
Abstract
An efficient distribution center (DC) is one that receives, stores, picks and packs products into new logistics units and then dispatches them to points of sale at the minimal operating cost. The picking and packing processes represent the highest operating cost of a DC, and both require a suitable space for their operation. An effective coordination between these zones prevents bottlenecks and has a direct impact on the DC’s operational results. In the existing literature, there are no studies that optimize the distribution of the picking and packing areas simultaneously while also reducing operating costs. This article proposes an integer nonlinear integer programming model that minimizes order preparation costs. It does so by predicting customer demand based on historical data and defining the ideal area for picking and packing activities. The model is validated through a real case study of seven clients and fifteen products. It achieves a
Introduction
The exchange of globalized goods and services necessitates intricate shipping and relocation patterns that impact the productive process, in particular, the sales point. 1 Distribution centers (DC) are thus utilized to help reduce the time required to transport goods from the production plants to the sales points by maintaining an adequate inventory of products and minimizing stock shortages. 2
The DCs are logistic structures that receive and store products according to clients’ requirements and prepare orders (picking). Thus, the products are separated from their original load units to constitute a new loading unit. Then, these new loading units are packed in efficient units (packing) to be transported safely (in pallets) to the sales point. A warehouse management system (WMS) helps minimize handling costs by tracking the location of the products and the status of the orders in the DC. 3
According to the description of the DC operations, four sections are identified: reception, warehouse, preparation of orders and dispatch. Picking and packing operations in the order picking area often cause a bottleneck due to the complexity of their automation. The literature indicates that these operations amount to two-thirds of the DC’s operating costs and time. One way to improve the productivity of a DC is to facilitate the flow of materials by optimizing the facility’s design.
In the 80s, the attempts to reduce the picking time of orders in DCs only considered the ends of the aisles. 4 The computational effort required is linear and in direct relation to the number of corridors. However, Gumma et al. 5 proposed a mixed formulation of non-linear programming to address the problem of assigning picking locations and thus minimize operating costs.
Tarczyński 6 compares strategies for planning a picking route through a simple warehouse by using an algorithm that relates the length of the route with the attributes of the DC.
Peng et al. 7 propose the method of nested partitions to solve problems of global optimization; this method systematically divides the feasible regions and intensifies the search in promising regions. The diversity of the stock unit (SKU) in the warehouse and the product request volume can be factors that affect the storage system. 8
When evaluating different picking, storage, and routing policies, it is possible to determine which process provides the highest percentage of savings relative to baseline policies. Lagodimos et al. 9 analyze the effects of the size of the order, the form of the depot, the location of the collection/return point and the distribution of the demand on the performance. Wu et al. 10 consider the case where all the items of the order are available for picking in the inventory, and the unfulfilled orders are transferred to the next day with higher priority using a linear programming model.
The picking process is critical in the supply chain of all DCs. Most optimization tools provide efficient solutions but only consider uniform pallet dimensions. 11 Once the picking is finished, the new logistics units are transported for consolidation in the packing area. The system will depend on the number of workers assigned to a single zone; a greater number of zones reduces the picking time (since the travel time is reduced). However, the waiting time to complete packing increases. Derpich and Sepúlveda 12 seek to determine the optimal number of zones so as to minimize the total picking time and thus improve the packing operation.
Venkatadri et al. 13 contribute to optimizing the placement of products in a DC tuning tunnel in the soda industry, thus reducing congestion and improving performance. To minimize the total replenishment effort, the number of collection locations for each product is optimized, which has a positive impact on performance.
At present, DCs are characterized by a high diversity of logistic units that must be repackaged and incorporated in the same pallet. Derpich and Sepúlveda 14 proposes a model that integrates the design of the DC, the storage and distribution policies and the selection process for a product, thus minimizing transportation costs.
The reviewed literature sheds light on improvements in the zone selection network as it allows routing flexibility in the order fulfillment process. Ho and Lin
15
analyze two problems: batch dispatch and order selection; they consider the picking time as well as the order size, location, and how these factors affect the performance of the process. Jiang et al.
16
consider routing with heterogeneous equipment, storage locations and inventory. They use metaheuristics such as Genetic Algorithms, Tabu Search, and a hybrid system (
In the bibliographic review, no literature was found that solves both of the aforementioned problems. Therefore, integrating the design of the picking and packing sections for multiple products is a novel contribution to hard engineering. This strategy defines an operational flow that achieves an agile and timely dispatch by minimizing the number and severity of bottlenecks in the DC. The efficient design of the picking and packing areas facilitates automation in warehouse management, which is part of Industry
This article presents a non-linear programming model that optimizes the design of the picking and packing area. The costs associated with picking, turnover rate, inventory management, and ABC classification of products are thus minimized. Additionally, it considers the speed of picking and packing, and solves the aforementioned problem.
The article is structured as follows: in Section “Problem Formulation,” we present the integer non-linear integer optimization model. In Section “Industrial Case,” we present the results of the implementation, applied to a case study based on real industrial data. In Sections “Conclusions,” the main conclusions and areas for future study are presented.
Problem formulation
The following is an integer non-linear programming model called Design of the Picking and Packing Area (DPPA). The DPPA model is described in this section; its aim is to minimize the operating costs of picking and packing by optimizing the design of their respective areas. The parameters are presented with their respective units and the model variables. The operational requests are also described.
Sets
Products set:
Customer set:
Parameters

