
Abstract
The article puts forward the new layout methodology of the multi-floor linear cellular manufacturing layout. The proposed equipment layout methodology not just breaks the conventional single-floor linear cellular manufacturing layout but also meets the layout requirements of the intelligent manufacturing workshop for the stereoscopic aisle manufacturing cell. The layout methodology takes into account the least space occupation as well as the shortest total distance of logistics as the objective function, besides considering the limitations that exist between the equipment, different planes, different levels, and so on; also, a mathematical model is put forward. The multi-floor linear cellular manufacturing layout is solved based on the self-adapting multi-objective fruit fly optimization algorithm that refers to an algorithm combining fruit fly optimization algorithm and NSGA-II. Self-adapting multi-objective fruit fly optimization algorithm makes use of the fast nondominated sorting for the multi-target food concentration calculation, together with designing the adaptive olfactory search and visual search, and employing the perturbation operations for flight strategies, aimed at ensuring the population diversity. Simulation cases suggest that self-adapting multi-objective fruit fly optimization algorithm has stronger advantages as compared with multi-objective fruit fly algorithm and elitist non-dominated sorting genetic algorithm (NSGA-II) in the solution of multi-floor linear cellular manufacturing layout problems. The final engineering case application sheds light on the fact that multi-floor linear cellular manufacturing layout saves 57.6% of the area, in addition to 23.7% of space, and 29.2% of the handling distance as compared with single-floor linear cellular manufacturing layout. Accordingly, multi-floor linear cellular manufacturing layout has a specific reference value in the layout of facilities in the intelligent manufacturing plants.
Keywords
Introduction
Cell manufacturing system (CMS) refers to a novel manufacturing strategy, which is based on the concept of group technology. For having two different benefits associated with the high flexibility and high productivity, it is quite appropriate for the current multi-variety, small-volume personalized market demand. 1 –3 Cell layout constitutes the basic component of the CMS. The quality of the cell layout directly impacts the production logistics, floor space, delivery cycle, and so on. The scholars’ research addressing the cellular layout primarily places emphasis on the layout optimization methodologies, mathematical modeling, and solving algorithms. 4 –6 For instance, Hüsamettin and Ramazan 7 investigated the cell layout issue of a multistage dynamic CMS, together with solving it with the use of a hybrid solution methodology integrated into linear programming. Zhang Zeqiang et al. 8 put forward a variable neighborhood search algorithm for the purpose of solving the single-line layout problem of manufacturing cells. Zheng Yongqian et al. 9 put forward a two-objective optimization problem for cellular layout. Subsequent to weighting the two targets as single targets, the cooperative particle swarm optimization algorithm was employed for the solution of the problem. Sakhaii et al. 10 investigated the robust optimization methodology of the cellular manufacturing system layout under uncertainty.
Papaioannou and Wilson 11 and Agarwal and Sarkis 12 summarized the development process of cellular manufacturing, besides highlighting the fact that the common layout forms of cellular manufacturing in applications are linear, U-shaped, and circular, with the linear being the most common. The conventional single-floor linear cellular manufacturing layout (SLCML) refers to a single-floor layout, as demonstrated in Figure 1.

