
Abstract
This article discusses the surface roughness of wood and advanced engineering materials after machining and its prediction. The topics are surface roughness of precision-machined advanced engineering materials, machining of WC and Inconel, rapidly solidified Al alloys, surface roughness of wood materials, and prediction of surface roughness. Findings include that ductile streaks on silicon and glass surfaces ground or lapped with inexpensive machines largely reduced the polishing time to obtain the required surface roughness. Abrasive jet machining could remove the patterns from recycled wafers and improve the surface roughness. The roughness of WC-Co coatings was significantly improved by using the method of fast regime fluidized bed machining. As beryllium is a toxic element, the rapidly solidified Al alloy may be a good insert material to replace BeCu. Higher bonding strengths resulted from rougher surfaces of wood samples. Wood samples had reduced bonding strengths after soaking in water. Optimum artificial neural networks (ANNs) with necessary inputs could accurately predict the roughness values. ANNs trained using particle swarm optimization and genetic algorithms could predict surface roughness better than typical ANNs. Minimum quantity lubrication is a hot research topic to minimize the amount of the fluid for cost and environmental considerations.
Keywords
Introduction
The quality of machined product surfaces has attracted more attention for advanced applications. 1 One parameter difficult to manage in machining processes is the roughness of machined surfaces. Roughness is a crucial indicator of the surface quality, which influences the aesthetics, electrical conductivity, lubrication, heat transmission, light reflection, wear resistance, 2 friction, corrosion resistance3,4 and fatigue life of the surface.5–7 Surface roughness, integrity, and appearance can also affect customer satisfaction, product reliability, and functionality. 8 The product surface roughness is part of the surface texture that includes profile, irregularities, and waviness. If the surface roughness of a product does not fulfil the allowed specification, re-work or scrap may be requried. 9 Therefore, how to attain smooth surfaces with required low roughness has been a hot research topic for various manufacturing processes, 10 and precision turning, grinding, and polishing11,12 are widely conducted in industries.13–16
The demand for machining metal matrix composites (MMCs), engineering ceramics, silicon, and glass with low surface roughness without any micro damage is increasing for advanced engineering applications. The keywords for overcoming the challenges are ductile streaks on the machined surfaces and surface roughness. 17 Also, machining of soda-lime glass is challenging because of its brittleness and hardness. Computer numerical control (CNC) machining is advantageous for mass production. The requirement for high surface quality draws attention to the surface roughness of the machined products, due to its effects on product reliability, functionality, and appearance. 1
Nickel-based super-alloys are the most widely employed materials for dies and tools of hot-working, nuclear products, gas turbines, and rocket, jet and aircraft engine parts. Inconel alloys are examples of the most widely used super-alloys in industry applications, and are difficult to machine. 18 As toxic baths are not needed, thermally sprayed coatings are more advantageous than electroplated ones, owing to environmental considerations. 19 However, sprayed Inconel and WC–Co surfaces are very rough and extremely hard, 20 and thus fine finishing of sprayed coatings is needed to satisfy the surface roughness requirements for industry applications. 21 Being able to machine such coatings on engineering products with the required surface roughness, dimensions, and shapes would be advantageous to the industries. 20 Especially, precision machining of extremely hard WC-Co is challenging. 22 Traditional processes of machining WC-Co coatings tended to be manual (relying on skilled workers), time consuming and expensive, and are difficult for automation. 21
The injection moulding industry used inserts made of soft materials for rapid production, which is prone to wear. 23 When conventional aluminium alloys are turned with diamond tools, their coarse and uneven microstructure, micro-variation and inhomogeneity might result in accelerated tool wear and the surface quality not acceptable for ultra-precision optical applications. 24 In addition, the limit of wear resistance of traditional aluminium alloys is a disadvantage for them to be the materials for mould inserts. 25 To overcome the problems with traditional aluminium alloys, rapidly solidified aluminium (RSA) with enhanced material properties and ultra-fine grain sizes has been developed and available in the market.24,25 RSA alloys have the advantages of fewer impurities and good durability, and hence using them as moulding insert materials has become a trend. 25
Meanwhile, wood was a most conventional and oldest material, and is widely used nowadays for various applications.26,27 Because of the good machinability and fair cost, wood is a leading material for cabinet and furniture manufacturing. 28 Wood products contribute greenhouse gas emissions less than non-renewable products, and are renewable. Wood polypropylene composites often replace plastic and wood materials, because they have processing, environment and property advantages. 29 The surface roughness of wood products characterizes their machining processes.27,30 Sanding is one most often employed operation to enhance the surface condition. The roughness of wood product surfaces after machining is one decisive property affecting their applications such as adhesive bonding strengths and painting quality.31–34 However, compared with other engineering materials, the deviations of wood surfaces conventionally were not perceived much. 33 One drawback of wood is the desorption and absorption of moisture, and little information was available about the bonding strength and surface roughness of wood with high moisture contents. 28
Modelling roughness via analytical methods is challenging, due to its nonlinearity. Proposed theoretical models are not sufficient to cover the large range of machining conditions, which needs more new methods to determine optimal machining conditions and predict the roughness of machined surfaces. 7 Researches were conducted on the effects of the factors that could lower the surface roughness, but the results were not very satisfying in relation to the complicated interactions of many influencing factors. For instance, a compelling tendency to have increased surface roughness with increased depth of cut was not observed, which was different from the conventional forecast. 35 Therefore, researchers employed artificial intelligence approaches such as genetic algorisms (GAs) and artificial neural networks (ANNs) to overcome the difficulties.
ANNs have the strengths of input-output mapping, handling nonlinearity, managing deficient data, processing the information in parallel and enhancing computation ability.36,37 However, a challenge with ANNs is the optimization of the ANN architecture. 38 They also have a disadvantage of non-warranty for resulting performance in applications. 36 Trial and error was an often-employed method for the design of the ANN architecture. 38 No universal and perfect solution is available to the determination of the layer and neuron numbers in an ANN required for an application.35,39,40 It was also challenging to have any allowed surface roughness as one of the inputs of an ANN and determine suitable (not necessarily optimal) process parameters such as feed rate and depth of cut. 39 Moreover, product quality, cost and production rate are opposing objectives, and impose challenges to optimization. 6 On the other hand, GAs have the strength of multiple objective optimization. However, GAs have a drawback of requiring high computation ability. 36 In addition, most of the GAs available from the literature transformed constrained problems to unconstrained problems with a penalty function in advance of finding the solutions, which posed challenges for choosing the penalty coefficient that depended on the human experiences and the problem. 41
This article presents the challenges and solutions about surface roughness of wood and advanced engineering materials after machining and its prediction. The topics covered are surface roughness of precision-machined advanced engineering materials, machining of WC and Inconel, rapidly solidified Al alloys, surface roughness of wood materials, and prediction of surface roughness. Before drawing conclusions, missing researches are discussed and possible future researches are suggested.
Surface roughness of precision-machined advanced engineering materials
Surface roughness measurement is paramount for many applications. Because of this, it has been the theme of researches. It poses one crucial restraint for the choice of machining conditions and machine tools. 42
The precision machining of MMCs, silicon, glass, and SiC was highly demanded to obtain smooth surfaces with low surface roughness. Zhong 17 investigated the machined surfaces of such materials, and reported ductile streaks on silicon and glass surfaces ground or lapped with inexpensive machines, which largely reduced the polishing time to obtain required surface roughness. Ground MMCs reinforced with ceramic particles showed numerous ductile streaks on the reinforcement particles. Ground SiC demonstrated 100% ductile surfaces achieved, and thus polishing was not needed.
