
Abstract
Selective laser sintering technology has broad application prospects in the manufacture of small batch parts with complex structure. In the sintering process, the preheating efficiency and temperature of powder layer determine the processing quality. A method of preheating powder by lamp radiation and tropical heat conduction is proposed in this paper. The thermal radiation model is established, and the angle coefficient is introduced to describe the proportion of radiation energy on the surface of powder layer. Based on the geometric characteristics of the powder cylinder, the heat conduction process is simplified to one-dimensional heat conduction along the radial direction, and the heat conduction model is established. The coupled temperature field under two actions is obtained by combining the heat radiation model with the heat conduction model. The uniformity coefficient
Introduction
Selective laser sintering (SLS) is a kind of additive manufacturing technology. The powder material is completely melted into a thin layer using a laser, then a new layer of powder is deposited on the front layer, the scanning process is repeated, and the parts are manufactured layer by layer. 1 These characteristics make it have very high application prospects in various fields such as automobile, aviation, biomedicine, and custom consumer goods.2,3 SLS has potential to be the first choice for small-scale production of high-strength polymer parts with complex structure.4–6
However, here are still some limitations in SLS technology. 7 Some process defects such as surface deformation, over-sintering, cracks, and crevices are caused by process parameter selection in SLS manufacturing process. 8 Local heating and cooling thermal cycles exerted by the laser energy source create a thermal gradient near the molten pool. 9 This results in unbalanced expansion and contraction of the material near the melt pool and in the construction layer. 10 The spatial competition between material expansion and contraction at high temperatures ultimately leads to the formation of stratified residual stresses when cooled to room temperature, and the higher the thermal gradient enhances these limitations. 11 The preheating temperature and homogeneity of the powder layer directly affect the forming quality of the parts. Kemerling et al. 12 evaluated the residual stress of the laser sintered parts. The results show that the reduction of this thermal gradient can alleviate the non-equilibrium expansion and contraction of the material, thus reducing the accumulation of residual stress when cooled to room temperature. Excessive residual stress may result in warpage deformation of parts and influence mechanical properties of parts. Boes et al. 13 preheated the material through the substrate to 200°–300°, and the crack density of martensitic cold-work tool steel X65MoCrWV3-2 was significantly reduced. Compared with traditional manufacturing methods, SLS technology has many advantages and broad development prospects, but the forming accuracy and strength of the part need to be further improved. Therefore, if we can research and find the best process parameters in the process of preheating, reduce powder temperature deviation between different area, can effectively improve the quality and properties of sintered parts. This will greatly facilitate the development of SLS.
Many scholars have made relevant research on preheating methods, and the preheating methods commonly used are mainly radiant heat transfer and conductive heat transfer. Radiation heat transfer is to directly heat the surface of powder layer to be sintered by heat source. Liu et al. 1 of Belmont-Belleville University of Technology, France, preheated the ceramic material by laser and optimized the scanning speed under laser power and preheating temperature, which effectively reduced the cracks of the part. Loh et al. 14 studied a dual beam scanning strategy to achieve local preheating using a dual laser beam system. Radiation heat transfer has a good preheating effect on the powder on the surface of powder chamber. It has a high preheating efficiency for macromolecule material, but a low heat radiation efficiency for metal material. For the powder heated along the vertical direction of the cavity at the same time, the preheating time of the powder is longer. 15
Conductive heat transfer refers to heating by direct or indirect contact of the heating belt with the powder. Savalani et al. 16 of Hong Kong Polytechnic University heated stainless steel substrates with 500 W/220 V heating coils. Powders placed on the substrate are preheated and heated as a whole by conducting heat between the powders. Argon is introduced during the preheating process to improve the heat uniformity of the powder. Conductive heat transfer has a higher utilization rate of heat energy for materials with good thermal conductivity. For non-metallic materials with poor thermal conductivity, the utilization rate of thermal energy is low.17,18
In order to improve the uniformity of interlayer heating of powders, a method of preheating powders by means of ring lamp tube and heating belt is proposed in this paper. The lamp tube directly above the powder is heated for the powder surface by heat radiation. Heat the entire powder cylinder with a heating plate. The preheating time of laser sintering of powder layer is shortened under the combined action of the two methods. The heat radiation model of lamp tube on powder layer was established and the heat radiation effect of lamp tube on powder surface was analyzed. Then the thermal radiation from the lamp to the powder surface is abstracted as the surface radiation in three-dimensional space. Based on the theory of radiation heat transfer, the angular coefficient parameter is used to describe the proportion of radiation energy emitted from the lamp to fall on the surface of the powder. Based on the symmetry of the powder layer in the cylindrical powder chamber in the radial direction, the heat conduction process of the heating zone to the powder layer is abstracted as a one-dimensional heat conduction process along the radial direction. The heat conduction model of the heating zone to the powder is established, and the temperature values of the powder layer at different locations along the diameter direction during the heat conduction process in the heating zone are analyzed. The temperature field of powder preheating under two kinds of action is obtained by simulation analysis. The uniformity coefficient is introduced to represent the uniformity of preheating temperature field. Finally, experiments on the uniformity of preheating temperature field at different positions and height coefficients (particle size range 70–140 mm water atomized iron powder) were carried out. The warpage degree and surface accuracy of sintered parts under different parameters are compared to verify the correctness of the theoretical analysis.
Metal powder preheating model
As shown in Figure 1, for the SLS system diagram, the laser sintering equipment is mainly composed of powder laying device, preheating device, powder feeding cylinder, forming cylinder, laser source, scanning system, and control system. 19 The supporting plate of the powder supply cylinder moves vertically to provide powder for laser sintering. The powder spreading roll moves left and right along the working surface, spreading the powder evenly along the working surface. The scanning system moves above the worktable according to the sintering track to realize the sintering of each layer of powder. The specific sintering steps are as follows:
Push the powder out by moving the powder cylinder support plate up a certain distance. The powder is evenly spread on the surface of the shaping cylinder by the powder spreading roll. The powder is heated below the melting point of the material through a lamp tube and heating plate. When the powder layer temperature reaches the preheating temperature, the control system controls the movement of the laser head to sinter the surface powder and solidify the sintered powder layer.
After step 1 is executed, the shaping cylinder drops one layer thickness, and then the sintering trajectory of the layer is executed. The second layer formed is bonded to the first layer and stacked one by one until the whole part is sintered.20,21