Linear cellular manufacturing layout (SLCML). SLCML: single-floor linear cellular manufacturing layout.
With the implementation of the “Industry 4.0” and “Made in China 2025 strategy,” the focus of the research has turned to intelligent manufacturing across the globe, and resultantly, parts of the enterprises in Europe, America, and China have managed realizing the application of unmanned factories. 13,14
Subjected to the intelligent production setting, the research focus of cellular manufacturing layout gradually shifts to the robot manufacturing cellular layout. For instance, Tao Shang 15 puts forward the Intelligent Cellular Manufacturing System (ICMS), indicating that ICMS is arranged in four types that include linear, U-shaped, curved, and ring-shaped. A Ali et al. 16 investigated the scheduling model of the robot manufacturing cell under dynamic conditions, together with making use of the genetic algorithm for the purpose of solving the model. Hui Bi and Yang 17 not only investigated the reconfigurable control system of the robot manufacturing cell but also put forward a general virtual manufacturing device (VMD) component model adapted to dynamic reconfiguration and confirmed its effectiveness. Yunjun Yang et al. 18 put forward a flexible robot manufacturing cell for Job-shop, suggesting that the robot manufacturing cell counts on a single model-single robot manufacturing cell, in addition to a multi-model-single robot manufacturing cell, and a multi-model-multi-robot manufacturing cell. The multi-robot scheduling and modeling analysis reveals the fact that the efficiency, cost, and flexibility associated with the robot manufacturing cell have significance. R Holubek et al. 19 modeled and solved the path planning of the handling robot in the robot manufacturing cell, besides analyzing the association and impact between logistics and facilities. M Indira and Balakrishna 20 put forward the analysis of the machine manufacturing cell scheduling under uncertain orders. Q Liu and Zhao, 21 Yanlin Zhao et al., 22 and L Wang et al. 23 investigated both the advantages and the disadvantages of not only genetic algorithm but also NSGA-II, standard fruit fly algorithm, and multi-objective fruit fly algorithm (MFOA) in the layout. In accordance with the results, the fruit fly algorithm and NSGA-II are better as compared with genetic algorithm and NSGA-II for the solution of the multi-objective problems.
Summarizing the scholars’ investigation, the conventional cellular manufacturing layout investigation is primarily aimed at the single-floor layout research. Nonetheless, owing to the fast-paced growth of intelligent manufacturing, intelligent logistics lets the precise in-process products reach any area in the workshop, whereas intelligent equipment realizes the unmanned operations. In the entire intelligent manufacturing system, facilities and work-in-process are not constrained by space. The three-dimensional space constitutes the scope of the production facility layout, for instance, the logistics system of the intelligent manufacturing workshop, put forward by Long Hu, Dong Shang Chang, Shun Te Lai, and so on. 24,25 The multilevel cell manufacturing constitutes quite a pivotal research direction in future. For instance, Yanlin Zhao, Jiansha Lu, and so on investigated the layout of the multi-floor U-shaped manufacturing cells, besides establishing a mathematical model of the multilevel U-shaped manufacturing cells and solving the model with fruit fly algorithm. That is why the current article selects the linear cellular manufacturing most commonly put to use in workshops as the research object. In accordance with the traditional SLCML, the present article puts forward a multi-floor linear cellular manufacturing layout (MLCML), together with building a mathematical model, exploring a solution algorithm, and providing a specific reference for the workshop layout of intelligent manufacturing.
Problem statement
The layout of SLCML is capable of no more meeting the requirements when land prices increase, or capacity expands, or compact production lines are arranged. Owing to the development trend of equipment miniaturization, light weight, and increasing mobility and the intelligent manufacturing environment, for instance, the fully automated intelligent processing equipment and intelligent logistics, the design of MLCML has become quite essential. According to the SLCML, the current article puts forward an MLCML. The mathematical modeling is based on the two goals of the minimal material handling distance and space occupation.
Figure 2 sheds light on a fully automated camera assembly production line for a video surveillance production enterprise in Hangzhou, China. The production line refers to a two-floor linear cellular manufacturing layout. The production line’s automatic production equipment is arranged in two layers, besides the logistics transportation equipment comprising the stick conveyors, hoists, and robots.
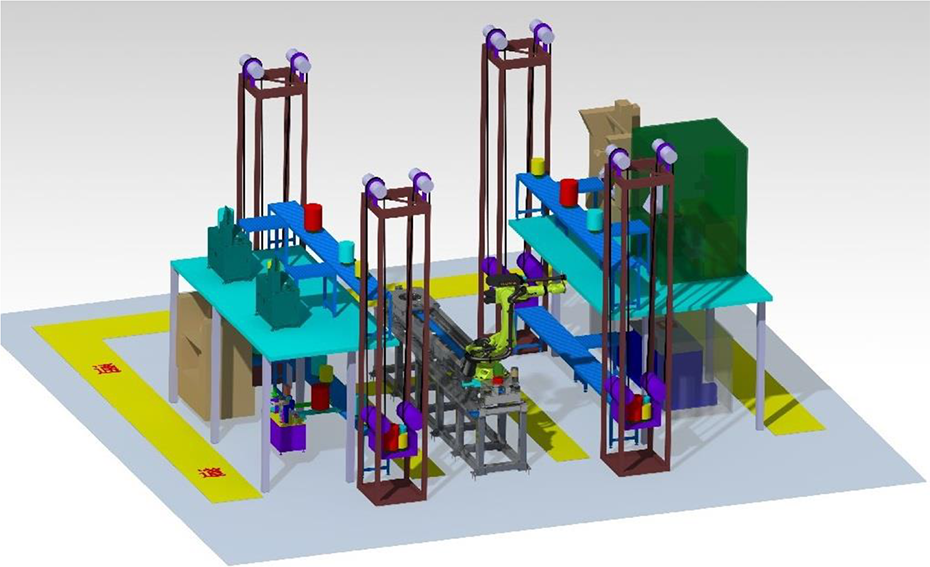
Multi-floor linear cellular manufacturing layout for camera processing.
Aimed at facilitating the academic research, specific assumptions are required to be made on practical issues. As assumed, the conveying path of the processed product constitutes the center point of each production equipment, and the shape of the equipment is a rectangular parallelepiped. In accordance with the above assumptions, the MLCML of Figure 2 is abstracted, an X/Y/Z rectangular coordinate system is established, whereas some manufacturing equipment is added, as illustrated in Figure 3.