Manual mould polishing needed experienced experts. To enhance the productivity, automated processes are needed. Conventional tools have limitations in polishing free-form surfaces, because they may not accommodate to the free forms. Tsai and Huang 43 established the polishing method illustrated in Figure 1, 43 using a robot and a new compliant tool. The tool has advantages of fitting with the free-form surface and the passive freedom. The relationship of the polishing efficiency and surface roughness was obtained and used to automatically and efficiently polish the workpiece until the required roughness was obtained.
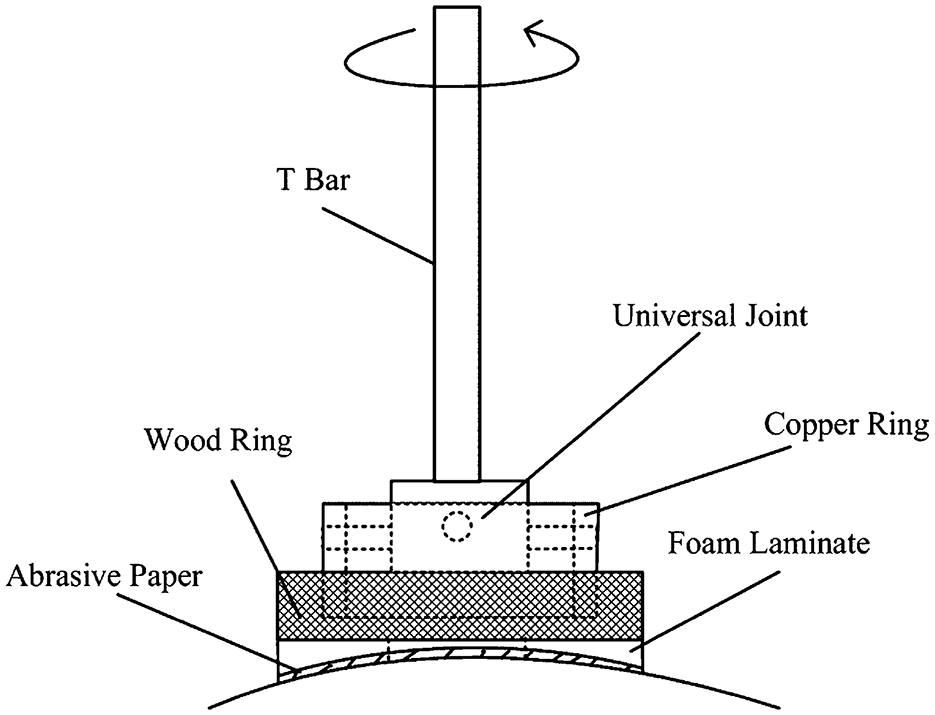
A new complaint polishing tool to fit with the free-form surface. 43
Visual inspection of lens surfaces is performed in many optical companies with varying moods of inspectors, differing expertise levels and non-defined criteria. Therefore, Gamble et al. 8 performed objective inspection of polished lenses. There was also a correlation between surface roughness appearance and the fractal dimension parameter. CNC machining of soda-lime glass is challenging but advantageous for mass production. Advanced machines allow setting of machining conditions for manufacturing of complex optical components. Sayuti et al. 1 employed the Taguchi method to optimize the machining process, and achieved improved surface roughness and reduced machining forces.
Conventional machining of silicon lenses with low surface roughness and complex profiles was costly and time consuming. Jumare et al. 44 investigated the tool wear during diamond turning of optical silicon. They found that the flank wear land had micro-chippings, micro-grooves and notches. A moderate feed rate coupled with a high cutting speed would result in minimal tool wear, low surface roughness, a reduced machining cost, a high production rate and shortened turning time.
Stainless steel has wide applications because of its high corrosion resistance, and is difficult to machine. Raja et al. 45 optimized the turning of stainless steel and minimized the roughness by means of the Taguchi method. Rao et al. 46 performed machining of AISI 1050 steel using ceramic tools and the Taguchi method as well. They found that the surface roughness and the cutting force were significantly affected by feed rate. Cutting force was, but surface roughness was not, affected by depth of cut. Thamizhmanii et al. 47 investigated the ceramic tool wear and roughness of turned AISI 8620 surfaces. The roughness reduced with increased cutting speed, and the tool wear increased at high depth of cut, feed rate and cutting speed. In another research, Butola et al. 48 turned mild-steel, aiming at concurrently obtaining low tool wear, high productivity and low surface roughness. The optimum process conditions maximized the material removal rate and minimized the tool wear and roughness.
Wafers are highly demanded for the semiconductor manufacturing, leading to a shortage of the materials. Traditional recycling still has challenges to address. Ke et al. 49 performed abrasive jet machining to remove the patterns from recycled wafers and improve the roughness. With optimized process conditions, the patterns could be eliminated in a relatively short time, resulting in smooth surfaces and minimized sub-surface damage.
The sub-surface damage (SSD) induced by wafer grinding is a challenging issue for manufacturing of microelectronic devices. Therefore, researches were conducted to overcome the challenge. A model to forecast the SSD depth was proposed by Zhang et al. 50 It was found by Wuerzner et al. 51 that wafer strengths were dependent on the SSD induced by grinding. Polished wafers were investigated by Lee, 52 who found that the surface damage generated affected the stability of thin dies. The SSD of LiTaO3 and LiNbO3 after grinding or polishing was investigated by Gruber et al., 53 and the damage could be minimised depending on grinding directions. Zhang et al. 54 ground CdZnTe and found that the thickness of the subsurface damage layer could be smaller than 2 nm.
Chen et al. 55 lapped and polished SiC wafers, and the lapped SiC surfaces had damaged layers and residual stresses. Polished SiC surfaces had scratches, which was eliminated by chemical mechanical polishing, resulting in little SSD and low roughness. Chen et al. 56 also developed a grinding tool to grind micro-parts such as ceramic ferrules with low surface roughness.
It was reported that Si3N4 could be turned with single-point diamond tools, but this process has limits due to tool wear. Mariayyah et al. 57 conducted diamond turning of Si3N4 using different tool geometries and investigated the tool wear. They found that “radius tools” behaved better than single-point tools for such applications, as shown in Figure 2. 57
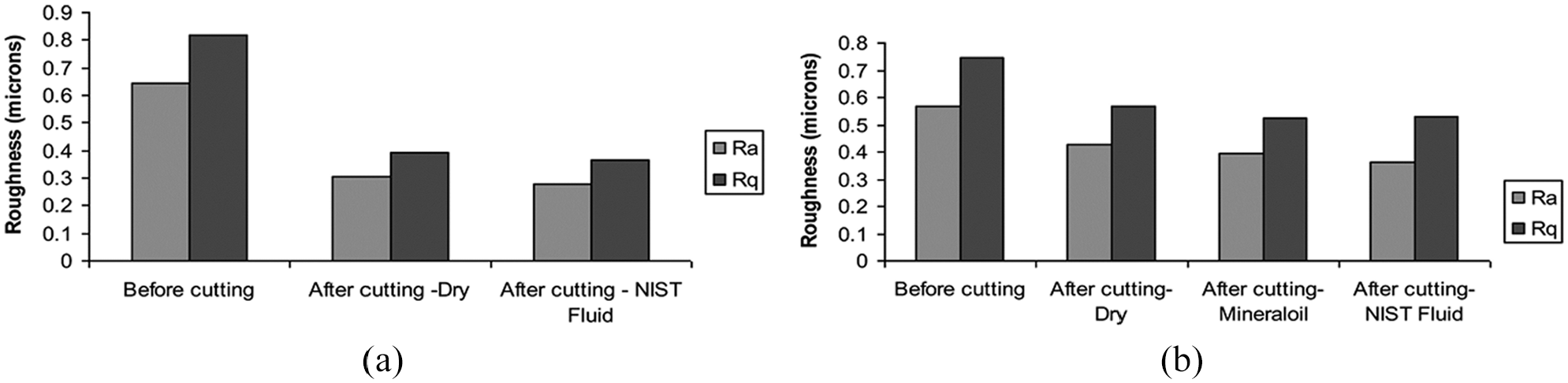
Roughness comparison of the Si3N4 surfaces obtained by diamond turning using (a) radius tools and (b) single-point tools with dry, mineral oil and National Institute of Standards and Technology (NIST) fluid. 57
Jiang et al. 58 studied the effect of lubricants in lapping on the surface roughness of lapped hard disk drive heads. As illustrated in Figure 3, 58 a tin plate was machined using diamond slurry, and the sliders of hard disk drive heads were lapped on the plate. The research found that with critically choosing of lubricant, sub-nanometer-order surface roughness could be achieved.
