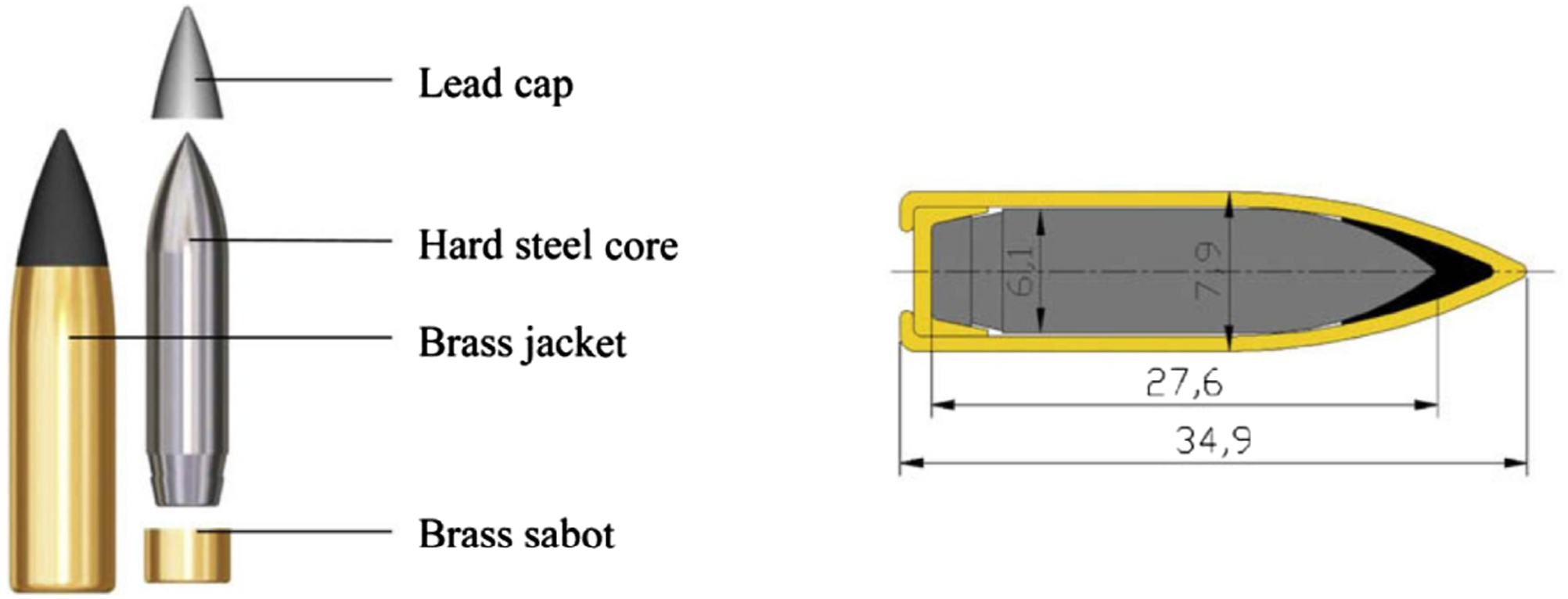
The ballistic impact tests were conducted in a ballistic range. An illustration of the setup is given in Figure 8. A smooth-bored Mauser rifle with a barrel length of 1 m was used to fire the 7.62 × 63 mm AP projectiles with a total weight of about 10.5 g. An illustration of the bullet is shown in Figure 9. More details on the bullet materials can be found in, e.g., Børvik et al. (2009). Illustration of the set-up used in the ballistic impact tests. Adapted from Edwards-Mowforth et al. (2025). Illustration of the 7.62 mm AP bullet (dimensions in mm) (Børvik et al. (2009)).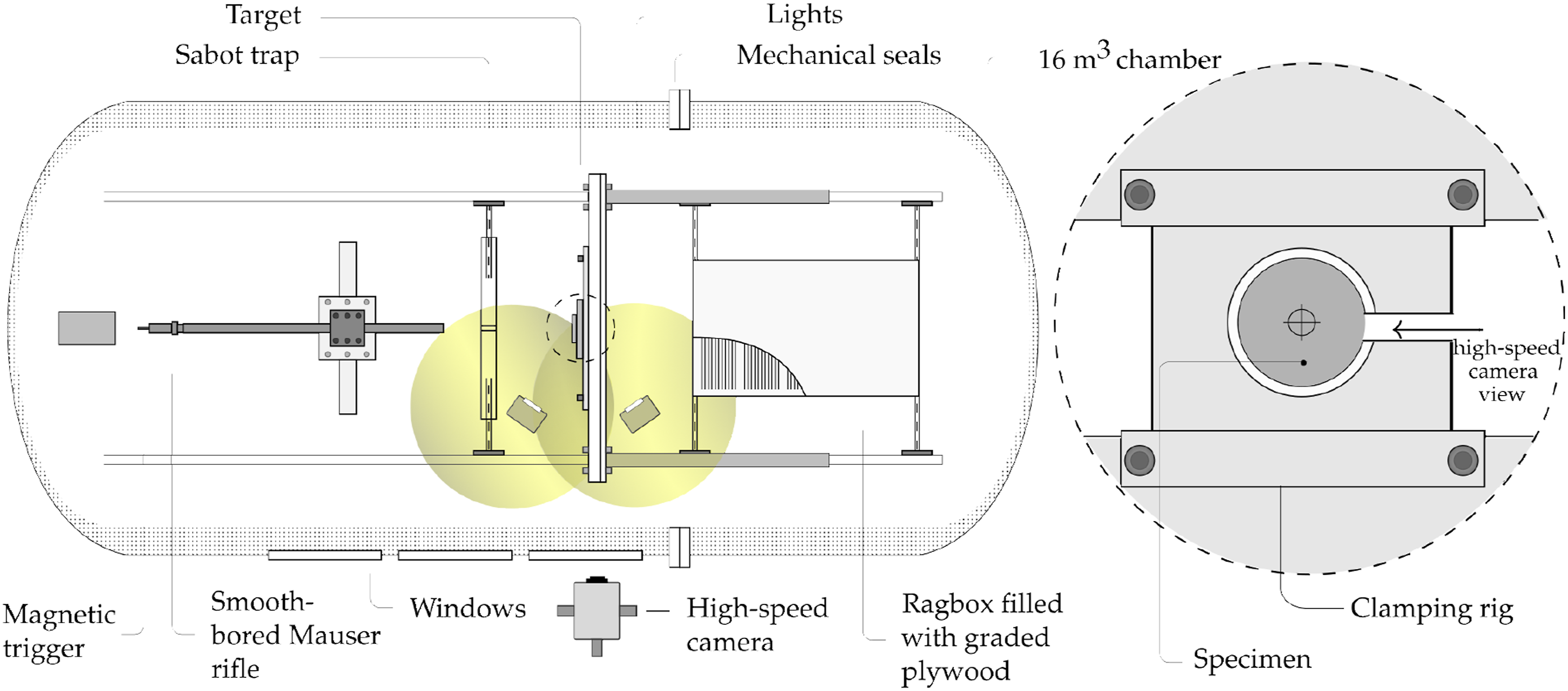
All tests were conducted inside a sealed 16 m3 impact chamber. The stockless rifle was firmly secured in a rigid rack within the chamber to ensure a precise impact point. A magnetic trigger was used to fire the rifle from a safe distance. The disk-shaped target plates with a thickness of 10 mm and a diameter of 95 mm were secured in a circular clamp with a slit for high-speed camera view. Each target plate was shot once at the centre. In total 10 tests were conducted for each A-variant of the alloys, and 8 tests were conducted for each B-variant. The impact events were captured at 230,000 frames per second by a Phantom TMX 7510 high-speed camera equipped with a Canon EF 100 mm lens. The camera was aligned with the specimen through a window in the impact chamber. Four powerful LED lamps ensured the lighting during testing. The resulting high-speed images were used to investigate the perforation process and to measure the initial (v i ) and residual (v r ) velocities of the bullet. The impact velocity of the bullet was adjusted by changing the amount of gunpowder in the cartridge. In this study, a range of impact velocities from about 300 to 700 m/s was found necessary to estimate the ballistic limit velocities and the ballistic limit curves. Images of the front and back surfaces of the target plates after all tests can be found in Supplemental Material.