Multi-floor linear cellular manufacturing layout.
The Z1 plane in Figure 3 is rotated 90° clockwise with the Y-axis as the center, and the Z2 plane is rotated 90° counter clockwise with the Y-axis as the center. Figure 4 sheds light on the result.

Multi-floor linear cellular manufacturing for plan.
The MLCML deals with arranging the facilities on the left and right three-dimensional surfaces of the channel (as presented in Figure 3, Z1 and Z2). Various products are transported in the Z1 plane, Z2 plane, and across the intricate logistics in accordance with the processing process path. In this intricate handling scenario, the aggregate handling capacity requires minimization, and in the meantime, the layout of the facility figures out the overall footprint of the multi-floor linear cellular manufacturing, and the minimum total occupied workshop space is needed. Accordingly, this problem refers to an intricate multi-objective problem.
Symbol description
i, j: Device number.
k: Device floor.
M: Total number of devices.
p: Product number.
P: Total number of products.
D: Total distance of handling.
VP : Processing batch of product p.
HP : Handling batch of product p.
X, Y, Z: Axis.
Z1, Z1: Place the two center planes of the device.
(xi , yi , z i), (xj , yj , z j): Center coordinates of equipment i, j.
HDG: Minimum distance limit between Z1 and Z2, as shown in Figure 4.
DG: Minimum spacing limit for devices in the same plane, as shown in Figure 4.
NDG: Minimum operating width required for handling robots in aisles.
LZ: MLCML width limit,as shown in Figure 4.
l, w, h: Length, width, and height of the equipment.
fij : The 0–1 variable, suggesting whether device i and device j are in the same plane; if yes, go to 1, otherwise 0.
Mathematical model
Objective functions
Logistics objective function of MLCM
In the manufacturing system, material handing is mainly implemented by the unitized handing facilities, which can realize the movement of one or more products at a time. Vp
refers to the processing batch of product P, and Hp
refers to the handing a batch of products p, and


Logistics of between Z1 and Z2.

