
Abstract
Magnesium matrix nanocomposites (Mg-MNCs) are high grade materials widely used in aerospace, electronics, biomedical and automotive sectors for high strength to weight ratio, excellent sustainability and superior mechanical and tribological characteristics. Basic properties of Mg-MNCs rely on type and amount of reinforcement and fabrication process. Current study reviews existing literatures to explore contribution of different parameters on tribological properties of Mg-MNCs. Effects of particle size and amount of different reinforcements like SiC, WC, Al2O3, TiB2, CNT, graphene nano platelets (GNP), graphite on tribological behaviour are discussed. Incorporation of nanoparticles generally enhances properties. Role of different fabrication processes like stir casting (SC), ultrasonic treatment casting (UST), disintegrated melt deposition (DMD), friction stir processing (FSP) on wear and friction behaviour of Mg-MNCs is also reviewed. Contributions of different tribological process parameters (sliding speed, load and sliding distance) on wear, friction and wear mechanism are also examined.
Introduction
Composite materials normally harmonize properties of matrix phase and reinforcement phase. Judicious selection of matrix and reinforcements are highly solicited so that desired features can be tailor made based on end application. With the passage of time, the ever increasing demand for efficient use of resources, skyrocketing price of oil and ever-stricter emission norms are pressing the industries for newer advanced materials to substitute traditional ones. This trend coupled with attenuation of natural reservoirs has yielded lightweight materials as the essential and inevitable solution. Al, Mg, Ti and Cu are widely used matrices in this regard. 1 Being the lightest structural material, magnesium is a favourable choice. It is sixth abundant material (2.7% of total resource) in nature. Density values suggest that pure magnesium is almost 33% lighter than Al and 75% lighter to steel. 2 Due to low density and lucrative specific properties, magnesium and magnesium based materials find different high end applications. Magnesium have various perceptible positive sides like better manufacturability, lower latent heat of fusion and higher machinability. These make it a favourable choice than aluminium and other lightweight materials. Machinability of magnesium components are 50% higher than Al with 50% more energy efficiency. Mg also has lower latent heat which produces 25%–50% more castings compared to aluminium. Consequently, automotive sectors are steadily substituting conventional ferrous components like steering shaft, power train, pistons, trans- mission cases, brake components and housings by Mg and Mg alloys. 3 Replacement of engine block (cast iron, 84.6 kg) of V6 3.0 l by magnesium (30 kg) ensues around 65% reduction in overall weight. 4 Consequently, commercially pure magnesium as well as magnesium alloys are considered as matrix material to produce magnesium composites.
Typically, each and every mechanical system consists of moving components, involving tribological interactions. Transportation sectors highly depend on tribology. Mechanical drive system along with the contact surface of wheel and track highly rely on tribology. In construction sector, different equipment like oil rigs, drills of tunnel digging, excavators, pumps etc. depend on tribological advancement. 5 Holmberg and Erdemir 6 have tried to study the worldwide impact considering transport, power sector, residential and manufacturing sector. According to their findings, 20% of world’s total consumed energy is used to overpower friction while 3% is for reproducing worn parts. If tribological factors are tackled wisely then transport sector is able to save around 25% of total consumption in short term (8 years) while the same for power sector, residential and manufacturing sector are 20%, 10% and 10% respectively. By proceeding towards advantageous side of tribology, energy losses of machinery, equipment and vehicles can be minimized around 40% in long term (15 years) which is around 1.4% of annual GDP. Moreover, judicious application of tribological technologies can cut down global emissions by 1460 million tons of CO2 resulting 450,000 million euros in short term. Accordingly, research on tribological advancement is highly solicited. Typical research area of tribology is highly diverse like wear and friction of machine elements (bearing, clutch, gear and wheels), tribology of tribo-fatigue system, bio-tribology, green tribology, geo-tribology, nanotribology, tribotronics, computational tribology, space tribology, nature tribology and superlubricity. Moreover, development of new high quality material has shown new ray towards solving several tribological problems. 7 In this context, oxide (Al2O3, Y2O3, ZnO), carbide (SiC, TiC, B4C), boride (TiB2), nitride (BN) and graphite particulates are commonly reinforced in Mg/Mg alloys to improve tribological properties.8–14 Besides different type of particles, particle size also shows influential role for obtaining better tribological properties. For micro-reinforcements, high amount is needed to be fortified which results wettability problems by forming cluster and entrapping air. 15 With advancement in nano-science, nowadays nanometric reinforcements are incorporated to obtain further improvement in mechanical behaviour (hardness, toughness, tensile strength) and better tribological characteristics. 16 Available literatures reveal that less than 2% of nano-sized particulates is sufficient to display noticeable tribological properties. 17 Nano-particles of Al2O3, TiC, BN, SiC, ZnO, graphite are fortified in Mg or Mg alloys resulting noticeable improvement.18–24 Development of Mg based nano-composites is exigent job as nano-particles can agglomerate or oxidation may happen for magnesium. Dispersion also has great impact while fabricating Mg-MNCs. Moreover, wettability, cost effectiveness and large scale productions are also additional issues while selecting appropriate fabrication technique. Literatures reveal that Mg-MNCs are successfully fabricated by disintegrated melt deposition (DMD),20,22,25 stir casting, powder metallurgy16,26 and ultrasonic treatment casting route.25,27,28 Accordingly, tribological studies of magnesium based metal matrix nanocomposites (Mg-MNCs) at different experimental conditions have received significant attention of researchers16,19,29–33 who have studied tribological behaviour (wear and friction) of Mg-MNCs at different experimental conditions and evaluated possible wear mechanisms by examining worn surfaces and wear debris.
Some reviews of literature on tribological characteristics of Mg based composites having micron-sized reinforcements are available but exhaustive reviews on tribological behaviour of Mg based nanocomposites (Mg-MNCs) are scanty. Tribological properties, that is, wear and friction are impacted by various interacting factors like load, speed, sliding distance, contact pair surface, temperature, lubrication, reinforcement (content, type and size), heat treatment etc. Accordingly, several researchers have conducted different experimental analysis on tribological characteristics of magnesium based nanocomposites at lab scale considering different aspects and parameters. Details of experimental considerations and decisive information of different studies having various controlling factors are summarized in tabular form. Present review is a attempt to highlight these published works considering recent progress in tribological behaviour of Mg-based nanocomposites.
Dry sliding wear behaviour
Material factors
Reinforcement content
Normally, incorporation of reinforcement (carbides, oxides, boride, nitrides, etc.) into Mg/Mg alloys enhances tribological properties. Accordingly, scientific community has incorporated different percentage of reinforcements in various Mg alloys to examine its effect on tribological behaviour. Table 1 summarizes the various reports available in literature in this respect. Lim et al. 34 incorporated alumina nanoparticles (50 nm; 0.22, 0.66 and 1.11 vol.%) in pure Mg using disintegrated melt deposition (DMD) followed by extrusion and investigated tribological behaviour using pin-on-disc tribotester having AISI-O1 tool-steel disc as counter face. Tribological tests were performed under 10 N load and varying sliding speed (1, 3, 5, 7 and 10 m/s). Wear resistance was found to increase continuously with increasing percentage of Al2O3. Furthermore, wear rate reduces up to a transition limit (7 m/s) for all samples, beyond which wear rate rises. Worn surface analysis reveals abrasion and adhesion as dominant wear mechanisms which transit to thermal softening at highest sliding speed. Graphene nano platelets (width 5 μm and thickness 2–10 nm) of varying amount (0.1, 0.3 and 0.5 wt.%) were incorporated in pure Mg and Mg–3Al using powder metallurgy by Kumar et al. 35 Pin-on-disc type tribometer was employed to investigate tribological characteristics of those nanocomposites considering different parameters. Nanocomposite reinforced with 0.3 wt.% GNP was found to yield best tribological and mechanical properties. Lu et al. 36 fortified Al2O3 (50 nm; 0, 0.1, 0.15, 0.2, and 0.3 wt.%) and CNT (30 nm dia., 30 μm length; 0.3, 0.2, 0.15, 0.1, 0 wt.%) in AZ31 matrix using friction stir processing. Pin on disc tribotester with 5140 alloy steel counterface was used considering sliding speed of 0.314 m/s (200 r/min) and varying loads (0.65, 1.30, 1.95, 2.60 and 3.25 MPa). It was noticed that hybridisation improves hardness. AZ31-0.2Al2O3-0.1CNT possesses 1.4 times greater hardness than AZ31. AZ31-Al2O3 possesses better wear resistance than AZ31-CNT but COF follows opposite trend. At higher load (>1.95 MPa), wear and COF of AZ31-0.1Al2O3-0.2CNT composite is much lower than others. Abrasion was dominant when load was less than 1.30 MPa, otherwise delamination was dominant. Al-maamari et al. 37 developed Mg–Gr and Mg–SiC–Gr hybrid composites through mechanical alloying and conducted tribo-mechanical characterisations. Particle size of SiC (0, 10, 15 and 20 vol.%) and graphite (0, 5 vol.%) was used as 74 and 40 μm respectively. Pin-on-disc type tribometer was employed by considering different parameters, that is, load (10, 20 and 30 N) and sliding speed (0.5, 0.8 and 1 m/s). Hybrid composites exhibited noticeable improvement in hardness (65%–138%) and UTS (20%–38%) depending on SiC percentage. Mg–20SiC–5Gr possessed highest microhardness as well as highest UTS among tested samples. Among composites, specific wear rate (SWR) of Mg–5Gr was 0.00087 mm3/N-m at 10 N whereas Mg–5Gr–15SiC and Mg–5Gr–20SiC exhibited 0.0026 mm3/N-m and 0.0031 mm3/N-m respectively. At 30 N load, SWR of Mg–5Gr increased to 0.0023 mm3/N-m whereas SWR of Mg–5Gr–15SiC and Mg–5Gr–20SiC were 0.0055 mm3/N-m and 0.0067 mm3/N-m respectively. Besides, COF of all composites were lower than base alloy but COF of hybrid composites enhanced with increasing amount of SiC. Eventually, Mg–5Gr–15SiC and Mg–5Gr–20SiC exhibited higher COF than Mg–5Gr. However, Mg–5Gr–10SiC displayed lowest COF of 0.24. Typically, COF of Mg–5Gr–10SiC was almost 53% and 20% lower than pure Mg and Mg–5Gr respectively. Moreover, abrasion and delamination were depicted as main wear mechanisms of hybrid composites. Effect of incorporation of GNP (Thickness 5–25 nm, diameter 5–25 μm) (1, 2 and 5 vol.%) and SiC (<80 nm) (1, 2 and 4 vol.%) in Mg through spark plasma sintering was investigated by Das and Harimkar. 38 A Ball on Disk type tribometer with alumina counterface was employed taking load (1 N) and sliding velocity (150 r/min) as tribo-parameters. Incorporation of GNP and SiC exhibited enhancement in microhardness compared to base alloy. Incorporation of 2 vol.% of GNP yields around 37% higher hardness than base alloy while incorporation of same amount of SiC possesses 65% higher hardness. Incorporation of GNP helps to reduce wear rate except for 5 vol.%. Incorporation of SiC particles enhances wear resistance up to 2 vol.% but further incorporation yields detrimental effect. Incorporation of GNP and SiC decreases wear rate by 23% and 28% respectively compared to Mg. COF of Mg–SiC composites are in between 0.4 and 0.6 which are much lower than Mg–GNP composites.
Effect of reinforcement content.

