
Abstract
The process of printed circuit board assembly (PCBA) involves several machines, such as a stencil printer, placement machine and reflow oven, to solder and assemble electronic components onto printed circuit boards (PCBs). In the production flow, some failure prevention mechanisms are deployed to ensure the designated quality of PCBA, including solder paste inspection (SPI), automated optical inspection (AOI) and in-circuit testing (ICT). However, such methods to locate the failures are reactive in nature, which may create waste and require additional effort to be spent re-manufacturing and inspecting the PCBs. Worse still, the process performance of the assembly process cannot be guaranteed at a high level. Therefore, there is a need to improve the performance of the PCBA process. To address the aforementioned challenges in the PCBA process, an intelligent assembly process improvement system (IAPIS) is proposed, which integrates the k-means clustering method and multi-response Taguchi method to formulate a pro-active approach to investigate and manage the process performance. The critical process parameters are first identified by means of k-means clustering and the selected parameters are then used to formulate a set of experimental studies by using the multi-response Taguchi method to optimize the performance of the assembly process. To validate the proposed system, a case study of an electronics manufacturer in the solder paste printing process was conducted. The contributions of this study are two-fold: (i) pressure, blade angle and speed are identified as the critical factors in the solder paste printing process; and (ii) a significant improvement in the yield performance of PCBA can be achieved as a component in the smart manufacturing.
Keywords
Introduction
In recent years, due to the rapid growth of electronic products, the quality and productivity requirements of electronics manufacturing have become strict and complicated. On the one hand, the product engineering team requests that the printed circuit boards (PCBs) be designed using small and precise electronic components. On the other hand, end consumers have higher product quality and stability requirements throughout the entire product life cycle. For the mass production of electronic products, printed circuit board assembly (PCBA) is critical to the manufacture of the designed PCBs by means of surface mount technology (SMT). The effective adoption of SMT is essential to the yield performance and product quality of the finished PCBs, particularly in relation to handling the small component package size, such as 0201. The generic production flow in PCBA is presented in Figure 1, in which the stencil printer, placement machine and reflow oven are essential equipment for producing the PCBs. In order to prevent failures, there are several failure-prevention processes, such as solder paste inspection (SPI), automated optical inspection (AOI) and in-circuit testing (ICT), in the production lines. However, the existing failure prevention processes are reactive to the defects, which may create certain production wastes and additional effort due to the need for re-manufacturing. Therefore, recent research studies are attempting to transform such processes to make them pro-active and automatic to align with the objectives in smart manufacturing. 1,2 During the typical PCBA process, there are two major challenges which offer room for improvement. First, the parameter settings of the PCBA machines are now set by the domain experts, such that the entire process is highly reliant on their expert knowledge and knowledge on the identification of critical factors cannot be transferred to others effectively. This complicates the PCBA process and makes improving the process performance difficult. Second, the existing inspection process is used to investigate the yield loss in the entire PCBA process without considering the effect on machines’ parameter settings. Thus, optimization of the process performance is difficult to achieve and the yield performance solely relies on the domain experts.

Existing challenges in the PCBA process.
To address the aforementioned challenges in the existing PCBA process, smart manufacturing which is a technology-driven method to automate manufacturing operations and to improve manufacturing performance by means of data analytics is considered. 3 There are six pillars of smart manufacturing, namely data, predictive engineering, sustainability, resource sharing and network, manufacturing technology and processes, and materials. Data-driven approaches in improving the manufacturing process are regarded as the evolution in the manufacturing industry, while past and new expert knowledge in the manufacturing can be preserved and extracted. In this paper, an intelligent assembly process improvement system (IAPIS) is presented, which integrates big data analytics and design of experiment (DoE) methods. By investigating the historical PCBA records, k-means clustering, one of the big data analytics methods, is applied to classify the serious defect types, called no-good (NG) types, such that the critical factors in the machines’ parameter settings can be identified. Subsequently, a set of experiments can be formulated by using the multi-response Taguchi method to identify the best parameter settings of the machines to optimize multiple objectives pertaining to the process performance, namely number of “NG” and “Confirm.” As such, the entire PCBA process can become intelligent without human intervention, and a pro-active production process management strategy can be formulated. Eventually, PCBA can become more automatic and intelligent in this era of smart manufacturing.
The remainder of this paper is organized as follows. Section 2 reviews the past literature concerning PCBA, smart manufacturing, big data analytics and DoE. Section 3 presents the architecture and details of the proposed IAPIS. Section 4 presents a case study to verify the effectiveness and feasibility of the proposed system in the solder paste printing process. Section 5 discusses the results and presents a comparative analysis on process performance with the aid of the IAPIS. Finally, Section 6 provides the conclusions.