Numerical model
The ballistic impact tests were simulated using the explicit solver in Abaqus/Explicit. We used trilinear brick elements (C3D8R) with reduced integration and stiffness-based hourglass control. An element size of 0.25 mm was used in the impact region of the target, similar to the simulations of the material tests, so that the calibrated fracture parameters could be used directly Ruggieri et al. (1996).
Constant initial velocities corresponding to those used in the tests were applied to all parts of the bullet in the simulations, while room temperature (293 K) was assigned as the initial temperature for the materials. The outer surface and a small strip on the back of the target plate were restricted, as shown by the dashed region in Figure 10(a), to replicate the boundary conditions in the tests (see also Figure 8). As in the experiments, the thickness and diameter of the target plate were 10 mm and 95 mm, respectively. Only the impact zone of the target plate was meshed with refined elements of 0.25 mm, as shown in Figure 10(b). We applied a general contact algorithm with a frictionless contact definition. The material behaviour for the target was defined using the MJC constitutive relation and the CL damage criterion as described in “Material modelling” section through VUHARD and VUSDFLD subroutines. All parts of the bullet were modelled as described in Kristoffersen et al. (2020) and shown in Figure 10(b). Ballistic impact FE simulations: (a) Boundary conditions for the target plate and (b) illustration of the mesh for the FE model.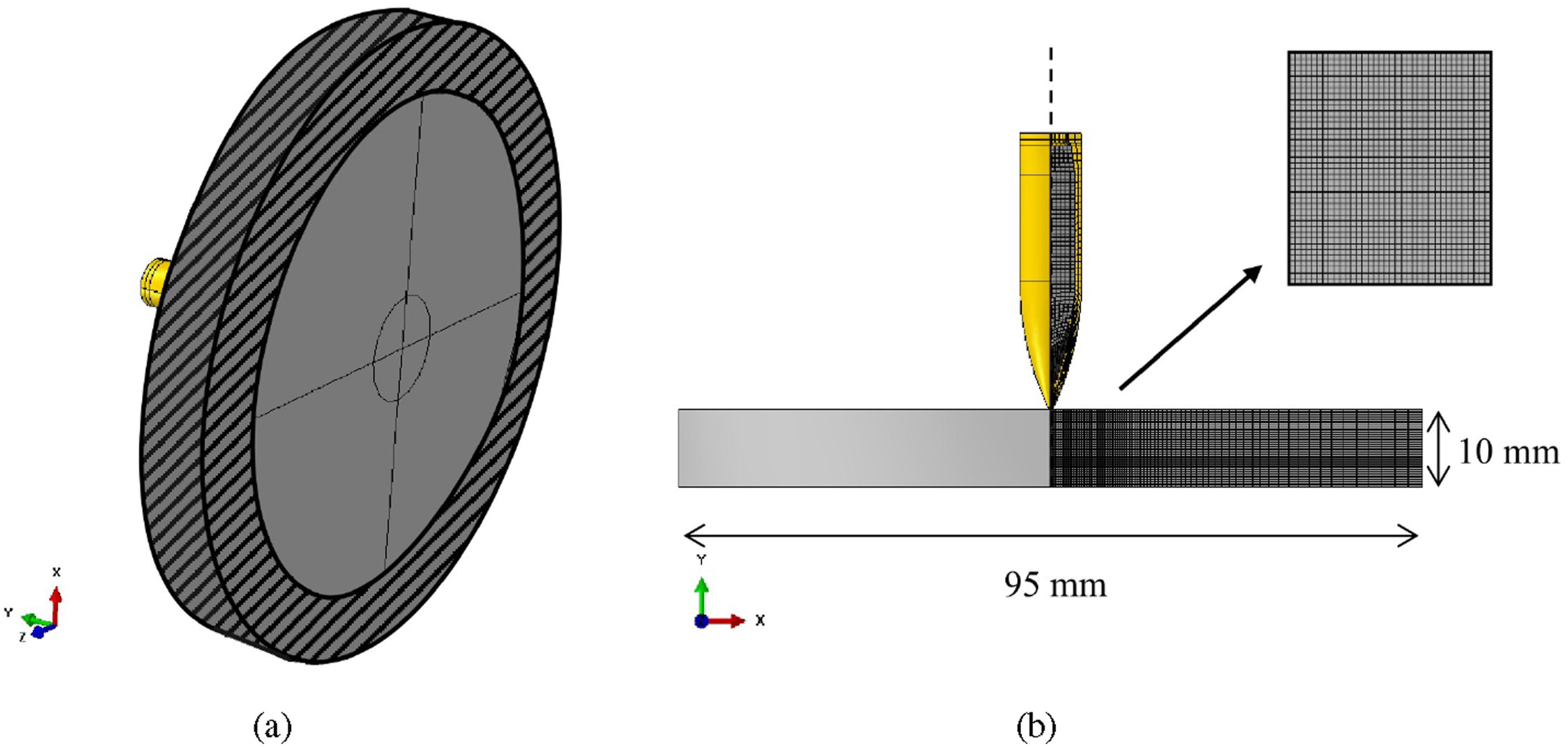
Experimental and numerical results
Figure 11 shows the residual velocity (v
r
) of the bullet plotted against the corresponding initial velocity (v
i
) measured from the high-speed camera images. Based on these measurements, the ballistic limit velocity (v
bl
) and the ballistic limit curve for each alloy were estimated by a generalised version of the Recht-Ipson model (Recht and Ipson (1963)), viz. Ballistic impact test results for the various materials.