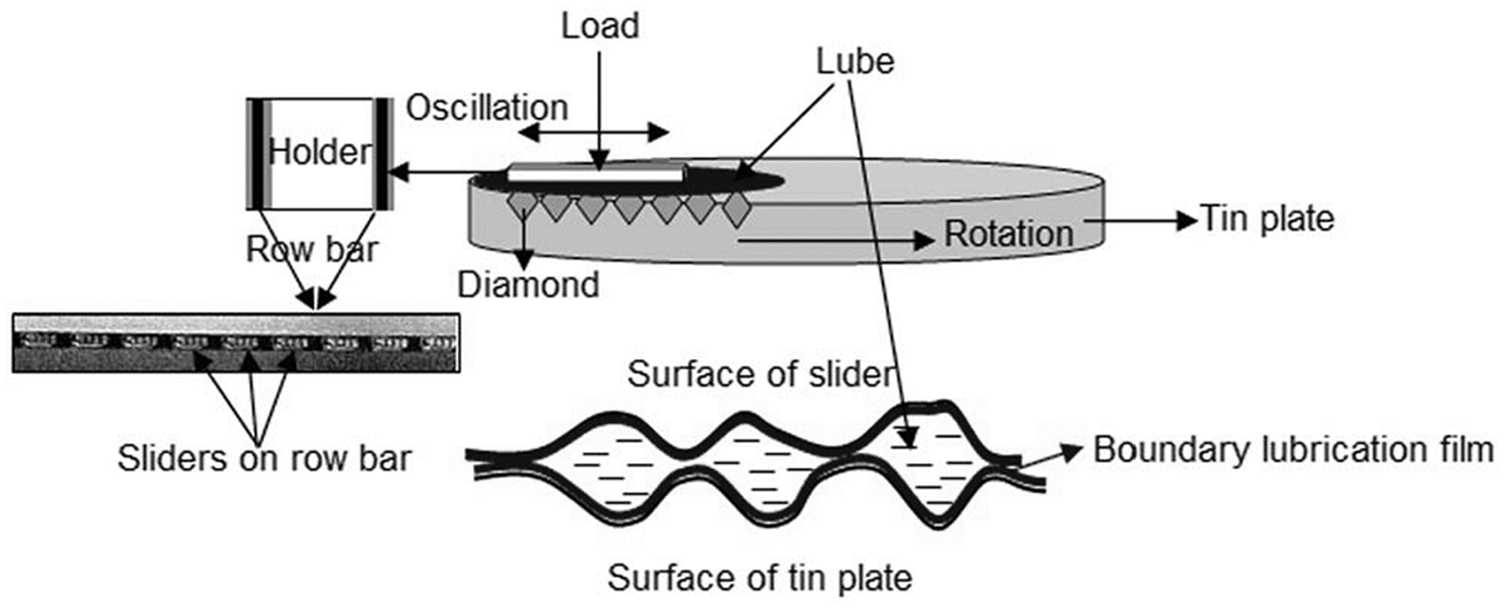
Illustration of the lapping process with boundary lubrication. 58
Because of the low thermal conductivity in machining titanium-based alloys, the heat generated rises at the cutting tool that may wear quickly. To address this issue, Parida et al. investigated turning of Ti-6Al-4V with MoS2 solid lubricant, and reported that this lubricant significantly reduced the surface roughness and tool wear. 59 Gunda and Narala developed an electrostatically-charged-solid-lubricant-spray system to effectively apply lubri-coolant to the workpiece-chip-tool interface by spraying micro-droplet particles. They turned Ti-6Al-4V and reported that this method efficiently provide solid lubricants and that a large number of droplets and a high spaying speed significantly affected the surface roughness. 60 In addition, the appropriate lubrication for machining is crucial to control the chip-tool-workpiece interface. Gunda et al. established an experiment setup to provide high-speed minimum-quantity solid lubricant, and investigated MoS2 lubricants for turning of Ti-6Al-4V and EN31 alloys. Good surface integrity was observed because of the decreased temperature at the workpiece-tool interface. 61
One challenge in machining of Aluminium 8112 is the material adhesion, resulting in high workpiece surface roughness. To tackle the challenge, Okokpujie et al. used multi-walled carbon nanotube (MWCNT) and TiO2 nano-lubricants and copra oil, and conducted milling of Aluminium 8112. They reported that the TiO2 nano-lubricant resulted in lower surface roughness compared to the copra oil and MWCNT nano-lubricant. 62
The demands for cleaner manufacturing motivate manufacturers to benefit from low carbon footprint on the environment and high machinability. Because of the outstanding heat transfer ability, nano-lubricants have great acceptability for eco-friendly and sustainable machining of superalloys. Sen et al. sprayed palm oil with nano-silica into the chip-tool interface via a minimum-quantity-lubrication setup and investigated milling of Inconel 690 using the nano-green lubricant. They reported that the lubricant with 1% silica deposited resulted in good machining performance regarding surface roughness, tool life etc. 63
Machining of WC and Inconel
The trend was to replace electroplated chromium coatings with sprayed WC-Co coatings owing to environmental considerations. However, grinding of WC-Co coatings with CBN wheels might result in cracks on the ground surfaces. This problem could be solved by using diamond wheels. Zhong 19 machined WC-Co coatings for maritime applications, and attempted optimization of the machining time and surface roughness. Diamond polishing resulted in low surface roughness, but the machining time was long. On the contrary, diamond turning led to a short machining time but the surface roughness was worse than fine grinding. To obtain the required dimensions and surface roughness and at the same time shorten the machining time, diamond turning or rough grinding of the extremely hard coatings followed by polishing or fine grinding was recommended.
Sprayed Inconel alloys and WC-Co coatings are rough and hard, and machining such coatings on engineering products is needed to obtain the required surface roughness, which is one factor that also affects wear rates. Zhong et al. 20 characterized the surface roughness of machined Inconel 625 and WC-Co coatings, and demonstrated that such extremely hard materials could be processed by means of widely used tools and machines. Grinding of WC-Co resulted in relatively high material removal rates and low surface roughness.
Fine finishing of sprayed coatings is needed to satisfy the surface roughness requirements for industry applications. 21 However, traditional fine finishing of sprayed coatings was time-consuming. Hence, Barletta et al. 21 proposed fast regime fluidized bed machining (FRFBM), and machined Tribaloy-800 and WC-Co coatings. The FRFBM system had a rotating sample holder, a cyclone, a bed column for fluidization, a porous plate distributor, an air plenum chamber, and an air feeding sub-system. The porous plate allowed fluidization air to go through and held abrasive powders being fluidized, while the air chamber allowed air feeding to the bed column. A motor rotated the sample surface and changed the impact from abrasives. A cyclone recovered the fines, preventing the dispersion of fines to the environment. The surface roughness of the coatings was greatly improved by using this technique.