Selective laser sintering.
In this system, powder preheating is mainly carried out by heat radiation and heat conduction. Among them, lamp transmits energy to the powder in the form of heat radiation. When the height of lamp changes relative to the surface of the powder, the temperature field distribution of the powder under the radiation of the lamp tube changes accordingly. Heating zone contacts the powder directly and transfers energy to the powder in the form of heat conduction. In this paper, the heating process and characteristics of powder under these two modes will be further analyzed theoretically.
Powder surface thermal radiation model
The lamp in the preheater is regarded as the radiation source. According to the theory of radiation heat exchange, the heat radiation energy obtained by powder from the lamp in a unit of time is

Where m is the mass of the powder obtained, and
According to Stefan-Boltzmann law:


Given the thermophysical properties of powder materials, geometric characteristics and power of heat radiation lamp. According to equation (3), the change of temperature at a certain point on the powder surface is related to the change of angular coefficient. Thus, the distribution of temperature field under the action of single radiation can be judged by analyzing the angular coefficients of each point of the powder layer.
The surface to surface angular coefficient formula is:

Where
As shown in Figure 2, the model diagram of lamp heat radiation assumes that the effective radiation of a torus lamp is uniform and equal in all directions. Because the diameter of the lamp’s torus is much smaller than its length, it is equivalent to a torus with a width of

Lamp radiation model.
The circular lamp tube is located directly above the forming cylinder, the center O of the cylinder surface is taken as the origin, and any radial direction of the forming cylinder is the X axis. M is an infinitesimal segment arbitrarily taken by the lamp tube, and the coordinates of point M is
Where

When the shape and size of the powder chamber and heating lamp are determined,
Heat conduction model between heating plate and powder
Figure 3 shows the heat conduction model of the heating belt. A cylindrical heating belt is added around the cylindrical powder cylinder to directly heat the powder.24,25

Heating plate heat conduction mode.
The powder cylinder is cylindrical and symmetrical in the X and Y directions. The heat transfer process of the powder plate along the diameter is abstracted as a one-dimensional heat conduction problem. The concept of thermal resistance is introduced, and we regard the thermal resistance as

Where L is the thickness of the flat plate, the unit is m.
A thin-walled cylinder was taken out of the powder chamber for analysis. The internal diameter was

where l is the height of the cylinder.