Decision variables
Assumptions
The products processed in picking can be handled manually (i.e. they are small and lightweight).
The DC works with standard American pallets (
The replenishment of a location in the picking area is done using pallets containing only one type of product.
The fixed costs in the picking area are related to the operating costs of the equipment used in the operation and the daily salary of the employees.
The variable costs in the picking area are derived from the boxes, film, special labeling and transport due to the location of the pallet in the storage area.
In the packing area, the full pallets can have an arrangement with several SKU.
In the packing area, a position is occupied by a pallet plus a percentage of area (85%) destined to corridors. Consequently, the floor area per packing position working with standard pallets is
Neither the cost of moving the products to the dispatch area nor the dispatch to the final client are included.
The model minimizes costs for one period.
Formulation of the DPPA model

Subject to:








The objective function (1) has five costs. The first three correspond to (1) the picking area multiplied by the (2) inverse ratio between the rotation rate, and (3) the ABC classification of products. Thus, the higher a product’s rate of rotation and ABC classification, the greater priority it will receive when the number of positions in the picking area is assigned. The last two costs are associated with the packing area.
The cost of collecting items i in the picking area in the period is given by (10), where

The replacement cost for product i in the picking area in the period is defined by (11) and corresponds to the sum of the fixed costs and the variable costs. The first term expresses how many times per day the picking positions of a product must be replenished to satisfy the demand (

The cost per product space i in the picking area for the period is defined by (12), in which the area occupied by the product in the warehouse (

The cost per customer j, which is associated with the space utilized in the packing area during the period, is defined by (13). In this equation, the area occupied per client in packing (

Equation (14) gives the average cost per customer j. Because the products are grouped into new pallets, the average cost per customer is determined by multiplying the number of pallets that can be formed in the period (

Additionally, Restriction (2) establishes that the available units of each product in the picking area (
Restriction (7) defines the total area of the packing zone; the shape of the area is left to the decision maker’s discretion. However, if the pallets are left side by side and have a width of