Same plane logistics.
Space objective function of MLCM
Assume that the minimum distance between Z1 plane and Z2 plane of MLCM is HDG, and the minimum distance between facilities in the same plane is DG, then the established minimum occupied space objective function is shown as follows

Here,
Constraint conditions
In view of the actual situation, the following assumptions have to be made: Facilities in the shape of cuboids can be installed in three directions(X/Y/Z). The central points of the facilities are at the same horizontal line. The minimum clearance between facilities is required. Right-angled bend is required for the logistics transportation between facilities, and the starting and ending points of transportation are the central points of the facilities. It is assumed that the same manufacturing cell can accommodate a given number of facilities.
The constraint conditions are established as follows












Here, (xi
, yi
, zi
) and (xj
, yj
, zj
), respectively, stand for the coordinate of the facilities in the cell.
Self-adapting multi-objective fruit fly optimization algorithm
The fruit fly optimization algorithm (FOA), which was put forward by a Taiwanese scholar, Pan Wenchao in the year 2011, refers to a methodology for the simulation of fruit flies for the purpose of finding the food for the optimal solution search. Firstly, the individuals in the Drosophila population make use of the olfactory organ for searching for the surrounding food and sending out the food odor information to the nearby Drosophila. When each fruit fly compares the food odor concentration of other fruit flies, it searches for the position with the highest food odor concentration by means of the visual organs, followed by flying to that position. Eventually, the use of iterative evolution was made for finding the highest food odor concentration in the entire region. 26 The standard FOA fruit fly carries out a fixed-radius local search as well as global assistance mechanism. When the position range (LR) of the fruit fly is quite extensive, the standard FOA is likely to be conveniently falling into a local optimal solution; accordingly, a number of scholars have enhanced it. Yuan et al. change the local search radius to the change function of the current number of iterations for adaptive. 27 Shan and Cao adapt the global assistance mechanism to the weight coefficient of the search radius. 28 Wang et al. put forward the simultaneous flight search of multiple groups of fruit flies for the avoidance of falling into a local optimal solution. 