A: amplitude; BOD: block on disc; BAD: ball and disc; CNT: carbon nanotube; D: diameter; DMD: disintegrated melt deposition; DPC: dynamic powder compaction; f: frequency; FSP: friction stir processing; Gr: graphite; GNP: graphene nano platelet; MA: mechanical alloying; MWCNT: multi-walled CNT; POD: pin-on-disc; PM: powder metallurgy; SC: stir casting; SqC: squeeze casting; SPS: spark plasma sintering; SWR: specific wear rate; T: thickness; UTS: ultimate tensile strength; W: width.
Jayaraman et al. 39 had examined the effect of incorporation of MWCNT (0.33, 0.66 and 1 wt.%) in AZ31 using Powder metallurgy on tribological characteristics. Load (15.7, 25.5 and 35.32 N) and sliding speed (1.04 m/s) were taken as input parameters. It was reported that microhardness as well as wear resistance enhanced significantly with continuous addition of MWCNT up to 0.66%. Further incorporation results detrimental effect due to agglomeration. Similar effects were also observed for COF. Similarly, Selvamani et al. 40 had reinforced MWCNT (Dia. 20 nm, Length 20 μm) (2, 3 and 4 wt.%) in AZ91D through stir casting and investigated tribological behaviour with the help of pin-on-disc tribotester. Selected parameters for tribological tests were load (10, 15 and 20 N), sliding distance (1500 m) and speed (650 rpm). Incorporation of 3 wt.% of MWCNT enhanced microhardness and tensile strength by 21% and 14% respectively. Incorporation of MWCNT initially (up to 3 wt.%) reduced wear rate but further incorporation (4 wt.%) resulted in enhanced wear rate. Wear loss increased continuously with increase in applied load when forging pressure and friction are increased. SEM micrographs of worn surfaces revealed abrasion and delamination as dominant mechanisms. Atomic force microscopy (AFM) analysis disclosed relatively lower roughness for composite. Effect of fortification of CNT (0.5, 1.0, 2.0 and 4.0 wt.%) in AZ31 matrix on wear properties were evaluated by Zhou et al. 41 Composites were developed by powder metallurgy followed by hot extrusion. A block on disc type tribometer having high carbon chromium bearing steel as counter body was used for wear tests. During experimentation, used parameters were load (5, 10 and 50 N), reciprocating frequency (0.5 Hz), displacement amplitude (1000 μm) and friction time (40 min). Mechanical properties, like YS (yield strength), UTS (Ultimate tensile strength) and microhardness are enhanced by incorporating CNTs into AZ31. With addition of 2 wt.% of CNT, YS and UTS reached the highest value of 241 and 297 MPa respectively. Incorporation of CNTs noticeably decreased COF and wear loss because of its self-lubrication effect. Amount of CNT could be related with COF and wear loss by Boltzmann model and exponential decay model.
Zhang et al. 32 developed AZ31B–SiC nanocomposites by incorporating different amount (10 and 15 vol.%) of SiC nanoparticles (20 nm) and conducted tribological tests. Block on disc type tribotester having SiC ceramic ball as counter face was used for this purpose. Load of 0.5 N, sliding speed of 30 mm/s and sliding distance of 60 m were chosen for tribological tests. Microhardness of Mg–10SiC and Mg–15SiC got enhanced by 138.7% and 215.3% compared to base material. It was reported that incorporation of SiC particles enhanced COF values. COF of Mg–15SiC was almost twice that of base material. Wear rate of nanocomposites decrease significantly compared to pure Mg. It was observed that wear rate of Mg–15SiC (0.17 × 10−3 mm3/N-m) was almost 23 times lower compared to base material. Oxidation and delamination were found as prudent wear mechanisms. Again, Majzoobi et al. 42 had incorporated varying amount (0, 1.5, 3, 5 and 10 vol.%) of SiC (50–100 nm) through dynamic powder compaction utilising mechanical dropping hammer to develop Mg–SiC nanocomposites. Pin on disc type tribotester was used for wear tests and AISI 52100 carbon steel was used as counterface material. Load of 20 N, sliding distance of 500 m and sliding speed of 0.09 m/s were applied during tribological tests. Incorporation of increasing amount of SiC enhanced microhardness by 28%–35% even at elevated temperatures (250°C and 450°C). Ultimate compressive strength (UCS) increased by 150% for Mg–5SiC up to 450°C. Wear rate decreased by 58% due to addition of SiC nanoparticles and wear rate decreased from 3.55 to 1.48 mg/m at 20 N and 500 m. COF also got affected due to incorporation of SiC particles. Initially, COF varied stochastically and become constant afterwards. For Mg, highest value of COF was 0.9 whereas that value for Mg–5SiC and Mg–10SiC were 0.27 and 0.23 respectively. For nanocomposites, delamination and mild adhesion were controlling wear mechanisms.
Banerjee et al. 43 incorporated WC nanoparticles (80 nm) through ultrasonic vibration assisted stir casting method and investigated tribological behaviour under dry sliding condition. Tribological tests were performed in pin-on-disc type tribotester using EN8 steel as counter face and considering varied tribological parameters (load 10–40 N, sliding speed 0.1–0.4 m/s, track dia. 40 mm and time 10 min). Microstructural characterisation (Optical microscope and scanning electron microscope) revealed homogeneous distribution of WC particles in base matrix. Incorporation of 2 wt.% of WC enhances microhardness by 52.45% than base matrix (Figure 1). It was revealed that AZ31 alloy possessed notably higher wear rate compared to AZ31–WC nano-composites for all loads (Figure 2(a)). Wear rate of nano-composites did not offer any significant variation with respect to load. However, composite having more amount of reinforcement possessed better resistance. Initially, wear rate changed sharply when sliding speed was changed from 0.1 to 0.2 m/s. Afterwards, wear rate increased moderately. For nanocomposites, wear rate decreased initially (0.1–0.2 m/s) followed by slight increment for further increase in sliding speed (Figure 2(b)). However, AZ31–WC nanocomposites offered better wear resistance compared to base alloy. Similarly, AZ31–WC nanocomposites had shown far better friction properties than AZ31 but COF value of nanocomposites enhanced proportionately with WC percentage. However, COF values increased gradually with increase of tribological parameters (load and speed) (Figure 3). Worn surface morphology yielded abrasion, adhesion and delamination to be the controlling wear mechanism. Arab and Marashi 44 incorporated xGNP-H15 (thickness 15 nm, Dia. 15 μm) in AZ31 matrix through FSP technique. Seven types of materials were developed to examine the contribution of reinforced particulates on mechanical and tribological properties. Developed samples were as follows: S-BM (base metal), S-FSP (FSPed base metal), 1–5 wt.% GNP incorporated composites (S-1 to S-5). A pin-on-disc tribotester having AISI 52100 disc as counter face was employed for studying tribological properties. Load, speed and sliding distance were 10 N, 0.5 m/s and 1000 m respectively. The average hardness of S-BM is 56 HV which increases up about 14% (64 HV) by applying FSP; while, it increases to 70, 72, 75 and 79 HV by adding GNPs in S-1 to S-4, respectively. Nanocomposites exhibited far lesser wear rate than S-BM. Wear rate of S-BM was 24 μg/m whereas that of S-4 was 10.2 μg/m. Increasing content of GNPs also resulted in lower wear rate. COF of base metal decreased from 0.51 to 0.41 due to application of FSP. Moreover, addition of GNPs decreased COF values and increasing percentage of GNPs resulted in further descend. Incorporation of GNP decreased COF by 25%–45% than S-BM (0.51 to 0.28). COF value of AZ31–1GNP and AZ31–4GNP were 0.38 and 0.28 respectively. Adhesion, abrasion and delamination were observed as dominant mechanisms. Tribological behaviour of AZ91–2Ca–0.3Sb and AZ91–2Ca–0.3Sb (0.5, 1.0 and 2.0 wt.%) SiC nanocomposites fabricated by squeeze casting had been reported by Ganguly et al. 45 Developed alloy and nanocomposites were designated as AZXY9120, NC1, NC2 and NC3 respectively. Tribological tests were carried out through pin-on-disc tribotester considering different conditions (Load 10, 20, 30 and 40 N; sliding distance 1000 m and sliding speed 1.2 m/s). Microhardness results illustrated that incorporated SiC significantly enhanced microhardness and NC3 possesses around 30% higher hardness compared to AZXY9120. Wear resistance of all nanocomposites enhanced compared to AZXY9120 alloy for all loads. Considerable decrease in wear rate was observed due to SiC nanoparticles and lowest wear rate was observed for NC3. At 10 N, wear rate of NC3 decreased by 30% while that for 40 N was 23% compared to AZXY9120 alloy. COF and roughness of worn surfaces of nanocomposites were much lower than AZXY9120 alloy. NC3 possessed 32%–40% lower surface roughness than base alloy at different loads. Abrasion, oxidation, adhesion and delamination were dominant mechanisms for selected materials.