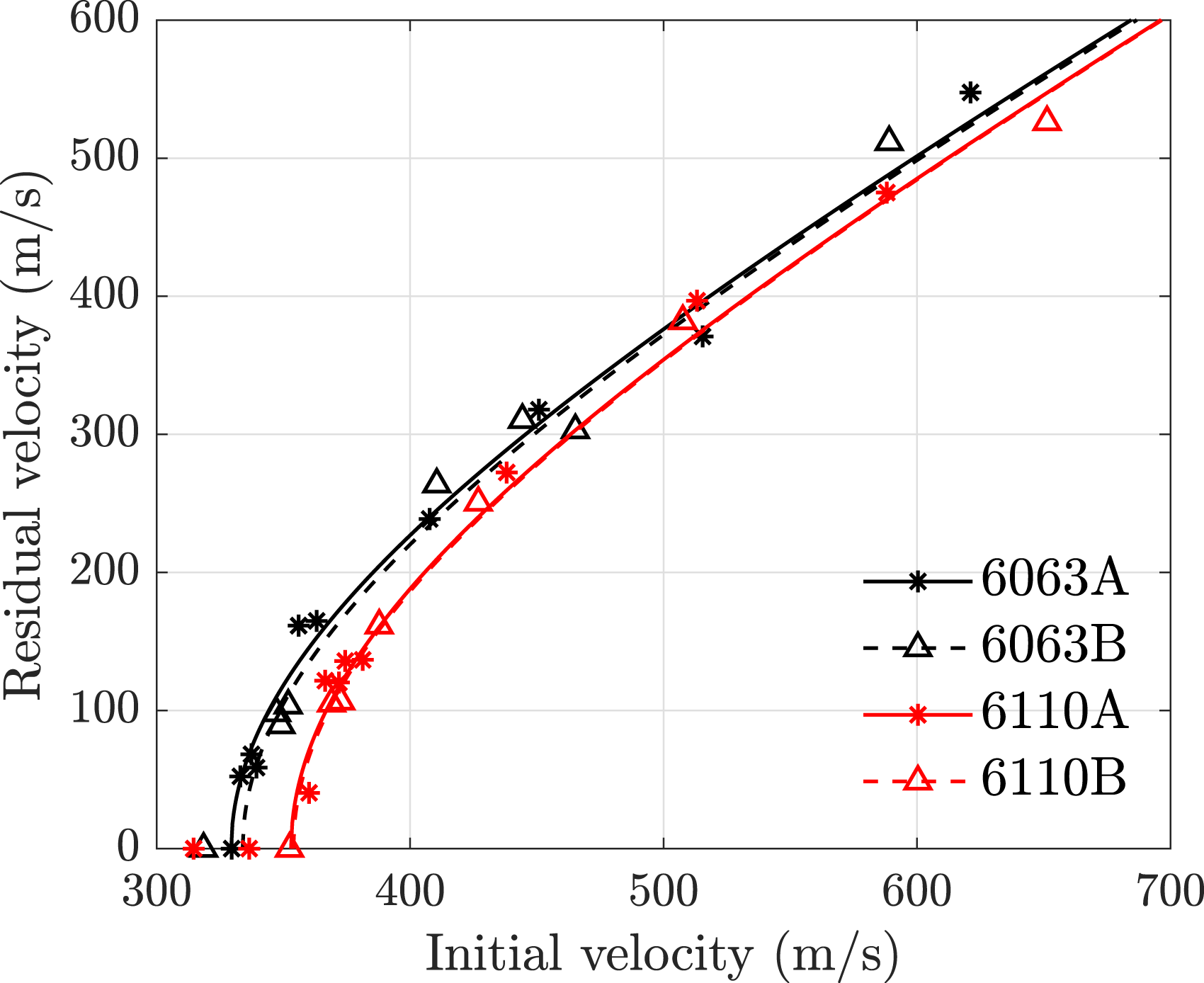
Ballistic limit velocities.

The results from the numerical simulations are compared to the experimental data in Figure 12. Following the same procedure as for the experimental tests, the ballistic limit velocities and ballistic limit curves in the numerical simulations were estimated by a least-squares curve fit of the Recht-Ipson model using a = 1 and p = 2 for all four materials. As seen from Figure 12, the ballistic limit curves from the simulations are very similar to those from the experiments, except for a minor difference in the 6110B alloy. In that case, the simulations exhibit a slightly lower value of the ballistic limit velocity, thereby yielding conservative predictions of the perforation resistance. This is desirable from the perspective of structural safety and design. The ballistic limit velocities predicted from the numerical simulations are compared to the corresponding experimental values in Table 4. To further validate the ballistic limit velocities obtained in the numerical simulations, we performed simulations of tests where the bullet failed to perforate the target. Just like in the experiments, the bullet was also stopped in the simulations. Overall, we conclude that the simulations are in good agreement with the experiments and successfully capture the results from the ballistic impact tests. Initial versus residual velocities from simulations and experiments. The solid lines are the best fits to the Recht-Ipson model. (a) 6063A, (b) 6063B, (c) 6110A and (d) 6110B.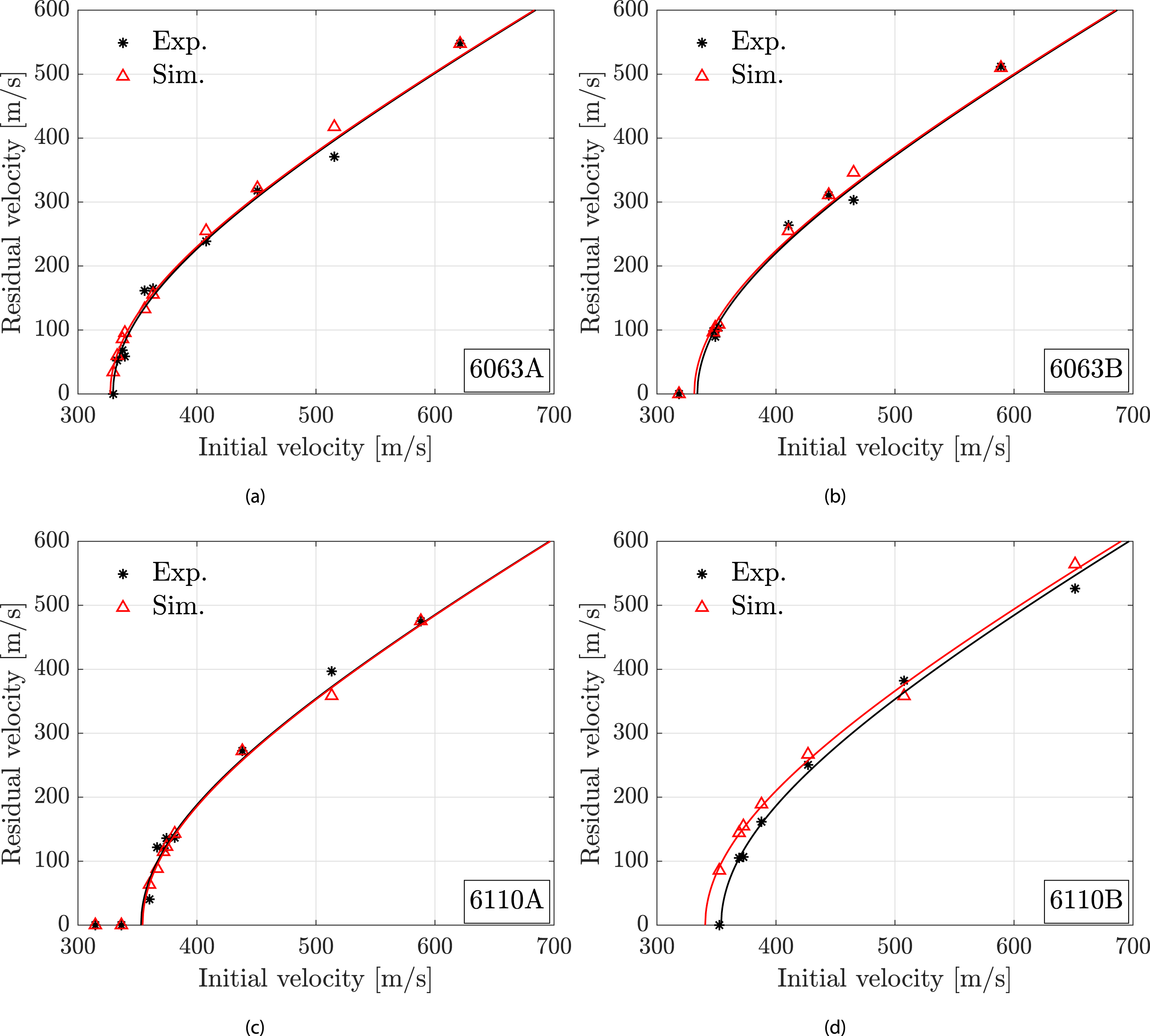
High-speed video images from selected ballistic impact tests and a similar time lapse from the numerical simulations are shown in Figure 13 for 6063A and 6063B. An image of the front and back surfaces of the plate after impact is also shown for each test and simulation. In these figures, ’front’ indicates the surface where the bullet enters and ’back’ indicates the surface where the bullet exits the target plate. For comparison, the initial velocities of the tests are chosen to be similar. In these experiments, the jacket remains on the steel core during perforation but exhibits some deformation. The primary failure mechanism is ductile hole enlargement accompanied by a few fragments. Both the behaviour of the bullet and the failure mechanisms of the target plate are as seen accurately captured in the numerical simulations of the 6063 alloy. Tests and numerical simulations at similar initial velocities for 6063A (a,c) and 6063B (b,d): (a) v
i
= 450.8 m/s, v
r
= 317.9 m/s; (b) v
i
= 444.3 m/s, v
r
= 310.5 m/s; (c) v
i
= 450.8 m/s, v
r
= 321.8 m/s; (d) v
i
= 444.3 m/s, v
r
= 311.1 m/s. 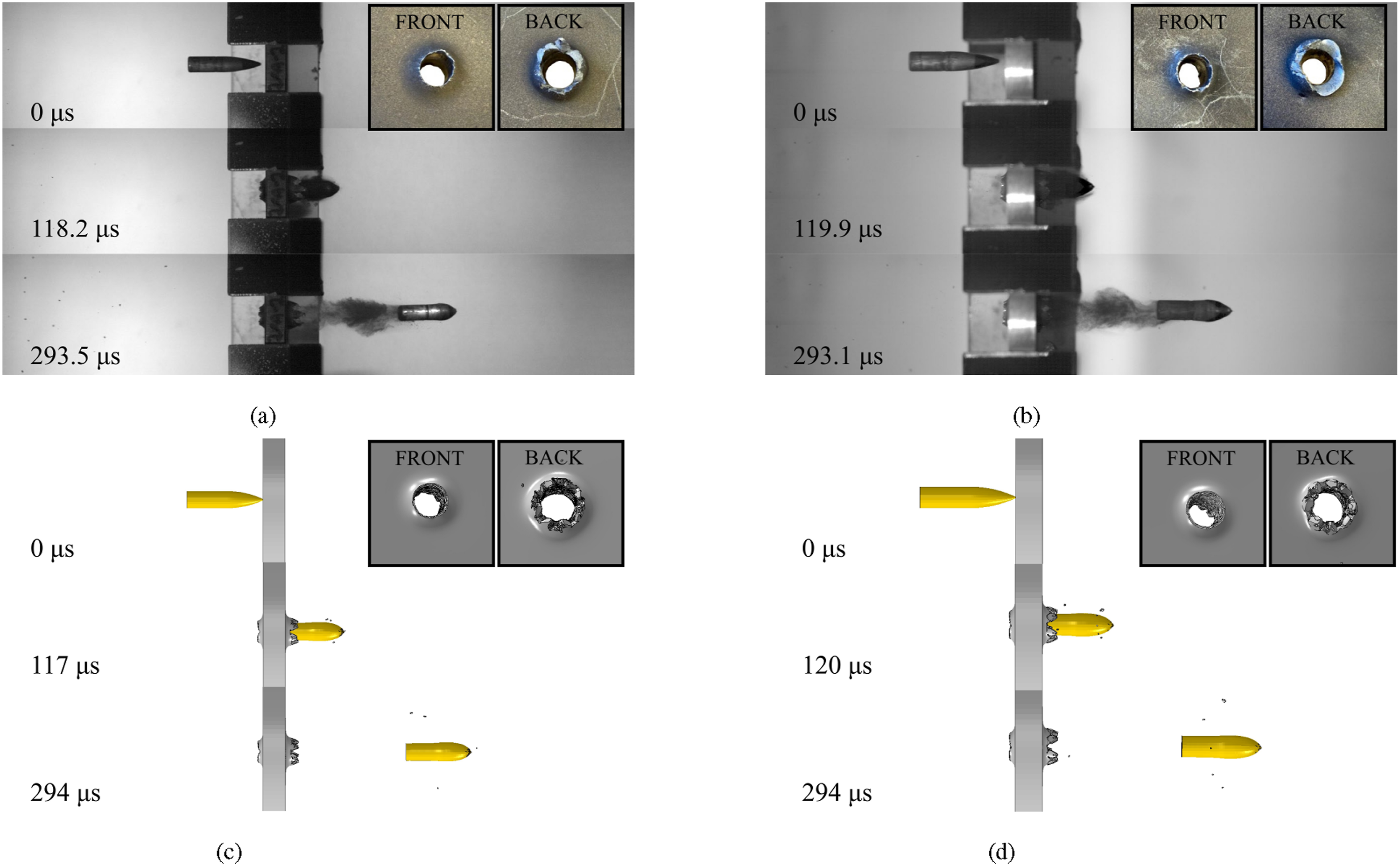
A similar comparison for the 6110 alloy is presented in Figure 14, showing high-speed video images from selected ballistic impact tests alongside numerical results for 6110A and 6110B. In this case, the brass jacket is fully separated from the hard steel core in both tests and simulations. As for the 6063 alloy, we find that failure is mainly caused by ductile hole enlargement. However, the 6110A and 6110B materials also exhibit some fragmentation, as seen from Figure 14(a) and 14(b). Petalling is observed on the front surface of the