26 Currently, the investigation of majority scholars dealing with the Drosophila algorithm places emphasis on the algorithm enhancement of continuous problems, less research on discrete problems, and less research on facility layout. Only Q Liu, Yanlin Zhao, Jiansha Lu, and so on combined the FOA with the nondominated sorting of NSGA-II for the purpose of solving the layout and scheduling problem of the workshop. Eventually, the simulation confirmed that the MFOA was better as compared with genetic algorithm (GA). The impact of NSGA-II is better. The layout problem of MLCML, put forward in the current article, refers to a multi-objective large-scale discrete problem. Aimed at solving this problem, the fixed local search radius and global assistance mechanism of FOA quite conveniently fall into the local optimal solution. That is why, as the MFOA proposed by scholars indicates, a self-adapting multi-objective fruit fly optimization algorithm (SMFOA) is put forward for the solution of the facility layout problem of MLCML.
SMFOA adaptively links the local search radius (SR) and global search flight distance (FR) in the population, besides nondominating the candidate solutions of multiple targets. Subsequent to the visual search, the flight direction is based on the adaptive FR. For the purpose of jumping out of the local optimal solution, a nondominated optimal individual position is introduced, together with introducing a perturbation operation for augmenting the population diversity. The SMFOA search is demonstrated in Figure 7. Drosophila populations include fruit fly1, fruit fly2, fruit fly3, and fruit fly4. These four individuals carry out a local search (olfactory search) in accordance with the SR radius. The search results are sorted nondominated for finding it out that fruit fly4 refers to the food that has the highest concentration (visual search). Some of the individuals fly to the direction of fruit fly4, together with performing a local olfactory search. At this time, the olfactory search radius is going to follow the distance and reduce to sr range, thereby iterating continuously. In a bid to make sure the diversity of the population, some individual pairs require perturbation, for instance, fruit fly3, which does not fly to fruit fly4, but randomly to other locations.
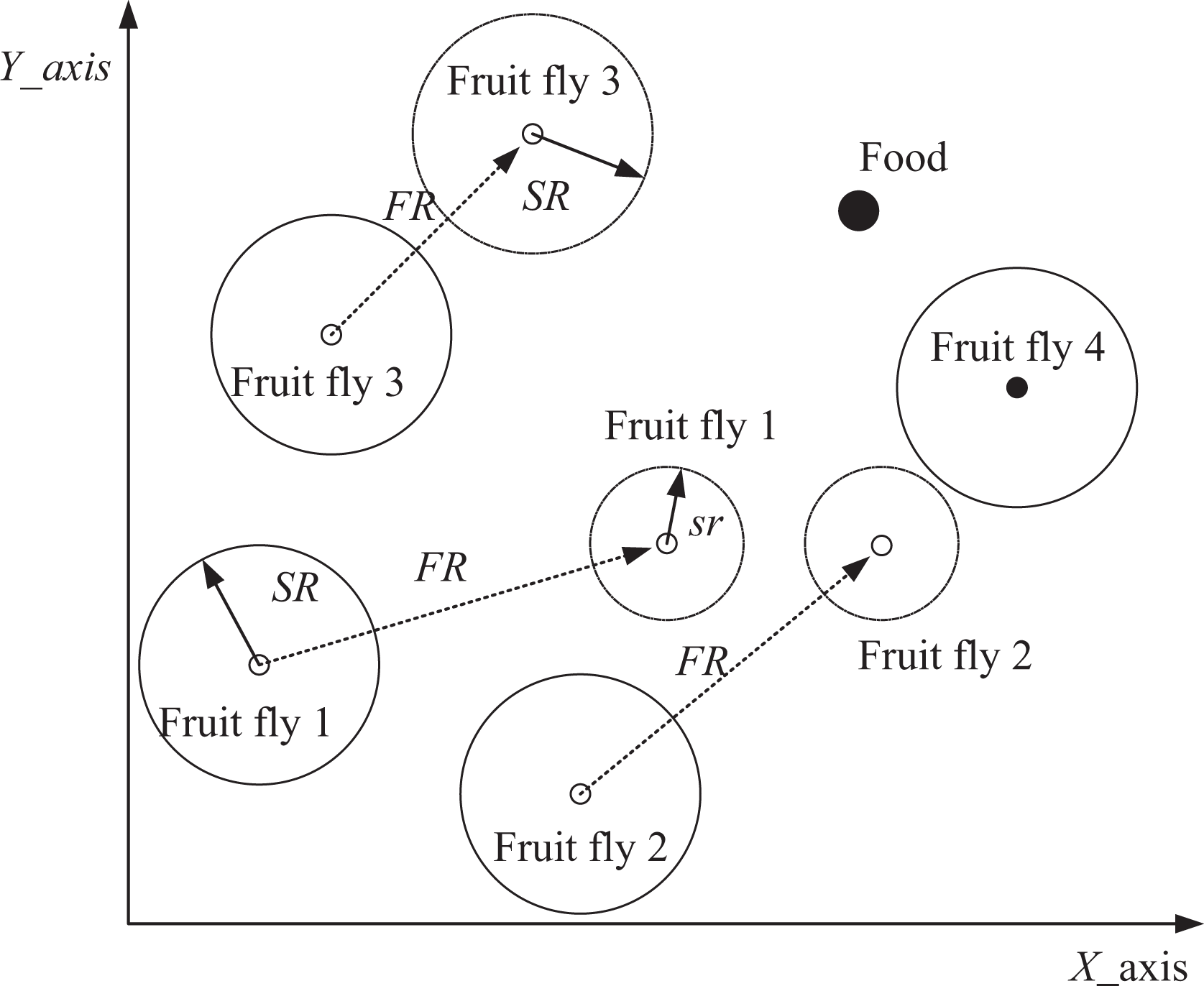
SMFOA schematic. SMFOA: self-adapting multi-objective fruit fly optimization algorithm.
The SMFOA flowchart is shown in Figure 8.

