
Abstract
This study investigates the machining characteristics of a High Entropy Alloy, CrMnFeCoNi (Cantor's Alloy), when machined with different metalworking fluids. Selective Laser Melting was used to additively manufacture the material block from powder, which was then used in a parametric study of machining responses in comparison to a reference AISI 304L stainless steel. Tool life and power consumption was monitored when unadditised and commercial metalworking fluid variants were used during the machining of both materials. The study demonstrated that it was harder to machine the high entropy alloy, likely due to the high hardness and lower thermal conductivity of the material. It was also found that the commercial metalworking fluid increased tool life compared to the unadditised fluid when machining 304L, however no difference in tool life was observed when machining with the high entropy alloy. It may be that the elemental composition of the high entropy alloy impacted the formation of a protective film that could influence tool life, as has been observed with other materials.
Introduction
In the search for innovative metallic materials, there is a growing interest in High Entropy Alloys (HEAs), also known as complex concentrated alloys or multi-principal component alloys. 1 These alloys offer the potential to explore a very wide array of new element combinations, which offers potential for the discovery of unique alloy properties.2–4 For example, the excellent mechanical properties and corrosion resistance that have been reported for some alloys of this type make them possible substitutes for nickel-based superalloys like Inconel 718 or Haynes 230 in applications requiring high strength at elevated temperatures. 5
What may set HEAs apart from conventional alloys is the potential ability to maintain favourable properties across a wide range of element mixtures, allowing more tuning of properties through compositional adjustment. Unlike traditional alloys, where the compositional ranges that can be explored to find favourable properties can be heavily limited by the solubility limits and their effect on phase proportions (also influenced by temperature and pressure), HEAs introduce more variables and entropy effects, which could allow for greater compositional variation without entering new phase domains. Moreover, such entropy effects in HEAs could also limit the formation of brittle intermetallic compounds, often undesirable for applications. To achieve these effects, the phase stability of HEAs is critical, influenced by the entropic contribution to Gibbs free energy, 6 though the enthalpic contribution cannot be ignored.
Despite their favourable properties, HEAs are not in widespread use, due in part to incomplete understanding of aspects of their physical metallurgy, but also due to the need to develop materials for particular applications, ensuring that they can be processed into appropriate shapes with the required properties, and that this can be achieved at a suitable cost. The processing route of Additive Manufacturing (AM) can be attractive here for high-value, complex parts, as it can reduce the amount of material used, and the need for further processing. However, there are currently surface finish and resolution limitations7,8 and some secondary processing would be needed, including a likely requirement for some machining, which is not well examined for such alloys. 9 Rapid solidification during alloy formation can lead to microstructural variations, negatively affecting machinability and surface quality of AM parts. 10 Therefore, additional post-processing steps are necessary. Given the evolving landscape of HEAs and the growing role of AM in various applications, it is crucial to assess the machinability of current HEAs to inform the design and manufacturing development of such alloys in the future.
Machining is essential for creating metal components, involving processes such as drilling and milling. The machinability of a material depends on its microstructure and properties, influenced by chemical composition and processing conditions. Different microstructures affect hardness and thermal conductivity, which can impact machining characteristics. For instance, nickel-based superalloys, known for their low thermal conductivity and high hardness, present challenges in machining, resulting in tool wear and poor surface finish.11,12 Similarly, HEAs with their exceptional strength properties may pose machining challenges. Understanding these limitations early in the development process is valuable. To mitigate such cutting challenges, metalworking fluids (MWFs) are used to reduce friction, remove swarf, and dissipate heat. 13 MWFs contain specific oil compositions and additives that create a lubricating layer, separating sliding surfaces through fluid entrainment and chemical interactions.
As detailed machinability studies of HEAs, in the AM condition in particular, are needed, the aim of this study is to evaluate the machinability in-terms of tool-life of CrMnFeCoNi alloy (a well-explored HEA14,15) compared to AISI 304L stainless steel, using two different MWFs. The CrMnFeCoNi, selected due to extensive previous characterisation 16 and typical HEA properties with a single-phase microstructure and good balance of strength and ductility, has been processed by AM using Selective Laser Melting (SLM). Using 304L stainless steel allowed the machinability to be contextualised in comparison to a widely known material, with data on machining trends, both dry and with fluids, reported in the literature. The goal of the work is to assess the machinability of HEA alloys and provide an indication of suitable machining parameters to use as initial conditions in machining optimisation studies.
Materials and methods
Material processing by selective laser melting
Using a Renishaw 125 system to carry out SLM, a multicomponent CrMnFeCoNi HEA was manufactured, utilising a feedstock of gas atomised pre-alloyed powder of 15–45 μm particle size. The powder had a measured composition (highlighted in Table 1) determined using inductively coupled plasma optical emission spectroscopy (ICP-OES). The optimum process parameters for manufacturing the 50 × 50 × 50 mm CrMnFeCoNi alloy block used in this project, reported in previous work, 16 were a laser power 200 W with a point distance of 43 μm and time of exposure of 32 μs. After the block was manufactured in the earlier work, 1 mm was skimmed from the top and side faces. This was carried out to remove any near-surface porosity and imperfections that may affect machining. It should also be noted that the microstructure in metallic additively manufactured components is strongly influenced by the local environment and thermal history it experiences. This often leads to highly anisotropic microstructures and variation in structure with position in a complex part. Here we have attempted to produce material representative of a bulk condition by manufacturing a relatively large block, removing the exposed surfaces, and not approaching the build plate interface during testing. For a full in-depth further information on the manufacturing process and characterisation details refer to Litwa et al. 16 The block was analysed by X-ray diffraction (XRD) using a Siemens D5000 X-ray diffractometer under the standard Bragg-Brentano configuration using Kα radiation with a wavelength, λCu, of 1.54 Å.
Chemical composition of the AISI 304L and HEA materials used in this study.

Material characterisation
The Vickers material bulk-hardness was measured using a Mitutoyo automated hardness tester under a load of 50 g with a dwell time of 10 s. The hardness measurements are the average values of five independent measurements.
Machining trials
Several methodologies can be utilised in machinability studies, including measuring tool wear/tool life, material removal rate, cutting forces, surface finish generated, machined surface integrity, power consumption and the shape of the swarf. 17
One of the most common metal machining operations is milling, and research has shown that, due to intermittent tool engagement, it can be influenced by the choice of MWF. 18 This project utilised a single point milling methodology where low depths of cut were made. By utilising a single cutting edge, tool chatter and the complexity of the system are reduced. 19 The machining trials were performed on a three-axis vertical CNC machine, a Denford VMC 1300 (Figure 1(a)). The machine tool was fitted with an external flood coolant (Figure 1(b)) capability.
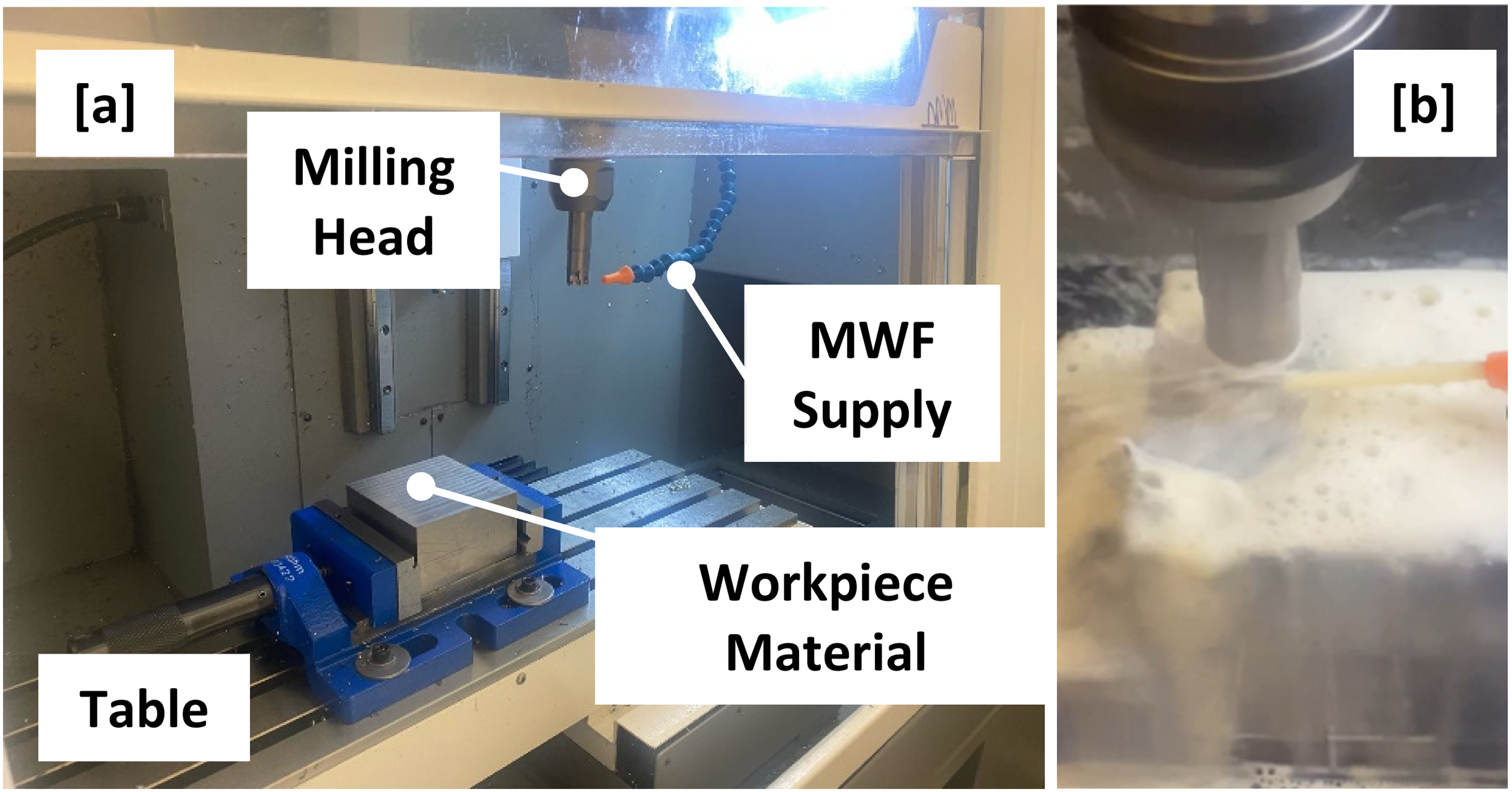
(a) Machining set-up on the Denford VMC 1300, (b) external flood coolant during milling.