plate for 6110A, whereas a crater forms due to the jacket of the bullet for 6110B. The results from the finite element simulations are shown in Figure 14(c) and 14(d). Again, the simulations capture the behaviour of the penetration and perforation process with good accuracy. However, the simulations do not capture the petalling and the cratering on the front surface of the target plate for 6110A and 6110B, respectively. The inability to capture the cratering might be a reason for the discrepancy between the simulations and the experiments in 6110B. The surface hardness was measured to determine whether the change in damage mode, from petalling to cratering, on the front surface of the A- and B-version of the material could be attributed to variations in this property. Although a slight increase in surface hardness was observed in the B-version, the difference was minimal and insufficient to account for the change in damage mode. Tests and numerical simulations at similar initial velocities for 6110A (a,c) and 6110B (b,d): (a) v
i
= 438.1 m/s, v
r
= 272.4 m/s; (b) v
i
= 426.9 m/s, v
r
= 250.6 m/s; (c) v
i
= 438.1 m/s, v
r
= 272.2 m/s; (d) v
i
= 426.9 m/s, v
r
= 266.8 m/s. 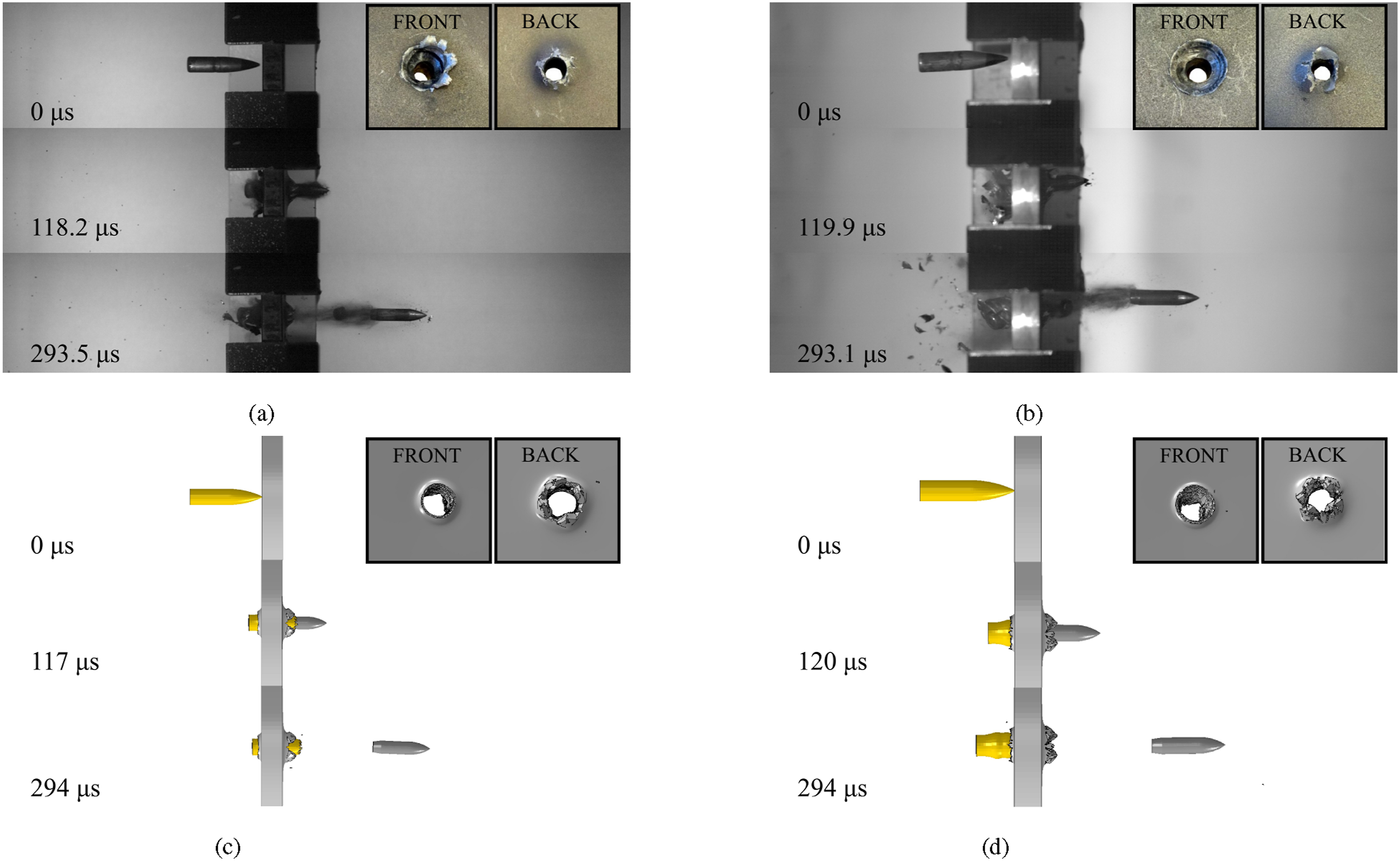
Discussion
This study investigates the effects of increased constituent particle content on the ballistic performance of aluminium alloys 6063 and 6110. Two variants of each alloy are used: a commercial variant (A) and a tailor-made variant (B) with artificially elevated particle content. The aim is to evaluate how increased particle content influences perforation resistance under ballistic impact. Additionally, the elevated particle content in the tailor-made alloys simulates a potential consequence of recycling, namely contamination. During recycling, the concentration of particles in the aluminium alloys typically increases due to impurity accumulation (Das et al., 2009; Raabe et al., 2022). Thus, the findings of the present study provide valuable insight into the suitability of recycled aluminium alloys for use in protective applications, contributing to the development of more sustainable protective structures.
The influence of increased constituent particle content on the ductility and fracture toughness was investigated by Tomstad et al. (2021), Qvale et al. (2022), and Dæhli et al. (2023a) using the same alloys as in the current study. The tension tests indicated that an increase in the particle content significantly reduced the ductility of the alloys, and the difference between the ductility of the A-variants and the B-variants was found to increase with stress triaxiality (Tomstad et al., 2021). In addition, unit initiation energy (UIE) and unit propagation energy (UPE) were calculated and used to characterise the tear resistance of the Khan tests by Qvale et al. (2022) and the fracture resistance in the 3-point bending tests by Dæhli et al. (2023a). Both UIE and UPE were found to be significantly reduced in the B-variants to varying extents, depending on the alloy. In particular, the 6063 alloy was the least sensitive to changes in particle content in terms of tensile ductility and tear resistance, while in the 3-point bending tests, the 6110 alloy was the least sensitive to changes in particle content