Industrial case
The integer nonlinear programming model is validated in a company with seven clients and fifteen products. The results show an increase in the efficiency of the process in the picking and packing area as compared to a standard layout. The model is written in GAMS and executed with the Knitro solver, which converges to an overall solution in
Input data
The DC works 8 h a day with a daily volume of orders (a) equal to
Operation parameters.
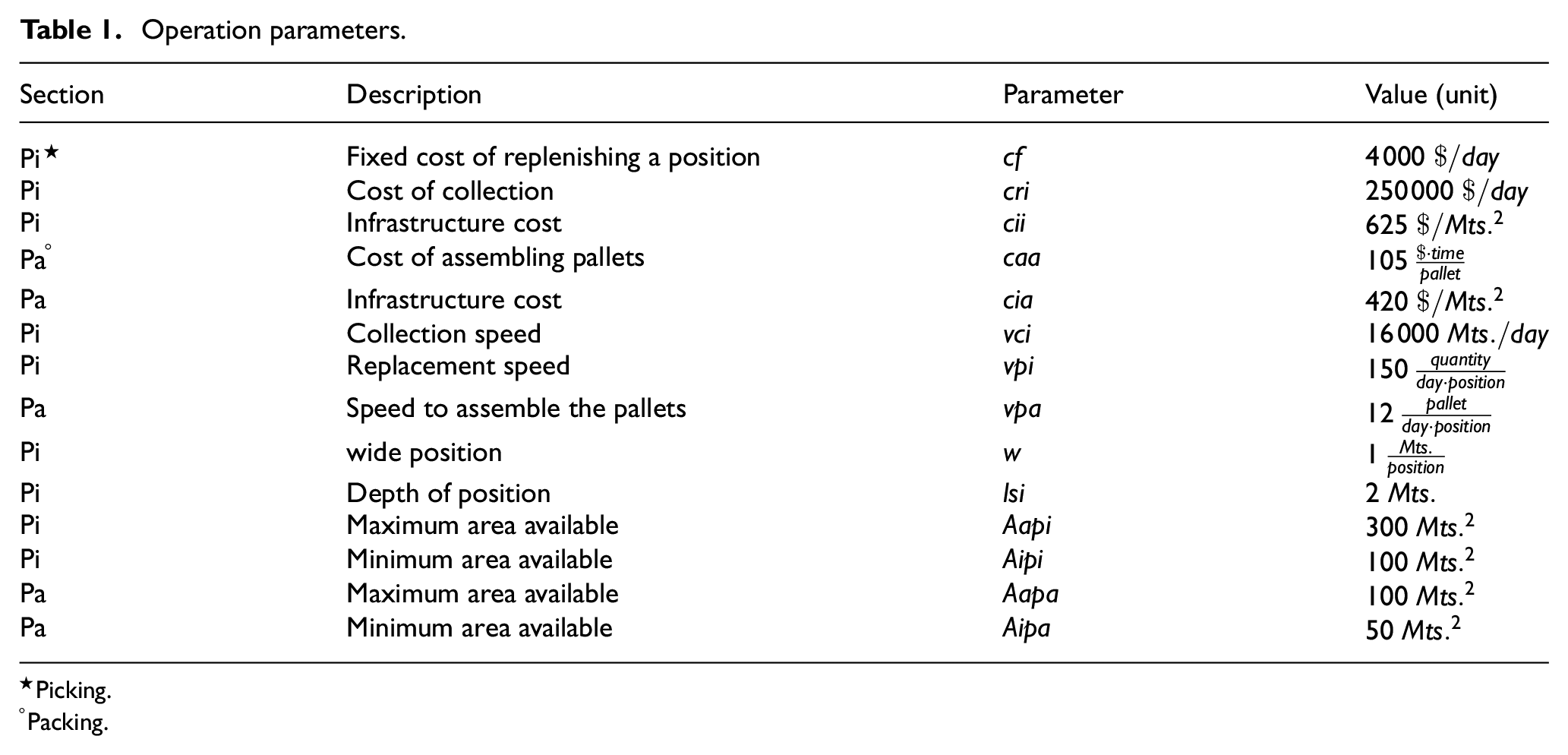
Picking.
Packing.