For this project the machinability of the CrMnFeCoNi block (48 × 48 × 12 mm) was compared and contrasted to a block (48 × 48 × 12 mm) of AISI 304L austenitic stainless steel with a chemical composition highlighted in Table 1. This allowed the machinability of this novel material to be contextualised in comparison to a widely known material. Other studies 17 have highlighted the relative ease of machining a series of different common alloys, with Inconel 718 being the most difficult to machine. AISI 304L contains the five elements as per the HEA studied, however iron Fe is the majority constituent in 304L. 304L is known for its good machinability and is a suitable direct comparison in terms of machining performance, though it should be noted that it is not the intention to compare or directly assess how this links to the microstructures and compositions resulting from the manufacturing of these two materials.
With a limited stock of material available for these trials, machining parameters were selected to achieve approximately 12-min tool life with an unadditised reference MWF when machining 304L. Utilising these parameters, tool life was compared when the MWF was changed, and when the material was changed to the novel HEA. A tool life of around 12 min was selected in order to strike a balance between utilising too much machine time and material at lower rates of productivity and wearing out too many tools at higher productivity rates.
Face milling trials involved climb milling at 0.75 mm axial and 4 mm radial depths of cut, with a feed rate of 0.08 mm/tooth and with one insert in the holder. The tool performed a straight-line cut through the work material, except that following common practice for hard-to-cut alloys, the tool entered the cutting pass in an arc to control chip-form and cutting forces on entry. The cutting speed utilised for both workpieces was 200 m/min with a linear feed rate of 254 mm/min.
A single type of Korloy coated cemented carbide cutting insert (APMT060208PDSR-MMPC5400) was used with the different variant MWFs and work materials. Inserts had an axial rake angle of 8°, radial rake angle of 5.8°, helix angle of 15°, and a corner radius of 0.8 mm. This type of insert was selected as it is representative of a large proportion of the milling tool options used on heat-resistant super-alloys, so these inserts represent a low-cost sensible ‘Pareto’ type choice. The inserts were mounted in a Teknik 20 mm diameter 90 degree end mill holder (D20-Z5-L110-APMT06), with a Seco Tools BT30 back end. Coolant was supplied to the cutting zone through a fixed external nozzle. The tool holder allowed the use of five inserts at any one time, but only one insert was used to simplify the experiment and for resource efficiency. With the HEA two repeat tool life tests were run at the reference surface speed (200 m/min) per fluid, however with 304L three repeat tool life tests were run per fluid.
Metalworking fluids
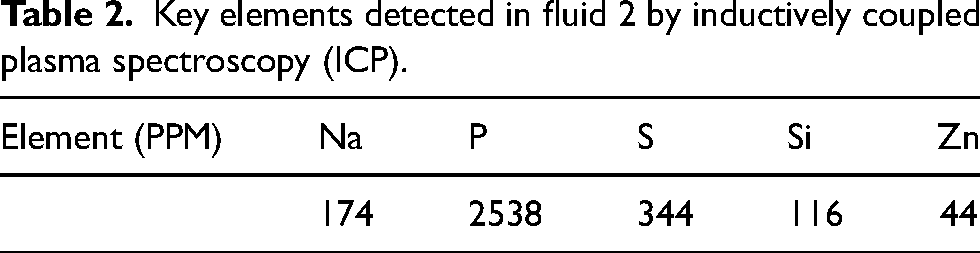
Within this study two MWFs were tested. Fluid 1, which was used as the benchmark reference fluid, was an unadditised base package emulsion coolant. Fluid 2 was a commercially available fully formulated aerospace MWF. Both fluids were composed from the same semi-synthetic base oil and the key additive components added to the commercial product are highlighted in Table 2.
Key elements detected in fluid 2 by inductively coupled plasma spectroscopy (ICP).
Fluid 1 – this is a unadditised reference fluid, a low oil base semi synthetic with no additional performance additives.
Fluid 2 – this is fully formulated commercial fluid; a high-lubricity product which is considered well-suited to difficult to cut alloys.
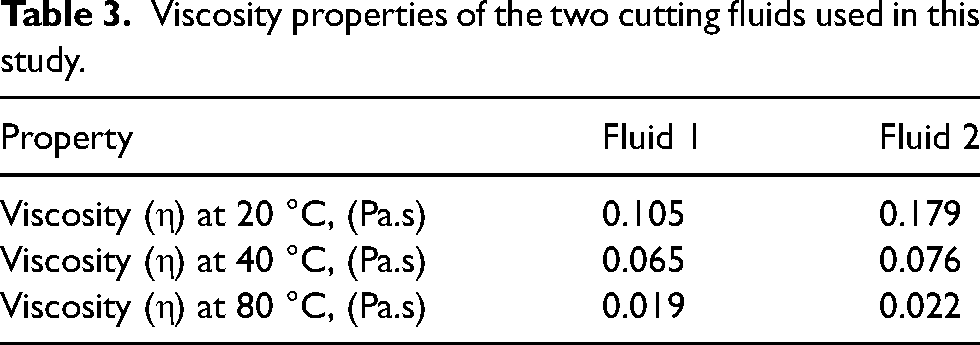
Fluids were supplied in two 5 L pails each, which were diluted on site to give 10 vol.% oil-in-water emulsions. The total MWF flow rate to the cutting zone was 3L per minute. The properties of both fluids are highlighted in Table 3.
Viscosity properties of the two cutting fluids used in this study.
Tool life testing
To compare machining performance of the HEA against the reference material AISI 304L, tool wear/tool life trials were carried out. To allow a direct comparison of machinability between the two materials, a single set of cutting conditions were selected (described in section 2.3). The progression of tool flank wear on the cutting tool inserts for both materials with the two MWFs was measured using an ISM-PM200 digital calibrated toolmaker's microscope (Figure 2(a)). The cutting edge to be inspected was cleaned beforehand to remove any MWF and swarf contaminants. Tool wear was measured on the flank face (Figure 2(b)) of the cutting region focusing particularly on the corner radius after a specific number of milling time intervals. Typically, this region would wear out in the shorter time. Tests were concluded when average measured flank wear reached threshold of 0.25 mm. Beyond this limit, machining quality declined due to tool damage and an increase of cutting forces, and tool wear began to accelerate towards catastrophic failure. Scanning electron microscopy (SEM) was utilised to study the wear mechanisms on the cutting inserts. This involved using a Hitachi TM4000 Plus bench top SEM equipped with Energy Dispersive Spectroscopy (EDX). EDX allows for any chemical formation on the cutting edge which may influence tool wear and life to be identified.
