
Abstract
Roller grinding workshop is a typical multi-unit and multi-task manufacturing scenario, which is aimed to repair the surface damage of the rollers caused by the rolling process, so that the rollers can be reused. Due to the process complexity of roller grinding workshop and the large volume and weight of the roller, hoisting and transportation mode with multiple cranes is required. Consequently, the scheduling of the roller grinding workshop needs to consider both the task sequencing in time and the noninterference of the multi-crane trajectory in space. In this paper, the intelligent scheduling of roller grinding workshop is studied based on the characteristics of complex tasks and space-time coupling constraints. Firstly, the scheduling basis is established based on priority rules and process constraints. In order to solve the scheduling problem under the space-time coupling constraints, the position coordinate system is established, and then the algorithms of crane position tracking and cooperative motion without interference are developed. Further, considering the transportation time of crane and its out of sync time point with the processes, the intelligent decision and scheduling algorithm are developed based on the dynamic priority strategy defined to realize scheduling, including time decision, crane decision, and process decision. With the developed intelligent scheduling algorithm applied, the simulation of the roller grinding workshop is conducted under three combinations of priority strategy and noninterference strategy to verify algorithm performance. Under the guarantee of crane noninterference during the full production, the efficiency is improved by 22.1% compared with the existing processing mode of industry. Additionally, EPTR (effective process time rate) based on dynamic priority strategy and noninterference strategy B is up to 100% to avoid intervals between two processes in the scheduling. The dynamic priority developed in this paper reveals more efficiency than MOR principle, while with the strategy B the CUR (crane utilization rate) can be improved more than 20% under the condition of enough machines which facilitates to obtain shorter makespan than strategy A. The intelligent scheduling algorithm developed guarantees the effectiveness and rationality of scheduling with multi-unit and multi-task under the complex constraints. Finally, in order to realize the automatic and intelligent operation of the roller grinding workshop, the management software of the roller grinding workshop is developed by integrating the intelligent scheduling algorithm, which realizes the intelligent production, monitoring, and management of the roller grinding workshop during the full production cycle.
Introduction
The complex workshop oriented to large-scale parts with the multi-process and multi-position is a typical application scenario in the manufacturing industry, such as the large-scale roller grinding workshop, as shown in Figure 1. The surface quality and profile accuracy of roller directly determine the processing quality and efficiency of rolling products. However, the roller surface is damaged due to the comprehensive effect of the stress in the rolling process. Therefore, it is necessary to grind the rollers damaged to reuse them in rolling process,1–5 and rollers and roller grinding machine are shown in Figure 2. Consequently, the roller grinding workshop is an indispensable factor to ensure the high quality, efficiency, and stability of the rolling process. Furthermore, in order to achieve high efficiency and intelligence, multi-task intelligent scheduling is the key factor in realizing intelligent manufacturing at the workshop-level. In conclusion, it is of great need to develop an intelligent algorithm oriented to roller grinding workshop with multi-process and complex constraints.

Large-scale roller grinding workshop.

