
Abstract
The digital transformation of production systems intensifies the challenge of aligning dynamic business processes with rigid technical architectures, often resulting in misalignment, poor traceability, and costly redesigns. Model-Based Systems Engineering (MBSE) provides a robust methodology for tackling these challenges by ensuring information integrity and coherence across both design and operational phases. This paper addresses this by proposing a novel integration of Business Process Management (BPM) with MBSE. Utilizing the ARCADIA methodology and Capella toolset, a structured approach for embedding BPM workflows into system architecture models is introduced. The approach supports phase-aligned mapping and includes: Operational Analysis, which transforms actors into operational capabilities (OEBD/OCB diagrams); System Analysis, which derives and establishes requirements from process tasks (SAB/SDFB diagrams); and the Logical Architecture, which decomposes workflows into modular subsystems (LCBD). Using a conceptual manufacturing use case of an OEM production system, a holistic understanding of system and subsystem integration within a BPM context was explored to improve communication, data-driven decision-making, and overall performance in real-world scenarios. This work advances MBSE practice by connecting BPM and systems engineering, offering managers a model-centered approach to enhance decision-making, agility, and operational integrity in complex production environments.
Keywords
Introduction
The digitalization of modern production systems has precipitated a paradigm shift in how organizations conceptualize, manage, and design complex engineering processes. Where traditional Business Process Management (BPM) approaches have relied on static documentation and linear workflow representations, contemporary manufacturing ecosystems demand dynamic, traceable, and simulation-ready process models that maintain fidelity across strategic, operational, and technical domains. This imperative emerges from three convergent challenges: (1) the cyber-physical integration characteristic of digitally integrated production environments, which introduces unprecedented coupling between business rules and system behaviors1,2; (2) the need for real-time process adaptation in response to volatile markets and customized production requirements; and (3) the organizational imperative for auditable decision chains that span from executive strategy to shop-floor execution.
Model-Based Systems Engineering (MBSE) has emerged as a theoretically sound yet pragmatically underutilized solution to these challenges. While conventional MBSE implementations have demonstrated value in technical system design,3,4 their potential to interface and enhance BPM practices remains largely untapped. Current approaches suffer from a disconnection between process models and system architectures, which obscures traceability and lacks a unified digital environment for collaborative process refinement across organizational silos.3–5 These challenges can manifest in production systems when changes to business objectives cannot be efficiently propagated to technical executions, and process improvements are hindered by obscure dependency networks.
Despite the individual strengths of MBSE and BPM, a gap remains in both literature and practice: the lack of a seamless, traceable integration between business process models and system architectural models. Current approaches often treat BPM as a peripheral input to systems engineering, resulting in a disconnect between operational needs and technical solutions.3–5 In response, we suggest the methodological integration of BPM within the ARCADIA MBSE framework, viewing business processes not as static requirements but as active constraints that directly influence and are embedded within the system architecture. This provides engineers and decision-makers with a more structured and transparent pathway for decision-making by integrating business-level objectives with technical requirements often missing from traditional BPM implementations. This approach transforms traditional process modeling by incorporating the OA phase to systematically encode BPM artifacts—including actors, workflows, and business rules—as primary model elements, and fosters cohesive, collaborative governance where organizational structures, process flows, and system constraints coexist in a single, digitally navigable model.
Through a carefully constructed conceptual production use-case, the ARCADIA methodology was applied, illustrating how BPM processes can be modeled and analyzed within a broader MBSE framework. Bridging theory and practice by demonstrating the ability of the approach to treat business processes not as peripheral inputs but as active constraints that shape system architecture development—a fundamental departure from current MBSE practice. Our findings demonstrate that integrating process management and systems engineering is essential for forming a meaningful symbiosis in advanced manufacturing contexts. The paper proceeds by first examining the theoretical and practical gaps in current MBSE and BPM initiatives, then detailing the employed ARCADIA-based methodology, followed by a conceptual use case and a discussion of the implications. This structure consciously mirrors the OA-SA-LA progression of the ARCADIA method itself, reinforcing the paper’s core thesis through both content and form.
State of the art
The application of MBSE for production system design is gaining increasing traction; its potential to address the complexities inherent in modern manufacturing environments is widely recognized.5,6 The literature analysis was conducted through a narrative literature review. The approach followed the systematic literature review process for data gathering, and the analysis was performed using a narrative literature review technique. Data collection was done through the Scopus database. Keywords such as “Business Process Management,” “Model-Based Systems Engineering,” and “BPM MBSE Integration” were queried in the database. Both academic and business management documents/reports/briefs were collected in parallel. This section examines the current state of research, highlighting key advancements, trends, and research gaps.
Model-based systems engineering
MBSE is a formalized approach that leverages modeling throughout the system lifecycle, supporting requirements definition, design, analysis, verification, and validation. 3 The model-centric approach fosters a shared understanding of the system, enabling interdisciplinary collaboration and facilitating a more structured design process. 4 The benefits of adopting MBSE extend beyond improved communication and design clarity. MBSE promotes a more comprehensive and consistent understanding of the system, enabling engineers to anticipate potential issues and identify areas for improvement early in the design process. 7 This approach also facilitates the reuse of models across different stages of the system life cycle, reducing redundancy and improving overall efficiency. 8
Benefits and limitations of MBSE.

ARCADIA method
ARCADIA (ARChitecture Analysis and Design Integrated Approach) is an MBSE method dedicated to system, hardware, and software architectural design. Structured around sequential engineering phases, it enforces a separation between needs analysis (operational and system) and solution development (logical and physical architectures), aligning with the IEEE 1220 standard for systems engineering processes.
23
The ARCADIA method includes three interconnected activities: • Need Analysis and Modeling: Focuses on identifying and understanding stakeholder requirements that form the foundation of the system design process. This phase aims to capture the operational needs of the system, the context in which it will operate, and any constraints that may influence its design. By gathering this information, the development team gains an initial understanding of the system’s functional and non-functional requirements. The Operational Entity Breakdown Diagram (OEBD) and Operational Capability Diagram (OCB) are key tools in this phase, helping to organize and visualize the various entities and capabilities involved. These diagrams ensure the system’s design aligns with stakeholder expectations and guides subsequent architectural decisions. The goal is to establish a solid baseline for the system’s design, ensuring it addresses all relevant requirements and constraints from the outset.14,18,19 • Architecture, Building, and Validation: In this phase, the operational needs identified during the Need Analysis are translated into potential system architectures. The objective is to create logical and physical representations of the system that align with the stakeholder requirements, ensuring that the system will function as intended in its operational environment. Various architectural choices are explored and validated against the initial requirements to confirm their feasibility and suitability. Tools such as the System Architecture Diagram (SAB), Logical Component Breakdown Diagram (LCBD), and System Data Flow Diagram (SDFB) are employed to model and visualize the architecture’s structure and data flow. These tools enable designers to break down complex systems into manageable components and validate the effectiveness of the architecture. The validation process ensures that the chosen architecture meets the functional and operational needs defined in the previous phase, laying the groundwork for detailed design and implementation.7,8,23 • Requirements Engineering: Is a systematic process that captures, analyzes, and refines the system requirements throughout the design process. This phase ensures that the system design remains aligned with stakeholder expectations by maintaining traceability between stakeholder needs and the always-evolving system specifications. It involves continuous validation and verification of the requirements to adapt to any changes in the project scope or design considerations. Key activities in this phase include the initial capture of requirements, detailed analysis to assess feasibility and impact, and validation to ensure that all requirements are met. This iterative process is crucial for ensuring the system remains on track to meet the explicit and implicit needs of the stakeholders. Requirements Engineering plays a vital role in managing changes and maintaining clarity and consistency in the system’s development over time.