Automotive products with coatings include free form components. The roughness of such free form surfaces must be low, in order to avoid high local stresses on the surfaces. The low machining speed due to small tool diameters and the very hard workpieces pose challenges such as high surface roughness and tool wear for grinding of sprayed hard coatings using machining centers. Rausch et al. 64 studied grinding of WC coatings and optimization of the finishing process to obtain smooth surfaces. The sprayed coating surfaces are rough, and WC coatings are also too rough to be used for industry applications. Hence, the coatings are ground to acceptable surface roughness. Masoumi et al. 65 studied the cohesion and adhesion strength, hardness, and porosity content of ground WC-10Co-4Cr coatings. Because of the coating loading by the grinding wheel grits, the coating hardness, cohesion and adhesion strength, and porosity content were enhanced.
Machining of extremely hard WC-Co is challenging, and using diamond tools to machine it can be one approach. However, there was little information in terms of turning of WC-Co. There were not sufficient researches reporting the effects of tool wear on surface roughness and cutting forces. The influence of cutting data on the forces had not been reported. Therefore, Zebala and Kowalczyk 22 turned WC-Co with diamond tools and studied the surface roughness and cutting forces. Kowalczyk et al. 66 investigated the surface roughness of the WC-Co turned with diamonds. They found that to turn the shafts with 15% and 25% cobalt, the important process factors were nose radius and cutting speed, respectively.
In-depth investigations of the influence of nanostructured and Ni-plated powder on the properties of the coatings were not reported. Therefore, Han et al. 67 investigated the microstructures and WC-Co powders, and found that the coating deposited from nanostructured and Ni-plated powders had good fracture toughness and hardness. In another research, Singh and Sharma 68 machined WC by means of electrical discharge machining using Al2O3 and C powder fluid. The Al2O3 powders resulted in improved hardness and surface roughness.
Corrosion resistance of Ni-based alloys is an important research topic.3,4 Skamat et al. 69 studied Ni-based coatings refused by means of the flame method assisted with vibrations, which increased the corrosion resistance, reduced the coating roughness and promoted the thick boride-free layer.
Rapidly solidified Al alloys
Choosing materials is most challenging for industrial applications. Environmental issues have to be taken into consideration as a global trend. Plastic and even certain glass products are fabricated by moulding, which has advantages over product fabrication one by one. The quality of moulded products depends on that of the mould insert surface. Popular mould insert materials included beryllium copper and aluminium alloys. The advantages of aluminium alloys are compromised because of their wear resistance issues. On the other hand, breathing BeCu dust generated by machining might cause serious issues. Therefore, Zhong et al. 70 investigated the moulding performance, hardness and wear rates of mould inserts made from Al, BeCu, and rapidly solidified Al alloys. They found that the rapidly solidified Al alloy performed in moulding of plastic lenses, comparably to the BeCu alloy. As shown in Figure 4, 70 the Al and BeCu alloys demonstrated the highest and lowest wear rates, respectively, and the rapidly solidified Al alloy had the wear rate value close to that of the BeCu alloy. The finding is important, giving the industry an option for material choosing, as beryllium is a toxic element and the rapidly solidified Al alloy may become a good insert material.

The wear rate values of the rapidly solidified aluminium (RSA) alloy, the beryllium copper (BeCu) alloy and the aluminium alloy (6061-T6) investigated. 70
Aluminium alloys are employed for making mould inserts in manufacturing of plastic products, but have coarse microstructures and result in inconsistent insert wear performance and tool wear of cutting tools. On the other hand, diamond turning of nickel–phosphorous might lead to rapid tool wear as well. Thus, Abou-El-Hossein et al. 71 turned RSA 905 and investigated the tool wear of the diamond tools. They reported that the tool wear was low for turning of this new material. Abou-El-Hossein et al. 24 also studied diamond turning of RSA443 and RSA905, and reported that the surface roughness of machined RSA905 (being a high-alloyed grade) was lower than that of machined RSA443 (having a high silicon content). Mkoko and Abou-El-Hossein 72 studied machining of RSA 443 using diamond cutters. At a higher feed rate and larger depth of cut, higher tool wear was observed. Otieno et al. 73 studied turning of RSA 905 using diamond tools, measured the surface roughness over a machining distance of 4 km, and reported decreased surface roughness with increased cutting distance. Otieno and Abou-El-Hossein 74 studied turning of RSA 905 and measured the tool wear. The most effective factor on the tool wear was cutting speed. A combination of lower depth of cut, smaller feed rate and higher cutting speed would result in a smaller tool wear rate.
Because of the good durability and performance of rapidly solidified Al alloys, using such alloys for moulding inserts has become a trend. RSAs with advantages of fewer impurities were developed to overcome the problems with traditional aluminium alloys. As there was no literature about monitoring of machining of RSA 443 alloys, Onwuka et al. 25 used acoustic emission sensing, monitored turning of RSA 443, and measured the tool wear and surface roughness. When the tool wear and surface roughness increased, the acoustic emission feature signals also increased, meaning that acoustic emission could be used to monitor the performance of the turning process.
Surface roughness of wood materials
There was no standard method to assess the roughness of wood products. Pneumatic, optical, image, and stylus methods have their disadvantages and advantages. Zhong et al. 33 investigated the surface roughness of ten wood species and various composite panels utilized for furniture manufacturing in Singapore. As shown in Figure 5, 33 they found that nyatoh, cherry, ash, and pine samples had relatively smooth surfaces, while balau, beech, and walnut showed rough surfaces. Medium density fibreboard (MDF) specimens led to the smoothest surfaces. In addition, stylus measurements can provide objective readings, which can be quality assurance tools for furniture manufacturing.

Average roughness values of the wood samples across (-|) and along (//) grain orientations. 33
Besides stylus profilometers, light scattering, laser, pneumatic profilometers may be used to measure the roughness of wood product surfaces. Koc et al. 75 used a laser based system and a stylus profilometer to measure the roughness, and studied the process conditions for machining Ayous and Beech wood and MDF. Optimized feed rate and spindle speed minimized the roughness of these wood samples. They reported that laser profilometers have advantages of automation integration, curved surfaces and unlimited screening, and are also good at measuring of wood surface roughness. Isleyan and Karamanoglu 76 investigated the milling conditions and surface roughness of milled MDFs. Increased tool diameter resulted in increased roughness heights, while decreased feed rate and increased spindle speed led to decreased roughness heights.
Sofuoglu and Kurtoglu 77 measured the roughness after machining of black poplar, cedar of Lebanon, European black pine and sessile oak, as the surface roughness measurement is important for final products. The roughness heights from the lowest to the highest were cedar of Lebanon, black pine, black poplar, and sessile oak.
The performance of adhesive and final wood products is significantly affected by surface roughness of wood, which is dependent on anatomical wood structures and machining processes. Pereira et al. 78 investigated the roughness and anatomical structures of wood surfaces. The roughness of sanded surfaces was largely affected by wood texture. Sutcu and Karagoz 79 investigated the effect of machining conditions on the specimen roughness of beech, chestnut, and walnut panels. The analysis of variance revealed that depth of cut, feed rate and spindle speed significantly affected the roughness of the wood samples.
Sanding is one most often employed operation to enhance the surface condition. Hiziroglu et al. 31 investigated the roughness and bonding strength of meranti, kapur and pine samples sanded using 80-, 100- and 240-grit sandpapers. As shown in Table 1, 31 their investigation revealed that rougher surfaces had higher bonding strengths.
The average roughness values and shear strengths of meranti, kapur, and pine samples sanded using 80-, 100-, and 240-grit sandpapers. 31

Reprinted by permission from Elsevier: Measurement. Hiziroglu et al. 31 Copyright Elsevier (2013).