Rollers and roller grinding machine: (a) rollers and (b) roller grinding machine.
The process of roller grinding workshop is mainly as follows: Firstly, the pairs of rollers (upper and lower roller) need to be ground are transported from the rolling line to the feeding zone, and then from the feeding zone to the cooling zone. After the pairs of rollers finishing the cooling process, they are transported to be ground, and the upper and lower roller are ground respectively. The upper and lower roller need to be paired again after being ground, and the pairs of rollers are transported to the storage zone, and then to the feeding zone to be reuse for rolling. Due to the complex process of roller grinding workshop and the large volume and weight of roller, hoisting and transportation mode by multiple cranes with noninterference is required, and the duration time of transportation can not be ignored. Additionally, in time dimension, two or more tasks should be often executed simultaneously by cranes respectively. Under this circumstance, it is likely to cause interference between cranes in space dimension. Accordingly, the scheduling of roller grinding workshop needs to consider both the task sequencing in time and the noninterference of multi-crane trajectory in space, that is to say, it is with space-time coupling constraints. With time-space coupling constraints, the optimal solution is not only to search the minimum total production time in time dimension, but also to exclude infeasible solution caused by crane interference in space dimension, which increase the difficulty of scheduling a roller grinding workshop. In summary, reasonable and accurate scheduling is the key to ensure production efficiency.6,7
In this paper, considering the characteristics of complex tasks and space-time coupling constraints, the intelligent scheduling algorithm for roller grinding workshop is developed. The scheduling basis under priority rules and process constraints is established based on the characteristics of the roller grinding workshop. Meanwhile, in order to solve the scheduling problem under the space-time coupling constraints, the position coordinate system is established, and then the algorithms of crane position tracking and cooperative motion without interference are developed. Additionally, considering the transportation time of crane and its out of sync time point with the processes, the intelligent scheduling algorithm is developed based on the dynamic priority strategy defined to realize scheduling, including time decision, crane decision, and process decision. Moreover, in order to realize the automatic and intelligent operation of the roller grinding workshop, the management software of the roller grinding workshop is developed by integrating the intelligent scheduling algorithm, which realizes the intelligent production, monitoring, and management of the roller grinding workshop during the full production cycle. In general, the algorithms of crane cooperative motion without interference and the intelligent scheduling algorithm can be utilized to solve the scheduling problem of the workshop with the complex tasks and space-time coupling constraints, which ensure optimal task assignment and high-efficient production of the workshop.
Literature review
Classification of workshop scheduling problems
According to the complexity of different production systems, workshop scheduling can be divided into single machine scheduling, parallel multi-machine scheduling, flow shop scheduling, flexible flow shop scheduling, etc.,8,9 as shown in Figure 3. Single machine scheduling refers to that the working environment only contains one machine, and the workpiece only needs to be processed by the machine. There are n machines in parallel scheduling, and each workpiece only needs to select one from n parallel machines to be processed. Flow shop contains m serial machines, and the process of each piece is the same, which is processed by Machine 1, Machine 2 to Machine m, respectively. As to the flexible flow shop, it has the comprehensive characteristics of the parallel machine and flow shop, including M serial processing stages, and each stage has several parallel machines. The workpiece needs to be processed through these m stages in turn. Meanwhile, the workpiece only needs to select one of the machines to process in each processing stage.

Classification of workshop scheduling problems according to the complexity.
Roller grinding workshop scheduling is a flexible flow shop scheduling problem, which is processed by each process in turn according to the specific grinding process, including parallel machine and serial machine, such as multiple grinding machines and multiple cooling zones. As an abstract model of many practical production scheduling problems, the flexible workshop scheduling problem is a typical NP-hard (nondeterministic polynomial) complex optimization problem.10–14 Such problems usually have the characteristics of dynamic randomness, constraint, multi-objective, and complexity. In the actual production process, most of the workshop scheduling problems are multi-objective optimization and decision-making. Furthermore, it has important theoretical significance and application value to study how to solve multi-objective workshop scheduling problem effectively.
Comparison of workshop scheduling algorithms
In recent years, workshop scheduling problem has been paid more and more attention, among which the workshop scheduling algorithms is a research focus. The workshop scheduling algorithm can be mainly divided into the accurate algorithm and the approximate algorithm. The precise algorithm, that is, operation research algorithm (including mathematical programming method, branch definition method, decomposition method, etc.), can also be called optimization algorithm. Although the optimal global solution can be obtained, it is only applicable to simple small-scale problems, with a large amount of calculation, high computational complexity, relatively slow solution speed, and strong dependence on the problem.15–17 As most scheduling problems are NP-hard problems, it is impossible to find the exact solution of the scheduling problem by the polynomial algorithm. Therefore, most researches on flexible flow shop scheduling focus on the approximation methods, including heuristic algorithm and meta-heuristic algorithm.
The approximate algorithm includes heuristic algorithm (priority allocation rule method, bottleneck heuristic algorithm, simulation algorithm, etc.)18–23 and meta-heuristic algorithm (including genetic algorithm, simulated annealing algorithm, particle swarm optimization algorithm, etc.).24–29 The heuristic algorithm is a kind of constructive algorithm. It starts from no scheduling and gradually constructs a complete scheduling scheme by adding one workpiece at a time. Among them, the optimal allocation rule method is capable of quickly establishing the scheduling problem’s solution through some rules, which is fast, flexible, and effective in setting the scheduling rules and solving complex problems. However, it is difficult to set the rules in the early stage. The bottleneck heuristic algorithm is intuitionistic and easy to implement, but it takes a long time and is easily affected by the process path. Because of the complexity of the production system, it is often difficult to establish an accurate analytical model or in need of a large amount of work to establish an analytical model. If the simulation algorithm is applied, it is not necessary to establish an analytical model, but only to describe the logical relationship of the system operation and establish a simulation model based on the logical relationship. Through the simulation model, relevant data can be collected to adjust the scheduling rules or other relevant parameters to optimize, and finally obtain a satisfactory scheduling scheme. However, it is challenging to build a simulation model close to the actual situation, and system simulation methods are often applied in combination with other methods, such as the priority rule method. The meta-heuristic algorithm is an improved algorithm, which starts from a complete scheduling solution, and constantly searches for improvement in order to obtain a better scheduling solution. Although the optimal solution can not be guaranteed, the sub-optimal solution can be obtained in a reasonable time. The classification of workshop scheduling algorithms is shown in Table 1, which lists the advantages and disadvantages of these algorithms.
Comparison of workshop scheduling algorithms.