21
ARCADIA provides the methodological foundation (concepts, viewpoints), while the Capella toolset supports diagrammatic notation and tooling for implementation. The open-sourced workbench enforces ARCADIA’s phase-driven approach with model verification, automated documentation, and cross-disciplinary collaboration via XMI and ReqIF standards, while maintaining IEEE 1220-compliant separation between operational needs (OA/SA) and solution architectures (LA/PA). Advanced MBSE capabilities—such as consistency checking, variant management, and co-simulation (FMI/SysML)—ensure rigorous systems engineering, making Capella particularly effective for complex systems in aerospace, defense, and embedded domains. 23 Though commonly used for physical systems, Capella also excels at modeling logical architectures, enabling functional design without hardware dependencies. For this reason, ARCADIA and Capella were selected to architect the production system, focusing on an optimized logical structure for operational workflows before physical realization. 24
As a general-purpose language, SysML offers a high degree of flexibility that can be challenging due to the potential for inconsistent model organization, especially when managing the interplay between processes and architecture. For the specific challenge of integrating BPM and MBSE, the ARCADIA method was selected for its phase-driven, architecture-centric approach. Its strict separation of concerns (e.g., Operational vs Logical Architecture) provided a clear framework for mapping BPM elements (e.g., an actor becomes an operational entity, a lane becomes a logical component). Furthermore, ARCADIA’s built-in refinement layers and traceability mechanisms, as implemented in Capella, provided a link between a high-level business process and detailed technical elements.
Business process management (BPM)
BPM is a field of study focused on overseeing and managing how work is completed within an organization from end to end, ensuring the organization meets the needs of its critical stakeholders. The basis of BPM is linked to the necessity of having an overall view of a process’s operations. This perspective is essential for gaining a deeper understanding of the needs of both internal and external customers, from identifying current capabilities to understanding the expectations between the customer and the organization.25–27 BPM is distinguished not only as a methodology, but as a discipline dedicated to managing process improvement through the combination of modeling, measurement, automation, and controls to discover, analyze, design/redesign, and monitor business processes. Unlike some business process improvement methodologies, BPM aims to foster cross-functional collaboration between stakeholders, enabling informed decision-making and implementing continuous process monitoring. The BPM lifecycle is a continuous process that can be described in five stages
25
: • Process Design: This phase involves mapping out major milestones and tasks within a workflow, along with assigning responsibilities. Clearly define each step in the process for better optimization and tracking. A customer-centric design approach involves identifying customers, understanding their desired outputs, and specifying expectations in terms of time, cost, and quality. Ensuring clarity and customer focus is vital for effective process design and improvement. • Modelling: In this step, a visual representation of the process is created. In this section, specific details are incorporated, such as timelines, task descriptions, and a flow chart of data throughout the entire process. • Execute: In this stage, the designed process is implemented. Proof of concept, where the first test is carried out, followed by a pilot phase to collect critical information about unforeseen issues. After the necessary adjustments are made, the process can be implemented for a broader audience in the organization. • Monitor: Given that this is a continuous improvement methodology, monitoring the process is an essential and ongoing activity. By using KPIs, the process is assessed for productivity and efficiency. KPIs allow an informed decision-making process regarding process health and performance. • Optimize: The final step involves making necessary adjustments to enhance overall performance. This phase uses data and insights collected during monitoring to make data-driven decisions based on the process itself.
BPMN
As part of the Object Management Group’s (OMG) initiatives, the Business Process Modelling and Notation (BPMN) was established to formalize the business processes and organizations at the context and/or operational scenario analysis level through a unified visual language that equips businesses with specialized capabilities to understand development and business procedures through an integrated graphical notation during the CONOPS phase. 19 This formalization enables organizations to manage their business more clearly, allowing stakeholders to visualize workflows, identify inefficiencies, and streamline operations more effectively. By facilitating a common understanding of processes, BPMN not only promotes accuracy in communication but also fosters collaboration among various teams.
Moreover, collaboration facilitated by life cycles can improve performance and business interactions among individuals and business entities. Such life cycle models provide a structured framework that helps organizations manage product development phases systematically, ensuring that all aspects of the product’s life are considered. This approach enhances decision-making by aligning cross-functional teams around shared objectives, thus reducing the time to market and increasing the quality of deliverables. Consequently, the integration of life cycle models within BPMN can lead to sustained competitive advantages, as organizations become better equipped to respond to market changes and customer needs in a timely manner.
The integration of MBSE and BPMN is capable of enhancing life cycle capabilities through increased abstraction and automation, ensuring that relevant artifacts, functions, and elements align with stakeholder needs.7,8 This alignment not only streamlines processes but also enhances communication among stakeholders, promoting a clearer understanding of project objectives and requirements. Furthermore, combining these approaches enables companies to more effectively manage complexity in their systems and processes, resulting in increased efficiency and fewer errors throughout the development lifecycle. Moreover, the synergy between MBSE and BPMN supports a more dynamic approach to system design and management, enabling teams to more easily adjust to changes in project scope or customer expectations.
Improved complexity management, communication, and process controllability throughout the whole company are made possible by the technical system model (MBSE) and Business Process Management (BPM). Through this abstraction, the automation layer can mirror multiple BPMN models (Process/Orchestration, Choreographies, and Collaborations) that link various activities within the company, thereby enabling the conversion and coordination of work processes. Connecting these models helps a company simplify processes and improve efficiency, as the integration of several procedures enables more efficient resource allocation.
Manufacturing systems planning (MSP)
Previous research has focused on integrating MBSE into the design of manufacturing systems, demonstrating the potential to manage system complexity and improve efficiency. For instance, Steimer et al. proposed a SysML-based planning process for the early phases of manufacturing system planning (MSP), aiming to improve product development (PD) and enhance coordination among relevant disciplines. 8 The approach emphasizes the creation of SysML views, which capture information about different stages of the MSP process. By outlining constraints, requirements, and dependencies, the SysML-based model approach creates a well-structured method for handling multiple challenges related to Business Process Management and manufacturing processes in general.
However, current research faces challenges in implementing MBSE effectively within complex production systems. One key challenge is the development of robust and comprehensive models that accurately capture the intricate relationships between system components and the dynamic nature of the production environment.