in terms of fracture resistance. Regardless, for both the 6063 alloy and the 6110 alloy, the effect of increasing the constituent particle content was more pronounced when the stress triaxiality increased. Still, the shear tests conducted by Tomstad et al. (2022) on an extruded 6110 alloy with two levels of particle content showed significant differences between the A-variant and the B-variant, indicating that particle content also plays an important role in fracture under shear-dominated loading cases. However, it is important to note that shear tests have not been conducted on the alloys in their cast and homogenised state, so we cannot ascertain whether the materials used in the present study would exhibit a similar difference.
Assuming that the particle content does not significantly influence the strain-rate dependence of the alloys, we conducted dynamic tension tests using a Split-Hopkinson tension bar (SHTB) for the B-variants. The quasi-static and dynamic tension tests were compared in Figure 7. As expected, we observed a small increase in the stress level with increased strain rate. The rate-sensitivity parameter C in the constitutive model (see equation (7)) was determined based on the quasi-static and dynamic tension tests, as shown in Figure 4. The estimated values of the rate-sensitivity parameter are similar to those reported in previous studies on structural aluminium alloys (see e.g., Børvik et al., 2009; Chen et al., 2009; Oosterkamp et al., 2000; Vilamosa et al., 2015). Furthermore, we also observed that the strain-rate sensitivity of the B-variants exhibits little variation with the level of plastic strain, substantiating the use of a constant value of the rate-sensitivity parameter for each material throughout the simulations. It is interesting to note that the failure strain increases for both alloys under dynamic loading, especially in the 6063 alloy. Strain rate thus appears to have a positive influence on fracture, increasing the material ductility. Provided that ductile fracture is governed by void growth and coalescence from microvoids nucleated at the particles, the numerical study by Dæhli et al. (2020) found that the increase in fracture strain with strain rate results from differences in loading path induced by strain-rate sensitivity, i.e., the viscous regularisation of the plastic strain, and is not an intrinsic property. An increase in fracture strain with strain rate is not reflected by the CL fracture model using a constant fracture parameter Wcr. Contrary to the experiments, an increased stress level promotes earlier fracture and lowers the fracture strain in the CL model. Despite this deficiency of the fracture model, the numerical simulations are shown to accurately capture the ballistic limit curves and the perforation process in general. We note that since dynamic tests were only conducted for the B-variants, the effect of strain rate on fracture may be different in the A-variants. However, a positive influence of the strain rate is expected for commercial 6xxx aluminium alloys (Chen et al., 2009, 2011; Vilamosa et al., 2015), and we thus believe that the lower particle content in the A-variants will not lead to a significantly different influence of strain rate on fracture.