SMFOA flowchart. SMFOA: self-adapting multi-objective fruit fly optimization algorithm.
Coding
The MLCM layout requires sequencing the facilities. The coding sequence starts from the bottom. The facilities in Figure 4 are coded as “[1, 2, 3, 8, 9, 10, 4, 5, 6, 7, 11, 12, 13, 14].”
Initial population
Randomly survive P initial populations.
Self-adapting olfactory search
FOA is primarily employed for searching the continuous problems, and the olfactory search is carried out by the fruit fly’s own location radius. Among them, paper [21] introduced the cross-variation of genetic algorithms for olfactory search. The current article puts forward an adaptive olfactory based on the former research works. The self-adapting olfactory search refers to the exchange of a single gene locus of an individual for the generation of domain individuals. The self-adapting SR parameter indicates the number of exchanges, and SR represents a dynamic value. Assume that when SR = 2, the chromosomes randomly generate two pairs of loci for swapping, as illustrated in Figure 9. If the new individual produced is better than the original one, the new individual replaces the original one, together with updating the local Drosophila individual.

SMFOA’s olfactory search. SMFOA: self-adapting multi-objective fruit fly optimization algorithm.
Self-adapting visual search
Self-adapting cisual search adds a perturbed global assistance mechanism, part of the flies fly toward the optimal individual, and part of the flies fly randomly, which make sure the diversity and stability of the global search.
1. Calculation of food concentration value (adapted value)
With regard to the multi-objective Drosophila optimization algorithms, majority scholars still make use of the de-dimensional weighted conversion to the single-objective optimization problems. K Deb
29
and other scholars have proved that the optimization methodology, converting the multi-objective weighting into a single-objective problem, would omit a large number of excellent individuals; accordingly, the current article introduces the fast nondominated sorting theory in NSGA-II to the multi-objective FOA. The fast nondominated sorting is employed for the multi-objective sorting of food concentration values. The lower the rank, the higher the degree of congestion and the higher the ranking. Suppose the population size is P. Calculate the dominated number np
of each individual p and the set Sp
of the individuals dominated by the two parameters.
29
Its pseudo code is presented as hereunder. Calculate the two parameters np
and Sp
for each of the individuals in the population. Put the combination of individuals in the population whose parameter np
= 0 into F
1. Traverse the entire population for nondominant sorting:
for individual i∈F
1;
for individual l∈S 1;
nl = nl −1
if nl = 0
Add individual l to the set F 2
end
end
end
In accordance with the above, get the individual set F 2 whose Pareto grade is 2. Repeat step 3 on the individuals of set F 2, until the population hierarchy is fully divided, followed by assigning a value to each grade. The smaller the grade, the greater the value; the smaller the grade, the easier it is to be selected into the next generation.
2. Flight strategy
Optimized for continuity problems, the flight strategy flies to the optimal individual on the basis of a fixed flight distance. Nonetheless, the standard discrete FOA flight strategies cannot be put to use. For the purpose of optimizing the discrete problems, Q Liu and Zhao 21 makes use of the interpolation methodology for converting the continuous FOA into discrete workshop scheduling problems. This article also makes use of the inserted flight methodology. In order to ensure the diversity of the population and the stability of convergence, an adaptive dynamic flight strategy is proposed and some dynamic perturbation operations of fruit flies are performed.
Regarding the self-adapting flight strategy, fruit flies decides a random search or an induced search based on per. Among them, the higher the nondominant order, the higher the probability of the induced search and the lower the order of the random flies. Furthermore, random search is to fly in accordance with the adaptive search radius FR2. As evident from Figure 10, the original fruit fly continuous genes that have a length of FR2 = 3 are randomly picked and randomly reordered and inserted into the original fruit fly for the purpose of obtaining the new fruit fly individuals. The optimal individual induction search flies based on the adaptive radius FR1. As Figure 11 illustrates, the optimal fruit fly continuous genes with a length of FR1 = 3 are randomly extracted, whereas the genes in the same position of the original fruit fly are replaced, aimed at attaining the new fruit fly individuals.