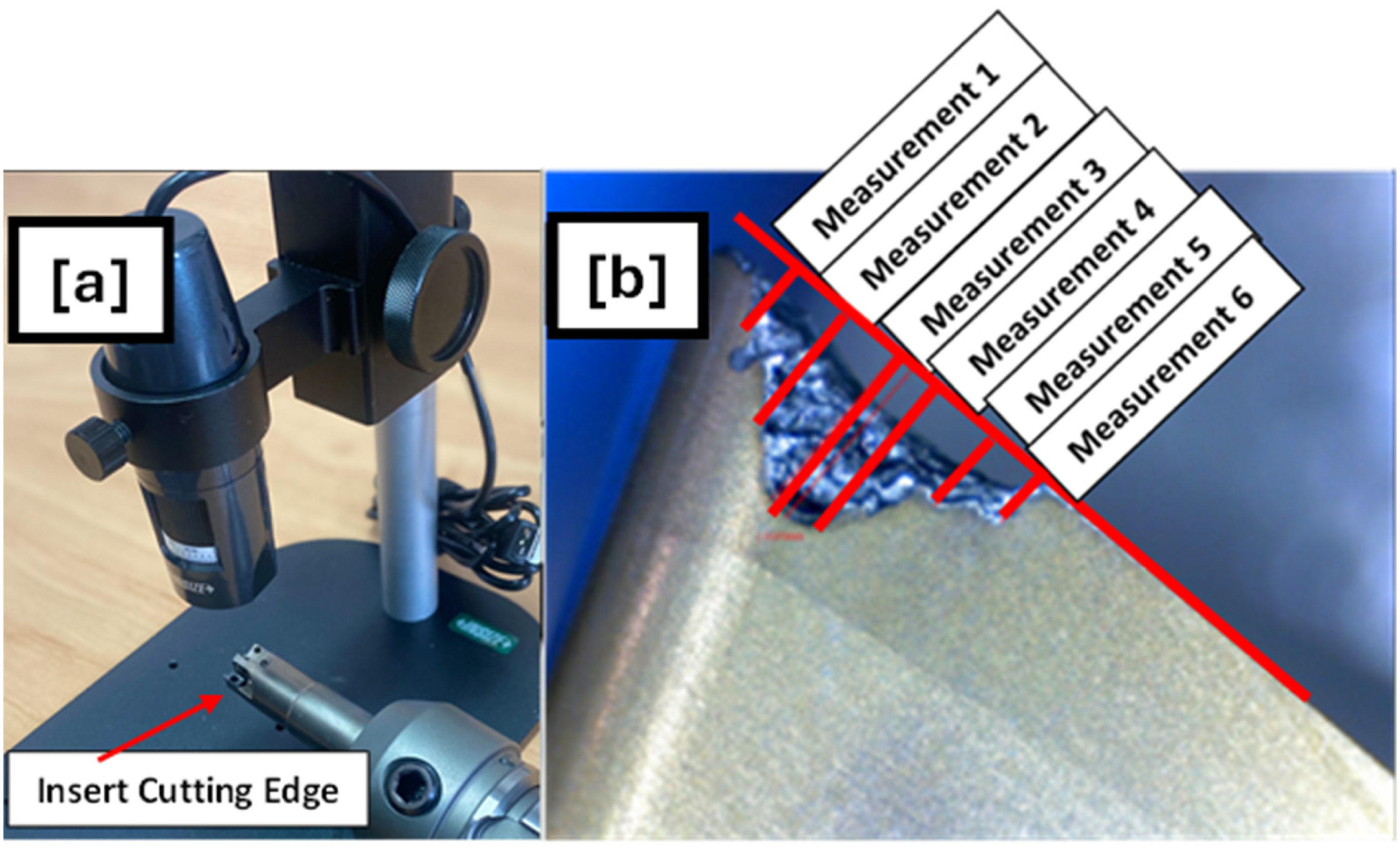
(a) ISM-PM200 digital microscope set up to take cutting insert flank wear images and (b) example of tool wear measurement.
Energy consumption
Energy consumption of a machine tool is sensitive to various cutting conditions and can be easily measured using a power metre. Studies such as Liu et al. have explored energy consumption as a function of tool wear and demonstrated that energy consumption was impacted by tool wear progression. 20 The energy consumed during machining contributes to the economic impact of the process. Machining processes that deliver better performance and have lower energy consumption are preferred, to achieve sustainability goals. 21 In this study the energy consumption readings are assumed to just be an indicative and relative metric which in combination with other metrics can give an idea of behaviour trends – the assumption is that higher power consumption indicates an increased difficulty in machining of the material. A 220 V AC power data logger was used to capture the total energy utilised during the trials. Readings were captured from the beginning of the test to tool failure with each cutting trial, with a sampling rate of 1/6 Hz utilised to capture power consumption during machining.
Chip analysis
Chip formed during the trials were collected after a few minutes of machining and before the insert was worn out to allow investigation into the impact of different materials and coolants on the morphological characteristics of the chips generated. The surface topography of the Chip was imaged and analysed using a Leica DM6000 M optical microscope.
Results and discussion
Material properties
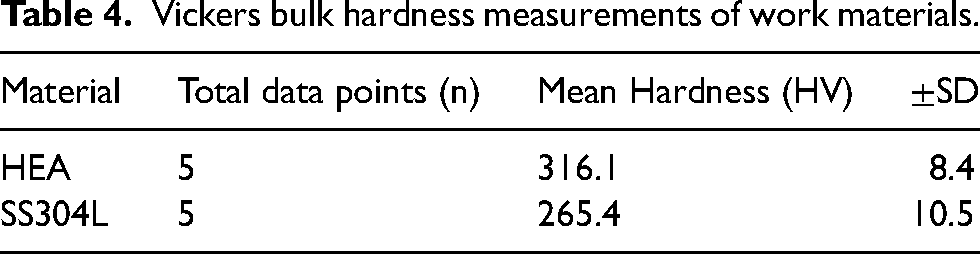
The hardness and structural phase properties for the HEA measured in this study are comparable to a fair extent to previous studies on AM processed alloys of this type, such as Brif et al. 22 who analysed a similar HEA, FeCoCrNi, which had an average microhardness of 228 ± 9 HV and a single-phase structure. Table 4 compares the bulk hardness of the two materials utilised in this study. The bulk material of the HEA is approximately 20 percent higher than that of the 304L. In addition, X-ray diffraction showed a single face centred cubic phase structure and a lattice parameter of 3.591A. Previous studies 23 agree with this value to a fair extent (3.596–3.602 Å) for a HEA processed with continuous laser AM equipment using a range of energy input (59–185 J/mm3).
Vickers bulk hardness measurements of work materials.
Tool life
Tool wear measurements were taken periodically during cutting, and Figure 3 highlights wear evolution and the corresponding standard deviation (SD) between the tool wear repeats allowing an understanding of the tool wear response with the different cutting fluid types and materials. From Figure 4 several trends can be observed, such as that tool life for both cutting fluids was greater when machining 304L than the HEA. When machining with the unadditised fluid an average tool life of 12.5 min was achieved with 304L and with the HEA it was 11.2 min. With the commercial fluid, an average tool life of 15.4 min was achieved when machining 304L and with the HEA again a lower tool life of 11.4 min was measured. This indicates that this HEA, processed in this way, is harder to machine than 304L in its condition of supply. This trend differed to that found by the study of Litwa et al., 16 which reported CrMnFeCoNi alloy had better machinability than the AISI 304L stainless steel, potentially due to the plastic behaviour in this alloy. In some alloy systems, studies correlate the presence of increased amounts of refractory metals such as nickel, molybdenum, chromium and cobalt in an alloy with increased machining difficulty, which would thus reduce tool life observed when machining the HEA. 24 The state of the HEA after processing by AM may also change the behaviour, as the processing method imposes a complex thermal history on the material and can influence microstructure in some alloys. Table 4 highlights that the bulk hardness of the HEA was higher than 304L material, potentially increasing mechanical wear mechanisms which could explain the lower tool life seen when machining HEA.
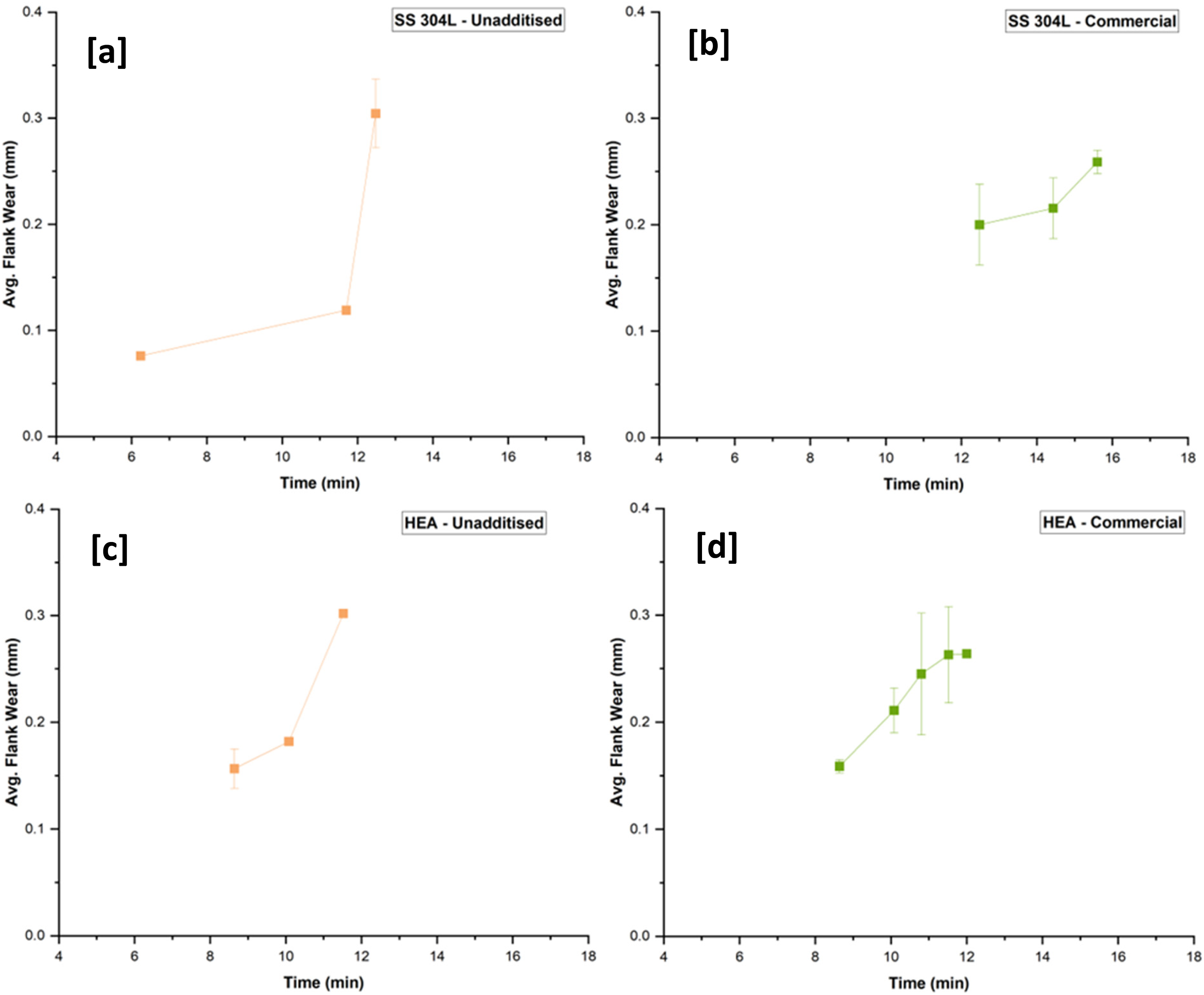
Tool wear (Vb) as a function of cutting time for the two materials and fluid variants. Machining parameters are constant in this study and are given in section 2.3.