Literature review
In this section, the recent literature in the area of PCBA, smart manufacturing, big data analytics and DoE is reviewed to identify the research gap, allowing corresponding measures to address this gap to be determined.
Overview of printed circuit board assembly
Printed circuit board assembly (PCBA) is an essential process during the manufacture of electronic products, in which various electronic components and bare PCBs are connected. 4 To improve the productivity of PCBA, the automated PCBA process was introduced in order to establish effective PCBA planning. In view of the overall PCBA, there are two major functions, namely: (i) surface mount; and (ii) component insertion. The bare PCBs are first coated with solder paste and the surface mount components are placed onto the PCBs. By using a hot oven, the solder paste is melted to connect boards and components. In the entire process, SMT and through-hole technology (THT) are considered to be the core methods to attach the components onto the PCB pads. 5,6 Starting from the 1970s, SMT has attracted considerable interest and is regarded as a radical transformation from THT in the electronic industry. In recent years, PCBA has been categorized into three major types, namely: (i) Type I—boarding surface mount components only; (ii) Type II—boarding both surface mount components and through-hole components on one side and passive components on the other side; and (iii) Type III—boarding through-hole components on one side and passive components on the other side. Particular to the SMT-type PCBA, the solder joint configuration of the IC packages is classified as gullwing, butt-lead, j-lead, leadless metallization and ball-lead. 7 To attach the IC components onto PCB pads effectively, either wave soldering, reflow soldering or conductive adhesive curing is applied in the PCBA. According to previous work, 5 the challenges of optimizing PCBA performance and predicting the required parameter settings to improve productivity and minimize the manufacturing costs are still under investigation. Some of the recent studies attempted to embed the intelligence in the PCBA process so as to enhance the efficiency and productivity, which aligns to the paradigm of smart manufacturing. 8 –10 Particularly, the defect inspection in the PCBA has been strengthened.
Overview of smart manufacturing
To overcome existing challenges in the manufacturing industry, smart manufacturing is regarded as the fourth revolution in the industry, improving competitiveness and productivity through the design and development of cutting-edge ICT technologies. 11,12 In this new paradigm of smart manufacturing, the adoption of emerging technologies enhances the engineering decision-making functionalities available in the manufacturing industry. Along with smart manufacturing, the industry 4.0 concept was proposed to structure the development of smart manufacturing by considering the emerging technologies and techniques, such as the cyber physical system (CPS) and Internet of Things (IoT). 13 The areas of improvement in industry 4.0 cover: (i) standardization and reference architecture; (ii) managing complex systems; (iii) comprehensive broadband infrastructure; (iv) safety and security; (v) work organization and design; (vi) training; (vii) regulation; and (viii) resource management. According to the work, 3 a general concept of the smart manufacturing was presented, in which the cyber layer and the manufacturing equipment layer are connected by the interface. In return, the manufacturing equipment can be equipped with the intelligence to support the decision-making activities in the production processes. In addition, one of the conjectures showed that the manufacturing digitalization would be achieved in the future, and the dependence on the data management and analytics was rapidly increased. Making use of the collected data in the manufacturing process to effectively control and improve the process can be one of the essences in the smart manufacturing. To achieve the above goals, the application and integration of the IoT, CPS, artificial intelligence and big data analytics should be considered in order to formulate a holistic architecture for the implementation of the intelligent system.
Big data analytics for PCBA management
Big data analytics is a promising technique to drive business insights and strategies, as the complexity of the datasets has been rapidly expanded. 14,15 In general, there are seven dimensions, called 7Vs, used to define the big data, namely volume, velocity, veracity, variety, value, variability and visualization, such that the data analytics process regarding the above dimensions has become complex, requiring the methods and models used to be structured. 16 The applications of big data analytics have been widely applied in numerous industries, such as supply chain management, healthcare and digital marketing. The technical knowledge, business knowledge, relational knowledge and business analytics can cater for various needs in industrial applications, for example, forecasting, clustering, optimization, performance measurement and predictive modeling. 17,18 In this study exploring the critical factors and parameters in the PCBA process, k-means clustering is deemed to be a promising approach to evaluate different independent features of the large historical dataset. 19 The members in the datasets can be categorized into various clusters so as to formulate effective strategies and models in the industrial scenarios.