Random flight strategy.

Induced flight strategy.
Self-adapting parameter design
1. Population perturbation operating parameters (a_per, r_per)
Population perturbation is primarily aimed at ensuring the diversity of the population for the avoidance of falling into a local optimal solution all through the large-scale solution. The perturbation operation in the current article mandatorily requires maintaining both the stability of convergence and the diversity of the population. Accordingly, the parameter design is demonstrated as hereunder.

a_per in equation (15) is a representation of the probability of fruit fly induced flight. r_per indicates the probability that the fruit fly is going to fly randomly. P denotes the number of population. st(i) represents the nondominated rank of the population (excluding the optimal fruit fly). 2. Olfactory search radius (SR) and visual search flight distance (LR).
The randomly flying fruit fly radius operates randomly, olfactory search radius makes use of a fixed value. Moreover, the LR and SR of the flight-induced drosophila fly self-adopt operation. When the distance existing between other fruit flies and the optimal fruit fly is below

for n = 1: N
if
LR = m_l; SR = m_s
else if
LR = s_l; SR = s_s
else
LR = randint(1, 1, [m_l, s_l]);
SR = randint(1, 1, [m_s, s_s]);
end
end
end
end
Case and simulation analysis
Linear cellular manufacturing layout
The camera assembly production line of a camera firm, in Hangzhou, China, makes use of a single-layer unit manufacturing methodology. The kinds of cameras manufactured are termed as the hemispherical camera series (eight types) as well as the gun camera series (four types). This unit has 16 automatic processing equipment, in addition to two conveying robots and two conveying devices. The device size data are presented in Table 1. Moreover, the production information of 12 products is presented in Table 2. The minimum working width of the handling robot amounts to 1.5 m (NDG), and the minimum distance existing between facilities amounts to 0.3 m (DG). For the limited actual production equipment, the automatic processing equipment of this production line is capable of merely facing one side, and the equipment direction is not adjustable; accordingly, [
Processing product information.

Facility size.

The present production line layout adopts SLCML. The layout area is 30.4 m2; furthermore, the volume is 30.4 m3, whereas the total product transportation distance amounts to 2191.9 m. The layout diagram is illustrated in Figure 12.

SLCML case application diagram. SLCML: single-floor linear cellular manufacturing layout.
Multi-floor linear cellular manufacturing layout
For the limited area of the camera production workshop, coupled with the elevated level of automation of production equipment, the camera production line requires transforming from a single-layer linear unit manufacturing layout to a multilayer linear unit production. The width of the multilayer linear unit is constrained to 5 m (LZ). The current article makes use of Matlab2014 as the simulation platform, and Windows 10 is the operating setting; also, the pc in Table 3 refers to the cross probability and the pm denotes the mutation probability.
Parameter settings.