Operation research algorithm is mostly applied to obtain optimal global solution. Ng et al. 15 studied on a two-machine flow shop scheduling problem by a branch-and-bound algorithm, under the assumption that the processing times are not constant over time to minimize the total completion time. Using branch-and-bound algorithm the single machine scheduling problem characterized by deteriorating jobs was figured out by Voutsinas et al. 16 Some incremental properties were investigated for the no-wait flow shop problem with the total tardiness criterion, and speedup techniques were developed for the NEH-insertion procedure by Ding et al., 17 which reduced the time complexity. As to the scheduling based on heuristic algorithm, Ardalan et al. 18 used a priority rule that was based on real-time demand and production information for sequencing jobs in a Kanban-controlled flow shop. Koulamas et al. 19 derived an index priority rule for an m-machine no-wait flow shop with the minimum makespan objective and specially-structured job processing times. The performances of combinatorial priority rules in manufacturing flow shop and job shop were investigated respectively by Chan and Chan 20 and Sels et al., 21 which further confirmed that no single priority rule can perform universally well on a system with different but common performance measures. Lu et al. 22 developed multicontextual dispatching rules for job shops with dynamic job arrival job arrival. The performance evaluation of priority dispatching rules in multi-level assembly job shops with jobs having weights for flowtime and tardiness was conducted by Mohanasundaram. 23 Meta-heuristic algorithm is also widely utilized to figure out scheduling problems. Huang et al. 24 developd a teaching-and-learning-based hybrid genetic-particle swarm optimization algorithm to concentrate on multi-objective flexible job-shop scheduling problem. Wang et al. 25 introduced a novel multitasking scheduling model with multiple agents, which can be easily extended to case where the jobs from the same agent do not interrupt each other. A novel hybrid multi-objective evolutionary algorithm was designed to address two-agent stochastic flow shop deteriorating scheduling by Fu et al. 26 Kundakcı and Kulak 27 introduced efficient hybrid Genetic Algorithm (GA) methodologies dynamic job shop scheduling problem for minimizing makespan. With beer froth phenomenon inspired position update incorporated, a modified ABC algorithm named as Beer froth artificial bee colony algorithm (BeFABC) was proposed to solve JSSP by Sharma et al. 28 and Fu et al. 29 developed a bi-population evolutionary algorithm to figure out the scheduling problem of dual-objective stochastic hybrid flow shop with deteriorating jobs. A new Pareto-based genetic algorithm was proposed by Zan et al. 30 to solve multi-objective scheduling problems of automated manufacturing systems. A multi-objective artificial bee colony algorithm incorporating a stochastic simulation approach was designed by Fu et al. 31 to schedule a stochastic hybrid flow shop with maximizing processing quality and minimizing total tardiness. Asadzadeh et al. 32 presented an agent-based local search genetic algorithm for solving the job shop scheduling problem. Piroozfard et al. 33 proposed an improved multi-objective evolutionary algorithm for solving the newly extended bi-objective problem, which is useful for production managers to schedule their operations. Fu et al. 34 addressed modeling and optimization for a stochastic multi-objective hybrid flow shop scheduling problem aiming at maximizing process quality and minimizing total tardiness. Tang et al. 35 proposed an improved PSO algorithm to solve dynamic flexible shop scheduling problem aimed to reduce energy consumption. Based on the genetic algorithm a flexible workshop scheduling model was established by Leu 36 etc. with the shortest processing time as the goal. Fu et al. 37 developed a new multi-objective brain storm optimization algorithm incorporating stochastic simulation approach to address an energy-conscious distributed permutation flow shop scheduling problem with the total tardiness constraint.
Summarily, operation research algorithm is utilized effectively to solve the scheduling of single machine, two-machine and no-wait flow shop problems to obtain optimal global solution. Whereas, it not highly applicable for the scheduling of workshop which is characterized by multi-tasks and large scale. Based on heuristic algorithm, the priority rules are investigated under the situation of the flow shop and job shop. However, the priority rules used in these works performance well, where the evaluation indexes are not dynamic and defined in time dimension without consideration in space dimension. Moreover, the studies of the workshop scheduling problem based on the meta-heuristic algorithm show its outstanding performance to avoid search falling into local optimum under the constraints in time dimension. Nonetheless, the heuristic algorithm is superior with respect to the workshop with complex coupling constraints, especially time-space coupling constraints, namely the former shows more flexible and expansible.
In conclusion, the workshop scheduling algorithms mainly include the operational research algorithm, heuristic algorithm, and meta-heuristic algorithm, the advantages, and disadvantages of which are compared and analyzed. Considering the time-space coupling constraints of the roller grinding workshop, it is urgent to develop an intelligent scheduling algorithm under complex constraints for the roller grinding workshop. In this paper, combining the heuristic rule algorithm with the discrete simulation algorithm, an intelligent scheduling algorithm is developed oriented to the roller grinding workshop. The algorithm developed has the ability of real-time performance and monitoring the state of the model, which is more suitable for the intelligent scheduling of roller grinding workshop under complex time-space coupling constraints.
Development of intelligent scheduling algorithm under complex constraints oriented to roller grinding workshop
Establishment of scheduling basis based on priority rules and process constraints
For the roller grinding workshop of flexible flow type, the production process is carried out according to the specific process workflow from process