Effect of incorporation of varying amount of WC nanoparticles on microhardness of Mg-WC nanocomposites. 43

Variation of wear rate of Mg-WC nanocomposites with: (a) applied load and (b) sliding speed. 43

Variation of COF of Mg-WC nanocomposites with: (a) applied load and (b) sliding speed. 43
Reinforcement type
Researchers have tried different types of particulates (carbide, nitride, oxide, boride) in Mg matrix. Table 2 summarizes the various available literatures in this regard. Sharma et al. 46 have studied the effect of incorporation of feldspar particles (30–50 μm) in AZ91 alloy on sliding wear characteristics. Varying weight percentage (1, 3 and 5 wt.%) of feldspar particles were fortified and liquid metallurgy (stir casting) method was used for fabrication. Pin-on-disc type tribotester having EN24 disc as counter disc was used for studying wear behaviour. Composites exhibited better wear resistance than base alloy and wear resistance improved with increased feldspar content. Moreover, wear rate of alloy and composites increased with increase in load, sliding speed and sliding distance. It has been indicated that specific volumetric wear rate of alloy and composites increased linearly with increase in sliding distance (0–2.5 km) for different sliding speed (0.62, 0.94 and 1.25 m/s). Abrasion was observed as main mechanism for low load while delamination was dominant at high load. Thakur and Dhindaw 47 had incorporated SiC, Ni & Cu coated SiC (100 μm) particles using vacuum infiltration technique. Microhardness test revealed improved hardness due to incorporation of these reinforcements. Wear and COF studies were carried out in pin-on-disc tribotester having EN24 counterdisc. Tribological investigations revealed that wear and COF follow this following order: coated particles > un-coated > base matrix. Effect of reinforcing SiC (14 μm, 8 vol.%) particles in AZ91 matrix through powder metallurgy followed by extrusion on wear behaviour was investigated by Lim et al. 48 During experimentation, load (10 and 30 N) and sliding speed (0.2, 0.5, 1, 2 and 5 m/s) were varied. At lower load (10 N), incorporation of SiCp yields continuous enhancement in wear resistance for all sliding speeds except 5 m/s. For 30 N load, wear rates are higher compared to 10 N. However, for 30 N load, composites are found to be beneficial only for 1 and 2 m/s sliding speeds. At lower load (10 N), oxidation is the main wear mechanism which changes to delamination and abrasion at 30 N load. Wear mechanism changes to adhesion when sliding speed is increased at high load. At 30 N load and 5 m/s sliding speed, wear mechanism changes to softening and melting leading to massive plastic deformation.
Effect of reinforcement type.

LCS: laser composite surfacing; OHNS: oil hardening non shrinking; PIT: pressure less infiltration technique; RT: reciprocating tribotester; SqC: squeeze casting; VIT: vacuum infiltration technique.
Jalilvand and Mazaheri 49 had developed magnesium based mono and hybrid composites by incorporating ZrO2 (30–40 nm), WC (5 μm), B4C (150 μm), B4C+ZrO2 and WC+ZrO2 through FSP technique. Tribological tests were carried out in a reciprocating tribotester using AISI 52100 steel counter body. During experimentation, the following tribological parameters were used: load (10 N), sliding distance (500 m) and speed (0.1 m/s). Microhardness measurements resulted noticeable improvement by incorporating single reinforcement. Incorporation of WC and ZrO2 in AZ31 matrix yields around 100% and 120% improvement compared to AZ31 alloy. Hybridisation resulted further improvement in hardness. Tribological tests disclosed that AZ31–B4C composite exhibited superior result. AZ31–B4C showed 70% less wear compared to AZ31 at 500 m sliding distance. Simultaneously, composites having ZrO2 and WC yielded 55% and 35% better wear resistance compared to AZ31. Improved wear resistance was observed for AZ31–B4C–ZrO2 hybrid composite compared to AZ31–ZrO2. Similarly, wear resistance of AZ31–WC–ZrO2 was also found to be better than AZ31–WC composite. Tribological study also revealed that AZ31–ZrO2 showed the best friction performance. Hybridisation by incorporating nano-ZrO2 had also reduced COF value of AZ31–WC composites. However, COF of composites having B4C, WC and ZrO2 yielded around 22%, 38% and 62% reduction in COF respectively. Furthermore, AZ31–B4C–ZrO2 and AZ31–WC–ZrO2 showed 30% and 22% reduction in COF. Delamination and abrasion were observed as main wear mechanism for AZ31 alloy while mild and severe abrasions were dominant for composites. Mohanavel et al. 50 had reinforced ZrSiO4 particles (40–60 μm, 0, 4 and 8 wt.%) in AZ91 matrix using stir casting method and examined mechanical as well as tribological behaviour. Wear tests were carried out at 20 N load, 1000 m sliding distance and 2 m/s sliding speed. Incorporation of ZrSiO4 particles enhanced microhardness and UTS. Microhardness and UTS of AZ91–8ZrSiO4 were found as 71 HV and 183 MPa respectively. Experimental results revealed that incorporation of ZrSiO4 had enhanced wear resistance and AZ91–8ZrSiO4 possessed superior wear resistance compared to other variants.
Majumdar et al. 51 had reinforced CrC3 (25–60 μm) in Mg alloy (MEZ) with the help of laser composite surfacing. Pin on disc type tribometer having hardened tool steel was used for wear tests and load of 3 kg with sliding speed of 300 rpm were taken as process parameter. Micro-hardness of composite increases to 100–200 VHN compared to MEZ (35 VHN). Wear resistance of composite also enhanced by 4–6 times compared to MEZ. Corrosion resistance of composite also enhanced compared to MEZ. Effect of fortification of saffil short fibre [(3–8 μm) (10, 15 and 20 vol.%)] and SiC [(40 μm), (5, 10 and 15 vol.%)] on wear behaviour was examined by Mondal and Kumar. 52 Composites were developed by squeeze casting technique. Wear tests were conducted in a pin on disc tribometer and EN32 steel disc was the counter body. Selected parameters for wear tests were load (10, 20, 30 and 40 N), track diameter (40 mm), sliding speed (0.837 m/s) and sliding distance (2.5 km). Wear rate of base alloy is found to be higher than all composites in all conditions. Wear rates of base alloy and composites increase with increase in applied load. Moreover, hybrid composites possess low wear rate compared to composite having 20% saffil as reinforcement. Best wear resistance is observed for AE42–10Saffil–15SiC hybrid composite which possesses almost 34% better wear resistance than AE42–20Saffil composite at 40 N. Worn surface analysis reveals abrasion accompanied by severe plastic deformation as main wear mechanism. Shanthi et al. 33 had studied the effect of calcium in AZ31B/Al2O3 on wear behaviour. AZ31B/3.3Al2O3–(1–3)Ca nanocomposites were fabricated by DMD followed by extrusion. Wear studies were carried out by considering load of 10 N, sliding velocity of 1–10 m/s and sliding distance of 600 m. Nanocomposites yield enhanced wear resistance than base alloy. At low sliding speed (1–3 m/s), main wear mechanism is abrasion and composites possessed 25% better wear resistance than base alloy because of higher hardness and strength. Higher amount (56 vol.%) of TiC (1.3 μm) was incorporated in AZ91E using pressure less infiltration technique by Falcon-Franco et al. 53 Wear tests were performed for different disc materials (AISI-1018, AISI H13 and AISI 4140), varying load (0.5 and 1.0 MPa) and speed (200 rpm). Wear resistance of AZ91 shows positive behaviour for AISI 4140 steel and maximum wear rate was obtained for AISI H13. Therefore, addition of TiC particulate in composite did not provide favourable response since composites show higher wear rates in comparison with AZ91E.
Srinivasan et al. 30 conducted tribological tests by incorporating Al2O3 (3.3 wt.%, 50 nm) and Ca (1, 2 and 3 wt.%) in AZ31B through DMD followed by hot extrusion. For pin on disc tests OHNS steel disc was taken as counterbody. During experimentations, parameters were: load (10 N), sliding speed (0.6–1.2 m/s) and sliding distance (2000 m).Composites show higher wear resistance than monolithic alloy. Wear rate possessed inverse relation with sliding speed for alloy as well as composites. Ploughing, adhesion and abrasion are found to be dominant worn morphology for alloy and nanocomposite. But, after 1500 m sliding distance, abrasion and adhesion followed by thermal softening were dominant. Abbasi et al. 54 had reinforced Al2O3 and SiC (0.63 g, 30 nm) in AZ91 using friction stir processing (FSP). Wear tests were conducted with stainless steel (316 l) as counterbody in the presence of distilled water for sliding speed of 1 mm/s, load of 50 N, sliding distance of 500 m. Microhardness was enhanced due to incorporation of reinforcements and number of passes. Strength, ductility and tribological properties were enhanced with number of passes. It was also observed that incorporation of SiC particles possess better result. Increasing TiO2 content from 0 to 10 wt.% in pure Mg through stir casting by Lakshmanan Pillai et al. 55 revealed that composites possessed greater wear resistance than pure magnesium when tested at 10–25 N load and 1–2 m/s sliding velocity. Wear loss enhanced with increase of load whereas wear loss reduced with increase in sliding velocity. Surface roughness of worn samples decreased with increase in wt.% of TiO2.
Arab and Marashi 56 had studied tribological behaviour of AZ31–GNP nanocomposites developed by FSP in a pin on disk tribotester. During experimentation, selected parameters were: load (5, 10 and 20 N), sliding velocity (0.2, 0.5 and 1.25 m/s) and sliding distance (1000 m). Incorporation of GNP enhanced microhardness by 41% while YS and UTS enhanced to 217 and 278 MPa respectively. However, addition of GNP through FSP helped to decrease COF values around 60% and limited amount of fluctuations were observed in friction plot. Load-bearing capacity of GNPs reduces the effect of adhesion which subsequently reduces COF of nanocomposites. Increase in load and sliding speed also enhances oxidation due to frictional heating. Maximum value of COF was obtained at minimum load and sliding speed. Azizieh et al. 57 had employed friction stir processing to incorporate Al2O3 nanoparticles in AZ31 matrix. For this process travel speed was kept constant at 45 mm/min while rotational speeds of tool were varied (800, 1000, 1200 and 1400 rpm). A pin-on-disk type tribotester having AISI 52100 as counter face was used for performing the experiments. During experimentations, the parameters were as follows: sliding velocity 0.12 m/s, load 10, 50 and 90 N, sliding distance 600 m. Distribution of reinforced particles was dependent on rotational speed. As rotational speed is increased, more homogeneity is observed. Microhardness of AZ31–Al2O3 nanocomposites varied between ranges of 70–90 HV which is higher than AZ31 alloy. At low load, nanocomposites possessed lower COF. Again, nanocomposites possessed lower wear rate compared to base alloy. For base alloy, abrasion and adhesion were dominant while abrasion was main wear mechanism for nanocomposites.
Reinforcement size
Use of different size (micron, sub-micron, nano-metric) of reinforcements in matrix metal enhances mechanical properties differently. Accordingly, researchers have tried to evaluate the effect of particle size on tribological behaviour of Mg–MNCs. Table 3 summarizes the studies related to this aspect. Effect of incorporation of small amount (2 wt.%) of nano-metric (100 nm) reinforcement (Al2O3) in pure Mg and AZ31 alloy through stir casting process on mechanical and tribological behaviour using pin on disc tribotester was examined by Habibnejad-Korayem et al. 29 Experiments were performed considering different parameters, that is, normal stress (0.5, 1, 1.5 MPa), load (12, 24 and 36 N), sliding speed (0.5 and 1.5 m/s) and sliding distance (2000 m). Addition of 2 wt.% of Al2O3 in pure Mg and AZ31 significantly enhanced wear resistance at different stresses and speeds. At 0.5 MPa stress and 1.5 m/s sliding speed, wear rate of AZ31–2Al2O3 decreased by 25%. Hardness and strength also got enhanced for nanocomposites. Main wear mechanisms were abrasion, oxidation and delamination. Zhang et al. 58 had fortified Al2O3 (diameter 8–12 μm, length 300–700 μm; 8 vol.%) and Graphite (240, 125, 83 and 55 μm; 15 vol.%) in AZ91D-0.8%Ce alloy using squeeze-infiltration technique. Abrasive wear and oxidation wear are observed as the main wear mechanism for composites at low load. Composite having graphite of particle size 240 μm possess abrasive wear and oxidation wear as main wear mechanism at high load while delamination is main wear mechanism for other composites at high load.
Effect of particle size.