The daily requirements, variable replacement costs per product and the storage capacity of a picking position are presented in Table 2. Meanwhile, the daily requirements per customer in the packing area, along with the maximum and minimum number of positions per product, are presented in Table 3.
Daily requirements in picking by product.
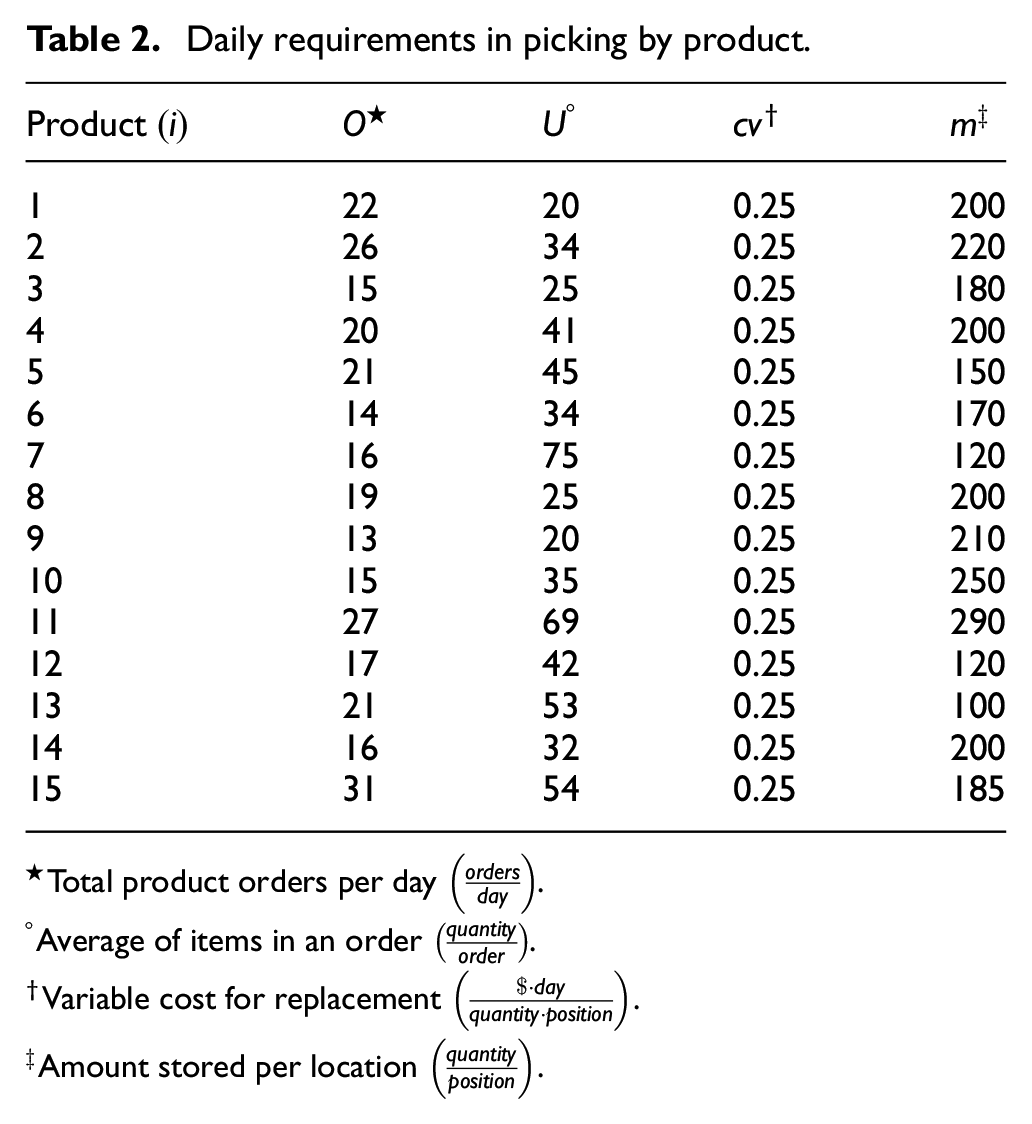
Total product orders per day
Average of items in an order
Variable cost for replacement
Amount stored per location
Daily requirements in packing by client.