A key finding was that the A- and B-variants displayed similar behaviour during impact, as shown in Figure 11, indicating a negligible influence of the particle content on the perforation process. The main failure mechanism during perforation was found to be ductile hole enlargement, where the target capacity is determined by the material’s resistance to plastic flow. For this failure mode, Børvik et al. (2009) have previously reported that strength is more important than ductility for the perforation resistance of steels. While the strength of the A-variant and B-variant of each alloy is similar, the difference in ductility is significant (cf. Figure 6(a) and 7(a), and Figure 6(b) and 7(b)). Even though the underlying reasons for this behaviour remain unclear, the similar ballistic performance of the A- and B-variants supports the observation by Børvik et al. (2009) that strength is more decisive than ductility for ductile hole growth dominated perforation.
A comparison of the effects of increased particle content can be made by analysing the relative difference between the A- and B-variants under various stress states. Such a comparison is illustrated by the bar chart in Figure 15, where the percentage difference in performance is plotted for different test series. Note that the A-variants of each alloy are the baseline in this plot, i.e., a zero-percentage difference. The fracture strain was used for the tension tests using smooth and notched specimens with different initial stress triaxialities. For the Kahn and 3-point bending tests, the UIEs were used, whereas the ballistic limit velocities were compared in the ballistic tests. From the bar chart, we observe that the increased particle content affects the 6110 alloy more than the 6063 alloy, except for the 3-point bending tests and ballistic impact tests. Again, we note that the increased particle content has almost no effect on the ballistic performance. While the difference varied between 30% and 65% for the other tests, the difference was less than 2% in the ballistic impact tests. The reason for this is not fully understood and requires further studies. We hypothesise on two viable explanations for this: (i) thermal softening and possible melting due to adiabatic heating, and (ii) the stress states attained in ballistic impact. Relative deviation for tension tests with smooth specimens, notched specimens with initial notch radii of 2.0 mm (R2.0) and 0.8 mm (R0.8), respectively, as well as Kahn tear tests, three-point bending tests, and ballistic impact tests.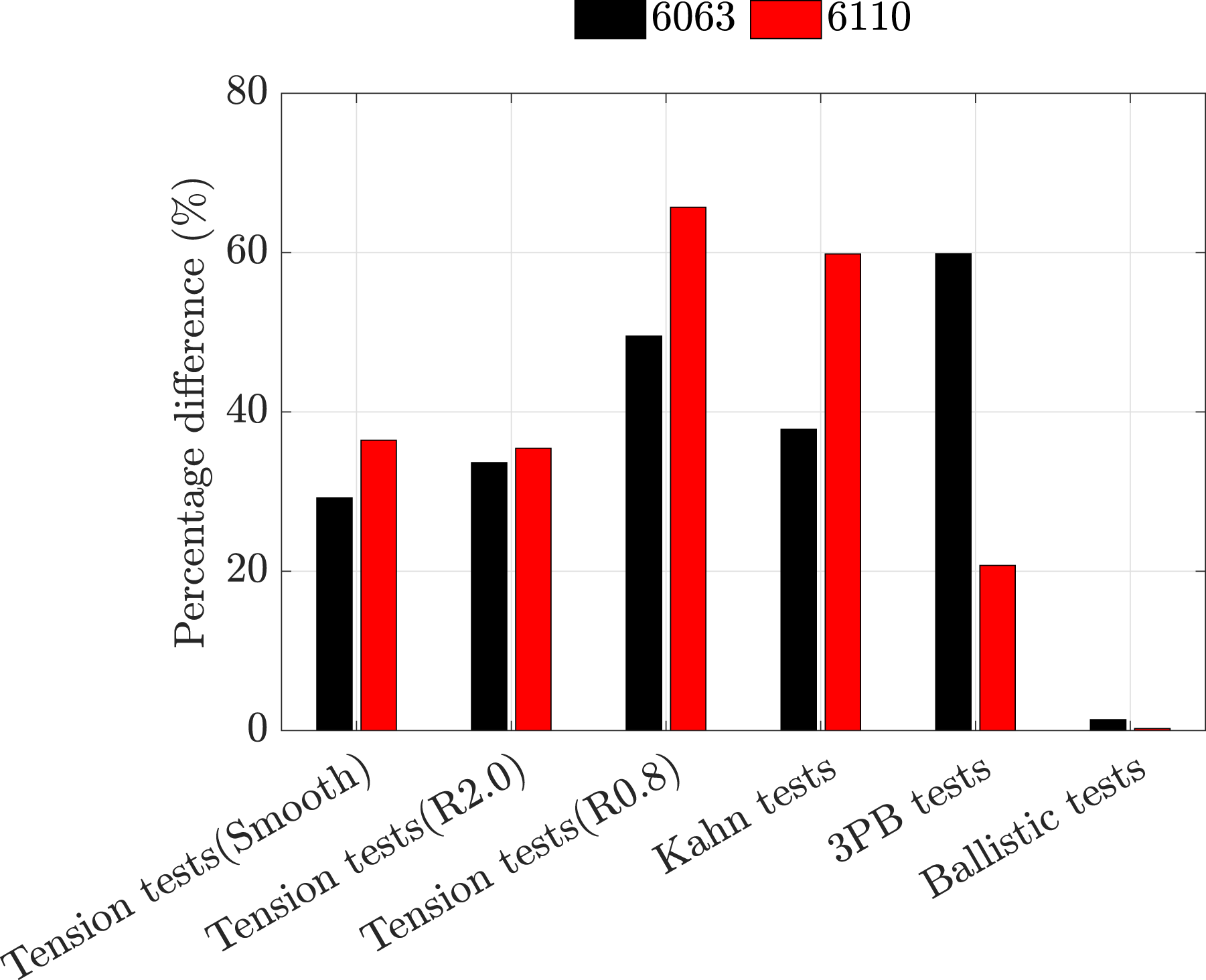
Since the strength, hardening, and rate sensitivity of the A- and B-variants of the alloys are assumed identical, the only difference in their mechanical properties is the ductility and, thus, the fracture parameter Wcr. This means that if the element is deleted based on temperature, it will behave the same for both variants of the alloy. Consequently, if the majority of the elements are eroded due to temperature, the simulations suggest that there will be no significant effect of the increased particle content. A plausible reason for the similar ballistic resistance in the two variants is therefore that adiabatic heating dominates over ductile damage. To assess this, Figure 16(a) shows the elements deleted due to temperature and Figure 16(b) the elements deleted due to ductile damage. We readily infer that nearly all elements in the simulations are eroded due to ductile damage, while only a few at the front face, where the bullet enters, are eroded due to temperature. Based on the numerical simulations shown in Figure 16, we thus conclude that the hypothesis that adiabatic heating was the key responsible for the similar perforation resistance of the A- and B-variants does not seem to hold. Elements deleted by temperature versus damage for the 6063 alloy: v
i
= 450.8 m/s for the A-variant and v
i