Design of experiments for PCBA management
Based on the adoption of big data analytics, the critical parameters in the PCBA process can be selected and further used to formulate the experimental model to optimize the process performance. In view of the experimental studies, the Taguchi method, a promising approach to formulate minimal experiments for measuring the system and parameter design, has been widely applied in industry. 20,21 In addition, by considering the signal-to-noise ratio (S/N ratio) as the measure of performance, it is considered to be a robust experimental design. To measure performance characteristics, a quadratic loss function is used to approximate the quality loss in industrial scenarios. However, some existing research studies have indicated that only a single response, i.e. one objective, was considered, which cannot truly reflect the industrial situations. Therefore, the multi-responses Taguchi method was introduced to enable the consideration of multiple responses, i.e. more than one objective, to enable investigation of the best and most dominant parameter settings. 22,23
Considering the above studies, the rapid development of approaches to improve the productivity and process performance has continued in recent years. In the era of smart manufacturing, the above concerns can be effectively addressed by means of emerging technologies and techniques. The selection of k-means clustering to investigate the critical parameters in the PCBA process is appropriate and the selected parameters can be used to formulate effective experimental studies. Consequently, the structured system architecture can be established, as described in the next sections.
Design of an intelligent assembly process improvement system
This section describes the design of the IAPIS and the system architecture is shown in Figure 2. In the proposed system, there are three modules to achieve the objectives of identifying the key factors in PCBA and optimizing the machines’ parameter settings. The three modules are: (i) a data collection module (DCM); (ii) a failure analysis module (FAM); and (iii) a machine setting optimization module (MSOM). In the proposed system, DCM functions to collect the essential data from the PCBA process and expert perception to facilitate the data analytics process. In order to improve the PCBA process performance, FAM plays a role to determine the critical process parameters through the investigation of the NG types, while MSOM is developed to optimize the process parameters obtained in the FAM. By setting the optimized process parameters, the process performance in term of yield loss can be enhanced, resulting in better quality of the PCBA process.
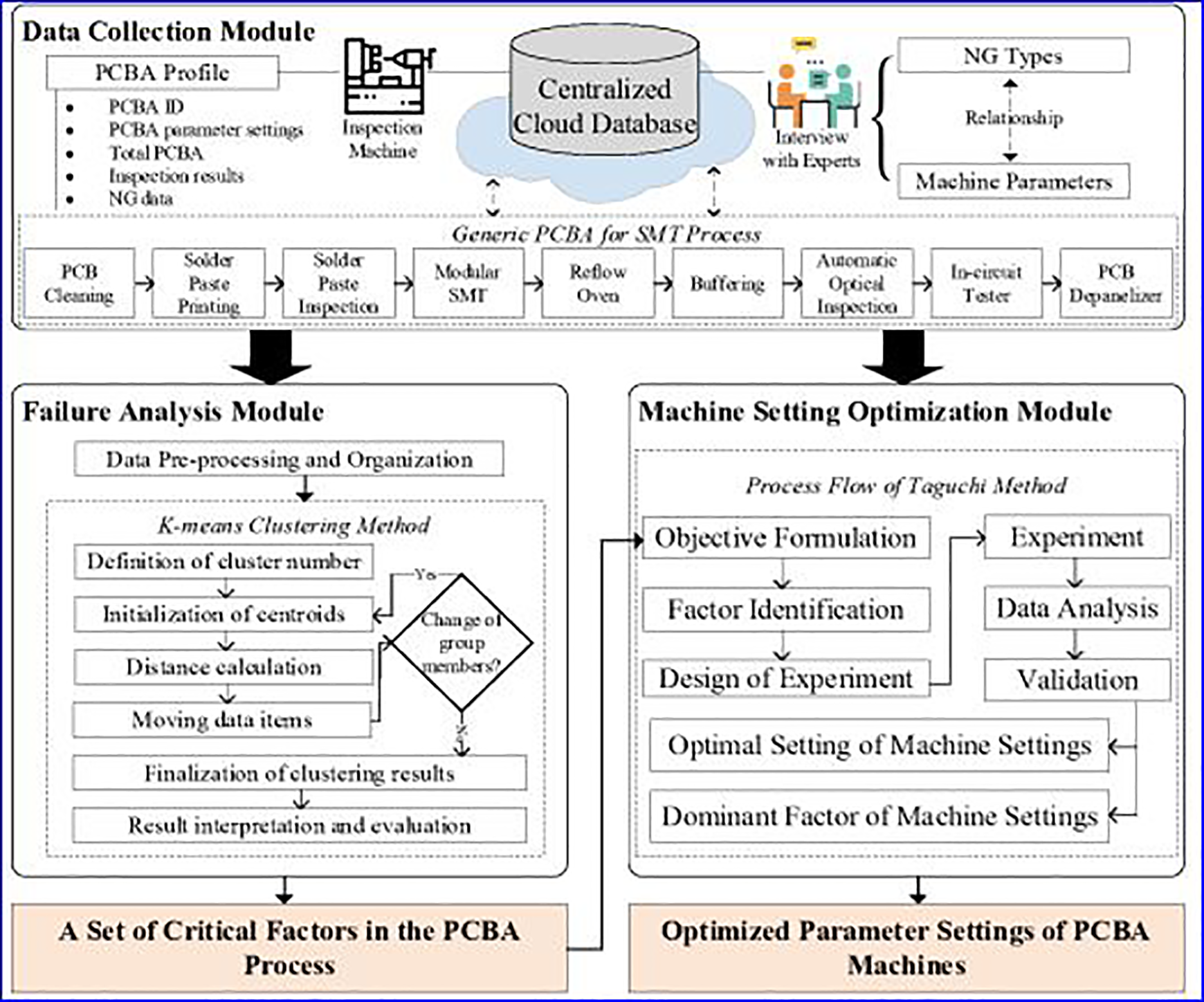
System architecture of the IAPIS.