SIT: squeeze infiltration technique.
Fabrication process
Tribological characteristics also depend on fabrication process as summarized in Table 4. Rahmani and Majzoobi 59 had incorporated varying amount (1.5, 3, 5 and 10 vol.%) of B4C (75 nm) using different hot dynamic compaction, viz, split Hopkinson bar (SHB), Drop hammer and quasi-static (QS) compaction. Hardness enhanced with increasing volume fraction of B4C. Maximum hardness value increased by 50% for Mg–10B4C processed by SHB compaction. Moreover, wear loss escalated with surge of sliding distance and reduced with enhancement in B4C amount. Wear loss of Mg–10B4C developed by SHB reduced 70% (1.17–0.35 mg/m−1) at 500 m while that of Mg–10B4C developed by DH reduced 62% (1.77–0.66 mg/m−1). Fifty-six percent reduction was observed for sample developed by QS compaction in Instron. For 20 N load, Mg–10B4C composite developed by SHB exhibited 47% lower wear rate than DH sample while DH sample exhibited 58% less wear rate compared to QS sample. COF of Mg–5B4C composite reduces from 0.1322 to 0.2327 for increased loading rate. Lowest COF was obtained for SHB loading. Abrasion and adhesion were observed as controlling wear mechanisms. Effects of friction stir processing on mechanical and tribological behaviour of AZ91–0.8Al2O3 nano-composite were investigated by Ahmadkhaniha et al. 60 using pin on disc tribometer considering load of 15 N, sliding speed of 0.3 m/s and distance of 1000 m. Hardness increased by almost 30%. Mass loss of base alloy reduced by 50% and COF also reduced by 33%. Oxidation and adhesion were found as main wear mechanisms.
Effect of fabrication method.

CEC: cyclic extrusion and compression; CP: cold pressed; DH: drop hammer; HDC: hot dynamic compaction; HP: hot pressed; QS: quasi-static; SHB: split Hopkinson bar.
Effect of incorporation of 2 wt.% of CaB6 in pure Mg through stir casting and squeeze casting processes on mechanical as well as tribological behaviour were revealed by Seenuvasaperumal et al. 61 Experiments were conducted considering load (10, 20 and 30 N), sliding velocity (0.4, 0.6 and 0.8 m/s) and sliding distance (2000 m) as process parameters. Microhardness of squeeze cast composite are found to be higher than stir-cast composite. Composites possessed better wear resistance than pure magnesium except at 0.6 and 0.8 m/s and 20 N load. COF increased with increase in load and sliding speed. Worn surface analysis revealed abrasion, oxidation, adhesion and delamination occurred for all materials. Delamination was especially active for composites. Rahmani et al. 62 investigated contribution of hot and cold pressing on tribological characteristics of Mg–Al2O3 nanocomposites. Different amount (0, 1.5, 3 and 5 vol.%) of Al2O3 (<100 nm) particles were fortified in Mg matrix. Microhardness of cold pressed (CP) Mg–5Al2O3 increased to 69 HV compared to CP magnesium (40 HV) while that of hot pressed (HP) Mg–5Al2O3 increased to 81 HV compared to HP magnesium (44 HV). Increased amount of Al2O3 resulted in increased wear resistance. Samples developed through hot pressing had better wear resistance than samples developed by cold pressing. Hot pressed Mg–5Al2O3 yields around 32% lower wear compared to cold pressed Mg–5Al2O3 and around 44% lower wear compared to cold pressed magnesium sample. Similarly, COF decreased with increase in Al2O3 amount. COF of cold pressed magnesium was highest (0.0248) and COF of hot pressed Mg–5Al2O3 was minimum (0.021). Dominant wear mechanism for hot pressed samples was abrasion while that for cold pressed samples was adhesion.
Effect of laser surface remelting of AZ61 alloy and AZ61–10Al2O3 on tribological behaviour was studied by Ballóková et al. 63 Initially melt stirring technique was employed to incorporate Al2O3 (20 nm) particles in AZ61. Then both AZ61 and AZ61–10Al2O3 were processed through equal channel angular pressing. Finally, laser having power of 400 W, modulation frequency of 50 kHz and wavelength of 1064 nm was used for laser surface treatment. Due to laser treatment, nanohardness of base alloy enhanced by 30% whereas that of nanocomposite enhanced beyond twice that of untreated one. Simultaneously, elastic modulus of AZ61 and nanocomposite enhanced by 17% and 53% respectively. COF value AZ61–10Al2O3 decreased from 0.355 to 0.3 in comparison to untreated sample. SWR of AZ61–10Al2O3 decreased by 30% compared to base alloy while that of laser treated nanocomposite decreased by 48% compared to untreated AZ61 alloy. Controlling wear mechanisms for non-treated and treated AZ61 alloy were abrasion and oxidation. Additionally, adhesion occurred for AZ61–10Al2O3. Mazaheri et al. 64 used different passes (one and four passes) to develop AZ31–ZrO2 nanocomposites through FSP. Tribological tests were performed in reciprocating wear machine using AISI 52100 steel disc, considering 10 N load, 500 m sliding distance and 0.1 m/s speed. Addition of ZrO2 nanoparticles with more number of passes increased microhardness significantly. For four passes, nanocomposites yield around 90% improvement in microhardness. Incorporation of ZrO2 and pass number also affected wear resistance of samples. Wear rate of nanocomposite processed through four passes had almost 50% lower wear rate than AZ31 alloy (Figure 4(a)). Similarly, COF also reduced for incorporating nanoparticles and increasing passes. COF of nanocomposite developed through four passes decreased from 0.5 to 0.22 compared to AZ31 alloy (Figure 4(b)). Worn surface morphology disclosed that dominant mechanisms of AZ31 were severe abrasion and adhesion while that of four-passes AZ31–ZrO2 was mild abrasion.