= 444.3 m/s for the B-variant. (a) Elements deleted by temperature for the A-variant (left) and the B-variant (right), (b) Elements deleted by damage for the A-variant (left) and the B-variant (right).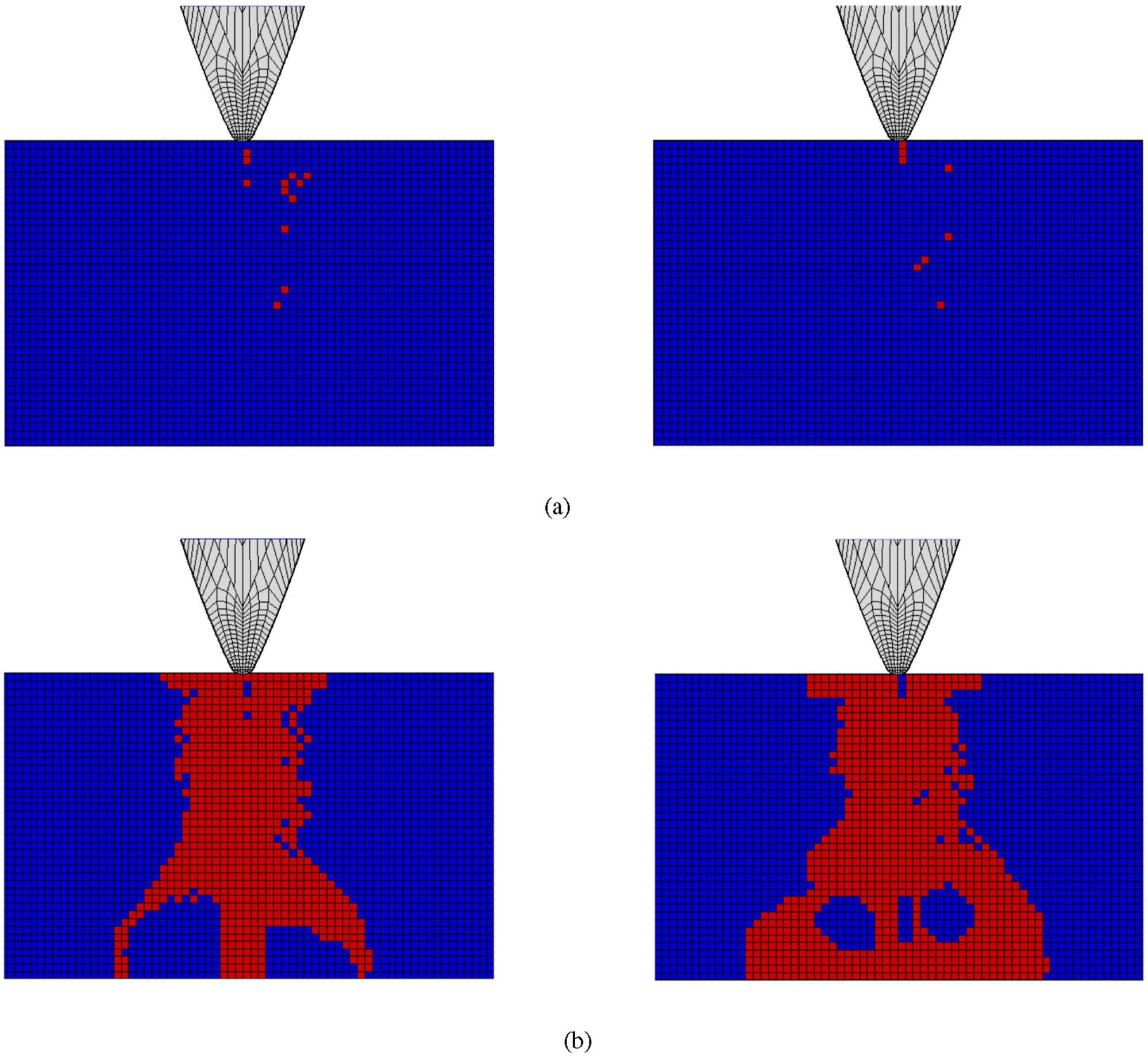
The second hypothesis concerning the stress state will be addressed next. While the stress states in the previous quasi-static tests performed on these materials (Thomesen et al., 2020; Tomstad et al., 2021; Qvale et al., 2022; Dæhli et al., 2023a) were mainly tension-dominated, the stress states attained in the dynamic ballistic tests are much more complex. Both the stress triaxiality and the Lode parameter vary continuously in the plastic zone during perforation. This is demonstrated in Figure 17, showing the evolution of stress triaxiality (Figure 17(b)), Lode parameter (Figure 17(c)) and maximum principal stress (Figure 17(d)) in 10 elements along the perforation channel for 6063. These elements are highlighted in Figure 17(a). Most parts of the plastically deforming region undergo compression and shear-dominated loading, whereas the back side of the plate–where the bullet exits–is under tension loading. Some regions exhibit such low stress triaxiality states that the maximum principal stress is negative for large parts of the plastic straining. As discussed above, the difference in fracture resistance between the A- and B-variants increases with stress triaxiality. By extension, considering the stress states attained in the ballistic tests, we may anticipate a smaller difference in the perforation resistance between the two variants compared to previous tests. This is also what we observe in the tests. Consequently, the stress states attained in the ballistic impact tests may mitigate the negative influence of the increased particle content. Evolution of stress triaxiality, Lode parameter, and maximum principle stress versus plastic strain in 10 elements along the perforation channel for 6063. (a) Selected elements for the extraction of stress and plastic strain data, (b) Triaxiality versus plastic strain, (c) Lode parameter versus plastic strain and (d) Max principal stress versus plastic strain.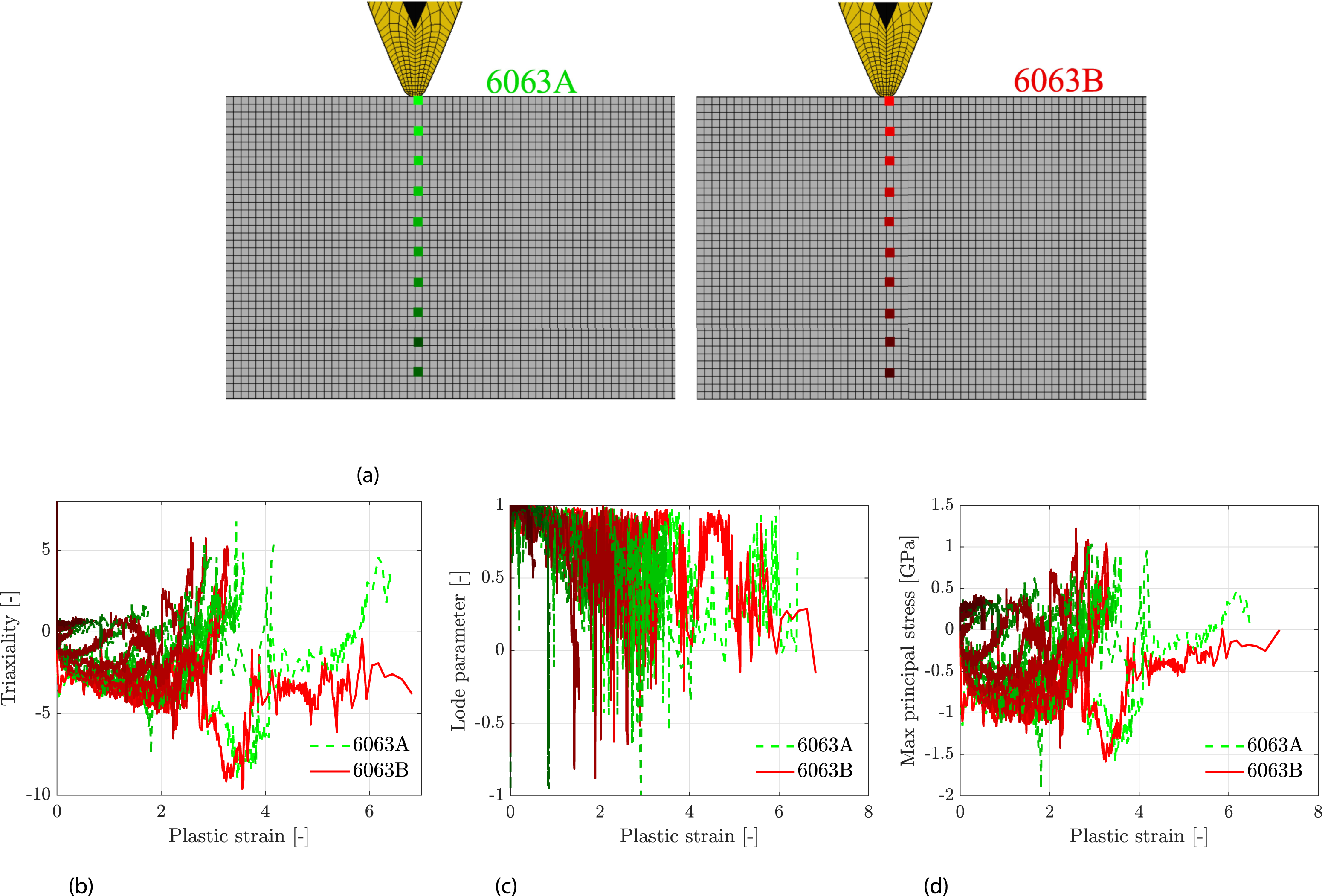
Petalling was observed on the front surface of 6110A, whereas a crater was formed on the front surface of 6110B. The higher constituent-particle content in the B-variant may be the reason for the cratering observed in that material. Since the fracture resistance in tension is significantly reduced in the B-variant, the crater may then form more easily in the tension-dominated loading region, ultimately causing a relatively large part of the material to be torn out at the front face. However, as shown from the ballistic curves estimated from the experiments in Figure 14, this difference does not have any visible effect on the ballistic perforation resistance of these materials. Neither petalling nor cratering is captured in the simulations. Still, the simulations of the 6110A material closely matched the experiments. On the contrary, the simulations of the 6110B underpredicted the ballistic limit curves slightly, giving conservative estimates. The inaccuracy of the simulations for 6110B may be related to the cratering observed in that material, which is not reflected in the simulations.
Based on the quasi-static and dynamic tensile tests, a standard isotropic thermo-viscoplastic constitutive relation and the one-parameter Cockcroft-Latham failure criterion were calibrated. The ballistic impact tests were modelled using a 3D finite element model in Abaqus/Explicit. In Table 4, the ballistic limit velocities from the experimental and numerical studies were compared, demonstrating that the numerical simulations are in very good agreement with the experimental results. The results were also plotted alongside the experimental data in Figure 12. In Figures 13 and 14, comparisons of the perforation process were made between the experiments and the simulations. The most important failure mechanisms are successfully captured in most of the simulations.