Data collection module (DCM)
The first module to facilitate the entire proposed system is the module for data collection from the manufacturing sites. There are numerous steps along the PCBA process, from PCB cleaning to PCB depaneling, by means of SMT technology. In the data collection stage, there are two types of data to be gathered from the inspection machines and domain experts. First, from the inspection machines, such as SPI, the dataset related to the manufacturing performance can be obtained in order to establish the PCBA profile. It contains five essential forms of data for the analysis, including ID, the machine’s parameter settings, the total number of PCBAs, inspection results and NG records. As shown in Figure 3, the inspection results in the PCBA process can be divided into four major types, namely “Good,” “Warn,” “Confirm” and “NG.” The “Good” and “Warn” results indicate that the semi/finished products are: (i) within the specification and tolerance; and (ii) within the specifications but out of tolerance, respectively, in which both are acceptable and the products pass the manufacturing process. The result “Confirm” indicates that the PCB situation cannot be determined by the inspection machines themselves and the inspection results need to be approved by the experts in the production line. The result “NG” refers to the PCBs which are out of specifications, such PCBs are then classified as having failed the manufacturing process. As such, a dataset pertaining to the performance of the manufacturing process can be obtained. The above collected data from the inspection machines, such as SPI and AOI, are transmitted to the centralized cloud database for the subsequent data analytics, in which the inspection machines are connected to the edge devices and computers in the PCBA process. Thus, the data from various production lines can be gathered to perform the analysis and investigation.

Graphical illustration of the PCBA inspection results.
On the other hand, regarding the number of NG types, the interview with the domain experts is required to investigate the relationship between NG types and machine parameters. In other words, the relationship matrix can be formulated such that the NG problems can be alleviated by considering the specific machine parameters. All of the above data are then stored in the centralized cloud database for effective data query and analytics. Since it is difficult and inefficient to reduce all NG types in the PCBA process, big data analytics is applied to identify the serious NG types generated by the process.
Failure analysis module (FAM)
After gathering the aforementioned data in the DCM, this module can be developed to identify the most serious and critical NG types from the PCBA process so as to determine a set of critical factors for improving the process performance. To classify the serious and non-serious NG types, the k-means clustering method is applied. At the beginning, the historical data of the PCBA profile should be considered, in which a matrix

Afterward, the relationship matrix between NG types and machine parameters can be applied to investigate the most critical factors in the PCBA process. A set of critical factors F = {f1 , f2 ,…, fs } can be identified to conduct the experimental study, where s is the maximum number of factors.
Machine setting optimization module (MSOM)
When the list of critical factors has been determined, the experimental study, using the multi-response Taguchi method to optimize multiple objectives, can be formulated.
22
By taking into account a fractional factorial experimental design, i.e. an orthogonal array, to reduce the number of experiments, it is considered to be robust. In the experimental design, there are three types of quality characteristics of response y to be considered when measuring the signal-to-noise ratio (η): (i) larger is better; (ii) smaller is better; and (iii) nominal is best, as in equation (2). The objectives, or responses, are defined at the beginning and the critical factors and their levels are organized. After the experiments are conducted in accordance with the orthogonal array, the signal-to-noise ratio


Case study in solder paste printing process
In order to examine the feasibility of the proposed system, a case study of the solder paste printing process was conducted, in which manufacturing sites in China owned by Kin Yat Holdings Limited were studied. Kin Yat Holdings Limited is a well-known electronics manufacturing practitioner founded in 1980. In terms of manufacturing, it is dedicated to producing a number of electronic products and appliances, such as robotic cleaners, toys and motors. In addition, it has also made achievements in its non-manufacturing businesses, for example, material development, so as to strengthen its manufacturing capability and enhance the group’s reputation all over the world. Regarding its PCBA process, the case company owns a number of production lines involving a PCB loading machine, PCB automatic cleaning machine, solder paste printing machine, solder paste inspection machine, Fuji modular SMT machine, lead-free reflow oven, buffering machine, automatic optical inspection machine, in-circuit tester and automatic PCB depanelizer. As the case company possessed the essential PCBA components and was eager to continuously improve its product and process quality, it was selected for the implementation of the IAPIS to improve the product and process quality in the PCBA.