The wood roughness affects the adhesive entrance into the wood, and the bond formation. Rougher wood surfaces have stronger bonding strengths compared to smoother surfaces. Nevertheless, the relationships of surface roughness and bonding strength of the species were lacking. Hiziroglu et al. 34 further studied the surface roughness and bonding strengths of nyatoh, white oak, and pine samples sanded using sandpaper and bonded with polyvinyl acetate (PVAc). As shown in Table 2, 34 among the samples investigated, the nyatoh samples sanded using 80-grit sandpaper led to the highest bonding strength and roughness, indicating that higher bonding strength resulted from rougher surfaces of the wood samples. Stylus profilometers could quantify the roughness of wood surfaces sanded using various grit sizes.
The bonding strength, roughness, and density values of the nyatoh, white oak, and pine samples. 34

Reprinted by permission from Elsevier: Measurement. Hiziroglu et al. 34 Copyright Elsevier (2013).
Sogutlu 80 studied bonding strengths and surface roughness of specimens that were bonded using polyurethane (PU) and PVAc and made from Taurus cedar, Scots pine, cherry, and Oriental beech woods. Low surface roughness would result in high bonding strengths, different from the findings of Hiziroglu et al. 34 PVAc led to better bonding strengths than PU. The weakest bonding was from Scots pine specimens, and strongest bonding was from Oriental beech specimens. Kilic 81 also measured the roughness and shear strength of Pinus nigra Arnold after surfacing and bonding using PU and PVAc, and found that samples bonded using PVAc had better shear strength compared to the samples bonded using PU, in agreement with the finding of Sogutlu. 80 Kwon et al. 82 used coupling agents and performed surface treatment of polymer fibers to enhance the adhesion. They achieved good adhesion strengths when using amino silane, because of the surface roughening due to amino silane infiltration into the fibers.
Sanding is one key process in the wood industry to achieve high quality surfaces. The abrasives for sanding have random positions with negative rake angles. Magoss 83 investigated the clogging of abrasive cutting edges and the roughness of wood species. The investigation revealed that the roughness after sanding could be better than the anatomical roughness, due to clogging caused by surface deformation.
Kilic 84 measured the roughness of wood samples after surface processing. The study revealed that the best roughness was generated by cutting surfaces tangentially. Kilic et al. 85 measured the roughness of wood samples machined form European hop-horn beam wood. It was found that the radially cut surfaces were rougher than the tangentially cut surfaces.
Wang et al. 86 researched the influence of processing conditions on the roughness and machining forces for milling of bamboo scrimber. They found that the roughness and machining forces largely increased with increased feed rate but slightly decreased with increased spindle speed. In another study, Hazir et al. 87 measured the roughness and established a model to optimize depth of cut, grit size, cutting speed, and feed rate for sanding European black pine.
Turkoglu et al. 88 studied the glossiness and roughness of thermally modified Oriental beech wood samples after weathering. The treatment led to decreased glossiness and roughness. Longer durations and higher temperatures of the treatment led to better surface quality after weathering. Kucuktuvek et al. 89 studied color, gloss, and roughness of the samples of thermally treated Scots pine after weathering. The treatments could lead to lighter, better glossiness, and yellowish, reddish, smooth surfaces. Kart et al. 90 studied roughness and glossiness changes of thermally modified Oriental beech and Scots pine wood samples varnished with a cellulosic varnish and polyurethane varnish, after weathering. Weathering led to increased roughness. The specimens varnished with the cellulosic varnish had better glossiness while the specimens varnished with the polyurethane varnish had better roughness after weathering.
Wood polypropylene composites (WPCs) often replace plastic and wood materials, because WPCs have processing, environment and property advantages. However, little information was available on the surface roughness of WPCs measured using atomic force microscopes (AFMs). Hence, Haq and Srivastava 29 prepared mango WPCs, and characterized the sample surface quality using an AFM. They found that the recycled WPCs had smooth surfaces comparable to the original WPCs. The surface roughness was improved with decreased wood flour content.
Pinheiro et al. 26 morphologically and mechanically characterized wood specimens made from post-consume pseudo-stem of peach palm, imbuia, and Brazilwood. The wear rate of the specimens depended on their density, and the pseudo-wood performed similarly to commonly used woods. The roughness of wood surfaces depends on the measurement direction. Hence, 3-dimenssional (3D) roughness values are different from 2-dimenssional (2D) roughness values. 3D roughness methods have advantages over 2D roughness methods, as the interested areas are 3D profiles.
Not much information was available in terms of the bonding strengths and surface roughness of the wood species after soaking in water. Thus, Zhong et al. 28 studied the bonding strengths of nyatoh, oak, and pine samples bonded using rubber-based contact adhesive and polyvinyl acetate after exposing the samples to soaking in water. It was found that the soaked pine samples had zero bonding strength and other samples had reduced bonding strengths. Oak samples had the highest bonding strength and roughness height among the samples investigated.
Darmawan et al.91,92 studied the roughness of pine wood after milling. Lower surface roughness was obtained by down-milling compared with up-milling, and by augmenting the bit helix-angle, as shown in Figure 6. 91

Lower surface roughness was obtained by down-milling compared with up-milling, and by augmenting the bit helix-angle. 91
Hazir et al. 93 studied machining of Abies nordmanniana wood and minimized the surface roughness. CNC machining has advantages such as automated operations, machining flexibility, and increased productivity. Stylus profilometers are widely used because of their advantages such as obtaining accurate readings. Nonetheless, there were still not sufficient studies of optimizing the machining process conditions. Thus, Ilce 94 determined the surface roughness of Oriental beech wood processed with belt-sanding, using a modelling method. The study revealed that grit size significantly affected the roughness.
Using the Taguchi method is another approach to optimize the machining process conditions. Sofuoglu 27 used the Taguchi method and optimized the conditions for machining European larch panels. As a result, the surface roughness was significantly decreased. In another research, Sofuoglu 95 used the Taguchi method again, and optimized the conditions for machining Scots pine panels, and the surface roughness was largely lowered.
Prediction of surface roughness
The determination of machining conditions for the fabrication of glass moulds needed a model of the ground surface to predict the surface roughness and geometrical deviations, which was important for the consequent polishing process. The conventional analytical method was not suitable for direct integrating of computer-aided-design models, which seldom supported the CNC machining of optical moulds. The economics, product quality, CNC operation conditions, and material characteristics issues were not yet completely tackled. Therefore, Meneghello et al. 96 measured and characterized the geometrical deviations in the grinding process, which allowed the compensating of the deviations and prediction of the surface roughness.
Zhong and Peng 18 investigated Inconel 625 coatings turned with WC tools and WC-Co coatings turned or ground with diamond tools. It was found that the machined surfaces were self-affine fractals, and their roughness depended on the scale of sampling length. The roughness exponent can help to predict the roughness height of the surfaces.
Prasad and Sarcar 97 used a vision system to inspect the surface texture and monitor turning tool conditions, as the texture indirectly reflected the level (dull, semi-dull, and sharp) of tool wear. They used the amplitude parameters to analyze the turned surfaces, and found that this method effectively detected the tool conditions. In another research, Trujillo et al. 98 investigated turning of UNS A97075 bars, and built polynomial, exponential and potential models to predict the performance of the machining process. The exponential model was the best to forecast the circular run-out, roundness, parallelism, and straightness.
Lai et al. 99 analyzed the kinematics, performed experiments for lapping of sapphire, and validated their wear model. In addition, it was difficult to measure the grinding wheel wear accurately in process, because of the difficulty to conduct it in process. Furthermore, a Gaussian regression function had a difficulty in explaining the machining mechanisms. To solve these most difficult problems, DuyTrinh et al. 100 proposed an online system to monitor the wheel wear in process and predict the surface roughness. Their experiments proved that this approach could accurately forecast the surface roughness by measuring the wheel wear.