Variation of: (a) wear rate and (b) COF of AZ31-ZrO2 nanocomposites for different processes. 64
In a novel approach, Majzoobi et al. 65 attempted to develop Mg–SiC nanocomposites by applying various loading rate: (a) high loading rate [Split Hopkinson Bar (SHB)], (b) dynamic loading (drop hammer, DH) and (c) low loading rate (INSTRON). This work explored tribological properties of samples developed through different loading rates. Tribological tests were conducted in pin-on-disc tribotester considering different factors: load (10 and 20 N), sliding speed (0.09 m/s) and sliding distance (250 and 500 m). Incorporation of 10 vol.% of SiC through SHB enhanced microhardness by 45% than pure Mg. Wear loss enhanced linearly with increase in sliding distance and decreased with increasing percentage of reinforcement. It was also reported that samples developed through SHB possessed better wear resistance (∼70% for Mg–10SiC). On the other hand, wear loss enhanced with increase of load for all experimental conditions. COF of Mg–5SiC decreased significantly (from 0.27 to 0.15) as fabrication method changes from low loading rate to high loading rate. Abrasion, adhesion and delamination were found as governing wear mechanisms.
Zhang et al. 66 produced AZ91D–CNT nanocomposites using ultrasonic vibration associated casting accompanied by solution treatment at (413°C for 24 h). Finally, cyclic extrusion and compression (CEC) was applied (300°C for eight passes). Reciprocating friction and wear testing machine was used for conducting tribological tests and GGr15 steel ball (Dia. 10 mm) was used as counter face body. Selected experimental parameters were as follows: load 4, 8 and 12 N, speed 0.10, 0.15 and 0.20 m/s and sliding distance 2000 m. Microstructure of CEC enforced composites were highly reinforced compared to solution-treated samples and grain size got refined from 112 μm to 126.6 nm. Application of CEC also enhanced microhardness of AZ91D, AZ91D–0.5CNT and AZ91D–2CNT by 53.1%, 82% and 64.2% respectively. Compared to solution-treated samples, CEC adapted samples possessed higher wear resistance. Wear resistance increased with increased CNT amount. AZ91D–2CNT exhibited around 16.99% increase in wear resistance. COF values increased steadily with respect to sliding distance for all samples.AZ91D possessed maximum COF value (0.263) whereas AZ91D–2CNT possessed minimum COF value (0.203). CEC-adapted samples exhibited much lower COF compared to solution-treated samples. COF value of unprocessed AZ91D–0.5CNT was 0.235 whereas that for CEC-processed AZ91D–0.5CNT was 0.191. This result shows positive effect of application of CEC on friction. Controlling wear mechanisms for initial samples were delamination, oxidation and adhesion whereas abrasion and oxidation were assertive for CEC-processed AZ91D–CNT composites. Dinaharan et al. 67 had examined the effect of incorporation of fly ash (FA, 10 vol.%, particle size 10 μm) in AZ31B matrix through stir casting and FSP technique on microstructure and tribological behaviour. Pin-on-disc type tribotester was used and hardened chromium steel was considered as counter disc. Experimentations were carried out employing 20 N load, 1 m/s sliding speed and 3000 m sliding distance. FSPed composite possessed superior microhardness and wear resistance compared to stir cast composite. FSPed composite had around 51% greater microhardness and 33% greater wear resistance compared to stir cast sample. Microhardness of FSPed and stir cast composites was 94 and 62 HV respectively while wear rates for those were 420 and 280 × 10−5 mm3/m respectively. Worn surface of stir cast sample had large craters and sign of plastic deformation while these were missing for FSPed sample.
Mechanical and physical factors
Applied load
Tribological characteristics depend on different factors as summarized in Table 5. In this context, load is an important parameter. Accordingly, several researchers have studied the effect of load on tribological characteristics of Mg–MNCs. Raj et al. 68 had incorporated varying amount (0, 0.3, 0.6 and 1 vol.%) of molybdenum nano powder (100 nm) in Mg matrix through microwave sintered powder metallurgy method and investigated tribological properties using pin-on-disc tribotester. Tribological tests were conducted by considering sliding speed as 1.25 m/s, sliding distance 1000 m and varying load (5, 10, 15, 20 and 25 N). Mg–1Mo resulted enhancement of 0.2%YS and UTS by 7% and 11% respectively. At lower load, composites suffered mild wear. However, composites displayed better wear resistance than base alloy and wear rate of composites enhanced with applied load. Noticeable low wear rates were observed as amount of Mo increased. Controlling wear mechanisms were abrasion, oxidation, delamination and adhesion. Wear response of AZ61–1SiC nanocomposite processed through ultrasonic method followed by extrusion was evaluated considering varying load (10, 30, 50, 100 and 120 N) and sliding speed (0.5 and 1.0 m/s). 69 Composites possessed lower wear rate than matrix alloy. At 10 N load, composite had 28% higher wear resistance while at 50–100 N wear resistance was 17.4%–19.6% higher and at 120 N wear resistance was 21.8%–25% higher. At load range 10–50 N, abrasive wear was found as main wear mechanism for both matrix and composite. At 120 N load, wear mechanism of base matrix is observed as softening or melting but composites do not suffer softening or melting. Mondal and Kumar 70 demonstrated that wear rate enhanced with enhancement of normal load while studying tribological behaviour of AE42-Saffil-SiC composites. AE42–20Saffil exhibits comparatively higher wear rate compared to hybrid composites (HC) at all loads. Wear resistance of HCs increases with increase in SiC. AE42–10Saffil–15SiC exhibited best wear resistance. It possesses 35% lower wear rate compared to AE41–20Saffil at 40 N load. Abrasion is observed as dominant wear mechanism accompanied by pull-out and fracture of saffil.
Effect of load, sliding speed and sliding distance.