Workflow and parallel process.
According to the actual needs of the workshop, processes are sorted according to the priority. The process of each priority is represented by process

The priority of workflow and parallel process.
Thus, the key parameters of each priority process in the intelligent scheduling algorithm are established, as shown in Table 2. The workpiece number at each process indicates the number of workpieces that have processed by all the processes before the current process in workflow sequence, which is denoted by
Scheduling basis of the processes.

Development of crane cooperative motion without interference algorithm
Due to the complex process of roller grinding workshop and the large volume and weight of the roller, hoisting and transportation mode by multiple cranes with noninterference is required. Accordingly, the scheduling of the roller grinding workshop needs to consider both the task sequencing in time and the noninterference of multi-crane trajectory in space, that is, the roller grinding workshop is with space-time coupling constraints.
In order to solve the scheduling problem under the space-time coupling constraints, the position coordinate system of roller grinding workshop is established. Take the crane as a reference, set the direction parallel to the guide rail of the crane as the X direction, and the direction perpendicular to the guide rail of the crane as the Y direction. As shown in Figure 6, it is the real-time position coordinate diagram of the crane during a period. Stage 1, 3, and 5 are the motion stage of the crane, while stages 2, 4, and 6 are the static stage of the crane, and the speed formulas of which are shown as equations (1) and (2), where,



Real-time position coordinate of the crane.
Suppose that there are two cranes available in the roller grinding workshop, it is obvious that these two cranes cannot cross run in the X direction (parallel to the guide rail direction of the crane) according to practical experience. Accordingly, it is assumed that Crane 1 is always in the positive X-axis direction of Crane 2 when they conduct the transportation in the roll grinding workshop. For the convenience of description, the roller transportation conducted by cranes is called tasks to be distinguished from processes in the workflow. As shown in Figure 7, during the operation of roller grinding shop, Task 1 and Task 2 are represented for the previous task and the current task of two cranes respectively, where

Critical time points of the tasks.

Noninterference condition of cranes.