When aluminium is recycled, studies have found that there is a slight difference in the mechanical properties of the material after recycling (e.g., De Caro et al., 2023; Güley et al., 2010). Lin et al. (2022) have reported that the difference is as much as 5%–10%. The properties of recycled aluminium depend on the recycling process, including the composition of the alloy, impurities, and processing methods (Raabe et al., 2022). It is important to select and optimise the recycling process so that the tensile properties remain relatively unchanged for it to be used in protective structures. In this study, the B-variants are assumed to mimic recycled aluminium, and since the ballistic performance of the A- and B-variants was found to be similar, the results indicate that recycled aluminium can potentially be used as a protective material, offering the same level of protection as a primary alloy.
Conclusion
In this study, we have explored the influence of increased particle content on the ballistic perforation resistance of aluminium alloys 6063 and 6110. Each alloy was produced in two variants: a commercial type with a low content of iron-rich constituent particles and a tailor-made type with a high content of iron-rich constituent particles. We conducted ballistic impact tests in the velocity range of 350-700 m/s by firing 7.62 mm AP bullets at 10 mm thick disks of the four different materials and used the experimental results to determine the ballistic limit velocities and curves for each material. Additionally, we calibrated a standard isotropic thermo-viscoplastic constitutive relation and the one-parameter Cockcroft-Latham fracture criterion based on quasi-static and dynamic tensile tests. The calibrated constitutive and fracture models were used in finite element simulations of the ballistic impact tests. The key findings from this study can be summarised as follows: • The commercial and tailor-made variants of the alloys exhibited similar ballistic properties. Thus, the constituent particle content seems to have a negligible influence on the perforation resistance of the materials. • The numerical simulations accurately captured the penetration and perforation process for all four materials. Thus, numerical simulations corroborate the experimental findings concerning the influence of the particle content.
Considering that earlier mechanical tests on the same materials have shown a large influence of the particle content, the findings of the current study are both somewhat surprising and of great interest. Further, the alloys that were tailor-made with a higher particle content mimic the accumulation of iron-rich particles during recycling. As such, the similar perforation resistance of the two variants of the same alloy suggests that recycling does not compromise the perforation resistance of these alloys, provided that their strength and hardening properties remain unaltered. This shows that recycled aluminium alloys could be a promising alternative for protective structures, which has great significance for the design of sustainable protective structures. Although the effects of constituent particle content were found to be negligible in the ballistic impact tests conducted in this study, they should be examined under other types of extreme loading.
Supplemental Material
Supplemental Material - Influence of particle content on the perforation resistance of structural aluminium alloys
Supplemental Material for Influence of particle content on the perforation resistance of structural aluminium alloys by Yağmur Göçmen, Lars Edvard Blystad Dæhli, Tore Børvik in International Journal of Protective Structures.
Footnotes
Funding
The present work has been carried out with financial support from the Centre of Advanced Structural Analysis (CASA), Centre for Research-based Innovation, Norway, at the Norwegian University of Science and Technology (NTNU) and the Research Council of Norway through project no. 237885 (CASA).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.