BOR: block on roller; RC: rheocasting; VM: vortex method.
In another study, Selvam et al. 23 disclosed wear behaviour of Mg-0.5vol.% ZnO nanocomposites fabricated by powder metallurgy. During experimentation, selected parameters were load (5, 7.5 and 10 N), sliding velocity (0.6, 0.9 and 1.2 m/s) and sliding distance (1600 m). Incorporation of nano-ZnO in magnesium significantly enhanced wear resistance. Difference in wear rate enhanced at 0.6 and 0.9 m/s because of abrasion but reduced at 1.2 m/s due to oxidation. Wear rate enhances with increase in loads due to ploughing mechanism. COF of 7.5 N was higher than those of 5 and 10 N irrespective of sliding velocities. However, COF decreased with increasing sliding distance. Dominant wear mechanisms are abrasion, delamination and oxidation. Fida Hassan et al. 71 fabricated Mg–Y2O3–Cu nanocomposites using blend-press-microwave sintered powder metallurgy technique and investigated wear behaviour considering varying load (5, 10, 15, 20, 25, 30 N), sliding speed (1 m/s) and sliding distance (1000 m). It was reported that with increase in applied load wear rate enhanced. Abrasion along with delamination was observed as main wear mechanisms. At higher load, limited thermal softening was also found. At highest load, adhesive wear was observed with other mechanisms. Mechanical behaviour and wear behaviour of Mg–Y2O3–Cu was evaluated by Fida Hassan et al. 72 Nanocomposites were developed by powder metallurgy method. Wear behaviour was examined by choosing load range of 5–30 N while sliding speed (1 m/s) and sliding distance (1000 m) were kept constant. Microhardness values of hybrid nanocomposites increased linearly with increase in amount of copper. Wear resistance of nanocomposites possessed marginal improvement for load range of 15–25 N. However, wear rates increased constantly with increase in load. Main wear mechanisms were abrasion and delamination. Hybrid nanocomposites having higher amount of copper were also prone to oxidation when tested at higher load. Nanocomposites tested at higher load also possessed minimal thermal softening.
Garcia-Rodriguez et al. 73 developed AZ91–SiC composites by rheocasting and studied tribological behaviour for load range of 10–250 N; and sliding velocity 0.1–1 m/s. Wear rate enhanced with enhanced load for all materials and all speeds. However, wear rate of composites were greater than base matrix at higher loads. So, incorporation of SiC worsens wear resistance of AZ91 at high loads. At 40 and 80 N, incorporation of SiCp brings an enhancement in wear resistance than AZ91 at low speeds. At that condition, wear rate of AZ91/10SiCp and AZ91/5SiCp decreased by 25%–35% and 10%–15% respectively. Main wear mechanisms of AZ91 alloy were divided in three zones: at low load (10–40 N) oxidation, at high load (150–250 N) melt wear, in middle loads abrasion and delamination. Wear response of Mg–B4C was investigated by Singh and Bala. 74 Composites were developed by stir casting followed by T4 heat treatment (415°C for 2 h). Experiments were carried out at load range of 1–5 kg and sliding speed of 1 m/s. Microhardness of composites increased noticeably with increase in reinforcement content. Enhancement in wear resistance was noticed for increasing percentage of B4C. On the other hand, wear rate of all materials enhanced with increase in applied load. Value of COF was maximum for base matrix and reduced constantly with increase in B4C addition. However COF values increased moderately with increase in applied load. Xiao et al. 75 fabricated AZ91-2.5 wt.%TiB2 nanocomposites via Semi-solid stir casting. Tribological tests of developed nanocomposite were carried out considering varying sliding velocity (0.25, 0.5 and 0.7 m/s) and loads (12.5, 25 and 37.5 N). Incorporation of TiB2 nanoparticles noticeably enhanced microhardness and compressive properties. Wear rate of all samples decreased steadily with increased sliding speeds at all loads. It was also reported that wear rate increased with increased load at constant speed. At higher load, wear resistance enhanced noticeably for composites having lower amount of TiB2. COF value of nanocomposites reduced with increment in sliding speed. Similar trend was also observed for varied load. For lower speed, controlling wear mechanisms were abrasion and oxidation while that for higher speeds were delamination coupled with severe oxidation. Effect of incorporation of Al2O3 nanoparticles (Particle size 50 nm) in AZ31 alloy on wear and friction properties had been investigated by Kaviti et al. 76 Different wt.% (0.5, 1.11 and 1.5%) of Al2O3 were fortified using microwave sintered powdered metallurgy technique followed by hot extrusion. Tribological tests were performed in pin-on-disc tribotester at varying load (5, 7 and 10 N), speed (0.6, 0.9 and 1.2 m/s) and sliding distance (500, 1000 and 1600 m). For AZ31–0.66Al2O3, wear rate enhanced linearly with sliding distance. That enhancement was marginal for 5 and 7 N load while noticeable enhancement was observed at 10 N load. For AZ31–1.11Al2O3, wear rate decreased with respect to sliding distance at 7 and 10 N while wear resistance declined at 5 N load. AZ31–1.5Al2O3 exhibited better wear resistance with increased sliding distance. However, wear rate of AZ31–0.66Al2O3 at 5 N load and 500 m sliding speed was 5.38 × 10−3 mm3 m−1 while wear rate of AZ31–1.5Al2O3 at 10 N and 500 m was 10.83 × 10−3 mm3 m−1. Wear rate of all nanocomposites at 5 N load varied between (5.38–7.40) × 10−3 mm3 m−1. But wear rate at 7 N was found in between (6.61–8.73) × 10−3 mm3 m−1. However, wear rate at 10 N increased remarkably and was in between (7.51–12.89) × 10−3 mm3 m−1. For all samples, volume losses increased with increase in sliding distance. Usually, COF values decreased with increasing load. However friction behaviour stabilized because of Al2O3. Observed range of COF values for 5, 7 and 10 N were 0.30–0.24, 0.23–0.19 and 0.18–0.15 respectively. Abrasion and delamination were observed as controlling mechanisms for nanocomposites.
Sliding speed
Relation of wear behaviour with sliding velocity was reported by Wei et al. 77 for Mg–SiC–MWCNT nanocomposites processed through powder Metallurgy. Sliding velocities were 0.5, 1.5 and 3.5 m/s while load (40 N) and sliding distance (5 km) were kept constant. Due to incorporation of SiC and MWCNT particles, Vickers microhardness was increased by almost 43%. Wear resistance of Mg–SiC–MWCNT were much higher than Mg and Mg/SiC at 40 N load and 3.5 m/s, but noticeable improvement was not observed for 0.5 and 1.5 m/s sliding velocity. Abrasion along with delamination was found to be dominant mechanisms at 0.5 and 1.5 m/s while adhesion was dominant at 3.5 m/s. Nguyen et al. 19 studied wear response of AZ31B–Al2O3 nanocomposites developed by DMD method. Tribological tests were performed at 10 N load for 1, 3, 5, 7 and 10 m/s and 30 N load for 1, 3 and 5 m/s sliding speed while sliding distance was 600 m. Initially wear rates of all samples reduced up to a transition speed, after which wear rate increased for AZ31B while wear rate decreased moderately for composites. COF of all materials initially decreased up to a certain limit of sliding speed after which COF increased. Abrasion, oxidation, adhesion and thermal softening were dominant wear mechanisms for all materials. In addition, delamination was also observed for composites. Tribological tests were carried out at sliding speed of 1.047, 1.57, 2.09 and 2.618 m/s keeping load range 20–80 N for AZ91–SiC–Graphite composites fabricated by Girish et al. 78 Composites possess better wear resistance than base alloy and wear rate increased with increase in load. Wear rate also decreased with increasing amount of reinforcement. However, AZ91 has shown shift from mild to severe wear at 40 N and 1.047 m/s. That shift was noticed at 20 N when tested at 1.57 m/s. Composites have shown that shift at 60 N and 1.047 m/s. For composites having 1 and 2% reinforcement, shift occurred at 40 N while experiments were carried out at 1.57 and 2.09 m/s. That shift was noticed at load of 60 N when experiments were carried out at 1.57 and 2.09 m/s. At 20 N, main wear mechanisms were abrasion and oxidation. With increased load, oxidation transformed to abrasion and delamination. Presence of reinforcement phase delayed transition of mild to severe wear.
Mardi et al. 79 investigated the effect of process parameters on wear behaviour of Mg–6Al–Al2O3 nanocomposites. Parameters used were sliding speed (0.8, 1.2, 1.6 and 2.0 m/s), load (10, 30 and 60 N), track radius 80 mm and sliding distance 300 m. Wear rate decreased with increase in sliding speed and wear rate enhanced with increase in load. However, composites exhibited increased wear resistance with respect to weight fraction of Al2O3, especially for higher load-speed condition. Commanding wear mechanisms were abrasion, adhesion, delamination and thermal softening for all materials. At low speeds (0.8 and 1.2 m/s) and low loads (10 and 30 N) governing mechanism was abrasive wear, while abrasion was absent for 60 N. For speeds of 1.2 m/s and 1.6 m/s and load of 30 and 60 N, delamination was observed as sub-surface cracks propagated through deformed layer. Adhesion was mainly observed for following conditions: 1.6–2.0 m/s speed at 10, 30 N and 1.6 m/s at 60 N. But adhesion was coupled with delamination for 1.6 m/sat 30 and 60 N. At peak conditions, 2.0 m/s at 30 and 60 N, thermal softening was observed as controlling mechanism. COF of nanocomposites at different loads (10, 30 and 60 N) exhibited analogous drift compared to wear rate. COF enhanced with respect to reinforcement amount. Initially, there was reduction in COF following successive enhancement.
Sliding distance
Narayansamy et al. 80 fabricated Mg–TiC–MoS2 composites by powder metallurgy and examined the effect of sliding distance on wear behaviour. Incorporation of TiC and MoS2 particles enhanced microhardness and wear resistance. Highest hardness and wear resistance is achieved for Mg–10TiC–5MoS2. Increase in applied load resulted in increased wear. Similarly, increase in sliding distance also resulted in increased wear loss. However, incorporation of harder TiC particle enhances COF values whereas incorporation of softer MoS2 particles decreases COF value. Moreover, COF value increases with increase in load and sliding distance for all composites. Worn surface analyses revealed abrasion and delamination as major mechanisms. Güler et al. 81 developed ZA27–Al2O3–graphite nanocomposites by mechanical alloying and studied tribological behaviour considering sliding distance (565–2260 m), sliding speed (100–250 rpm) and load (10–25 N). Wear loss of all materials increased linearly with increment of sliding distance. ZA27-1Graphite-4Al2O3 (ZA-1-4) encountered lowest wear loss whereas ZA27 possessed highest wear loss. Initially (565 m), wear loss of ZA-1-4 was 50% of base alloy. For highest sliding distance condition (2260 m), ZA27 presented 31.9 mg of wear loss while ZA-1-4 exhibited 26.5 mg. Wear behaviour of both alloy and nanocomposites initially (till 150 rpm) possessed an intensive beginning. Afterwards, wear loss decreased constantly with increase in sliding speed. Wear loss of all materials increased with increase in applied load. However, ZA-1-4 exhibited lowest wear loss among all materials.
Temperature
Literatures on effects of elevated temperature on tribological behaviour of Mg–MNCs are limited as shown in Table 6. To study the influence of operating temperature on wear behaviour of stir cast AM 60-Al2O3 nanocomposite, Huang et al. 82 conducted wear tests in ball on disk type high temperature tribotester at temperature range of 293–573 K, load of 1 N, track radius of 2 mm, sliding speed of 5 cm/s and sliding distance of 100 m. Results of hardness and elasticity are ambiguous. Initially both properties enhanced due to incorporation of 1% Al2O3 while further incorporation of 2% Al2O3 possess detrimental effect. But further enhancement in Al2O3 percentage to 5% led to almost similar results of AM60–1Al2O3. Effect of volume fractions of reinforcement phase on tribological properties are not that much significant as results are ambiguous. However, abrasion is observed as dominant wear mechanism and at high temperature (573 K) adhesion is coupled with abrasion. Labib et al. 16 developed Mg–SiC composites by powder metallurgy and conducted tribological tests by considering load 5–80 N, sliding speed 0.4 m/s, sliding distance 1000 m and temperature 25–200°C. Incorporation of SiC enhanced microhardness continuously and Mg–15SiC possessed the best result. However, hardness value initially decreased moderately with increase in temperature up to 150°C after that hardness decreases sharply. Volumetric wear of composites was lower than base alloy and wear loss decreased continuously with increase in SiC content. Moreover, specific wear rate initially decreased moderately up to a transition load after which it increased with steeper slope. Oxidation was found as dominant mechanism during mild wear while adhesion and plastic deformation were dominant during severe wear.
Effect of temperature.

Effects of incorporation of different amount (0, 0.5, 1, 1.5 and 2 wt.%) of WC nanoparticles in AZ31 matrix on elevated temperature wear behaviour were studied by Banerjee et al. 83 Wear rate of AZ31 was found to be increasing continuously with increasing temperature but that for composites remained almost unchanged till a transition temperature after which wear rate enhanced noticeably. That transition temperature for Mg–0.5WC and Mg–1WC was 100°C while for Mg–1.5WC and Mg–2WC it was 200°C. Hence nanocomposites had resulted superior wear resistance even at elevated temperatures and wear resistance enhanced proportionately with WC amount. COF of all materials decreased marginally when operating temperature and load increased (Figures 5 and 6). However curve of base alloy and composites had followed different slopes. Base alloy follows steeper slope for all loads but for composites slope of load range 20–30 N was steeper and modest slope for 30–40 N. Wear rate at 20 N and 200°C of AZ31 and AZ31–2WC were found as 5.826 × 10−10 and 1.462 × 10−10 Kg N-m−1 respectively. For same condition, COF were 0.30 and 0.256 respectively.
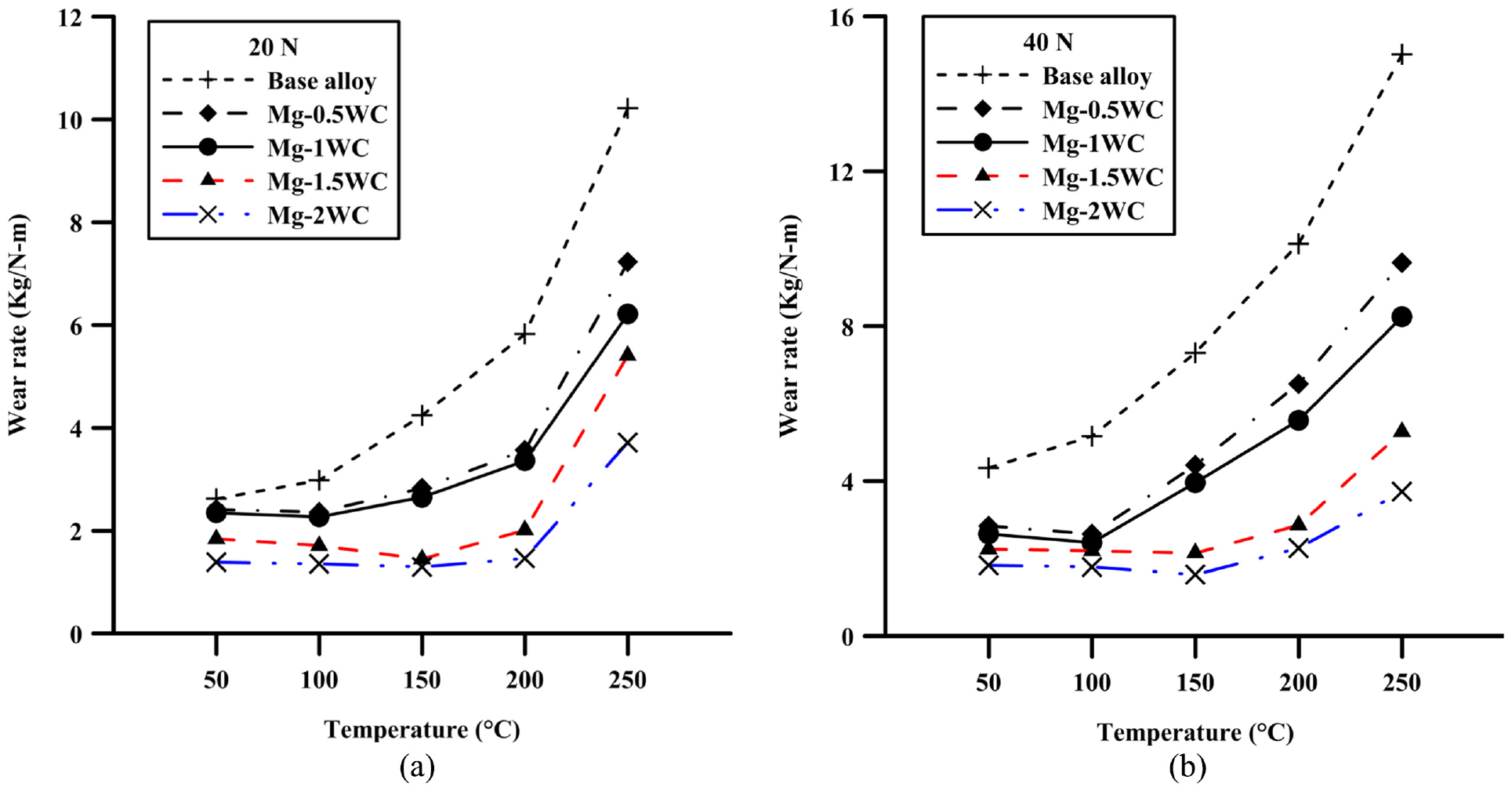
Variation of wear rate of Mg-WC nanocomposites with temperature for: (a) 20 N and (b) 40 N load. 83