Interference avoidance algorithm.
Suppose that the minimum safe distance of the cranes is 5 m, the noninterference condition of the crane is established in two cases. In one case, when there is overlap between two tasks, the noninterference condition of the crane is that there is no cross between the lines connected
Once the interference during the cooperation motion of cranes is detected based on the noninterference condition above, one of the cranes should conduct the avoidance to ensure the tasks of two cranes run correctly. The crane avoidance algorithm is established according to two noninterference conditions. When the interference occurs in two tasks with overlap, the crane of Task 2 starts to conduct avoidance at the interference point with Task 1 until Task 1 is finished, then Task 2 will be executed. Additionally, once the interference occurs during Task 2, the crane of Task 1 starts to conduct avoidance at the interference point with Task 2 until Task 2 is finished. Besides, when the time period of the two tasks is not overlapped, Task 2 starts after Task 1 finished. If the interference is detected during Task 2, the crane of Task 1 should conduct avoidance to ensure the Task 2 runs appropriately without interference. The avoidance algorithm is shown in Figure 9, and the avoidance motion is to move from the interference point and follow the other crane with the defined safe distance.
Development of intelligent scheduling algorithm under complex constraints
To obtain the optimal processing efficiency or makespan, the high EPTR (effective process time rate) is a vital factor that needs to be guaranteed, which means the intervals between two processes should be as short as possible or no intervals in the scheduling. For the workshops oriented to the large-scale workpiece, like roller grinding workshop, the size of which is large as well. Therefore, the cranes are always used to transport workpieces in these workshops. Due to the long transportation distance, the transportation time can not ignore in the scheduling, as the case is shown in Figure 10. Process
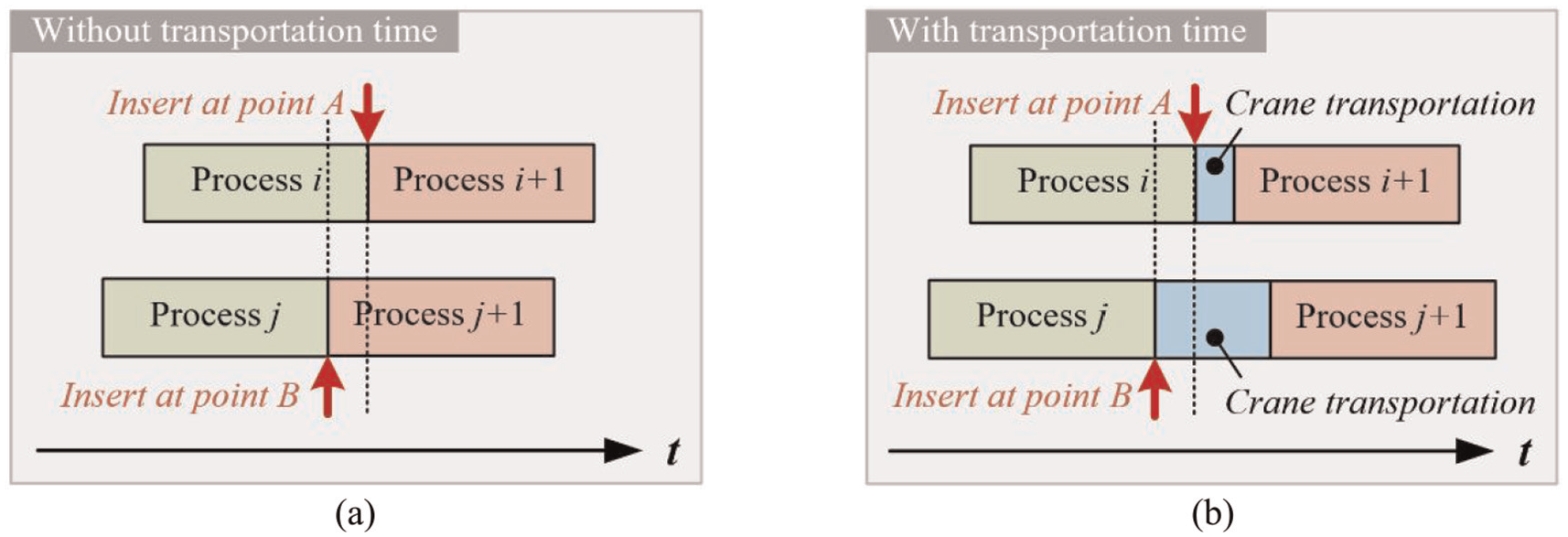
The Gantt chart of scheduling: (a) with transportation time and (b) without transportation time.
On the premise of a highly effective process time rate, the process characteristics of roller grinding workshop should also be taken into consideration to obtain ideal processing efficiency. It should be noted that rollers transportation by cranes is not needed in specific processes, which can start immediately after the last process finished. Therefore, the successive processes can be paired as A and B branches of one process. As shown in Figure 11, when the task of crane is finished, the process has not been finished, which causes that the end time point of the tasks by crane is out-of-sync with the processes.