Zhong et al. 35 employed neural networks with seven inputs and predicted the roughness of the sample surfaces turned with diamond and carbide tools. An optimum network was obtained with the activation function and network architecture optimized for good prediction accuracy. Figure 735 shows that the theoretical calculation did not accurately estimate Ra values, because many factors were not considered in the calculation equation available in the literature. The factors not considered theoretically include machine tool accuracy, vibrations, cutting-edge sharpness, cutting speed, tool insert geometry, and depth of cut. On the contrary, the optimum ANN with the necessary inputs could accurately estimate the roughness values. They also demonstrated that the ANN developed could effectively predict the roughness of the sample surfaces turned on another machine.
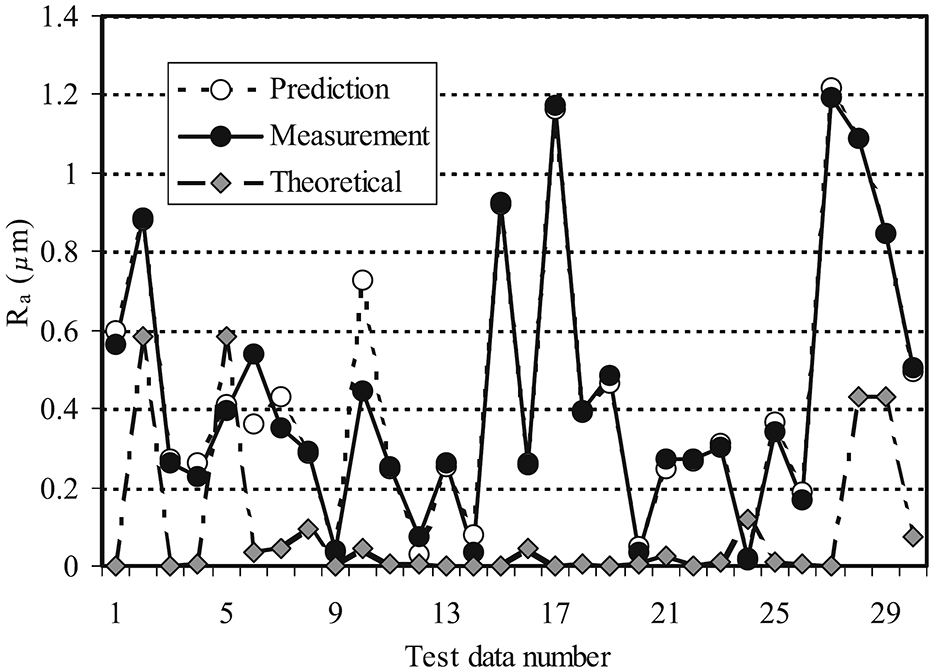
Ra values obtained from prediction using the ANN, theoretical calculation, and actual measurements. 35
Sofuoglu 101 predicted the surface roughness using an ANN, and demonstrated that the ANN method could model the roughness of the machined wood surfaces. Tiryaki et al. 102 also reported that using ANNs could predict the roughness of their machined wood surfaces.
As also discussed in Introduction, it was a challenge to have any targeted surface roughness value to be one of the inputs of an ANN and determine any suitable machining parameter settings such as depth of cut and feed rate. This was attempted by Zhong et al., 39 who performed turning experiments and neural network computing. One of the research objectives was to determine the cutting parameters in order to achieve the targeted (not minimal) surface roughness value, and the exploring results were encouraging.
Optimization of machining conditions to achieve the optimal surface roughness has been a challenge. Kasdekar et al. 103 used an artificial neural network for the forecasts of electro-chemical machining responses with the inputs of electrode material, electrolyte concentration, feed rate, and voltage.
Traditionally, machining might need a large amount of coolant, resulting in many problems. First of all, the traditional cooling fluids were hazardous and led to environment problems. 104 On the other hand, dry machining might result in damaged surfaces. 105 Thus, minimum quantity cutting fluid (MQCF) has become a hot research topic to minimize the amount of the fluid. 104 This approach resulted in not only reduced amount of coolant but also good surface roughness. 105 One challenge was that the effect of fluid lubrication was significantly decreased with increased machining speed, because of the increased difficulty for the fluid to enter the chip-tool interface. MQCF could be a solution to the problems related to the traditional machining. Sankar et al. 104 compared dry air cooling, flood cooling and MQCF shown in Figure 8, 104 and reported that MQCF led to the best surface roughness. They also developed an ANN to predict the surface roughness with small errors compared with the experiment values.

Hybridization of flood and dry air cooling to realize minimum quantity cutting fluid. 104
Minimum quantity lubrication (MQL) 106 has emerged to be a research topic to reduce the fluid amount for the benefits of environment, operator’s health and the machining costs. This approach may lead to decreased coolant amount and surface roughness concurrently. Zou et al. developed a belt grinding system with MQL, and studied belt grinding of titanium alloys. The study revealed that MQL improved the surface quality and decreased abrasive wear. The carbon nanotubes included in the grinding fluid further enhanced the MQL advantages. 107 In another study, Sivaiah et al. developed a tool that had grooves and pit holes, and conducted turning of Inconel 718 using MQL. 108 The investigation proved that turning using MQL could simultaneously fulfill both the environment and turning specifications.
Nadolny and Kieras experimentally compared hybrid cooling of the grinding zone by using a compressed cooled air stream and the MQL approach, with other methods. They found that the proposed hybrid cooling method resulted in the longest wheel life among the cooling methods compared, much longer than those of grinding with dry cooling, compressed cooled air only, MQL only and flood cooling. 109
Because of ISO 14000, the demands for precision machining using eco-friendly lubricants are increasing. MQL using vegetable (soybean, sunflower, groundnut, or castor) oil as the lubricant was performed by Awale et al. to grind die steel and compare the lubricating performance. Soybean oil with low viscosity had good lubricant wettability in the grinding zone, but castor oil had outstanding lubrication performance, resulting in excellent surface quality with the smallest surface roughness. 110 In addition, minimized lubricant consumption is demanded for greener environment and products and lower machining costs. Machining of aluminium alloys was conducted by Niknam and Jalali using MQL with bio- and mineral-lubricants. The investigation revealed that the bio-lubricant fluid having higher viscosity improved the surface finish. 111 Further, flood cooling can decrease the temperature at the workpiece-tool interface but may lead to environmental issues. MQL can replace flood cooling and dry machining. The effect of vegetable oil with MQL on surface roughness was also investigated by Ahmad et al. They found that canola oil mix resulted in better surface finish than the synthetic oil coolant used. 112
Dynamic forecasting of the roughness during machining processes can augment the productivity in the industry. Khorasani and Yazdi 113 performed dynamic roughness monitoring during milling, and simulated the process of milling. As illustrated in Figure 9, 113 the proposed system determined the cutting parameters to achieve the desired roughness with perturbations, which were sticking chips, tool wear and noise. Additive white Gaussian noise was one input of the neural milling process model. This process model predicted the roughness and two components of vibrations. After that, the neural simulator model determined the roughness utilizing the predicted vibrations and other cutting conditions. Then, the roughness values predicted via the neural simulator model and the neural milling process model were compared to calculate the error.