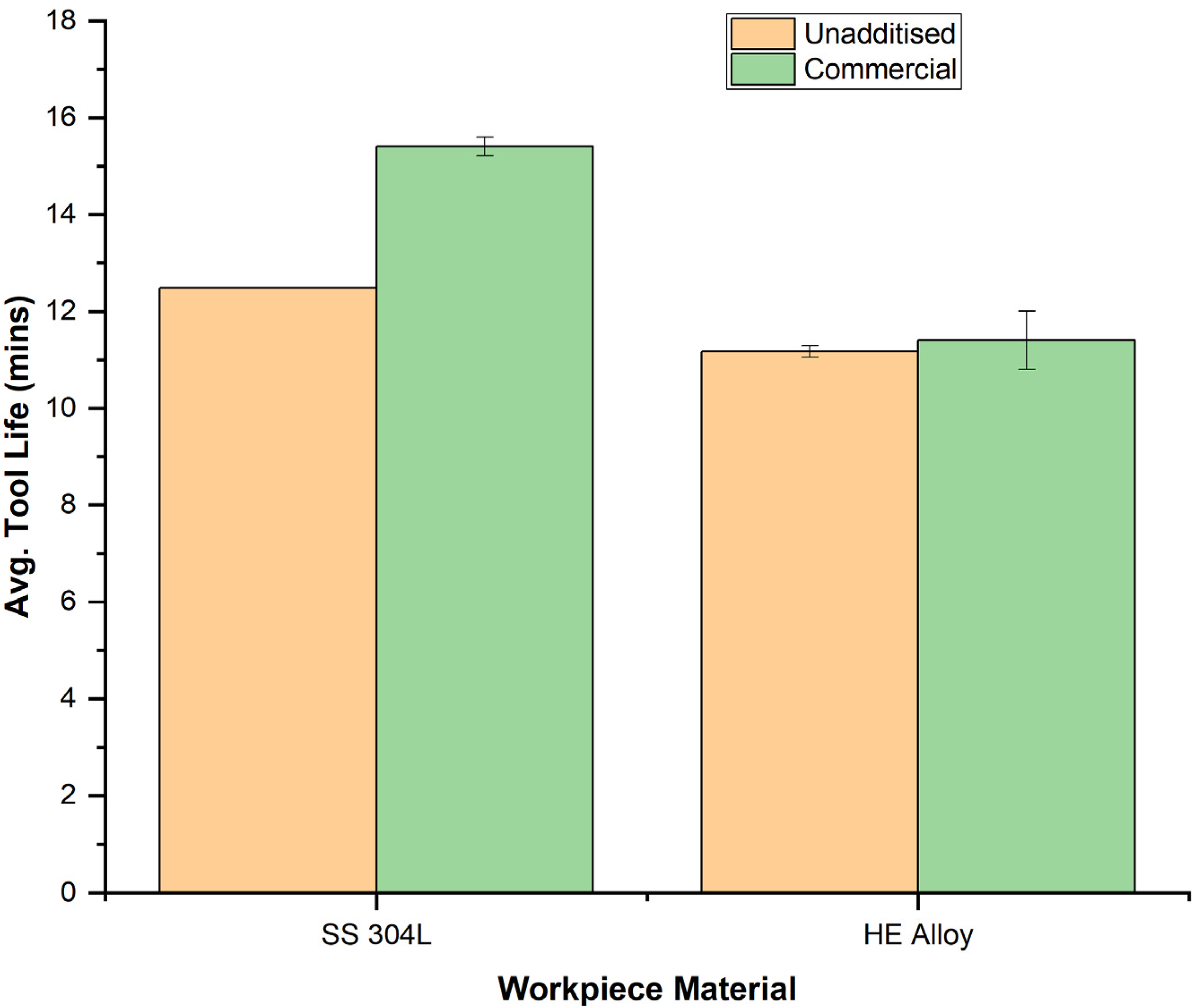
Comparison of tool life when machining 304L and HEA with an unadditised and commercial cutting fluid. Machining parameters are constant in this study and are given in section 2.3.
A key difference between the conditions used in the highlighted earlier work 16 and here was that the earlier work utilised solid carbide end mills whereas this study used a single indexable insert for machining. The cutting behaviour between the two types of cutting tools is known to differ, from chip formation through to machined accuracy. These differences would impact tool wear and hence could explain the different tool life trends observed between the two studies.25,26
As summarised in Table 5 it is also possible to see that with 304L, the commercial fluid increased tool life in-comparison to the unadditised fluid, which is expected as the commercial fluid has a range of protective additives. 27 Alves et al. 28 found that anti-wear and extreme-pressure (EP) additives lowered flank wear on cutting tools. Other studies29–31 showed that EP additives led to reductions in friction and wear during machining operations due to the formation of a lubricious and protective tribofilm.
Summary of tool life when machining SS 304L and HE alloy with two MWF variants.
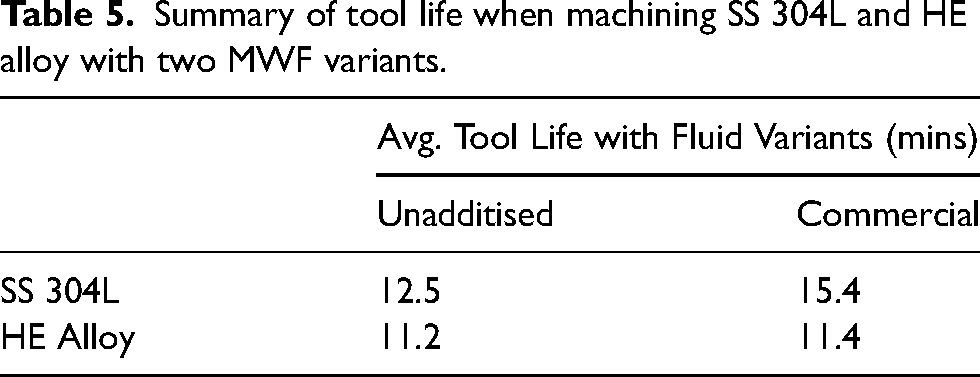
However, with the HEA the tool life with both fluids were statistically similar and the additives in the commercial fluid did not seem to make an impact. This material behaviour may be similar to that observed with the machining of materials such as In718.32–34 The high strength and specific cutting force and low thermal conductivity of In718 can mean cutting fluids cannot penetrate the chip-tool interface and reach the high temperature zone. Studies have shown that the thermal properties35,36 of materials, such as thermal conductivity, play a significant role in the cutting process. Thermal conductivity influences the distribution of thermal energy within the machined material, and Jin et al., 36 reported a thermal conductivity value of CrMnFeCoNi, 13.7 W/mK at 300 K, which is lower than the AISI 304L stainless steel 37 (16.2 W/mK at room temperature with a further increase to 23 W/mK at 900 K). The difference in thermal conductivity values of the materials may explain the differences in tool life behaviour when machining the 304L and HEA respectively with the two cutting fluids.
With materials of higher thermal conductivity, an increase in heat dissipation is expected and a decrease in cutting temperature making the material easier to machine, which is what was observed with 304L.
Energy consumption
Figure 5 highlights the total energy consumption of the machine tool when machining the two materials with the cutting fluid variants. When machining 304L, lower energy consumption was initally measured with the unadditised fluid until around 8 min of machining time when it increased to match that observed with the commercial fluid. After 11 min of machining time, the energy consumption further increased and was higher than that observed with the commercial fluid. The energy consumption with the commercial fluid almost remained constant throughout the entirety of the machining trial, with an increase being observed in the last few minutes of the test most likely due to the wearing out of the cutting edge. With the HEA material, the energy consumption when using the unadditised fluid was consistently higher throughout the duration of the test in-comparison to when using the commercial fluid. These measurements generally support the tool life results where with the commercial fluid, tool life was extended. When comparing the average power consumption of the two materials with the same cutting fluid it was shown that the power consumption was higher when machining the HEA with unadditised fluid. However with the commercial fluid, the energy consumption when machining the HEA material was lower than with 304L, but it increased with time. After 9 min of machining the energy consumption matched and at points had higher energy consumption that of the 304L material. These results once again support the tool life results where HEA had lower tool life in-comparison to machining 304L. The power consumption data highlights more energy was utilised when machining with unadditised fluid than when machining the HEA which correlates with lower tool life. 38 The addition of additives to MWFs increases the resource-intensity in MWF manufacturing, but in service is intended to redress the balance by conserving tooling and machine power resources. This strategy has worked for 304L but for the HEA tests, MWF additives appear not to have a significant impact.