13
The need to integrate multiple disciplines and methodologies, including data analytics, simulation, and BPM, adds complexity, requiring both domain expertise and the ability to synchronize diverse methodologies into a cohesive framework. Integration requires expertise in the individual domain as well as the ability to synchronize diverse approaches into a linked framework that can be applied to evolving manufacturing systems. Consequently, multidisciplinary efforts become vital to ensure that the models improve the decision-making process across all lifecycle stages, from production planning to process management/optimization.
16
The following critical changes can be addressed through the application of MBSE as previously presented in Tables 1 and 2. • Model Complexity and Integration: The increasing complexity of manufacturing systems makes it challenging to develop comprehensive models that accurately capture the intricate relationships between components and the dynamic nature of production environments.4,5 Traditional modeling approaches struggle to represent the multifaceted interactions between software, mechanical, electrical, and human components. MBSE addresses this by providing a model-centric approach that breaks complex systems into manageable components while maintaining consistency4,7; this method enables engineers to anticipate potential issues and pinpoint areas for improvement early in the design process, ultimately leading to more efficient manufacturing outcomes. • Interdisciplinary Communication and Collaboration: Manufacturing system design involves multiple disciplines with diverse technical backgrounds, creating significant communication barriers.15,16 Different engineering teams often use incompatible modeling languages and approaches, leading to information fragmentation. MBSE offers a shared visual framework that enhances stakeholder communication, linking requirements to system models, and facilitating consistent validation across lifecycle stages.
21
By providing a common modeling language, MBSE promotes interdisciplinary collaboration and reduces errors; this common language facilitates better communication among various stakeholders, not only engineers but also designers, managers, and any project participant. • Rapid Technological Adaptation: Modern manufacturing systems must rapidly adapt to evolving market demands, technological advancements, and customization requirements.14,20 Traditional design methodologies are often too rigid to accommodate quick changes. MBSE introduces flexibility through modular architectures and systematic decomposition, enabling production systems to be more reconfigurable and agile.
22
The methodology supports decision-making in reconfigurable manufacturing by providing tools to model and simulate system changes efficiently; these tools enable engineers and project managers to visualize different scenarios by comparing metrics such as productivity, cost, and lead time, among others. The use of simulations allows the exploration of alternative designs and operational strategies without incurring the risks associated with real-world trials. • System Flexibility: The need for production systems to adapt to evolving market demands and changing customer preferences has led to increased emphasis on flexibility.
20
Research has explored the use of MBSE to achieve flexibility in production systems, focusing on areas such as decision-making, reconfigurable manufacturing, and agile production.
14
System flexibility facilitates a better alignment of resources with manufacturing objectives and allows for quick adjustments in production lines when needed due to changes in customer behavior.

Product development, production design, and scheduling
The modern manufacturing landscape, characterized by increasing product customization demands and compressed product life cycles, requires a fundamentally more integrated approach between product development and production process design. Recent research has demonstrated how MBSE can effectively bridge these traditionally siloed domains, particularly within the context of digitally integrated production.15,22 A key advantage of MBSE lies in its ability to systematically capture and manage the complex interdependencies between product characteristics and production system requirements through standardized modeling languages, such as SysML.15,20 This integrated modeling approach not only enhances cross-functional stakeholder communication but also significantly improves production process development efficiency by enabling real-time alignment with evolving market demands and technological capabilities.
The critical importance of this integration becomes particularly evident when examining production scheduling challenges. As a core manufacturing function, production scheduling plays a pivotal role in optimizing resource utilization and minimizing operational costs. However, traditional scheduling approaches that rely primarily on mathematical optimization methods often create barriers to effective interdisciplinary collaboration. 13 These challenges are further compounded by heterogeneous information systems and communication gaps between engineering teams, frequently resulting in costly production delays and operational misalignments. 17
MBSE offers a transformative solution to these persistent challenges by providing a unified framework that combines the precision of mathematical modeling with the accessibility of visual systems engineering. Recent research has demonstrated several promising applications of MBSE in production scheduling, including model-based approaches for analyzing automated production systems. These methods enable not only comprehensive failure mode identification but also provide a structured framework for evaluating overall system reliability and efficiency throughout the production lifecycle. 16 Particularly noteworthy is the application of satisfiability modulo theory (SMT) in developing more intuitive production scheduling models. This advanced approach has shown significant improvements in cross-disciplinary communication and understanding by providing more efficient methods for articulating complex scheduling constraints. 13
The synergistic integration of product development, production process design, and scheduling through MBSE methodologies represents a significant advancement in manufacturing systems engineering. By establishing these critical connections, organizations can achieve substantial improvements in operational efficiency, cost reduction, and collaborative effectiveness—all of which are essential competencies in today’s rapidly evolving industrial environment. This holistic approach addresses not only the technical challenges of production system design but also the equally important organizational challenges of cross-functional communication and knowledge sharing.
ARCADIA-BPM model integration
The integration of the ARCADIA methodology (implemented through Capella) with BPM represents an advancement in production system engineering. This combination addresses a key gap in traditional approaches by combining ARCADIA’s rigorous systems engineering framework—covering operational needs analysis, functional decomposition, and physical architecture implementation—with BPM’s strengths in capturing and refining organizational workflows, resource allocations, and decision-making processes. 27 The digital nature of MBSE solutions fundamentally transforms process management by enabling the collaborative development and maintenance of production systems within an integrated modeling environment. MBSE also resolves inconsistencies and accessibility issues found in paper-based process documentation, while capturing complex system relationships that are hard to represent through conventional means.
From a methodological perspective, the integration follows ARCADIA’s phase-driven approach while systematically incorporating BPM artifacts. During Operational Analysis (OA), the BPM serves as the foundation for defining production workflows, material flows, and human-machine interactions. These models undergo refinement in System Analysis (SA), where derived tasks and decision points are formally mapped to functional requirements in Capella, ensuring that operational constraints (e.g., cycle times, throughput targets) are properly embedded in the system design. As the architecture evolves through Logical (LA) and Physical (PA) phases, the BPM constructs are transformed into system model elements. Lanes become logical actors, and pools evolve into physical components, creating a transition from process logic to executable control strategies. This transformation preserves process integrity while ensuring technical implementation remains aligned with business objectives.
The technical integration mechanism employs model transformation and co-simulation techniques to maintain consistency between domains. BPM models created in specialized tools (e.g., Camunda, Signavio) can be translated into Capella via standardized interchange formats (XMI, ReqIF) and augmented with systems engineering metadata. Conversely, system-level constraints derived from structured models can be used to inform BPM simulations, validating process feasibility under operational conditions.26,27 This bidirectional integration aims to facilitate a synchronized evolution of both process and system models, effectively breaking down traditional silos between business and engineering domains.