Variation of COF Mg-WC nanocomposites with: (a) Temperature and (b) Load. 83
Lubrication
Available literatures on effect of lubrication on tribological characteristics are summarized in Table 7. Das et al. 84 developed AZ31–Al2O3 nanocomposites by DMD technique and investigated the role of graphite micro/nanoparticles and paraffin lubricant while performing tribological tests. Sliding speed (1.25, 2.25 and 3.15 m/s), load (15, 30, 45 and 60 N) and sliding distance 1600 m were considered as main parameters during experimentation. Microstructural characterisation revealed uniform distribution of reinforcements in magnesium matrix. Inclusion of graphite nanoparticles in paraffin oil resulted significant enhancement in tribological properties compared to micrographite as well as paraffin oil. For the load ranges considered, composites having nanographite lubrication provided superior load-carrying capability and also better antifriction ability. It was also noticed that small quantity of nano-graphite addition resulted in noticeable enhancement in wear resistance. Addition of micro-graphite particles form graphite layer at lower load that helps to prevent direct contact and provide better tribological properties than paraffin oil. Worn surface analysis reveals that application of nano-graphite lubrication influence to produce deep graphite layer whereas micro-graphite lubrication produces shallow discontinuous layer. This protective layer enhanced wear resistance of composite. Kondoh et al. 85 had fortified Mg2Si and MgO dispersoids (23 and 18 μm; 10% and 5.7% respectively) through in situ solid state synthesis followed by hot forgings and tribological tests were conducted in a pin-on-disc type tribotester using S35C mild steel as counter face. Wear test was carried out at wet condition employing engine oil as lubricant (SJ/GF-II 10W30). Incorporation of Mg2Si increased COF and wear rate. Incorporation of MgO shows lower COF and wear rate than Mg2Si dispersoid incorporation.
Effect of lubrication.

BOR: block on ring; SSS: solid state synthesis.
Banerji et al. 86 fabricated AM60-Al2O3 (Saffil) composites by squeeze casting and carried out lubricated sliding test at 25°C and 100°C against AISI 52100 counterface taking load 1–5 N. Increasing percentage of Al2O3 tends to decrease mass loss (around 2.8 times lower) for composites but causes more wear for the counterface. Samples tested at 100°C possessed less wear compared to samples tested at 25°C due to oil residue layer. At 25°C, samples tested at 1 N load possessed damage to fibres only. At 2 N load, grooves are formed but at 5 N load fibre fracture and decohesion has happened along with damage to matrix. Effect of reinforcing CNT (0, 0.1, 0.5 and 1 wt.%) in AZ31 and aging of AZ31–CNT on tribological behaviour were examined by Abbas et al. 87 Dry as well as wet tribological tests were carried in block-on-ring tribotester against S45C carbon steel. Experiments were conducted at 50 N load, 140 rpm speed and 10 min time. During wet tests, R68 was applied as lubricant. Wear rate of as-cast as well as aged samples had decreased due to fortification of CNT. Wet tests also reduced wear rate and COF. Controlling wear mechanisms were observed as abrasion, oxidation and mild plastic deformation.
Abrasive grit paper
Abrasive grit also affects tribological characteristics of Mg–MNCs as summarized in Table 8. Abrasive wear characteristics of AZ31–WC nanocomposites were evaluated by Banerjee et al. 88 Varying amount (0, 0.5, 1, 1.5 and 2 wt.%) of WC particles (80 nm) were fortified using ultrasonic vibration assisted stir casting method. Tribological tests were conducted by selecting different process parameters, that is, SiC grit paper (400, 600 and 800), track diameter (30, 40 and 50 mm), 30 N load, 100 rpm sliding speed and time 5 min. Microhardness value increased by 52.45% due to incorporation of 2 wt.% of WC. Grain size also reduced significantly due to incorporation of WC. Grain size of AZ31 and AZ31–2WC were 117.216 and 1.328 μm respectively. Inclusion of WC particles noticeably enhanced abrasive wear resistance than AZ31 alloy. Increase in abrasive grit size was inversely related to mass loss while mass loss enhanced with sliding distance. Moreover, AZ31–2WC possessed much lesser mass loss than AZ31. At 400 grit and 50 mm TD, wear resistance of AZ31–2WC was enhanced by 56% than AZ31 alloy. Friction characteristics were also impacted due to selected process parameters. COF value decreased with increase in WC amount and grit size simultaneously, while COF increased as sliding distance increased. Surface roughness of worn surfaces also helped to justify wear properties. It was reported that surface roughness showed detrimental trend with increase in amount of WC and also with increase in grit size. Wear track of Mg–2WC tested at 800 grit possessed 35.06% improvement in surface quality than Mg–2WC tested at 400 grit (Figure 7). Abrasion, adhesion and delamination were observed as controlling wear mechanism for different conditions.
Effect of abrasive grit paper.

TD: track diameter.

(a) Wear rate vs Abrasive grit size and (b) COF vs Abrasive grit size for Mg-WC nanocomposites. 88
Scratch test
Available literatures on effect of abrasive grit size on tribological characteristics are summarized in Table 9. Effects of WC nanoparticles (0.5, 1, 1.5 and 2 wt.%) on wear and friction behaviour through scratch tests were investigated by Banerjee et al. 89 For Mg–2WC, elastic modulus and nanohardness enhanced by 169.37% and 122% respectively compared to AZ31. Scratch tests were conducted at different loads (30, 40 and 50 N) for all materials. Scratch width of all materials had incremental trend with respect to increasing load while wear depth decreased with increasing amount of WC. Mg–WC nanocomposites had maximum wear resistance and wear volume decreased continuously as WC percentage increased. COF values showed mild increment with wt.% of WC and increased sharply with increased load. Abrasion was observed as dominant wear mechanism of Mg–WC nanocomposites.
Effect of scratch.
Heat treatment
Heat treatment affects tribological characteristics of Mg–MNCs as summarized in Table 10. Effect of heat treatment on tribological behaviour of AZX915–TiC composite was investigated by Chelliah et al. 90 Composite sample was T4 heat treated (at 420°C for 48 h in argon environment) before performing tribo-tests. Tribological tests were conducted in pin on disc tribometer considering sliding speed of 2.5 m/s, load of 50 N and sliding distance of 1500 m. Microhardness was decreased by 16.8% due to heat treatment of composite sample. COF of heat treated sample was decreased by 4.5 times compared to as-cast sample. However, wear rate of heat treated sample was enhanced by 109.17% compared to as-cast sample. So heat treatment was observed as pernicious for present scenario. Main wear mechanism for as-cast sample was delamination while tribo-oxidation was added to delamination for heat treated sample. Huang et al. 91 developed AZ61–MWCNT nanocomposites by stir casting followed by heat treatment (400°C for 24 h, water quenching for 2 s and artificially aged 200°C for 10 h). –on Block tester was employed considering load of 50 N and speed of 140 rpm. Incorporation of CNTs had enhanced hardness and ultimate compressive stress values noticeably but heat treated samples possessed better result compared to as-cast samples. Fortification of CNTs resulted significant decrease in COF along with mass loss as a result of self-lubricating nature of CNTs which helped to form carbon film layer on worn surface. Moreover, heat treated AZ61–CNT composites exhibited superior wear resistance than as-cast samples. Abrasion, oxidation and delamination had been characterized as dominant wear mechanisms for sliding ofAZ61–CNT composites.
Effect of heat treatment.