Industrial problems and motivations
Although the case company is mature and well-developed in the manufacturing businesses, the stricter requirements from customers and the rapid growth of the electronics industry drive efforts to improve the process and product quality. In the case company, a number of automatic machines to process the PCBs and detect the defects have been deployed, but effective management to minimize the yield loss still presents a critical issue. To the best company knowledge, most of the defects are generated during the first stage in the PCBA process, namely solder paste (SP) printing, as shown in Figure 4.

Real-life SP and SPI machines in the PCBA.
In the PCBA process, the case company, like other industrial practitioners, is highly reliant on the domain experts and industrial practice to set the parameter settings of the SP machine in order to achieve the required yield performance. The quality of the PCBs is then determined by the SPI machine to verify the actual number of “Good,” “Warn,” “Confirm” and “NG” results. In view of the above situation, the case company was motivated to investigate an effective and systematic approach to analyze and control the parameter settings in the SP process. However, there are plenty of the factors which can affect the SP process, for example, handling environmental and process control and cleaning. It is difficult and unrealistic to optimize all relevant factors in the SP and therefore the case company was eager to: (i) investigate the critical factors in the SP process; and (ii) optimize yield performance by adjusting the critical factors.
Implementation of the IAPIS
This section presents the implementation of the proposed system described in Section III in a real-life situation so as to automate the process and optimize the process performance. The entire implementation was divided into three phases as follows:
Structured data acquisition by DCM
In the first phase, there were two major types of data to be collected, i.e. (i) the historical PCBA performance report; and (ii) the relationship between factors and NG types. The performance report summarized 84 PCBA samples with 658,179 handled PCBs in total. In the historical records, the PS machine’s parameter settings solely relied on the expert and followed the standard industrial practice. The NG results were obtained with respect to the PCBA. There were 14 types of NG considered in this study, including no solder (NS), height low (HL), height high (HH), volume low (VL), volume high (VH), area low (AL), area high (AH), offset x− (OX−), offset x+ (OX+), offset y− (OY−), offset y+ (OY+), bridge (BR), shape (SH) and splash (SP). Second, by conducting an interview with the domain experts in the electronics manufacturing industry, the relationship matrix was then formulated, as shown in Table 1. It shows the correlation between the 14 mentioned NG types and five controllable factors, which were pressure, speed, blade angle, cleaning cycle and the separation distance between the stencil and PCB.