The industrial implications of this integration are particularly significant for complex production environments. In automotive manufacturing, for instance, the combined approach can support the virtual commissioning of production lines before physical deployment, allowing early identification and mitigation of bottlenecks. While the inherent traceability between process steps and system functions supports agile adaptation to changing production demands, such as reconfiguring workflows for new product variants or scaling capacity while maintaining system reliability. Four key benefits emerge from this integration: (1) enhanced stakeholder communication through visual representation of interactions and information flows; (2) clearer derivation of system requirements through formal mapping of process needs; (3) optimized system architecture through modular, scalable designs; and (4) improved decision-making through comprehensive visualization of system components and interactions. These advantages position the ARCADIA-BPM integration as an enabler for highly automated production systems by providing a structured approach for modeling and controlling complex workflows.
Operational analysis
This phase, central to the ARCADIA methodology,
23
focused on understanding the system’s needs from the perspective of its users and stakeholders. This aligns with the fundamental practice of stakeholder analysis in production system design,14,18 which aims to bridge the gap between system requirements and user expectations. By leveraging the principles of operational analysis,
19
business process models can be used to define production workflows during this phase, with process actors mapped to operational entities (OEBD) and workflow outcomes driving capability definitions (OCB), ensuring operational needs reflect real production constraints. • The OEBD diagram outlines the various operational actors and entities involved in the production system. Each actor or entity is represented by a distinct icon within the diagram, and the relationships between them are indicated by lines. The OEBD provides a clear visual representation of the production system’s structure, facilitating the identification of key players and their interactions. This visual representation is crucial for production planning as it helps identify potential bottlenecks, dependencies, and areas where coordination is critical. • The OCB illustrates the operational capabilities that the production system needs to provide to meet the needs of its stakeholders. Each capability is represented by a distinct icon within the diagram, and the relationships between capabilities are indicated by lines. The OCB helps define the desired outcomes and functionalities of the system from the users’ perspective, ensuring that the design focuses on meeting their needs. The OCB, aligned with the concept of operational needs in systems engineering research,
19
ensures that the design aligns with user expectations and provides a strong foundation for developing functional requirements.
For new development projects (‘greenfield’ implementations),
28
the models enable a holistic visualization of the production system before any physical infrastructure is developed, allowing stakeholders to: 1. Comprehensively map out potential interactions between human operators, machinery, and information systems 2. Identify potential bottlenecks and dependencies before significant investments are made 3. Align system design with strategic organizational objectives from the earliest conceptualization stage
Conversely, in existing facility upgrades (‘brownfield’ implementations)
28
focused on re-engineering an existing production system, the ARCADIA methodology19,29 structured approach allows organizations to: 1. Deconstruct existing complex systems into manageable, analyzable components 2. Identify inefficiencies and redundancies in current operational processes 3. Develop a clear migration path for system improvements without disrupting ongoing operations
System analysis
The SA aims to define the functional and non-functional requirements of the production system, building upon the information gathered during the OA. Key decision points and resource allocations from process models are formalized as functional requirements (SAB) and data flows (SDFB), translating business rules into executable system behaviors while maintaining auditability.7,8 The SAB captures the functional exchanges within the production system and illustrates how these exchanges are interconnected to form a network of interactions, whereas the SDFB focuses on the flow of information within the system. • The SAB diagram provides a visual representation of the functional exchanges within the system, illustrating how these exchanges contribute to the overall functionality of the production system. This facilitated the identification of critical processes and interactions, ensuring that the design met the system’s functional requirements. This aligns with the fundamental principle of functional decomposition in system design, helping to break down complex systems into manageable components. • SDFB helps visualize the flow of information within the system, ensuring a clear understanding of how information is shared and processed. It provides a standardized way to represent information exchange and helps bridge communication gaps between different engineering disciplines.
Logical architecture
The LA focused on developing the logical architecture of the production system, mirroring the principles of system decomposition and architectural design.7,8 The logical architecture, a crucial aspect of production system design, defines the overall structure of the system and how the different components are organized. Process models can then be decomposed into logical subsystems (LCBD), where organizational roles evolve into technical components and workflow sequences inform interface specifications, bridging process logic with engineering implementation. • LCBD plays a critical role in breaking down the production system into a set of logically coupled subsystems, each representing a specific function or module. This enabled a more modular and scalable design, allowing for easier maintenance and system adaptation. This approach, grounded in the principles of system architectural design, is crucial for developing robust and adaptable production systems.
ARCADIA application: OEM production use-case
This section applies the ARCADIA-BPM approach (Section 3), for the design and conceptualization of a conceptual OEM Production Use-Case. The aim was to illustrate the potential that MBSE offers in ensuring the integrity and coherence of information across various phases of the design process, ultimately resulting in a more robust and efficient system. By leveraging the ARCADIA methodology, the case showcases illustrate how a model-centric approach can help manage the complexity of production systems, allowing for early identification of issues and areas for improvement.
The conceptual case study is situated within a hypothetical Original Equipment Manufacturer (OEM) specializing in the design and production of complex, high-value equipment. The system is characterized as a socio-technical system, which refers to the integration of human operators, machinery, and equipment through shared material and information flows. 18 This characterization emphasizes the complexity of modern production systems, where various components interact dynamically to achieve production goals. The interconnected nature of humans, machines, and information is central to understanding the challenges faced in designing and managing such systems. It highlights the necessity for a holistic approach that considers both technical and human factors in the design process, ensuring that all system elements work in harmony.
This definition aligns with the broader understanding of production systems within systems engineering, where the relationship between human operators, technological infrastructure, and information flow is critical.
Operational analysis
The Operational Analysis (OA) began by systematically identifying and mapping the operational actors and entities affected by the solution, utilizing the Operational Entity Breakdown diagram (OEBD). The OEBD captures actors such as suppliers, customers, and external stakeholders, including logistics companies and maintenance providers. By mapping these entities, a comprehensive understanding of the production system’s operational context is developed.