We regard the temperature difference at the circle of radius r and

the temperature inside the powder chamber at radius r can be written as:

From equation (9) we can see that the powder temperature changes logarithmically along the radius, and the temperature is higher near the heating plate. When the heating plate heat source temperature T, the powder material and the size of the powder chamber are determined, the powder temperature only has a logarithmic relationship with its location coefficient.
Thermal radiation and thermal conduction coupling temperature field analysis
Point B is on a circle with radius


where
Since the length
Under a single heat radiation, the temperature of the surface powder is determined by the value of the angle coefficient. The uniformity coefficient

Through
Under the effect of coupling, the powder is simultaneously heated by heat conduction and heat radiation. Under the action of heat conduction, the heat of the powder is linearly related to the logarithm of the position coefficient. The variable is

Equation (13) can be obtained by referring to equation (12). The numerator indicates the difference between the average value of the heating coefficient of all points and the heating coefficient at any point of the surface layer powder. The denominator indicates the heating coefficient at that point. The smaller the fraction value, the smaller the difference between each point. The closer the heat coefficient is, the better the heat uniformity between the powders. The smaller the value of
Experimental analysis
Numerical analysis of thermal radiation model
In the thermal radiation model, for a certain height coefficient

Distribution of radiation temperature field under different height coefficients: (a) a2 = 1.0, (b) a2 = 1.2, (c) a2 = 1.4,(d) a2 = 1.6, and (e) a2 = 1.8.
From the Figure 4 that the abscissa direction is the diameter coefficient