Relationship matrix between controllable factors and types of NG defects.

Pressure, speed and blade angle (PSA) model formulation by FAM
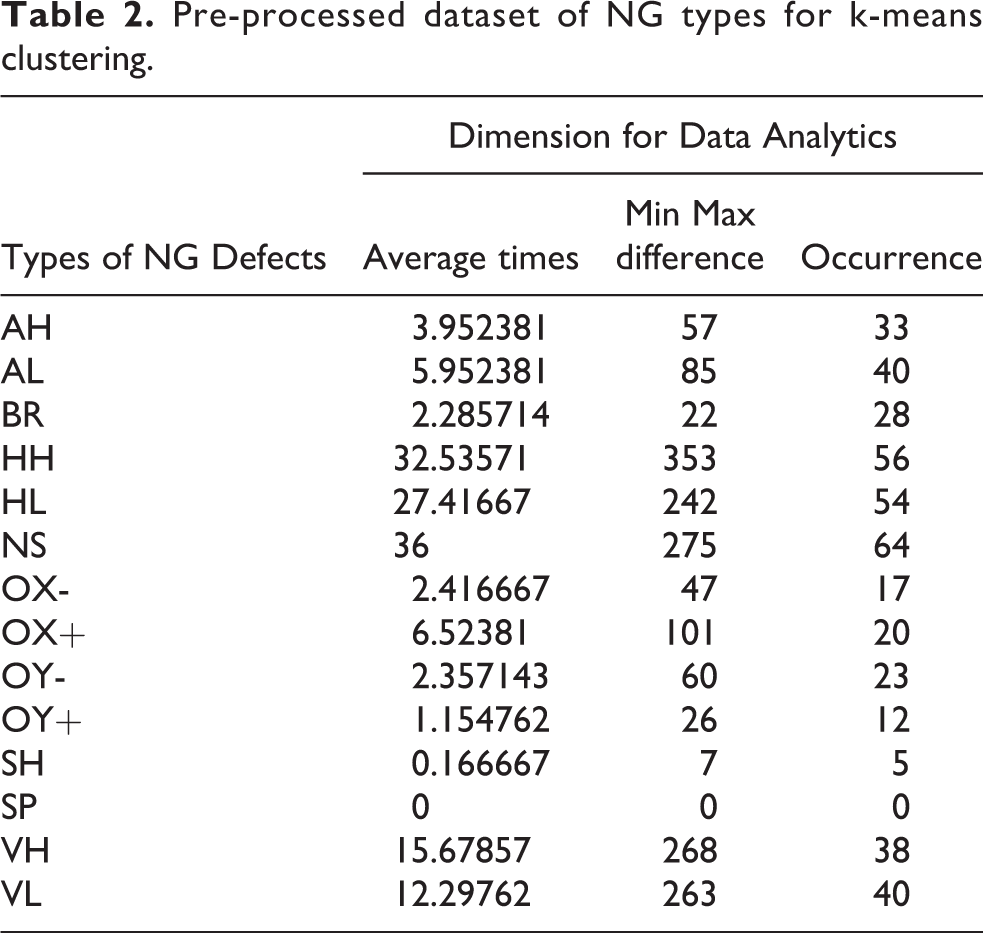
Based on the collected data, the FAM can be applied to analyze the historical data and the results can then be interpreted using the relationship matrix. To analyze the historical PCBA performance records, three dimensions were used, namely: (i) the average number of NG results; (ii) the min–max difference of NG; and (iii) the occurrence of NG. Since the defect rates from the solder paste printing process collected from the SPI are merely the frequency of NG defects, it is difficult to determine the seriousness of the NG defects systematically. Traditionally, setting a threshold to inspect the NG defects is relatively ineffective due to the subjective judgment on the threshold values. In order to determine the serious NG types in the solder paste printing process, three above features are considered from the NG defects. The first feature shows the average frequency of the particular NG defects to be observed in the solder paste printing process; the second feature refers to the range in term of min–max difference of NG defects so as to understand the variation of the severity; the third feature presents the summarized data collected from the SPI in term of the NG defect types. Provided that the above three features are obtained, the k-means clustering can be applied to categorize the types of NG defects. The historical data were then converted to the dataset to be evaluated by k-means clustering, as shown in Table 2. Subsequently, by using the FAM, it was found that the types NS, HL, HH, VL, VH were classified in cluster 1 (serious factors) and the types AL, AH, OX-, OX+, OY-, OY+, BR, SH, SP were classified in cluster 2 (non-serious factors). The results from the FAM show that the NS, HL, HH, VL, VH types of NG were serious and frequently occurred in the existing SP process. Based on Table 1, the pressure (P), speed (S) and blade angle (A) were commonly implicated in the serious NG types, which were regarded as the critical factors in the SP process. Consequently, a pressure, speed and blade angle (PSA) model for experimental studies was formulated to identify the best parameter settings in the SP process in order to optimize the process performance.
Pre-processed dataset of NG types for k-means clustering.
Optimal SP machine’s setting by MSOM
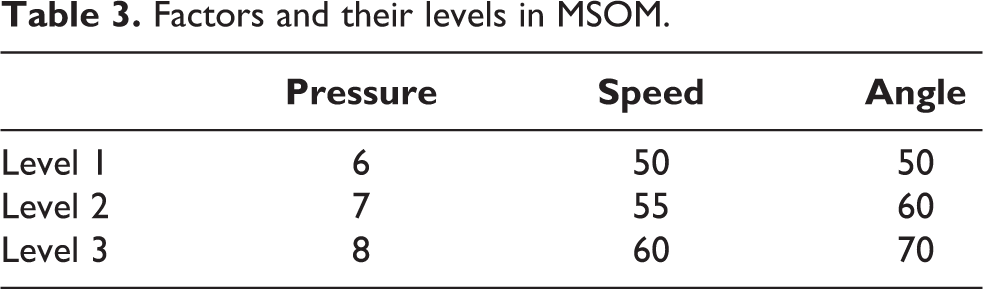
After the PSA model was formulated, the factors and their corresponding levels could be determined for the SP process, as shown in Table 3. The orthogonal array was therefore established to show the design of the experiment, in which the percentage values of “NG” and “Confirm” were measured. Table 4 presents the orthogonal array and the experimental data from three trials. Minimizing the number of “NG” and “Confirm” results can reduce the defects and manual inspection time, respectively and thus the process performance can be further improved.
Factors and their levels in MSOM.
Orthogonal array and trial runs for MSOM.