The Operational Capabilities Diagram (OCB), as shown in Figure 1, provides a strategic overview of the operational capabilities required to meet stakeholder needs. The OCB focuses on system capabilities and their interrelationships, providing a comprehensive view of their contributions to overall system performance, including production transformation, information processing, real-time monitoring, quality control, and resource allocation. The OCB’s hierarchical structure represents capabilities and their dependencies, helping stakeholders identify primary and secondary capabilities, potential bottlenecks, and interdependencies. This visualization can offer a more resilient strategic foundation for aligning capabilities with organizational goals, addressing a limitation in traditional production planning approaches where operational needs are often isolated from broader objectives. [OCB] operational capabilities.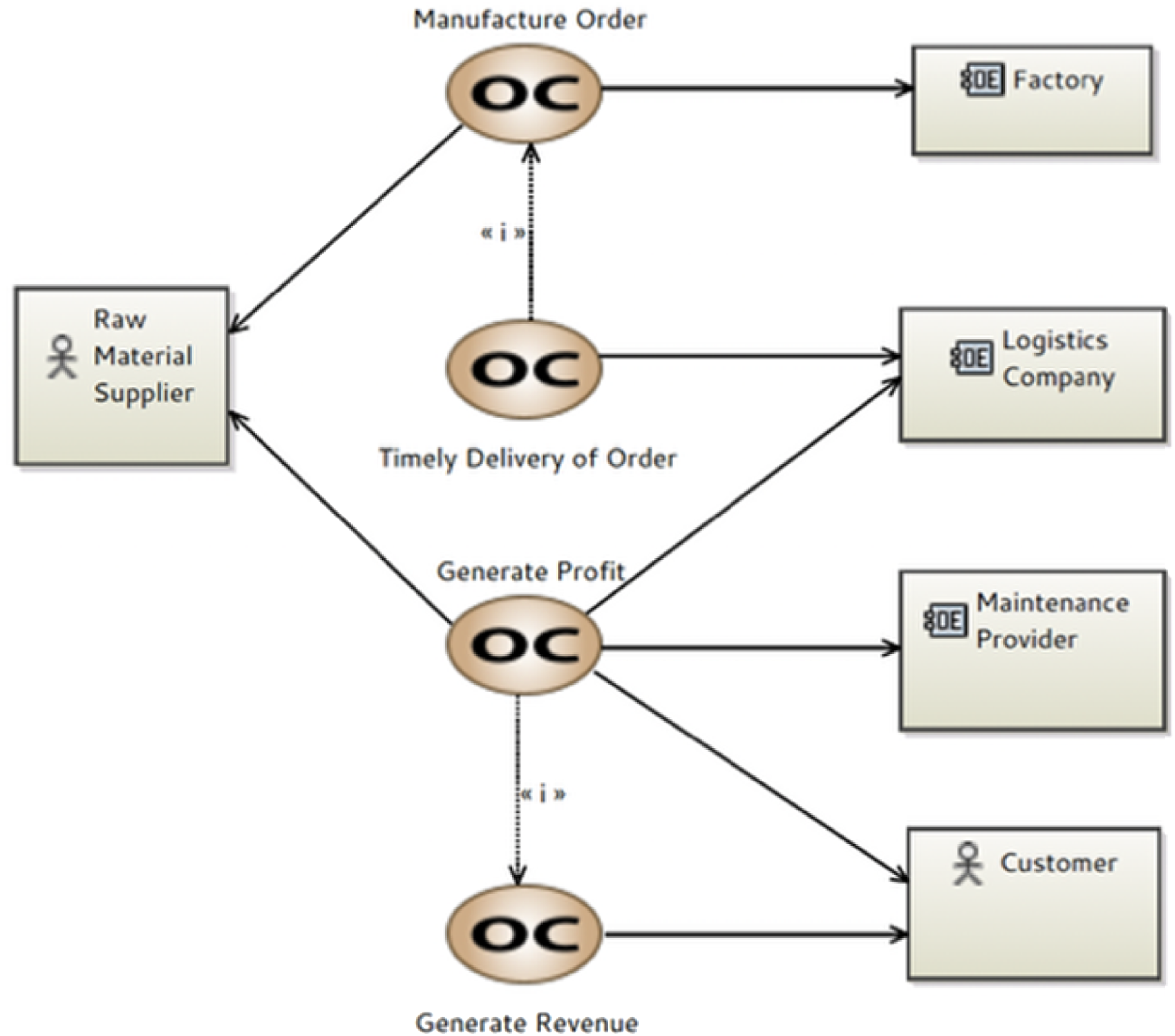
Dynamic capability mapping within the OCB supported adaptability of the manufacturing environment by illustrating how capabilities can evolve and interact. This flexibility is crucial for adapting to rapid technological advancements and market shifts. Within the context of Original Equipment Manufacturing (OEM), the OCB serves to enhance communication, support strategic decision-making processes, and foster modular system design. This modularity permits the modification of specific capabilities independently, thereby minimizing disruptions to the overall system.
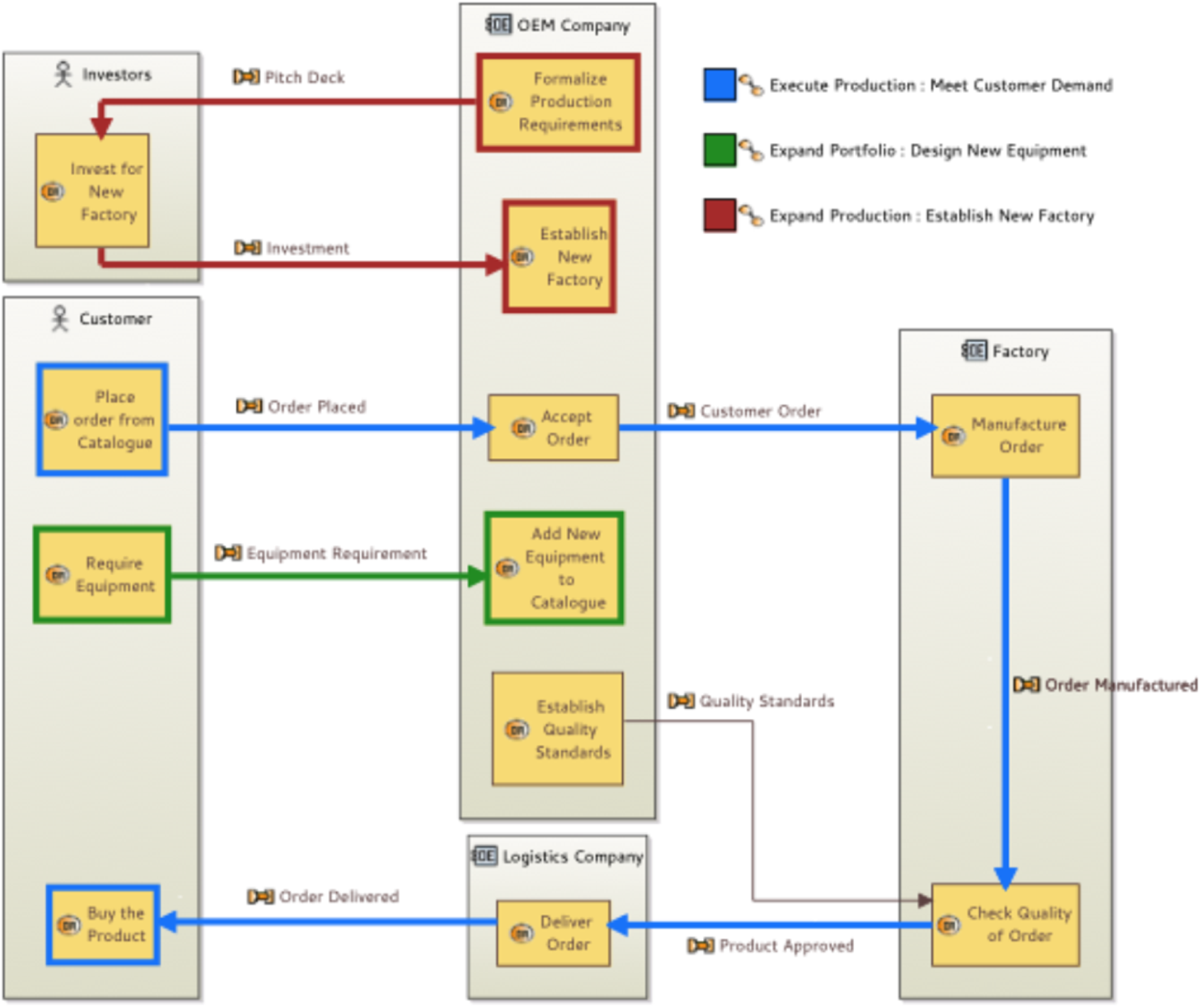
The final step of the OA was consolidating the BPM activities and interactions of the actors and entities, which would lead to the implementation of the desired capabilities. The activities to be carried out were allocated to their respective actors and entities. The relations between these activities were captured and modeled with the Operational Architecture diagram [OAB], in Figure 2. A continuous chain of implemented activities that contribute to a capability or a part of a capability was modeled using Operational Processes. These processes are indicated with colors in the OAB. • The blue operational flow process models the production execution, from customer order placement through production, quality checks, and order delivery, aligning with the OEM’s demand to satisfy customer needs and generate revenue for profit. • The green operational flow process models portfolio expansion, focusing on designing new products to diversify the OEM’s offerings, attract new customers, and maintain market competitiveness, supporting long-term business growth. • The red operational flow process models production expansion, addressing the OEM’s need to scale manufacturing capacity to meet rising demand, improve efficiency, and drive higher revenue and profitability. [OAB] operational architecture and processes.