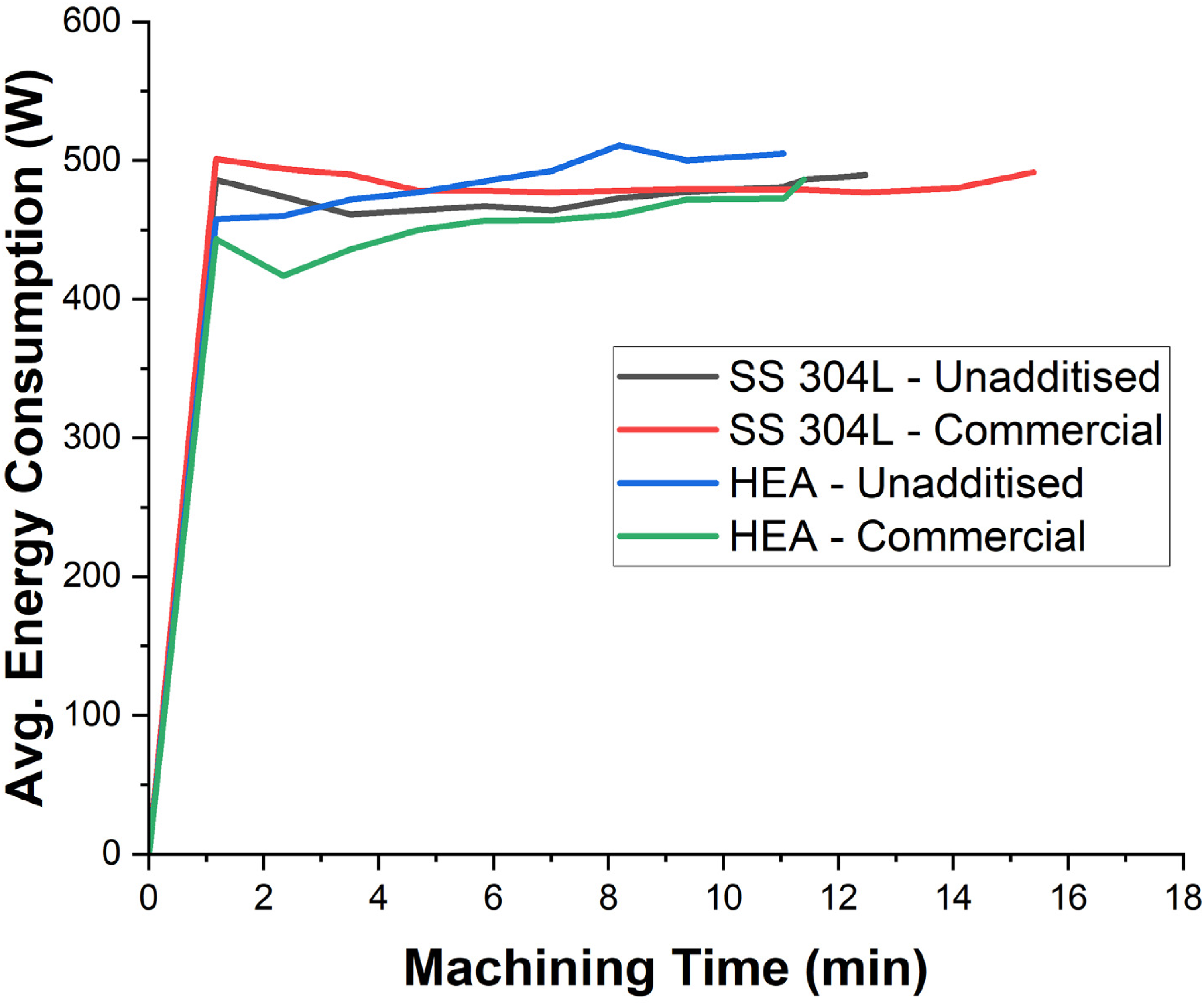
Comparison of average power consumption during the machining of 304L and HEA with an unadditised and commercial cutting fluid. Machining parameters are constant in this study and are given in section 2.3.
Tool wear
Figure 6 highlights the gradual flank wear development on the cutting inserts with time when machining the two materials with varying cutting fluids. On the cutting inserts used with 304L it was possible to see adhesion on the cutting edge when machining with both fluids. With the unadditised fluid, notching is observed on the cutting edge before a catastrophic fractured edge is reached. With the commercial fluid wear is shown to gradually develop on the flank with plastic deformation occuring. 39
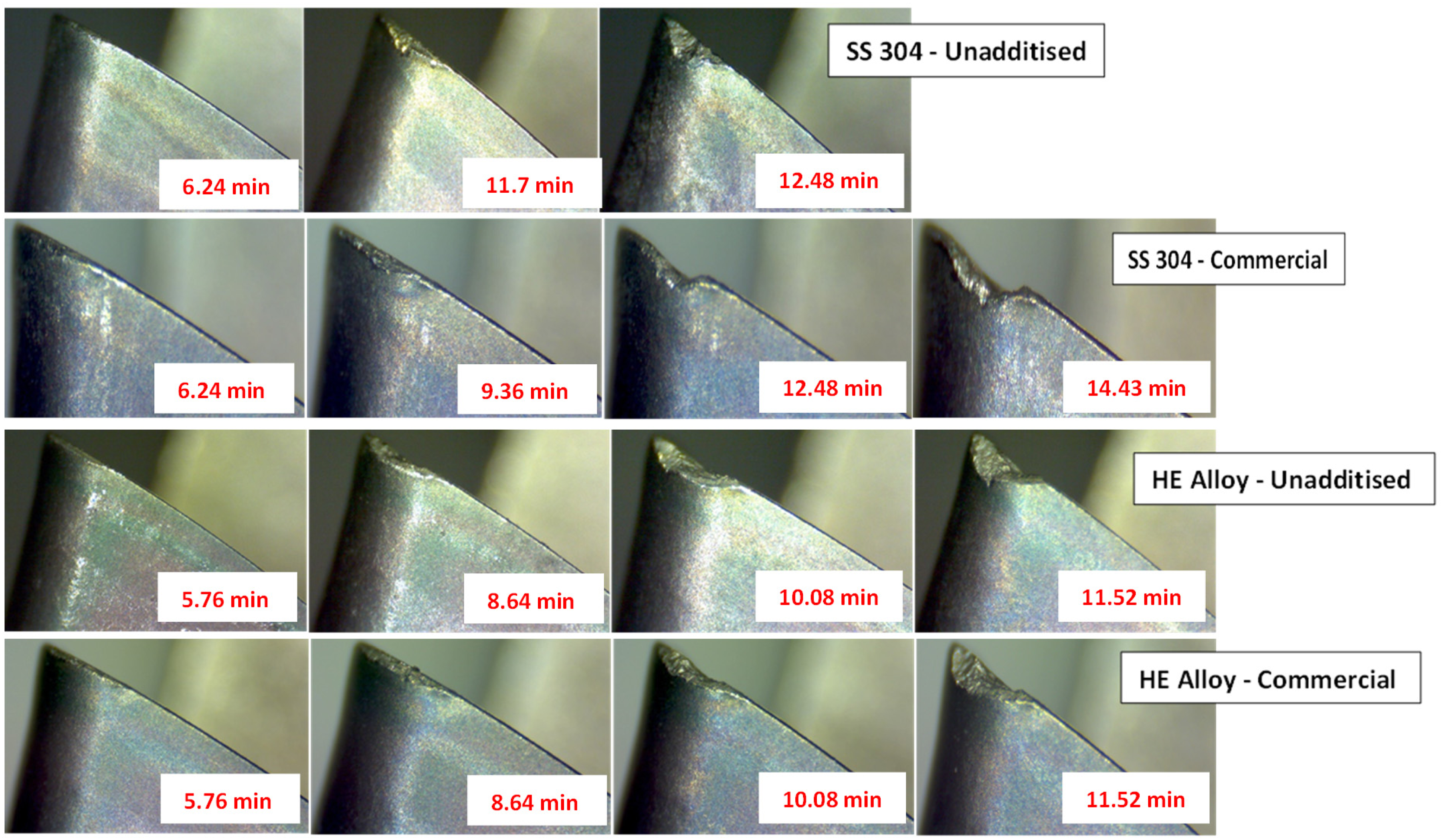
Comparison of flank wear progression when machining SS304 and HEA with an unadditised and commercial cutting fluid.