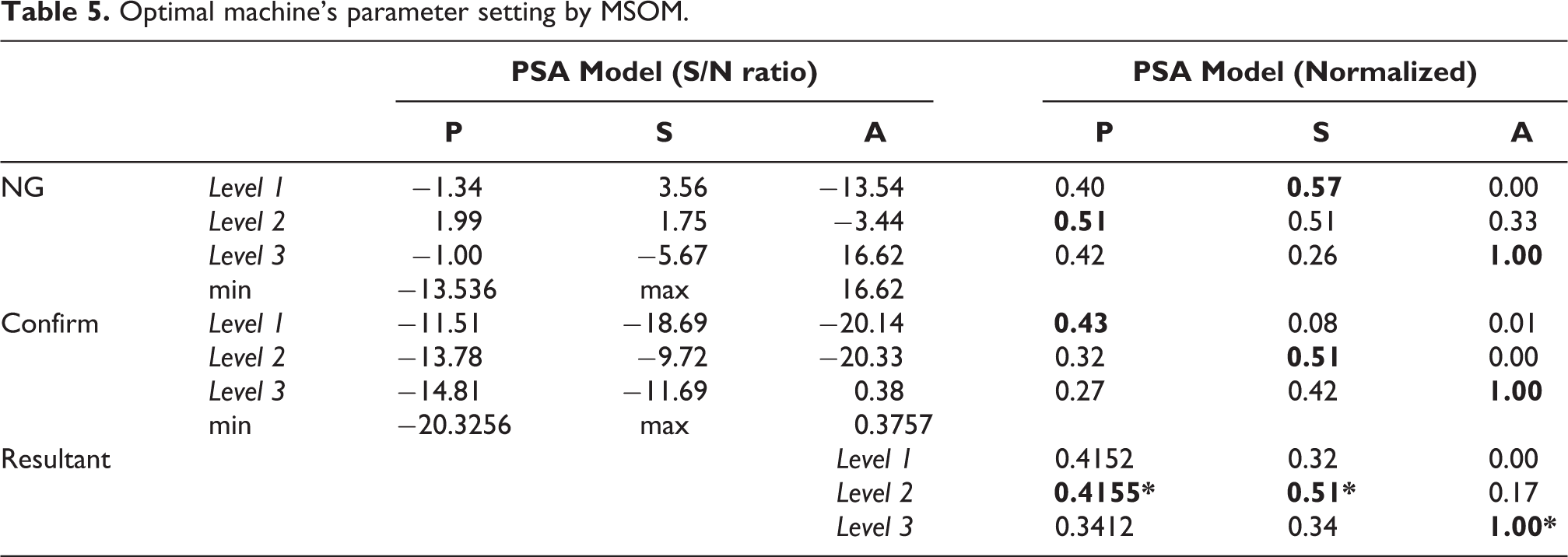
According to the procedures presented in Section 3, the calculated signal-to-noise ratios were then averaged to obtain the summarized signal-to-noise ratio in terms of “NG” and “Confirm” responses. As shown in Table 5, the results with respect to “NG” and “Confirm” were obtained using the Taguchi method in the format of the signal-to-noise ratio. Subsequently, the signal-to-noise ratios were normalized between 0 and 1 as the weighting in each combination. By averaging the normalized weights, the optimal result was obtained, in which the pressure (P) was 7 kgf (level 2 in pressure), the speed (S) was 55 mm/sec (level 2 in speed) and the blade angle (A) was 70° (level 3 in blade angle). The resultant weights were higher than other levels in the factors, which were 0.4155, 0.51 and 1 for pressure, speed and angle, respectively. Consequently, by adopting the proposed system, the process performance can be optimized by minimizing the yield loss and number of “Confirm” responses by obtaining the optimal SP parameter settings.
Optimal machine’s parameter setting by MSOM.
Results and discussion
The feasibility of the proposed system has been investigated and it was used in the case company to effectively identify the critical factors and optimal machine parameter settings in one of the PCBA process, i.e. the SP process. To discuss the results and findings obtained from this study, this section is divided into two sub-sections, namely: (i) a discussion of the IAPIS; and (ii) research contribution and managerial implications.
Discussion on the IAPIS
The discussion of the proposed system, IAPIS, is two-fold, including: (i) comparison before and after using the IAPIS; and (ii) exploration of the dominant factor in the SP process.
Comparison before and after using the IAPIS
Although the adoption of the proposed system, IAPIS, in the PCBA process can achieve a positive process performance impact, there are some differences in operations when applying the proposed system. In the traditional SP process, there is no pre-production investigation and the domain expert is responsible for tuning the machine’s parameter settings and maintaining the required process performance. According to the dataset of historical SPI performance used in the DCM, the average yield loss from 84 PCBA samples with 658,179 handled PCBs was approximately 2.265%. After the proposed system is used, a set of experiments needs to be conducted which uses 9n number of PCBs, where n is the number of trials in the experimental studies. The average yield loss after using the proposed system became approximately 0.126% in the SP process. As such, the waste from the traditional approach can be modeled as

Break-even point evaluation before and after implementing IAPIS.