The operational analysis phase is much more than just a first step; it serves as a crucial tool for strategic planning. The key value proposition lies in the ability to transform complex socio-technical systems from opaque, interconnected networks into transparent, modular architectures. By breaking down system complexity through visual modeling techniques. For the OEM use case, it was possible to manage the system complexity by first establishing a clear separation between operational needs and potential solutions, then creating a model-centric approach that promoted interdisciplinary collaboration, and finally, enabling early identification of potential design challenges and optimization opportunities.
System analysis
The purpose of the system analysis (SA) phase, as described in Section 3, was to shift BPM decision points and resource allocations from process models to formalized functional requirements (SAB) and data flows (SDFB), translating business rules into executable system behaviors. In modeling the SA, the structured Arcadia approach was used to define the functional and non-functional requirements of the production system within the context of the OEM use case, thereby determining the contribution expected of the system to meet users’ needs (derived from the OA).
Comprised of the SAB and SDFB, the model was designed to capture the specific functions and interactions between system components that drive the production system’s overall functionality (functional exchanges and information flow within the system). The SAB (Figure 3) enhanced the conceptualization for how the placement of a customer order by the OEM can trigger a sequence of events, including the acquisition of raw materials, manufacturing processes, quality control, and ultimately, the delivery of the finished product. This enhanced visibility extended the ability of management to manage interdependencies. Whereby it is possible to elucidate the essential processes within the production system and the system’s workflow. [SAB] execute production.
The SDFB, presented in Figure 4, was created to establish the exchange of information between the various components of the production system. By structuring data flows around critical production functions, such as failure detection, quality control, and maintenance management, the model operationalized BPM rules into technical workflows that can automatically trigger appropriate responses to events, including machine breakdowns or material shortages. The integration ensures compliance with business policies, from cost approval processes to quality inspections, while preserving full traceability between operational decisions and their system implementations. Real-time monitoring of key performance indicators, coupled with automated reporting mechanisms, enables data-driven adjustments that align with both operational requirements and strategic business objectives. This not only has the potential to reduce latency in decision-making but also creates a verifiable chain of accountability, where every system action can be traced back to its originating business rule. For example, the SDFB illustrated how customer orders are processed through the system, triggering procurement of raw materials, scheduling of production, and tracking quality control data, ultimately leading to product delivery. [SDFB] failure, quality and maintenance management.
Ultimately, the model exemplifies how BPM serves as a vital bridge between high-level business requirements and their technical execution, resulting in a production system that is both responsive to dynamic conditions and demonstrably compliant with organizational standards. This visualization is valuable for addressing the “Rapid Technological Adaptation” challenge, as it enables stakeholders to quickly understand and modify information flows when implementing new technologies or processes. The SDFB demonstrated the dependencies between different data elements within the system, highlighting the need for integrated data management and consistent data flow for optimal system performance.
Logical architecture
The logical architecture (LA) decomposes BPM process models into logical subsystems (LCBD), establishing a concrete, modular structure that prioritizes flexibility, transparency, and well-defined interaction between components. This was achieved through the decomposition of the use-cases components and elements, creating a network of subsystems related to Operational Analysis (OA) and System Analysis (SA). The organization of functions into discrete subsystems led to a reduction in the complexity of the overall system. As illustrated in Figure 5, the model decomposed the production system into twelve key components—from Raw Goods Supplier and Factory to Quality Control & Risk Mitigation—mapping their functional relationships to enforce BPM governance across the value chain. For instance, Material Planning & Inventory Control directly implements BPM rules for stock replenishment by interfacing with Database components, while Product Costing & Finance operationalizes approval workflows through predefined data exchanges with Investors and OEM Company. By assigning BPM roles (e.g., Maintenance Provider as a service trigger) to technical components, the LCBD ensures that business policies, such as maintenance schedules or quality thresholds, are embedded into the system architecture. The diagram’s emphasis on standardized interfaces (e.g., between Logistics Company and Production Planning) enabled auditability, as each data flow preserves the lineage of BPM decisions—such as cost allocations or risk mitigation protocols—throughout the production lifecycle. Logical component breakdown diagram.