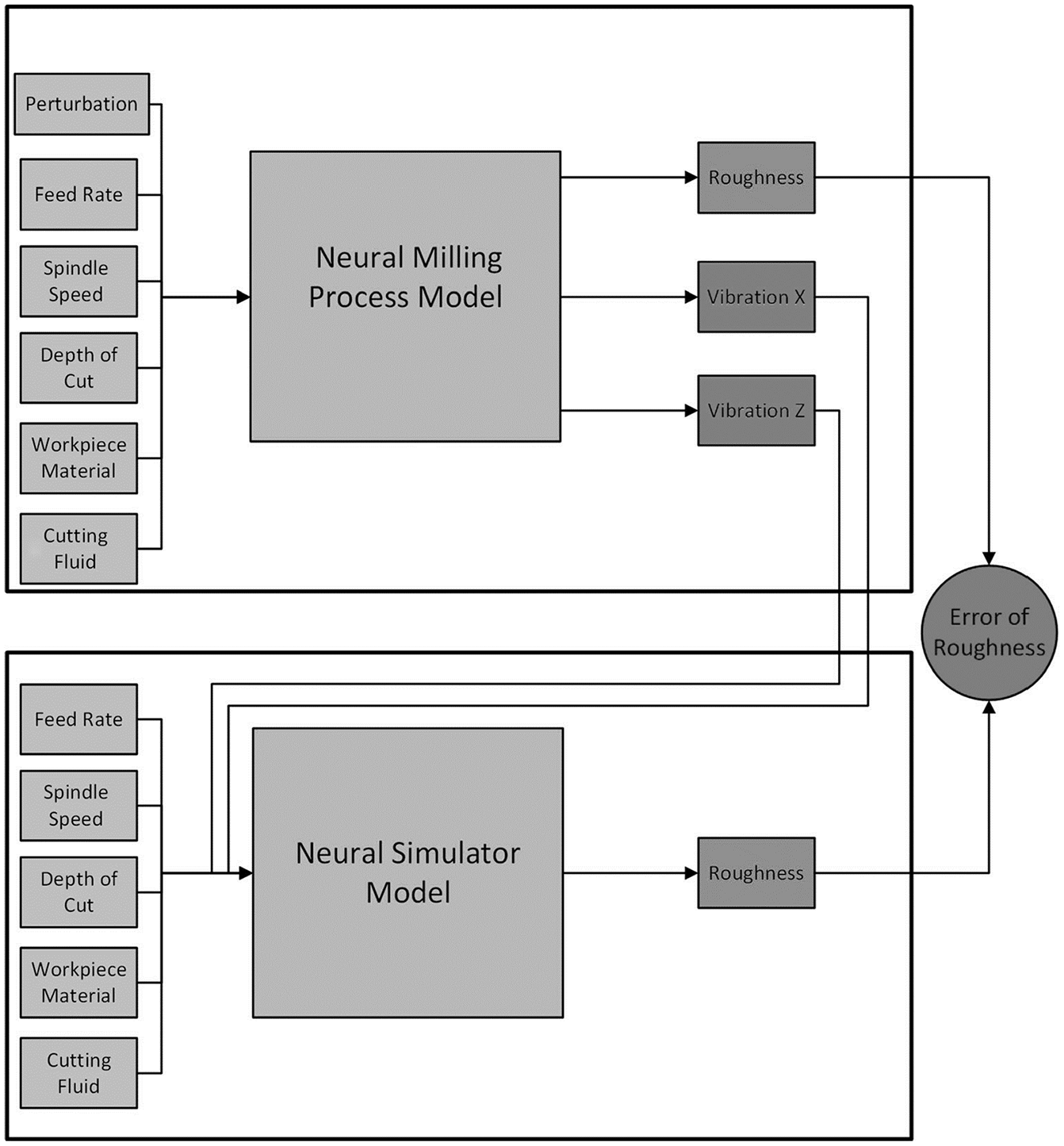
Illustration of the proposed system for simulated dynamic roughness monitoring. 113
According to Dhokia et al., 114 direct machining of polymers has been increased for personalized products. However, researches on optimizing of the machining conditions for polypropylene were lacking in the literature. Therefore, they established an ANN model using design of experiments (DOE) to predict the roughness of the machined polypropylene surfaces and to optimize the machining conditions for the roughness required.
The lacking of a systematic method to design the ANN architecture was an issue to address, 115 and often the trial-and-error approach had to be adopted. Pontes et al. 115 reported a method based on DOE for forecasting of the roughness of the turned hardened steel surfaces. The method selected the levels of the algorithms used to determine the radial function centers and the spread factor of radial units, and the number of hidden radial units. In another research, Pontes et al. 38 turned hardened-steel and predicted the roughness of machined surfaces with ANNs. They found that the DOE was a good method for designing of the ANNs. Pontes et al. 6 also used the data available from the literature to train and test ANNs, and forecasted the roughness of the surfaces machined by turning. They reported that their proposed tuning method resulted in small roughness forecast errors.
As guidelines for ANN design were lacking, Munoz-Escalona and Maropoulos 40 built ANNs to predict the roughness of milled Al alloy surfaces, using the Taguchi method for reducing the experiment time. They reported that the feed-forward ANN predicted the roughness better than generalized regression and radial based ANNs. Marimuthu and Chandrasekaran 116 investigated the roughness of the turned AISI 316 surfaces and optimized the process parameters with the Taguchi method to minimize the roughness. In another research, Marimuthu and Paul 117 optimized turning of AISI1040 using the Taguchi method as well, to minimize tool wear and surface roughness. Similarly, Tlhabadira et al. 9 modelled the milling of AISI P20, and optimized the machining conditions using the Taguchi method for reducing the roughness of the machined surfaces.
Researches are still needed for reducing the cost, time, and energy required for controlling of product quality. The Taguchi method has advantages of the reducing the experiment time and cost. Abdulkadir et al. 118 studied turning condition selection using the Taguchi and acoustic emission methods to minimize the roughness of optical silicon surfaces. They reported perfect similarity between the acoustic emission forecasting and turning experiments.
Laouissi et al. 119 turned cast iron using Si3N4 tools and the Taguchi method, and investigated the material removal rate, cutting power, cutting force and the surface roughness. They also employed the response surface methodology (RSM) and ANN to develop prediction models. They found that the ANN method provided predictions better than the RSM. Jeang et al. 120 conducted machining simulations, studied the simulation outputs using the RSM to determine tool life and machining time functions, and then optimized the machining process to minimize the cost with acceptable surface roughness. Jeang 121 also optimized the cutting conditions using the RSM and minimized the machining time.
Jenarthanan et al. 37 conducted milling of glass-fiber-reinforced composites, and compared an ANN and the RSM for forecasting of the roughness of the milled surfaces. They found that the ANN was superior to the RSM. Jenarthanan et al. 122 milled the reinforced composites and established a surface roughness model using the RSM, which could determine the delamination and roughness of the milled surfaces.
However, the conventional Taguchi method is not sufficient to resolve multi-objective optimization problems. To tackle this drawback, Routara et al. 123 and Routara et al. 124 attempted to optimize the grinding conditions for satisfying the multiple requirements of surface quality by means of the Taguchi method with weighted principal component analyses. Routara et al. 125 used RSM and GA to optimize the process parameters for turning of EN-8 steel and forecasting and minimizing of the roughness of the machined surfaces. A1/SiCp composites have aerospace and automobile applications, and to obtain low surface roughness of these materials is challenging. Jeyakumar et al. 126 employed an ANN, RSM, and GA, and built models to forecast and minimize the roughness of the machined A1/SiCp surfaces.
Hazir and Koc 127 established ANN models to predict the roughness of sanded European black pine and Lebnon cedar. Hazir and Ozcan 128 predicted the optimal machining conditions that resulted in minimized roughness of beech species. They used a desirability function to optimize a model obtained from experiments and the RSM, and then used a GA to obtain the optimal processing conditions. Oktem 41 used an ANN to build a surface roughness model, and optimized the conditions using GA with the ANN for milling of AISI 1040 steel with minimized roughness. As the coefficient was not required, the GA of this research overcame the challenge that choosing a penalty coefficient depended on human experiences and the problem to solve.