In order to facilitate sintering, the uniform heated area of the surface layer powder is preferably located at the center of the powder tank. The deviation of the heating angle coefficient of the powder at the uniform area is small, and the uniform area is increased as far as possible to satisfy the uniformity requirement. When the height coefficient is 1.4, the deviation of the angle coefficient of the powder heated in the high temperature region is within 0.5. When the height coefficient is 1.0, the deviation of angle coefficient value is 2. When the height coefficient is 1.2, the deviation of angle coefficient value is 1. When the height coefficient is 1.4, the high temperature uniform area is
Simulation analysis of thermal conduction model
ANSYS / mechanical is used for thermal analysis of the powder.21,27 The material of the simulation experiment is water atomized iron powder. The particle size is
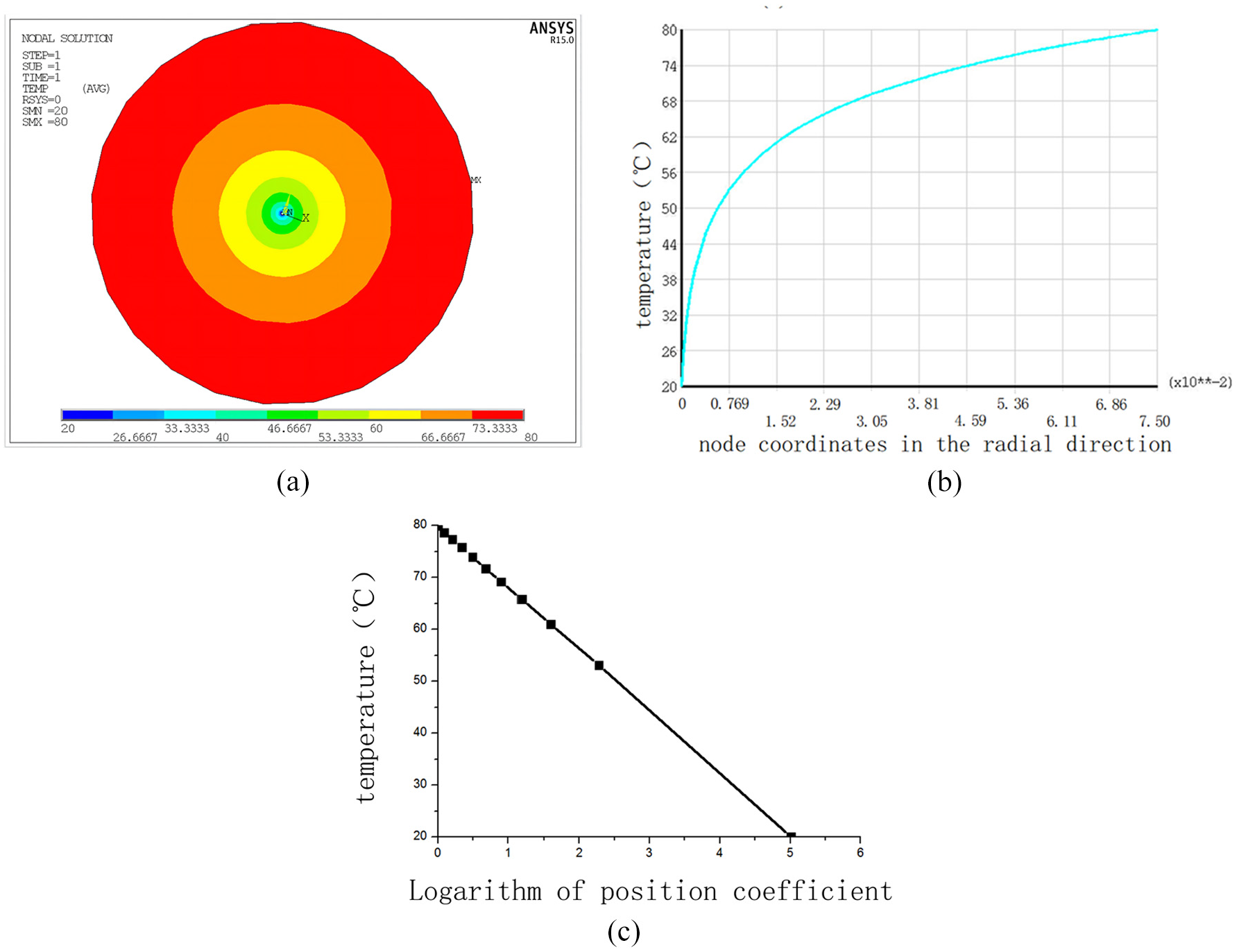
Temperature distribution map under heat conduction: (a) simulation of temperature field under heat conduction, (b) curves of radial temperature changes, and (c) temperature change curve of logarithm of position coefficient.
The distribution of the temperature field of the powder in the powder chamber is presented in Figure 5(a). In Figure 5(b), the abscissa of the curve is all nodes taken along an arbitrary radius, and the ordinate is the corresponding temperature value of the corresponding node. Pick up all nodes in any radius direction in Figure 5(a), defined as radial path TR. By plotting the results of the temperature field analysis in Figure 5(a) on a radial path, a radial temperature profile is obtained. As shown in Figure 5(b). The node coordinates on the path TR are 0, 0.00769, 0.0152, 0.0229, 0.0305, 0.0381, 0.0459, 0.0536, 0.0611, 0.0686, 0.075. Along which the corresponding temperature is 20°C, 53.12°C, 60.96°C, 65.79°C, 69.19°C, 70°C, 73.96°C, 75.83°C, 77.35°C, 78.69°C, 80°C. The powder temperature near the center of the powder chamber is ambient room temperature, and the temperature of the powder near the heating plate is the heating plate temperature of 80°C. The closer the node position is to the heating plate, the higher the temperature at this position and the logarithmic curve trend changes.
Uniformity analysis and experiment of preheating temperature field
According to equations (12) and (13), the powder temperature uniformity coefficients
Heat uniformity coefficient of powder.
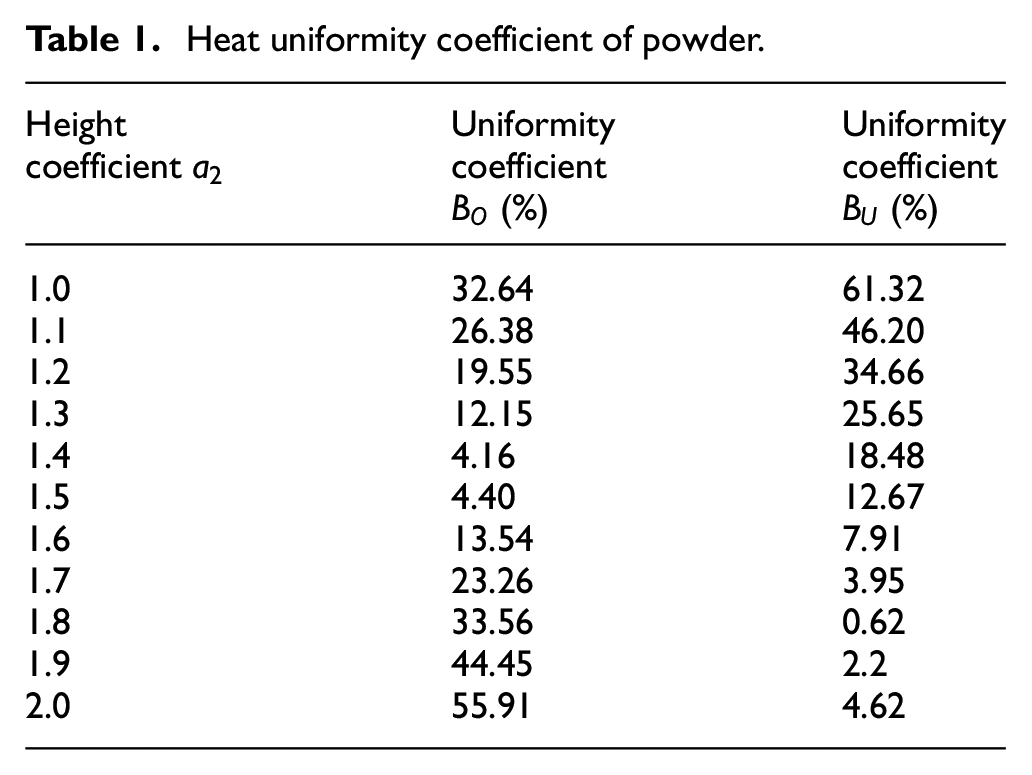
The smaller the value of