Sub-system characteristics
To enhance the logical architecture, the LAB was utilized to extend the functional exchanges between the relevant subsystems. As depicted in Figure 6, the diagram visually represents the interactions and information flow between subsystems, emphasizing the interconnection of various functions to fulfill the overall system requirements. The model translated the LCBD’s modular components—such as Material Planning & Inventory Control and Quality Control & Risk Mitigation—into dynamic execution phases, ensuring each step adheres to predefined business rules while maintaining end-to-end traceability. This representation offers insight into the system’s behavior and interaction patterns, enabling developers to pinpoint potential bottlenecks, dependencies, and opportunities for optimization. [LAB] execute production.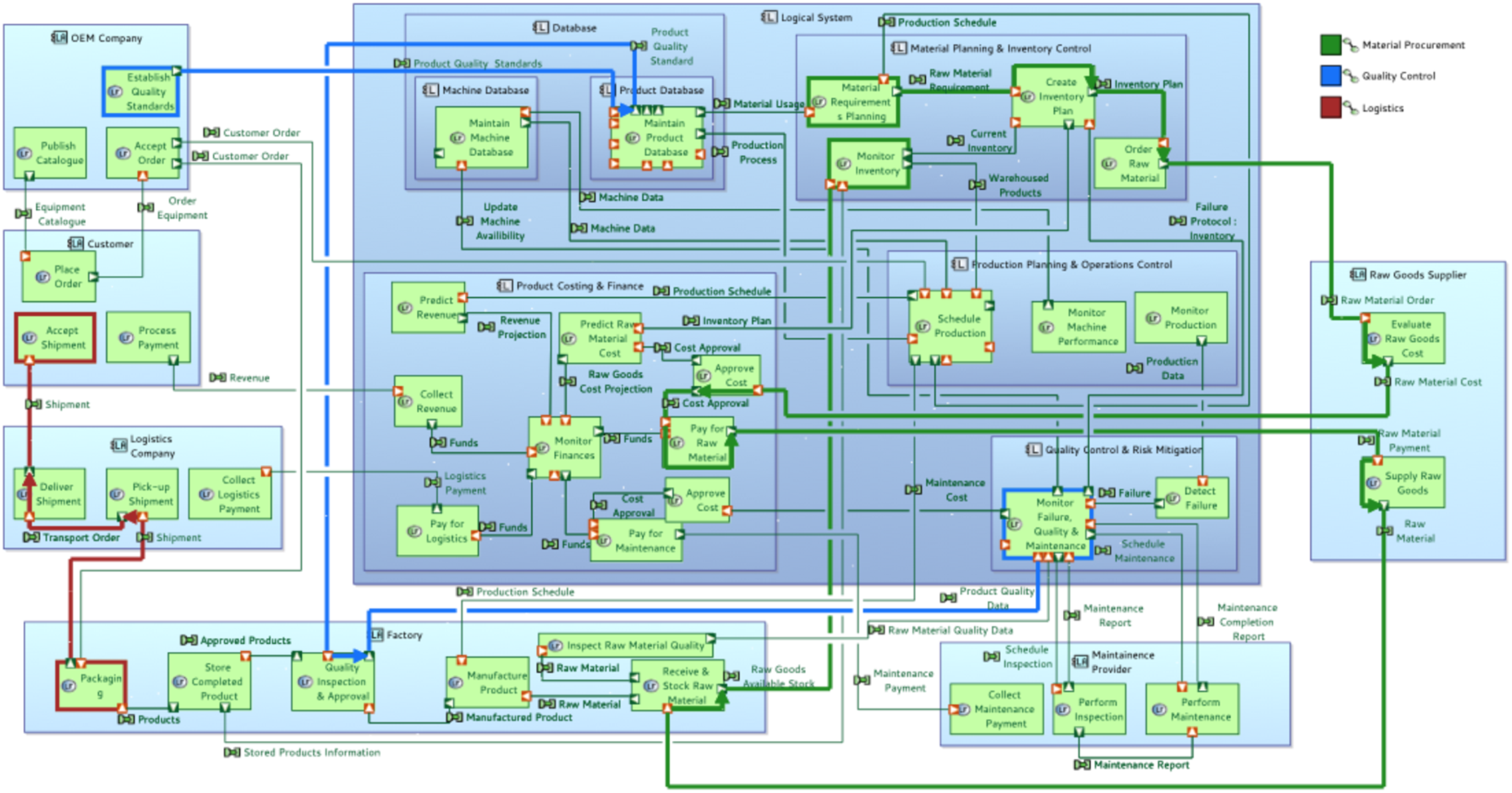
This model provides a granular view of how each logical component from the LCBD - including Production Planning & Operations Control, Quality Control & Risk Mitigation, and Material Planning & Inventory Control - interacts during actual production operations while maintaining strict adherence to BPM rules and maintaining full auditability. The independent logical characteristics of the defined subsystems in Figure 6 are detailed in the following bullet points: • Production Planning & Operations Control: Acts as the main system for a production facility, managing both long-term planning and immediate operations. It connects with the Machine Database and Product Database to access important production data. The subsystem organizes production by managing material flow, machine use, and worker assignments. It sets production schedules, balances workloads to prevent delays, and monitors production performance to make prompt adjustments, aligning strategic goals with floor operations. • Material Planning & Inventory Control: This subsystem connects Production Planning & Operations Control with inventory management. It processes material needs and manages inventory for raw materials and finished goods. Its tasks include forecasting material requirements, determining order quantities, setting safety stock levels, and monitoring inventory. It monitors warehouse levels to avoid stockouts and excess inventory, ensuring smooth production while reducing costs and preventing overproduction. • Quality Control & Risk Mitigation: This subsystem connects production operations and equipment management. It analyzes production data to identify quality issues and potential failures, comparing outputs to established quality standards. It implements quality control, conducts audits, and works with maintenance on quality issues, aiming to prevent delays and ensure product quality. • Product Costing & Finance: It manages financial aspects in three main areas: production execution, equipment design, and production line setup. In production execution, it tracks costs and cash flow and makes forecasts. For equipment design, it analyzes product costs to meet profit goals. During production line setup, it assesses investments and costs to determine break-even points. • Equipment & Facility Design: It drives product portfolio growth and production infrastructure development. It oversees new product development, including requirements, prototyping, testing, and process definition. This subsystem also plays a pivotal role in designing manufacturing cells, production lines, and facility layouts, optimizing material flow, workstation efficiency, and flexible manufacturing systems to support multiple product variants. It also designs manufacturing layouts, manages warehousing, utility needs, and plans for future facility expansions. • Database: It acts as a centralized repository of information, accessible to all subsystems within the production system. By reducing the coupling among subsystems, it stores information generated at varying frequencies and supports data-driven decision-making. ○ Machine Database: It consolidates real-time and historical data on equipment performance, including maintenance schedules and history, machine capabilities and parameters, utilization rates, and downtime patterns. This modeling is demonstrated in the SDFB diagram, where the machine database is maintained through continuous updates on machine availability, based on the monitoring of failures, quality issues, and maintenance activities. Leveraging this data supports predictive maintenance, identifies performance trends, and enhances resource management for optimal operational efficiency. ○ Product Database: This database holds essential product and manufacturing process information needed for scheduling and optimizing production. It contains details on manufacturing processes, including operation sequences, setup requirements, standard operation times, quality control measures, and tool specifications. It also includes Bills of Materials, resource needs, and batch sizes. The database supports dynamic scheduling based on resource availability and customer priorities, enhancing production efficiency. This is demonstrated in the LAB, which ensures effective communication among subsystems.
The resulting model ensured that the production system remained responsive to business needs while maintaining operational integrity. Thus, creating an execution-layer capable of demonstrating a production system that is both precisely controlled and adaptable to changing business conditions. The direct correspondence between LCBD components and LAB functions ensured that every operational decision could be traced back to its architectural foundation and business rationale, fulfilling the core objectives of transparency, compliance, and continuous improvement that are central to effective BPM implementation.
Managerial implications
The ARCADIA-BPM framework presented is capable of providing managers with a harmonized model-centric tool for strategic governance and operational control. The Operational Analysis models allow for the entire production ecosystem to be viewed, serving as a strategic roadmap for senior leadership. The OCB enables informed capital allocation by tracing investments directly to strategic outcomes like quality control or predictive maintenance. Simultaneously, the OEBD can allow managers to visualize and manage critical external partner and supplier dependencies within the value network. For the modernization of existing facilities or the design of new ones, these diagrams can be used to identify inefficiencies and develop a phased, lower-risk migration path without disrupting ongoing operations.