Exploration of the dominant factor in the SP process
On the other hand, from the IAPIS results, it was found that the factor of blade angle (A) was dominant in the entire SP process, in which the differences in the signal-to-noise ratio in both “NG” and “Confirm” were the largest among the others with values of 25.03 and 17.60, respectively. After the signal-to-noise ratios were normalized, the factor of blade angle in level 3 obtained the value of 1 in both “NG” and “Confirm” responses consistently. The effect generated from other two levels in blade angle can almost be neglected in the SP process. Not only could it be concluded that the blade angle is the dominant factor in the SP process, but the 70° blade angle was also found to be the most efficient and effective measure in improving the process performance, rather than 50° and 60° blade angles. Although the industrial practice of using a 60° blade angle is widely adopted worldwide, this study explored a new research area to further improve the process performance in the PCBA process.
Convergence analysis of the MSOM
When the factors of pressure, speed and blade angle are selected to formulate the experimental studies in the case study, three trials are used to determine the optimal machine parameter settings so as to maximize the effects from the process performance in the PCBA. The convergence analysis is to evaluate whether the optimal machine parameter settings have been converged by using 3 trials of the PCBA. Thus, three scenarios are considered in the MSOM, i.e. (i) scenario 1—only using one trial data, (ii) scenario 2—using two sets of trial data, and (iii) scenario 3—using three sets of trial data as Table 5, for the analysis of multi-response Taguchi method. The below Tables 6 and 7 summarize the weight evaluation by using MSOM to select the optimal machine parameter settings for the stencil printers of the scenarios 1 and 2. The optimal machine parameter setting for the scenario 1 is the 7 kgf in pressure, 60 mm/sec in speed, and 70° in blade angle; the optimal machine parameter settings for the scenario 2 is the 7 kgf in pressure, 55 mm/sec in speed, and 70° in blade angle. It is found that the optimal machine parameter settings from the scenarios 2 and 3 are consistent such that the convergence of the solution is found in the analysis. Therefore, using three sets of trial data are sufficient to locate a converged solution of the machine parameter settings, and to average the noise from the datasets. The reliability of the results from the MSOM in the case study can be guaranteed, and effective to obtain the optimal settings for the stencil printers. In addition, the repetition of the trials in the MSOM can eliminate the random errors from the measured responses, namely numbers of NG and Confirm. Therefore, the results of the MSOM by using 3 trials can be relatively reliable.
Optimal machine’s parameter setting by MSOM for the scenario 1.

Optimal machine’s parameter setting by MSOM for the scenario 2.

Contributions and managerial implications
In view of the entire study, three contributions, which could enrich the research and development work in the field of smart manufacturing, PCBA and electronics manufacturing, can be summarized. First, this study presents a systematic method to formulate a PSA model which includes the most critical factors in the SP process. The factors of pressure, speed and blade angle should be adjusted and fine-tuned in the SP process to obtain the improved yield performance. Second, an exploration of the effect of using a 70° blade angle was undertaken and such a 70° blade angle may become the new industrial practice in the PCBA process. Third, the proposed system provides a flexible and robust approach to adjust the machines’ parameter settings so as to obtain the optimal yield performance and maintain the quality of PCBs. The improvements obtained by using the proposed system in the PCBA process are illustrated by this study.
The above valuable contributions from this study may further the development of the entire industry. The existing industry practices, such as using a 60° blade angle, should be reviewed and further improved. Moreover, industrial practitioners can focus on evaluating the factors of pressure, speed and blade angle in the SP process, instead of all other relevant factors. Apart from using the automatic machines in the manufacturing industry, proper management of the expert knowledge in PCBA should be achieved by means of a systematic approach. The measures established in this study are also aligned with the objectives in smart manufacturing and strengthen the competitiveness of PCB manufacturers. Consequently, the revolution of PCB manufacturing businesses can be further achieved through intelligence and digitalization.
Conclusions
Following an in-depth investigation on the background of the PCBA process and the relevant literature review, the research gaps were identified to determine the critical factors in the PCBA process and to further improve the yield performance. In this paper, the proposed system, namely the IAPIS, which integrates big data analytics and DoE methods as a whole to fill the aforementioned research gaps, was presented. To validate the proposed method, a case study in the SP process was performed. In this case study, the critical factors of pressure, speed and blade angle were identified and the optimal parameter settings were also determined. Along with this study, the PSA model was then established for the improvement of the SP process and the 70° blade angle was found to be the most dominant factor in the process. Accordingly, the proposed system is not only beneficial to PCBA operations, but is also valuable to the entire industry to formulate strategies in smart manufacturing. Future work should focus on the exploration of more blade angles in the SP process and should replicate the proposed system in relation to the other PCBA components.
Footnotes
Acknowledgements
The authors would like to thank the Engineering Doctorate Programme, Faculty of Engineering of The Hong Kong Polytechnic University for inspiring the development of this project.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.