Change of heat uniformity coefficient of powder.
The homogeneity coefficient
Experiment of preheating temperature field
The self-designed laser sintering equipment is composed of IPG fiber laser with model of YLR-500-WC, workbench, water cooling device, and whole machine control system, as shown in Figure 7. The worktable is composed of powder cylinder, preheating system, powder spreading system, etc., as shown in Figure 8. The connection of the device is sealed with high-temperature thermal insulation cotton to ensure the confined space.

The laser sintering equipment.

Workbench.
The material preheated in this experiment is water atomized iron powder. The temperature at each characteristic point of the powder surface is detected by a hand-held infrared thermometer. The radius of the powder cylinder is 150 mm, the temperature of the heating belt is 80°C.
To analyze the uniformity of the powder surface temperature field at different heights, the different lamp preheating heights were obtained by changing the height coefficient
In the preheating system, the lamp tube is installed directly above the powder cylinder. The heating belt is wound around the outer wall of the powder cylinder and close to the periphery of the powder cylinder. The heat radiation of the lamp tube and the heat conduction of the heating belt preheat the powder together.
Preheat for 30 min, wait for the whole forming cavity to be heated to a stable state, and then use the infrared thermometer to measure the temperature value of each characteristic point. The circular molding cavity has good symmetry, and the temperature distribution along any radial direction can represent the whole circular powder cylinder. Therefore, select the characteristic points in any radius direction, divide any radius in the powder cylinder into four parts, get five temperature measurement points and mark them. The center of the powder cylinder is No. 1 temperature measuring point, and the