There are randomly survived 100 Pareto solution sets by means of the SMFOA iteration and MFOA iteration operation. The SMFOA algorithm shows an increase with the number of iterations. If the current optimal solution is not updated, the probability of fruit flies flying randomly is larger. The closer the other fruit flies are to the optimal fruit flies, the smaller the flight distance as well as the olfactory search radius, the larger the opposite. All MFOA fruit adopt 1000s of iterative calculations with the fixed steps of LR = 8 as well as SR = 16. 21 Moreover, the methodology of NSGA-Ⅱ algorithm is employed for the solution of reference. 30 Then, the distance iteration graph is demonstrated in Figure 13.
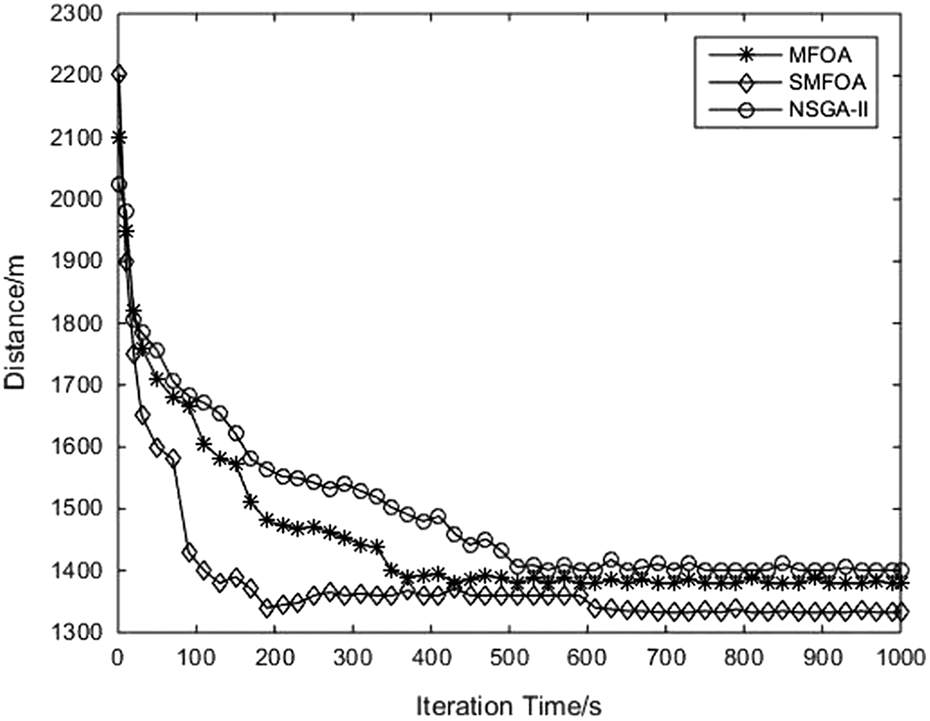
Algorithm simulation diagram.
As evident from Figure 13, SMFOA has a robust advantage in the simulation calculation mechanism. In particular, the local optimal solution was transferred approximately 600 s, together with finding a better solution. In comparison with NSGA-Ⅱ, MFOA (a hybrid algorithm of FOA and NSGA-Ⅱ) also has specific advantages that are in line with the verification findings presented in Ali et al. 16 The list of some optimal Pareto solution sets, together with their structures, is presented in Table 4 as hereunder.
Partial optimal Pareto solution set.

The optimal solution(7, 6, 16, 4, 5, 3, 12, 1, 10, 13, 9, 15, 2, 8, 11, 14) area of MLCML amounts to 12.9 m2; together, the volume is 23.2 m3, whereas the total handling distance amounts to 1332.6 m. In comparison with SLCML, the area of MLCML lowered by 57.6%, space, which was saved by 23.7%, and the carrying distance was lowered by 29.2% as well. Practical cases shed light on the fact that the MLCML offers robust advantages in engineering applications.
Conclusions
The present article puts forward the multilayer cell manufacturing layout for the first time, besides making use of this as the research object. The conclusions are presented as hereunder: A SMCML methodology is put forward, together with establishing a multi-objective function with the smallest unit material handling volume as well as the lowest occupied space. The limitations on the objective function are clarified, besides verifying the validity of the mathematical model. It is confirmed that the SMFOA methodology leaves a good impact on the solution of MLCML problems. In comparison with the conventional SLCML, MLCML has a more robust advantage with regard to the total handling distance and floor space.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The project is supported by the Zhejiang Provincial Key Rey. Research and Development Plan, China (No. 2018C01003).