When machining with HEA the wear trends with both fluids were very similar. Adhesion was observed on the cutting edge when using unadditised fluid (Figure 7(a)), but not when using the commerical fluid (Figure 7(b)). More adhesion was observed on the cutting inserts when machining 304L (Figure 7(c) and (d)) than with the HEA. Studies 40 have shown that adhesion of workpiece material to the cutting tool can lead to a built-up edge . This material build-up can further erode and weaken the cutting edge in a milling scenario, leading to catastrophic tool wear. This wear behaviour was not dominant in this study, where with 304L, both adhesion and tool life were greater than when machining the HEA. With both fluids for HEA, a catastrophic fractured edge was reached rapidly and the wear trends were very similar. The wear trends indicate the change in fluid did not impact the wear behaviour with the HEA, whereas with 304L it seemed to slow wear down and tool life was greater with the commercial fluid. The wear scars for HEA (Figure 7(a) and (b)) show residual stress cracks and craters in the surface when using both fluids, similar to that observed by Kaushik et al. where microholes and microscracks were observed on the cutting tool after machining HEA's. 41 Cracking is likely to be thermally-driven due to the cutting edge temperature cycling up and down as the milling tooth moves in and out of cut. Thermal cracking would be worse when milling HEA due to lower themal conductivity, which is borne out in Figure 7. Meanwhile, crater wear has been shown to weaken cutting edges over time. 16
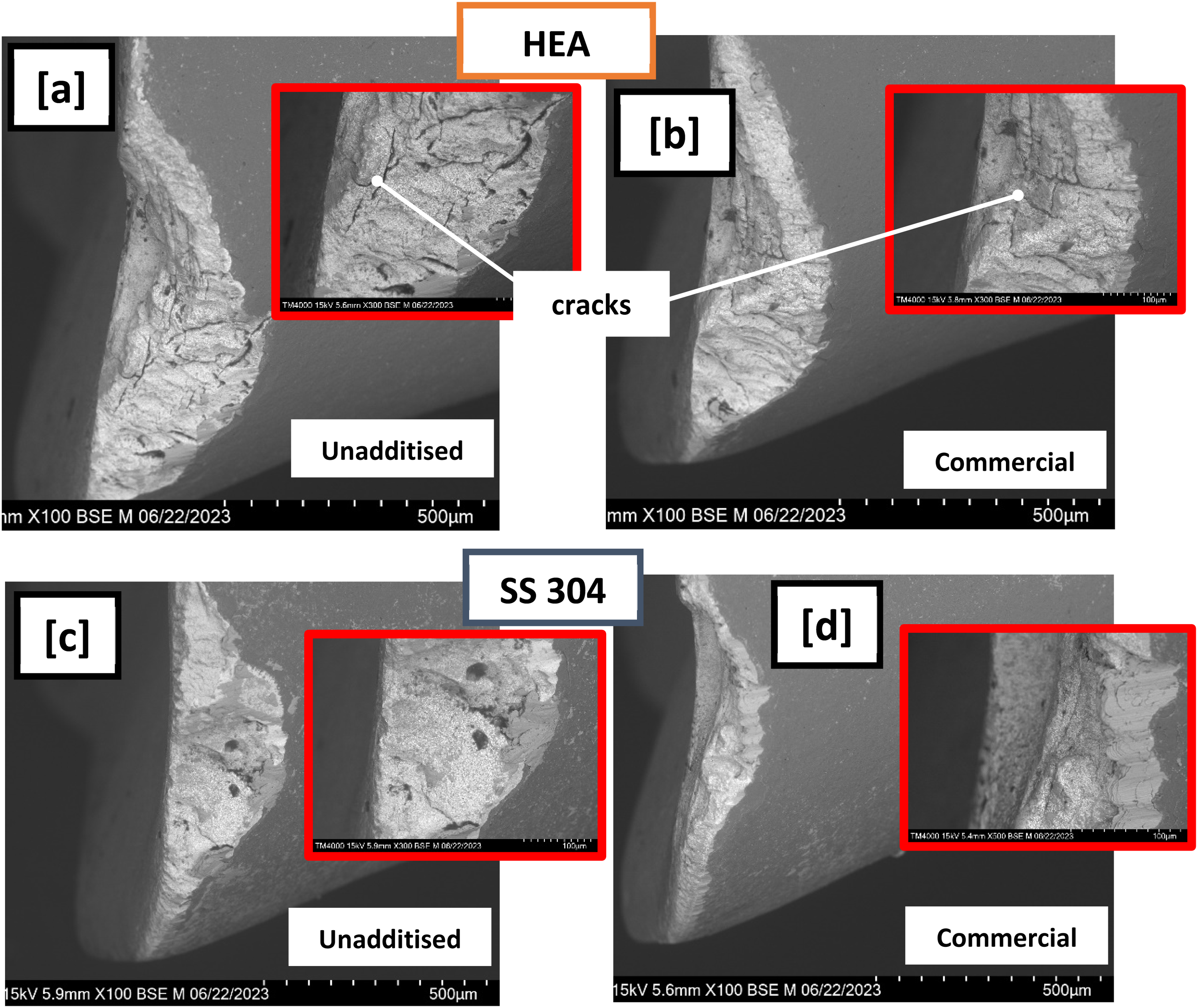
SEM images of the cutting inserts (flank view) when machining HEA and 304L with an unadditised fluid and commercial fluid.
Tribochemical analysis
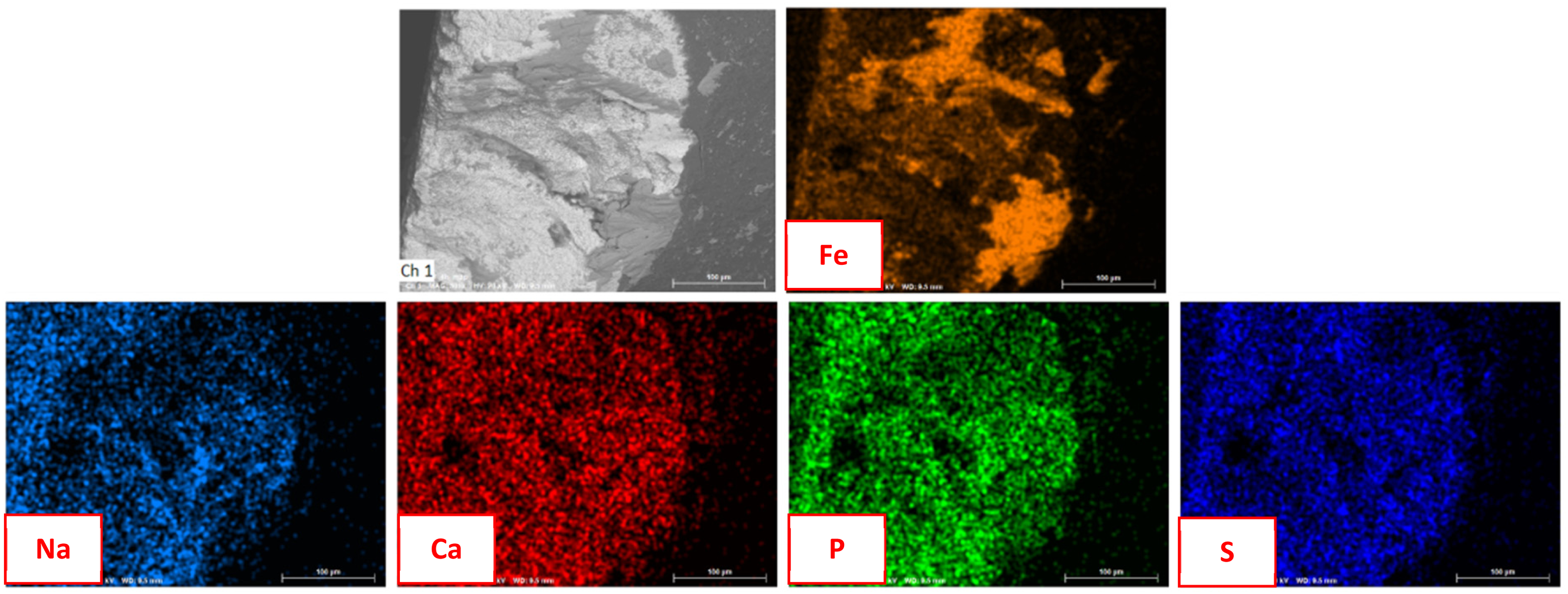
Figures 8 and 9 highlight an EDX map of the worn cutting insert when machining 304L with unadditised and commercial fluids, respectively. The areas of suspected adhesion with both fluids show overlapping amounts of Cr and Fe, which is expected as 304L contains both elements. With the unadditised fluid (Figure 8) which contained no additive packages, as expected, no phosphorous (P), sulphur (S), zinc (Zn) or potassium (K) were detected in the worn area. When using the commercial fluid (Figure 9), which contains an additive package composed of sodium (Na), P, S, Si and Zn (Table 2), using EDX Ca and P were detected on the worn cutting edge of the tool. The presence of Ca was believed to be contamination from the water used to make the MWF emulsion. The presence of P potentially indicates the formation of a protective phosphate layer, which would explain the increased tool life when using the commercial fluid. Several studies have demonstrated how a protective phosphate layer can reduce wear and increase tool life. Alves et al. 28 found that the formation of a protective layer from the extreme pressure additives present in the cutting fluid helped to lower flank wear on the cutting tools, similar to what is observed in this study. The EDX maps also highlight the presence of Zn and silicon (Si) on the worn section.
SEM and EDX images of cutting insert when machining 304L with an unadditised cutting fluid.