edge of the powder cylinder is No. 5 temperature measuring point, and so on. According to the selected temperature measuring points, measure the temperature of the surface powder in the powder cylinder. Change the height of the lamp tube and repeat the above steps to obtain the powder preheating temperature field under five different height coefficients, as shown in Figure 9.
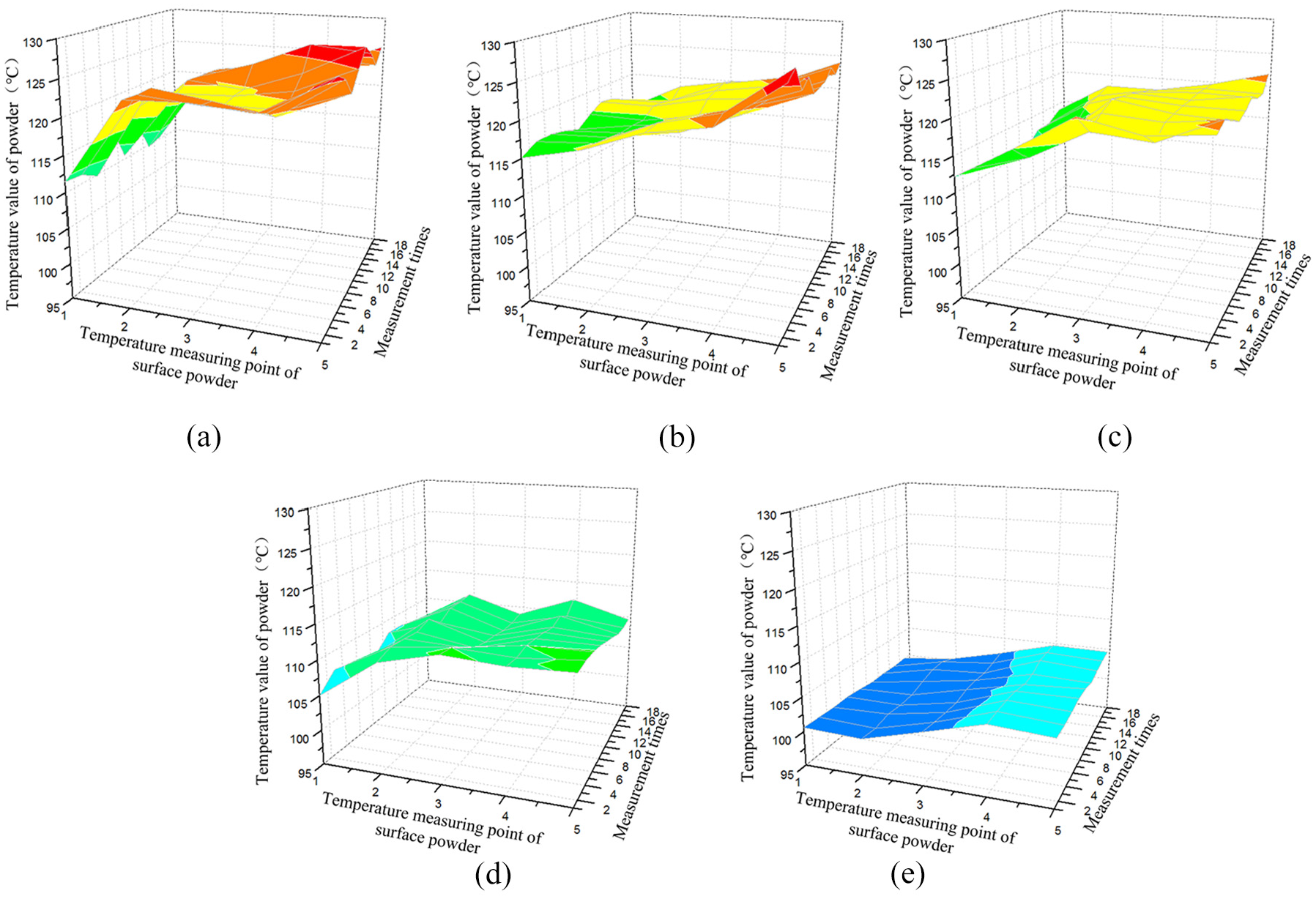
Powder preheating temperature field at different lamp heights: (a) height 150 mm,
When the installation height of the lamp tube is 150 mm, the average temperature of No. 1 temperature measuring point (at the center of the powder cylinder) is 111.7°C, No. 2 point is 122°C, No. 3 point is 121.9°C, No. 4 point is 123°C, and the average temperature of No. 5 point (at the edge of the powder cylinder) is 125.8°C, and the maximum difference of average temperatures at each point is 14.1°C. When the installation height of the lamp tube is 180 mm, the average temperature values of points 1–5 are 116°C, 117°C, 119.3°C, 121.1°C, and 124.9°C respectively, and the maximum difference of average temperature at each point is 8.9°C. When the installation height of the lamp tube is 210 mm, the average temperature values of points 1–5 are 111.8°C, 116.1°C, 120.2°C, 120°C, and 120.7°C respectively, and the maximum difference of average temperature at each point is 8.9°C. When the installation height of the lamp tube is 240 mm, the average temperature values of points 1–5 are 106.8°C, 111.6°C, 110.2°C, 112°C, and 111.4°C respectively, and the maximum difference of average temperature at each point is 5.2°C. When the installation height of the lamp tube is 270 mm, the average temperature values of points 1–5 are 100.3°C, 100.8°C, 102.4°C, 104.9°C, and 104.8°C respectively, and the maximum difference of average temperature at each point is 4.6°C.
Figure 10 shows the variation curve of powder temperature under different lamp installation heights.