Regarding operations directors, the System Analysis phase enables the translation of strategy into executable, auditable system functions. The SAB enables the simulation of production scenarios, allowing for the proactive identification and mitigation of bottlenecks caused by machine failures or material shortages. Crucially, the SDFB operationalizes business rules into technical workflows, enforcing policies—such as financial approval thresholds or quality inspections—and creating a verifiable chain of accountability. The integration of performance data provides a dashboard for managers, facilitating data-driven adjustments that align operational performance with strategic cost and delivery objectives.
Ultimately, the Logical Architecture delivers a blueprint for agile evolution and lifecycle management. The LCBD, in particular, presents a modular view of the system, allowing portfolio managers to de-risk technology adoption by analyzing the integration requirements and impacts of new modules before making an investment. This modularity also enables the management of product variants and scalable reconfiguration, as it illustrates how subsystems must adapt to new production lines. Furthermore, the clear functional separation enables granular Total Cost of Ownership analysis, attributing costs to specific logical components, such as maintenance or inventory management, thereby highlighting precise areas for financial optimization. This holistic approach fosters a resilient, efficient, and responsive manufacturing organization by ensuring technology investments directly and transparently contribute to overarching business goals.
Results and discussion
As production systems become more complex, leveraging MBSE’s capabilities enables stakeholders to better anticipate challenges and devise strategies that promote operational efficiency. The application of the ARCADIA methodology in this paper demonstrated the potential of MBSE for designing production systems that are both robust and adaptable. By implementing ARCADIA and the Capella toolset, the study developed a logical architecture that systematically addressed the complexities of production planning while integrating with the fundamental BPM principles. The employed framework enhances clarity of requirements, facilitates data-driven decision-making, and enables stakeholders to proactively mitigate challenges in increasingly complex production environments.
The resulting logical architecture showcased the advantages of the ARCADIA methodology in decomposing a complex system into logically coupled subsystems. This was made possible through the allocation of functional exchanges between subsystems, leveraging models such as the LCBD and the LAB to analyze and illustrate these interactions. The LAB’s explicit mapping of BPM rules to system components (e.g., quality thresholds → inspection triggers) ensures process compliance is verifiable during design rather than through post-hoc audits. These diagrams provided not only an architectural blueprint but also key communication references among the stakeholders by identifying potential issues throughout the entire process. The ability to integrate ARCADIA and BPM facilitated the construction of a logical architecture that offered enhancements over current processes by utilizing an integrated and visual modeling solution. This integration facilitates a common language, bridging disciplinary divides between engineers, process owners, and operational teams. Second, the modular architecture can enable data-driven process improvement by making subsystem interactions explicit, allowing teams to proactively identify and resolve potential bottlenecks while maintaining system-wide coherence. Third, the layered abstraction inherent in ARCADIA’s approach enables the efficient incorporation of new technologies, such as predictive maintenance algorithms, without requiring structural overhauls.
This study demonstrated the potential for MBSE and BPM to be integrated through a logical architecture to support the management of challenges faced in modern production system design. Streamlining the design and execution of production systems, the ARCADIA methodology and Capella provide great advantages for industrial practitioners as well as Business Process Management, hence lowering development time and expense. Through modular architecture and visual models, production systems can be better configured and reconfigured to rapidly accommodate technological advancements or shifting market demands without compromising core functionality. Additionally, the model-centric approach eliminates traditional silos between engineering and business teams by providing a navigable visual models comprised of system interactions, failure points, and process dependencies. These models facilitate the early detection of system flaws through simulation and requirement tracing, thereby mitigating the need for late-stage redesign. This flexibility is particularly crucial for next-generation manufacturing environments, where manufacturers must balance operational efficiency with the agility to adopt emerging technologies like predictive maintenance or digital twins. The embedded BPM governance ensures continuous alignment between technical execution and strategic objectives—whether optimizing quality control protocols or recalibrating logistics workflows in response to supply chain disruptions. These technical advantages—modularity, visual governance, and BPM alignment—demonstrate how MBSE transcends traditional design limitations. By addressing both immediate operational needs (e.g., bottleneck resolution) and long-term adaptability (e.g., predictive maintenance integration), this approach offers manufacturers a unified framework to navigate evolving industrial demands. These advantages position MBSE not only as a technical tool but also as a strategic framework for rethinking production systems in both academic research and industrial practice.
Beyond immediate operational benefits, this paper contributes to the ongoing discourse on utilizing MBSE to address the challenges of production system design, driving further exploration of its capabilities and fostering a more widespread adoption within the field, and enhancing the understanding of how MSBE can benefit the collaboration among stakeholders and create a better decision-making process in several contexts, paving the way for innovative practices in BPM.
As manufacturing confronts high volatility in markets and technologies, this study provides both a theoretical foundation and empirical evidence for adopting integrated MBSE-BPM approaches. The results affirm that systems engineering, when properly synchronized with business process governance, can deliver not just incremental improvements but transformative potential in how production systems are conceived, deployed, and evolved—though wider validation is needed to fully assess its scalability across different manufacturing contexts. Future work should explore AI-assisted co-simulation, particularly for automating the tracing of requirements between BPMN workflows and Capella components, to reduce manual translation efforts.
Footnotes
Acknowledgments
This study was carried out within the MICS (Made in Italy – _Circular and Sustainable) Extended Partnership and received funding from the European Union Next-Generation EU (PIANO NAZIONALE DI RIPRESA E RESILIENZA (PNRR) – _MISSIONE 4 COMPONENTE 2, INVESTIMENTO 1.3 – _DD 1551.11-10-2022, PE00000004). This manuscript reflects only the authors’ views and opinions, neither the European Union nor the European Commission can be considered responsible for them. The authors would like to take this opportunity to thank the Asociación Mexicana de Cultura A. C.
Author contributions
Brendan Sullivan was the principal author, responsible for the conception and design of the study/framework, funding, writing and revising the manuscript. Elias Arias-Nava contributed to the conceptualization, writing and editing of the manuscript. Kirtan Patel was involved in the preliminary draft of the manuscript, and development of the MBSE model. All authors participated in the analysis and interpretation of the data, reviewed and approved the final manuscript, and agree to be accountable for all aspects of the work, including ensuring the accuracy and integrity of the content.
Funding
This study was carried out within the MICS (Made in Italy – Circular and Sustainable) Extended Partnership and received funding from the European Union Next-Generation EU (PIANO NAZIONALE DI RIPRESA E RESILIENZA (PNRR) – MISSIONE 4 COMPONENTE 2, INVESTIMENTO 1.3 – DD 1551.11-10-2022, PE00000004). This manuscript reflects only the authors’ views and opinions, neither the European Union nor the European Commission can be considered responsible for them. The authors would like to take this opportunity to thank the Asociación Mexicana de Cultura A. C.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.