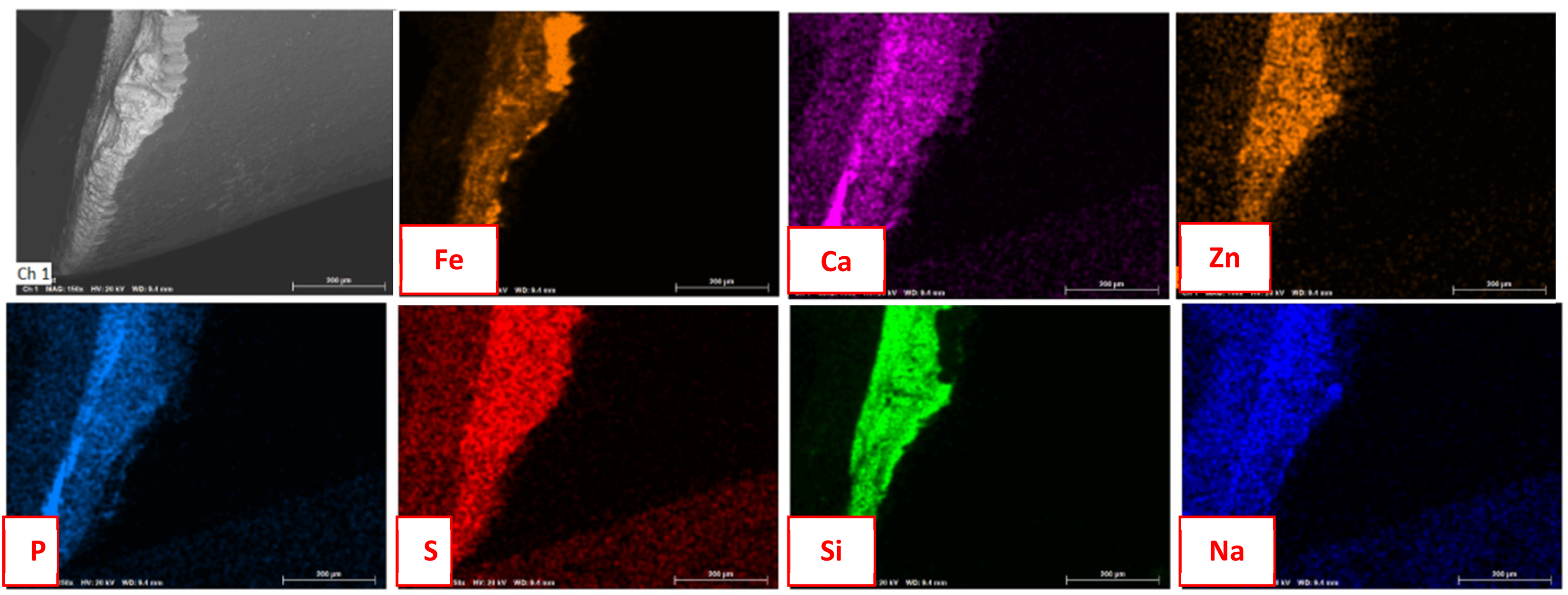
SEM and EDX images of cutting insert when machining 304L with a commercial cutting fluid.
Figure 10 and 11 highlight the EDX maps of the worn cutting tool inserts when machining the HEA with the unadditised and commercial fluids respectively. As with the 304L, when machining with the unadditised fluid (Figure 10) adhesion was observed. EDX highlighted the presence of Cr, Mn, Fe and Ni which all are key elements of the machined HEA. Similar to machining the 304L with unadditised fluid (Figure 8), P, S, Zn and Na were not detected on the worn cutting edge. However, the EDX scans on the cutting edge when using the commercial fluid detected the presence of Ca and P, similar to that observed with 304L. This again indicates the formation of a protective tribofilm however compared to when using an unadditised fluid, tool life did not vary with the HEA. This indicates that the fluid additive package did not make an impact on the tool life and tool wear was potentially dominated by the thermal and mechanical properties of the HEA. The key effect of the unadditised fluid, which is just a base package without an additive package, during the machining may just be to cool, lubricate and remove swarf from the contact rather than form a protective film as expected when an additive package is present. The formation of a protective film would be expected to influence tool life; however, this is not the case here. Spikes's 42 research demonstrated that effective and thicker tribofilms were influenced by the elements present on the interacting surfaces, with the absence of a nascent metal surface there may have been a reduction in reactivity leading to the formation of an ineffective or thin tribofilm. Compared to 304L, the Fe content of HEA was significantly lower, and the additional nine elements present in 304L may have reacted with MWF additives to form an effective protective tribofilm.
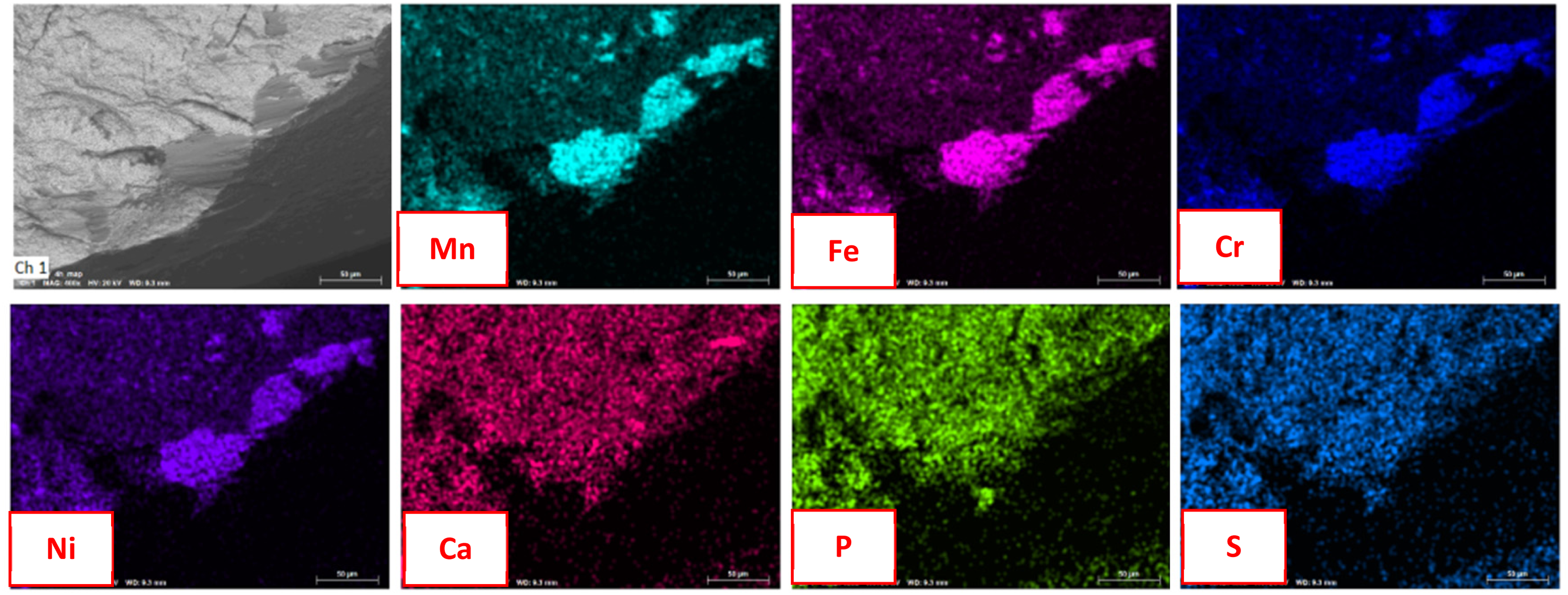
SEM and EDX images of cutting insert when machining HEA with an unadditised cutting fluid.