Sivatte-Adroer et al. 129 used ANNs and modelled a honing process to provide process factors being a function of the targeted surface roughness. However, ANNs have no warranty for resulting good performance in applications, while GA has the ability for multiple objective optimization. Therefore, Jesuthanam et al. 36 established an ANN trained using particle swarm optimization (PSO) and GA to predict surface roughness. This approach resulted in competent performance and computing speeds, better than ANNs alone did. In another research, Sangwan et al. 5 determined the optimal machining conditions using a hybrid method with a GA and ANN, that resulted in minimal roughness of turned Ti-6Al-4V surfaces.
He et al. 130 forecasted the roughness of diamond-turned surfaces, and the undeformed chip thickness and the kinematics were considered theoretically. The defects of the tool, plastic flow, and material spring-back were forecasted with an ANN trained using experiment data. The machining conditions for the best surface roughness were found using a PSO approach.
Ghosh et al. 7 developed a surface roughness model using RSM and ANNs to optimize process conditions for milling of C40 steel. As shown in Figure 10, 7 design of experiments was conducted, surface roughness measurement was performed after experiments, and then roughness models were established. Two ANN models were established using back-propagation neural network (BPNN) with gradient descent (GDX) and Levenberg-Marquardt (LM) methods. Comparison of the ANN models was conducted, and a better ANN model was coupled with the GA to optimize machining parameters. A response surface (RS) model was established, and was coupled with PSO and GA. Then, comparison of these methods was performed, and confirmation experiments were performed for validation. As the main advantage, the method of PSO coupled with RSM was found to perform better than other (including ANN coupled with the GA) methods compared and could accurately predict the roughness values that were confirmed by the validation experiment. However, it is normal that any one research cannot cover all possibilities and discover all the advantages and disadvantages of possible combinations of various coupled methods. These can be further researched in the future.

The flowchart of the methodology proposed by Ghosh et al. 7
Future work
As discussed in section 3, conventional fine finishing of sprayed WC-Co coatings was time-consuming. Barletta et al. 21 proposed fast regime fluidized bed machining (FRFBM) to fine finish WC-Co coatings, and the surface roughness of the coatings was significantly improved by using this technique. Future research can be optimization of the surface roughness and process parameters, and further applications of FRFBM to the machining of complex surfaces. 21
According to Dhokia et al., 114 direct machining of polymers has been increased. They established an ANN model using DOE to predict the roughness of the machined polypropylene surfaces. Online and in-process measuring of surface roughness has been proposed. This technique is helpful but may be costly. Future work can concentrate on new models for machining of other soft materials.
Haq and Srivastava 29 prepared mango wood polypropylene composites (WPCs), and characterized the sample surface quality using an AFM. Future researches can be studies of the WPC surface roughness for various applications.
Darmawan et al.91,92 studied the roughness of pine wood after milling. Lower surface roughness was obtained by down-milling compared with up-milling, and by augmenting the bit helix-angle. Analytical models on helical bits may resolve the problems for milling of wood. Nonetheless, experimental tests are still needed to evaluate the performance and valid the potential of the proposed bits as the future work.
One advantage of ANNs is that a model can be built with the available output and input and then trained to forecast the dynamics. One advantage of RSM is that it can display the cause contributions. However, the ANN model does not provide much information on the design parameters and their contributions to the response, and this can be further researched. 37
Dynamic forecasting of the surface roughness during machining processes can augment the productivity in the industry. Khorasani and Yazdi 113 have performed dynamic roughness monitoring during milling, and simulated the process of milling. As the future research, further studies on various materials and machining fluids may be useful for enhancing the efficiency and productivity of industrial applications. 113
Choosing materials is most challenging for industrial applications, and environmental demands must be taken into accounts for cleaner manufacturing. The mould insert materials included aluminium alloys and beryllium copper. Zhong et al. 70 found that the rapidly solidified Al alloy performed in moulding of plastic lenses better than and comparably to the aluminium and BeCu alloys, respectively. The finding was important, giving the industry an option for material choosing. The industry has deep interests in researches on insert lifespans of the insert materials for the insert fabrication and injection moulding. However, to collect sufficient lifespan data demanded by the industry is tedious and time consuming, and such researches and databases are lacking. A combination of actual testing and analytical/numerical modelling methods may be required in order to reduce the workloads and testing time needed and meet the industry needs.
He et al. 130 considered the undeformed chip thickness and the kinematics and forecasted defects of the tool, plastic flow, and material spring-back using an ANN trained using experiment data. The machining conditions for the best surface roughness were found using a PSO approach. Jesuthanam et al. 36 established an ANN trained using PSO and GA to predict surface roughness. This approach resulted in competent performance and computing speeds, better than ANNs alone did. These researches are examples demonstrating the future research directions. Moreover, product production rate, cost and quality may be contradictory objectives, and bring challenges to optimization. 6 How to overcome such challenges is future research work.
One more point worthy to point out is as follows. For many industry applications, minimized surface roughness of the products is demanded. However, for many other industry applications, only an allowed (not the lowest) surfaced roughness range is required for good reasons. For example, rough surfaces may provide micro-pockets to retain lubricants and enhance the lubrication effect. Rougher wood product surfaces may result in higher bonding strengths as discussed in section 5. Moreover, an allowed (not the lowest) surfaced roughness range/specification may lead to less machining time, lower costs and higher machining efficiency, more preferred by industries. However, it was challenging to have any allowed surface roughness as one of the requirements and determine suitable (not necessarily optimal) process parameters such as feed rate and depth of cut. 39 The suitable process parameters may not be unique, and could be multiple choices. Any set of them would achieve the surface roughness objective. To select one of them depends on considering other objectives such as less machining time, lower tool wear, lower product costs, and higher machining efficiency etc. Such researches and more reports may be expected in the future.
Conclusions
Based on the articles reviewed, conclusions can be drawn as follows. Ductile streaks on silicon and glass surfaces ground or lapped with inexpensive machines largely reduced the polishing time to obtain required surface quality. Abrasive jet machining could remove the patterns from recycled wafers and improve the roughness. The surface roughness of WC-Co coatings was significantly improved by using the method of fast regime fluidized bed machining. Higher bonding strengths resulted from rougher surfaces of wood samples. Wood samples had reduced bonding strengths after soaking in water. MOL is still a hot research topic until now to achieve low surface roughness and at the same time reduce the amount of the fluid for environmental considerations. Moreover, the researches and demands for greener precision machining using not only MQL but also eco-friendly lubricants are increasing.
Optimum ANNs with the necessary inputs could accurately estimate the roughness values. One advantage of ANNs is that a model can be built with the available output and input and then trained to forecast the dynamics. But, the ANN model does not provide much information on the design parameters and their contributions to the response, and this can be further researched. One advantage of RSM is that it can display the cause contributions. ANNs trained using PSO and GA could predict surface roughness better than ANNs. As the main advantage, the method of PSO coupled with RSM was found to perform better than other (including ANN coupled with the GA) methods compared and could accurately predict the roughness values that were confirmed by the validation experiment. These researches are examples demonstrating the future research directions. The advantages and disadvantages of possible combinations of various coupled methods and which of the method is better and more used for prediction of surface roughness, can be further researched. In addition, product production rate, cost and quality may be contradictory objectives, and bring challenges to optimization. How to overcome such challenges is also future research work. Further, for many industry applications, minimized surface roughness of the products is demanded, while for many other industry applications, only an allowed surfaced roughness range is required. It was challenging to have any allowed surface roughness as one of the requirements and determine suitable process parameters. More researches and reports can be expected in the future.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.