HT: heat treatment; ROB: ring on block.
Nano-tribology
Available literatures on nano-tribology of Mg–MNCs are summarized in Table 11. Babic et al. 92 investigated mechanical and nano-tribological behaviour of ZA27–SiC having varying volume fraction (1, 3 and 5 vol.%, size 50 nm) developed through compo casting procedure. Tribological behaviour was examined using ball-on-block type nano-tribometer where alumina ball was employed as counterpart. Considered experimental parameters were load (50, 100, 150 and 200 mN) and sliding speed (2, 4, 6 and 8 mm/s). As usual, wear of all materials enhanced as applied load increased for all speeds. However, nanocomposites possessed less steeper slopes than ZA-27 alloy which concluded that nanocomposites had less wear than base alloy. Wear of ZA-27 also enhanced noticeably with increase in sliding speed and sensitivity of that trend was more distinctive at low load. But that sensitivity was minor, even negative (at 2 mm/s) for nanocomposites. Nanocomposite samples exhibited lower wear compared to base alloy at all combinations except low load (50 mN) and low speed (2 and 4 mm/s) combination. COF of all samples were divided in two zones, first zone was steady low level which existed till 500 cycles of sliding after which impulsive rise was observed. Adhesion was observed as controlling wear mechanism. However, adhesion intensity decreased with increased reinforcement amount. Effects of incorporation of zirconium (0.5 wt.%, 40 μm) and GNPs (0.1 wt.%, Dia. 15 μm, thickness 5 nm) on nano-tribological behaviour of Mg–MMNCs were discussed by Shahin et al. 93 MMNCs were developed by powder metallurgy route. Nano-wear tests were performed by using different sliding passes (1, 3, 5, 7 and 10) and loads (50, 100 and 200 μN). Incorporation of 0.5% Zr and 0.1% GNP had refined grains, enhanced hardness and improved tribological properties than Mg matrix. For Mg, wear rate enhanced with increase in number of passes but wear rate of MMNCs possessed inverse relationship. Wear rate of Mg–0.5Zr–0.1GNP at 200, 100 and 50 μN had decreased by 92%, 80% and 93% respectively in contrast with base alloy. Moreover, COF of Mg–0.5Zr–0.1GNP was reduced by 52%, 57% and 71% at 100, 150 and 200 μN respectively than Mg counterpart. Wear morphology of pure magnesium had sign of severe plastic deformation while Mg–0.5Zr–0.1GNP had much lower plastic deformation.
Effect of nano-tribology.

BOB: ball on block; CC: compo casting.
Soft computing tools for optimising wear and friction parameters
Product design and product life can be improved with respect to tribological behaviour by studying optimality of different process parameters. Table 12 summarizes the various reports available in literature in this respect. Narayanasamy and Selvakumar 94 compared wear performance of Mg–TiC–MoS2 developed by powder metallurgy. Load (5–30 N), velocity (0.5–3 m/s) and sliding distance (500–3000 m) were selected as process parameters and performed optimisation considering L27 OA. Microhardness of hybrid composites enhanced with enhancement in TiC percentage till 15%. Incorporation of TiC and MoS2 yields excellent wear resistance. Among hybrid composites, Mg–15TiC–7.5MoS2 displayed best wear resistance. But Mg–7.5MoS2 had minimum COF among all materials. Contour plot revealed that optimal amount of TiC was 15% for all experimental conditions. Worn surface analysis revealed abrasion, delamination and adhesion as main wear mechanisms.
Use of soft tools for optimisation studies.

GRA: Grey relational analysis; OA: orthogonal array, SS: stainless steel.
Taguchi method based L27 OA was employed by Selvakumar and Narayanasamy 95 to optimize wear behaviour of Mg–TiC–MoS2 composite considering different factors that is, load (10–30 N), velocity (1–3 m/s), sliding distance (1000–3000 m). Incorporation of both TiC and MoS2 possessed remarkable improvement in wear resistance of developed materials. Best wear resistance was obtained for 10% TiC and 7.5 wt% MoS2. Wear loss and COF enhanced with increase in sliding distance and load, whereas increase in sliding speed reduced them. Percentage content of affecting process parameters are as follows: for wear loss, TiC content (39.02%), sliding distance (25.88%); for COF, MoS2 content (47.46%) and TiC content (33.13%). Contour plot revealed that enhancement of MoS2 reduced wear by 7.5%. Abrasion and delamination were observed as governing wear mechanisms. Gopal et al. 14 fabricated Mg–CRT–BN composite to obtain optimal condition of wear behaviour. Five factors and three levels were selected as design factors, load (10, 20 and 30 N), sliding velocity (0.5, 1.5 and 2.5 m/s), sliding distance (500, 1500 and 2500 m). Taguchi based L27 orthogonal array was applied to optimize wear and COF. Again, Taguchi based grey relational analysis (GRA) was performed to conduct multi-optimisation. Wt.% of CRT and its particle size exhibited significant effect on wear rate and COF. Wear rate reduced with rise of CRT panel glass amount and size whereas opposite effect was observed for COF. ANOVA result disclosed applied load as most influencing factor for wear rate and COF. Result of GRA imparted optimal condition as 20 μm CRT panel with 10 wt.% at 10 N load, 500 m sliding distance and 1 m/s sliding velocity. Worn surface analysis depicted abrasive wear and delamination wear as dominant mechanisms.
Kavimani et al. 96 developed AZ31-r-GO through powder metallurgy and employed Taguchi based L16 orthogonal array to study specific wear rate (SWR). Selected parameters were wt.% (0.2 and 0.4), load (5 and 15 N), sliding velocity (1 and 2 m/s), sliding distance (500 and 1500 m). Main effect plot revealed wt.% as most influencing parameter followed by load and sliding distance. It was also yielded that SWR decreased with increase in wt.% of r-GO. Increment in applied load enhanced surface contact which resulted in rise of temperature and initiation of micro crack. Increase in sliding distance instigated ploughing and plastic deformation. Optimal condition for minimal SWR was found as A2B1C1D1. ANOVA result revealed load as most significant parameter with percentage contribution of 76.22%. Established ANN topology was employed as it can provide superior predictability of SWR. Rajmohan et al. 97 had incorporated different weight percentage (0, 0.5 and 1) of SiC nanoparticles (40–80 nm) through ultrasonic assisted stir casting and wear performances (SWR and COF) were optimized by employing grey-fuzzy model. Experiments were conducted in pin-on-disc tribotester following L9 orthogonal array (OA). Analysis of experimental results revealed optimal condition for minimized outputs as 50 N load, 240 rpm sliding speed, 0.5 wt.% of SiC and 1500 m sliding distance. Incorporation of SiC nanoparticles were found beneficial as mechanically mixed layers (MML) were formed at higher levels. Investigation of worn morphology had disclosed abrasion, adhesion, oxidation and delamination as principal mechanism for different loads.
Banerjee et al. 98 had optimized tribological behaviour (wear rate and COF) of Mg-WC nanocomposites using multilevel full factorial design. Mg-WC nanocomposites were developed through ultrasonic assisted stir casting method. Selected parameters were wt.% of WC (0, 0.5, 1, 1.5, 2), temperature (50°C, 100°C, 150°C, 200°C, 250°C) and load (20, 30, 40 N). For this study, 75 numbers of experiments were carried. Wt.% of WC and temperature were found to have major effect on wear rate while that for COF were temperature and load. For wear rate strong interaction was observed between temperature and wt.% of WC while that for COF was between load and temperature. ANOVA study of wear rate revealed temperature (F = 445.36) along with wt.% of WC (F = 314.23) as influencing parameters. For COF, load (F = 2028.54) was observed as most influencing factor. Highest value of wt.% combined with lowest of temperature yielded minimum wear rate. Delamination along with thermal softening was found as controlling wear mechanism.
Summary
Mg–Al–Zn alloys are observed as well accepted material bearing responsive mechanical and tribological applications. However, inherent brittleness, low ductility and inadequate tribological properties in different conditions are needed to be addressed. Hence, hard/soft particles are incorporated in Mg-alloys so that these properties can be improved. Typically, pin on disc type tribometer has been used for lab scale investigations where pin samples of developed materials are rubbed against counter body (different steel, alumina disc etc.). Microstructural characterisation of developed composites and worn surfaces are conducted with the help of optical microscope, scanning electron microscope, field emission scanning electron microscope, transmission electron microscope etc. Furthermore, chemical composition and phase analysis are performed using energy dispersive X-Ray spectroscopy and X-Ray diffraction analysis. In Mg-nanocomposites, incorporated nanoparticles usually decrease grain size and improve mechanical as well as tribological properties. Presence of nanoparticles also helps to improve load-bearing capacity as major portion of applied load is borne by incorporated particles up to a certain limit. Wear mechanisms are also impacted due to nanoparticles. Typically, nanoparticles create mechanically mixed layer on wear surface and protect it from severe wear. Increasing amount of reinforced particles usually transfer the mechanisms towards abrasion and oxidation from delamination and adhesion. Hard particles also help to minimize severity of wear proneness of composites at higher values of affecting parameters. Moreover, optimisation of process parameters can provide suitable condition and role of contributing parameters in controlling tribological properties. For hybrid composites, optimisation of tribological parameters while considering weight percentage of selected reinforcements helps to tailor-made best composition for that particular experimental range. However, presence of lot of intrinsic and extrinsic parameters which affect the system of Mg nanocomposites makes it difficult to obtain a consistent trend for tribological behaviour.
Conclusions
Improvement of wear properties of pure magnesium and magnesium alloys is one of the basic objectives of developing composites as different advantageous properties of reinforcement particles usually strengthen the resistive power of composites. In this context, size of particles has received increasing attention of scientific community as particles with nano-metric size provide superior properties. Available literature discloses that tribological behaviour of Mg-nanocomposites depends on various factors like particle type, size, content, fabrication method, experimental conditions etc. Literature also reveals that nanocomposites possess better wear resistance than base alloy at all loads, speeds, distance and temperatures. Mg nanocomposites typically depict abrasion as primary mechanism at low loads and low speeds while oxidation and delamination are common at moderate loads. However, adhesion is common for high load and high speed because of thermal softening due to frictional heating. Presence of nanoparticles also creates stable MML which helps to reduce wear significantly. Besides, nano-reinforcement also refines grain structure and enhances hardness and strength. Most significant effect of reinforcing nanoparticle is to generate lesser interparticle distance and strong interface which is always beneficial even at extreme conditions. Particles of micron size may generate larger voids compared to nanoparticles. As a result, microparticles can be pulled out more easily than nanoparticles. Interestingly, hybrid nanocomposites provide better tribological properties but literature on hybrid composites having all elements with nanometric dimension is unusual. Available literature justifies the potential of Mg nanocomposites but major works are based on lab scale experiments. Hence commercial applications are needed to be practised and studies on reliability and cost effectiveness are needed to be performed.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.