Variation curve of powder temperature at different lamp heights.
It can be seen from Figure 10 that when the installation height of the lamp tube is low, the distance between the lamp tube and the powder is short and the powder is greatly affected by the heat radiation of the lamp tube. The influence of heat radiation from lamp tube on powder at edge is obviously stronger than that of powder at center, so the temperature of powder at edge is higher than that at center and the temperature difference of powder is larger. As the installation height of the lamp tube increases, the gap between the influence of the heat radiation of the lamp tube on the edge and the center of the powder decreases gradually. The temperature difference between the powders decreases gradually and the homogeneity of the temperature field increases. At the same time, the high temperature area of the powder gradually moves from the edge to the center, but the center of the cylinder is still the lowest temperature area in the whole cylinder. When the installation height of lamp tube is 270 mm, the maximum temperature difference between powders at each temperature measuring point is 4.6°C, and the uniformity of the overall temperature field is the best.
When the height coefficient
Finally, sintering contrast experiments were carried out at 270 mm (lowest uniformity coefficient

Comparison of the bending degree of sintered parts: (a) height 270 mm and (b) height 150 mm.

Comparison of forming quality of sintered parts: (a) height 270 mm and (b) height 150 mm.
The results of sintering experiment show that under the same conditions, the bending degree of sintered parts with more uniform preheating temperature field is significantly reduced, and the forming quality is significantly improved. The correctness of the theoretical analysis is verified.
Conclusions
The purpose of this study is to better understand and establish the preheating temperature field in SLS technology and help people find better preheating process parameters to obtain better parts forming quality and efficiency. Help to promote the development of SLS technology.
According to numerical analysis and simulation, under the action of thermal radiation, when height coefficient
Coupled preheating temperature field experiments were carried out with self-developed equipment. Under coupling effect, the uniformity of temperature field of water atomized iron powder increases first and then decreases with the increase of radiation lamp height. When the radiation height of the lamp tube is 150 mm (
Knowing the thermophysical properties and geometrical characteristics of the material, the temperature distribution uniformity coefficient during the preheating process of the material can be calculated with a theoretical model. Therefore, a better installation height of radiation lamp tube and a more uniform preheating temperature field can be obtained.
Footnotes
Appendix
Explain some equations and user-defined symbols in the manuscript.
Handling Editor: Chenhui Liang
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by a grant from the National Natural Science Foundation of China (No. 51907055), Natural Science Foundation Project of Hubei Province (No. 2015CFA112), Education Department Outstanding Young and Middle-aged Science and Technology Innovation Team Project of Hubei Province (No. T201505).