Number of orders per customer
Average orders per pallet
Minimum positions required
Maximum positions required
Finally, Table 4 presents the number of positions available in packing, the ABC inventory classification and the rotation rate per product. The demand for products was estimated using historical data, and the turnover rate for the period was calculated by dividing the cost of the required product by the value of the inventory for each product.
Positions available per product in packing, ABC classification, and rotation rate.

Minimum positions required
Maximum positions required
ABC Classification.
Rate of rotation.
Results
The minimum value of the objective function is
Costs per operation (not considered
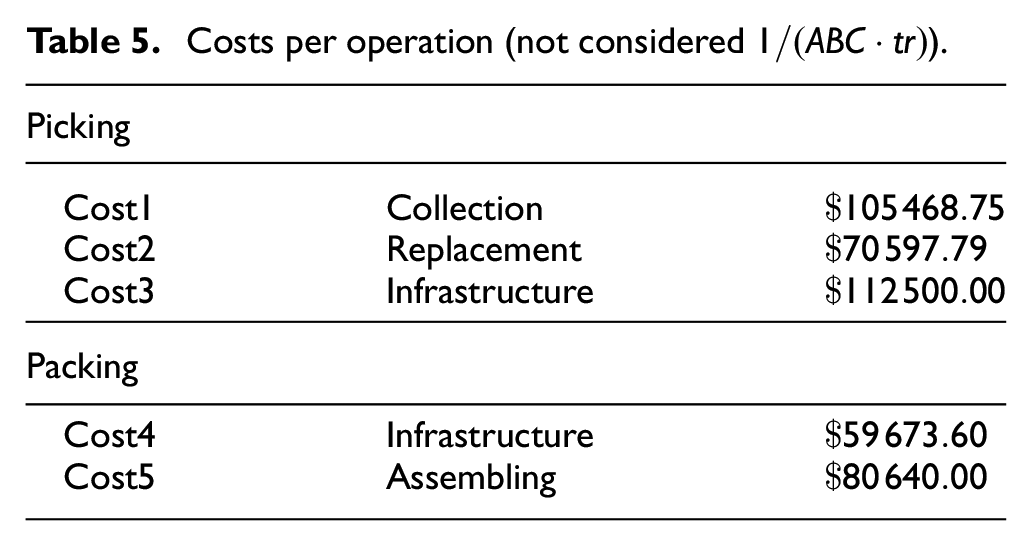
The cost of infrastructure is not very high compared to the other costs because the DC is on the outskirts of the city. It should be noted, however, that the cost of infrastructure in picking is higher than that of packing; this is due not only to the area required by each respective operation, but also to their relative infrastructure requirements.
In the picking area, the cost of replacement is less than the cost of collection because replacement is done at the pallet level with the help of forklifts while collection is done manually at the product level. Finally, the optimal position assignments per product
Optimal positions for products in picking and space assignment per customer in packing.

In Table 6, the product that requires the most picking positions is product
Idle capacity is available in both picking and packing due to the discrete nature of the positions (pallet positions cannot be split). Nevertheless, when the optimal allocation is compared with the results of the method that is normally employed, a 15% reduction in operating costs is observed. Regarding the case study, this reduction in the objective function was 15.02%. Based on these results, we present our conclusions in the following section.
Conclusions
An integer non-linear optimization model called DAPP was presented; it minimizes the operating costs and identifies the optimal number of positions per product and per customer in picking and packing operations for small products. By using this model, it is possible to define the area of these operations that best meets the DC’s daily operational requirements.
The proposed model allows a free flow between picking and packing operations to reduce costs and increase the volume of these operations. When comparing the proposed model with others found in the literature, a significant reduction in bottlenecks and the delivery of the wrong products to customers was found.
The proposed model can be applied to the operation of all types of DCs, regardless of the size of the operation. It should be noted that the Knitro solver, independent of the user interface (GAMS, AMPL, Front Line Solver, etc.) can smoothly solve large, non-linear optimization problems, 17 such as the one presented in this research.
For future work, we propose extending the proposed method to multiple periods and incorporating seasonal changes in demand into the model. Another interesting extension would be to address the uncertainty in demand by using robust distributional optimization to find solutions that are immune to disturbances caused by this type of fluctuation.
Footnotes
Handling editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by University of Bio-Bio grant number 2060222 IF/R and 2060240 IF/R. Research Department of Universidad Andres Bello grant number DI-12-20/REG, and DICYT-Project Number 062117DC – University of Santiago of Chile. Thanks a lot, for their support in this work.