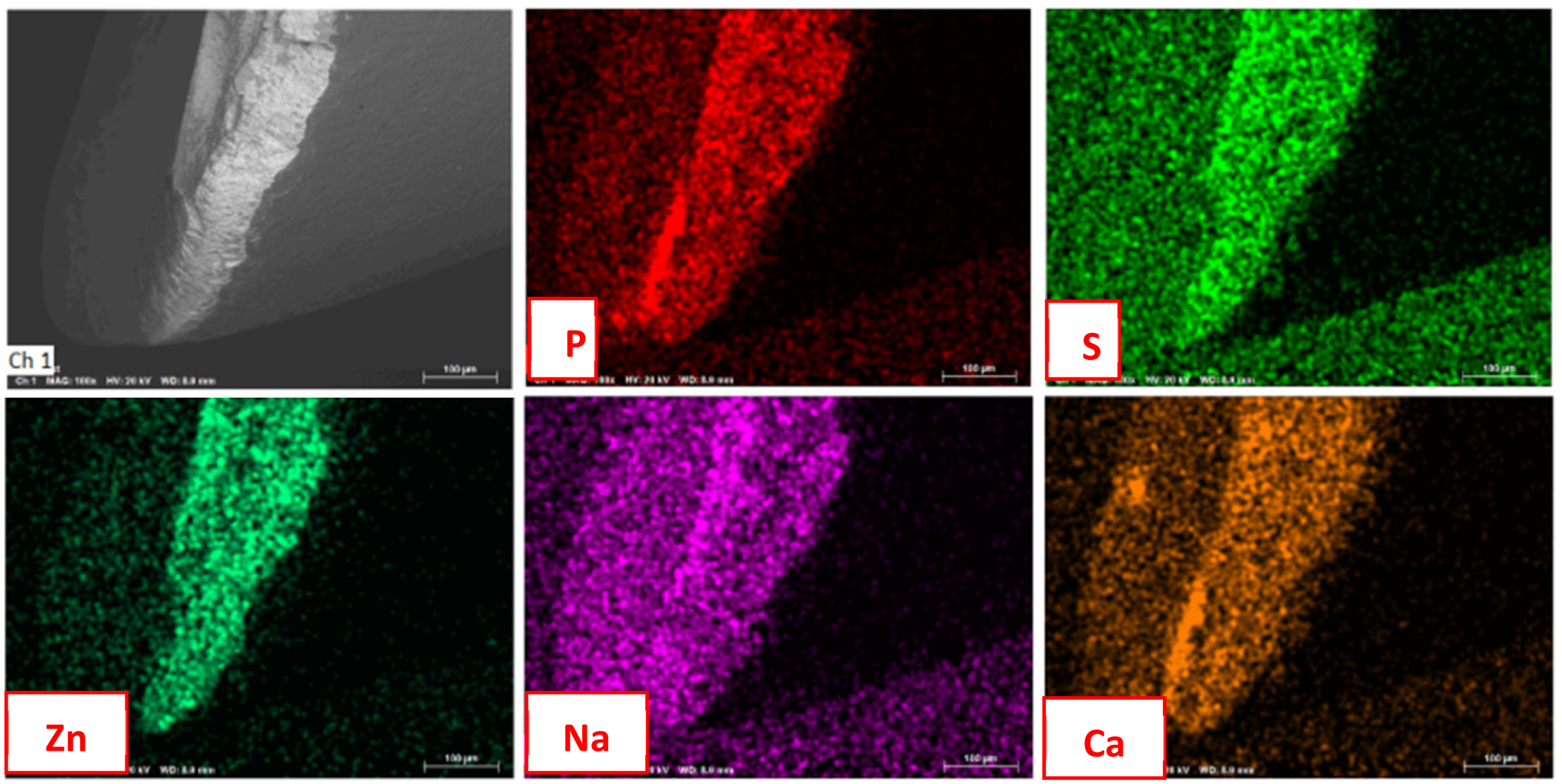
SEM and EDX images of cutting insert when machining HEA with a commercial cutting fluid.
Similar trends were also observed in previous studies when machining hard alloys such as In718,43,44 where it was difficult to achieve fluid differentiation. The difficulty in machining In718 and achieving fluid performance differentiation is well documented and due to its lower thermal conductivity (9.3–11.5 W/mK 45 ) and high strain hardening index. The thermal conductivity value of CrMnFeCoNi was reported to be 13.7 W/mK at 300 K. It is believed that this material block has high deformation strain in its bulk material and other studies 46 have shown CrMnFeCoNi HEA have high strain hardening indexes. It is believed these characteristics and similar material values to Inconel 718 make it harder to machine in-comparison to 304L and this supports the higher power consumption values observed (Figure 5). Similar to Inconel 718 the difficulty in machining may make it difficult to achieve fluid performance differentiation.32–34,47
Chip analysis
Chips produced from each machining trial were collected to analyse if there is any effect of machining the different materials or cutting fluids on the characteristics of the chip. As shown in Figure 12 the chip samples from both materials and with both fluids are similar in shape, size and colour.
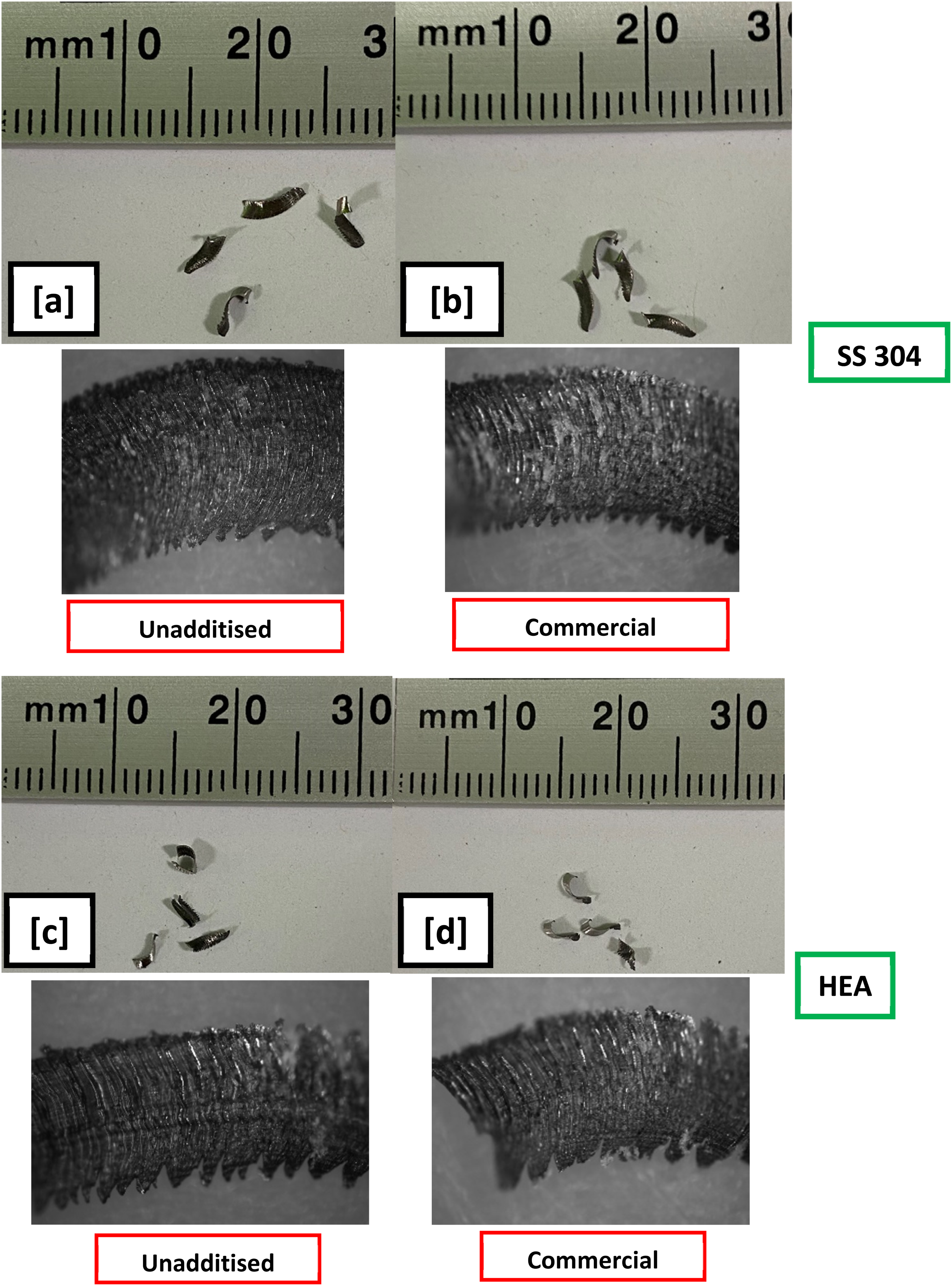
Images of chips produced when machining 304L and HEA with unadditised and commercial fluids.
Conclusions
The aim of this study was to assess the machinability of high entropy alloy (HEA) CrMnFeCoNi in-comparison to stainless steel 304L when using two different metalworking fluids (MWFs) in milling. The key conclusions drawn from the work are:
Cutting tool life was consistently shorter when machining the HEA in-comparison to the 304L. This indicated that the HEA was harder to machine. This may be due to the HEA's relatively higher hardness and lower thermal conductivity. The presence of an additive package in the MWF improved tool life when machining 304L. This was hypothesised to be due to the formation of a protective film which was detected on tools, composed of phosphorus. No tool life improvement was observed when machining the HEA with the second MWF containing an additive package in-comparison to just using an unadditised MWF. Even though a protective film was present after machining with the second MWF, this did not improve tool life. This behaviour could be due to reduction of nascent metals present in the HEA leading to the formation of a thin or ineffective tribofilm. This is inherent in the HEA, although alternative MWF additives could potentially create improvements. An alternative explanation for the ineffectiveness of the additive package on HEA is that low thermal conductivity increased cutting zone temperature fluctuations, driving a non-chemical thermal cracking damage mechanism which was observed in the case of HEA. A recommendation is to increase the MWF flowrate for HEA to counteract lower thermal conductivity, reduce the cracking mechanism and increase tool life.
Future work
This study serves as an initial yet valuable preliminary investigation into the machinability of HE alloys with different MWF's. Future work will focus on further comparing the machinability of HE alloys to other common aerospace alloys such as Ti-6Al-4V & Inconel 718 and with a range of MWF's with varying additive packages. Measuring of the cutting zone temperature with thermocouples and the cutting forces with a dynamometer would provide a deeper insight into the effect of the lubricants on the machinability of this advanced alloy and also the relationship between trends and material properties. Ultimately, this expanded research will build upon the preliminary findings presented here, enhancing our understanding and leading to the efficient machinability of HE alloys.
Footnotes
Credit statements
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.