The case with out-of-sync end time point between task and process.
Based on scheduling basis as heuristic rules, combined with cooperative motion without interference algorithm, intelligent scheduling algorithm for the multi-task and complex constraints is developed. It is aimed to search optimal solution for the roller grinding workshop scheduling without infeasible region, which is not satisfied with scheduling basis or noninterference condition, as in Figure 12.

Optimization objective for the roller grinding workshop scheduling.
The scheduling algorithm is conducted with time variable
It is set to judge every
As to each priority process, it is judged according to the scheduling basis to determine whether satisfied corresponding conditions. Concretely speaking, it is judged first whether the corresponding constraints of the current process is satisfied, and then whether the workpiece number of the previous process in the workflow
In addition, considering the out-of-sync end time point between task and process, the current process should be started after the end time of the last process of the current roller w, which can be described by equation (5). Where
When the scheduling basis and the time constraint condition are satisfied, the next step is to judge whether the cranes interfere according to crane cooperative motion without interference algorithm. Two treatment strategies of interference are defined as strategies A and B, as shown in Figure 13, which are highlighted in blue and yellow, respectively. Concretely, strategy A is defined that if the process to be executed causes the crane interference, the process of next priority will be judged until finding a process without interference to be executed under the scheduling basis, the time constraint condition. While strategy B is defined that if the process to be executed causes the crane interference, the crane avoidance will be conducted to eliminate the interference to execute the current process.

Structure of intelligent scheduling algorithm.
Once the judgment result of the current cycle is to execute the current process, the workpiece number of the previous process and, the workpiece number of the current process are updated respectively as equations (6) and (7), so as the related other state variables such as vacancy number of the machine and zone to be processed. Thus,
On the contrary, if any of the scheduling basis and time constraint condition is not satisfied, the process of next priority will be judged whether the conditions are both satisfied, and then ensure noninterference with treatment strategy A or B applied. If all priority processes do not meet the scheduling basis or time constraint condition, the next cycle will be carried out. It is conducted in the same way, until all the workpieces have been processed, and the scheduling is finished, as in Figure 13.







Application of intelligent scheduling algorithm for roller grinding workshop
The intelligent scheduling algorithm can make different scheduling decisions for specific application scenarios according to the practical conditions including the process, workshop layout, constraint conditions. Concretely, first is process information including the process flow and the process types, process duration, and whether the interval is need between two processes. Second, the workshop layout includes two parts, one is the definition of processing zone, another is the quantity and position of processing zone. The workshop layout is the basis of coordinate system which is utilized to track the motion of cranes in space dimension. Third, constraint conditions include process constraint and layout constraint, which restrict each other as time-space coupling constraints. Under these conditions, the scheduling problem of the workshop can be figured out based on the intelligent scheduling algorithm developed.
Analysis of application scenario and constraints of roller grinding workshop
Take a typical roller grinding workshop as an instance, the layout of which is shown in Figure 14, including seven pairs of rollers (R1∼R7) to be ground, three grinding machines (GM1∼GM3), two cranes (C1, C2), and several roller processing zones. Among them, rollers (R1∼R4) are small-sized rollers which are to be ground by grinding machines GM1 and GM2, and rollers (R5∼R7) are large-size rollers which are to be ground by grinding machine GM3. Cranes Crane C1 feed the rollers (R1∼R4) to grinding machines GM1 and GM2, while crane C2 feed the rollers (R5∼R7) to grinding machine GM3. Roller processing zones include feeding zone (FD1∼ FD7), cooling zone (CL1∼ CL7), pairing zone (PR1∼ PR7), storage zone (SR1∼SR7) corresponding to the roller (R1∼R7), while preparation zone (PP1∼PP3) corresponding to grinding machines (GM1∼GM3).

The layout of a typical roller grinding workshop.
Due to the complexity and the production demand, there are lots of constraints in the roller grinding workshop. For instance, the number of grinding machines and the roller position in the processing zone are limited. Additionally, the upper and lower rollers need to be paired after being processed, respectively, and the processes are abundant and complicated, so as the corresponding priority. Due to the particularity of complex constraints and process characteristics, few existing scheduling algorithms can be applied in this case effectively. Currently, the highest efficiency of the industry is 271 min to complete seven pairs of rollers. Consequently, it can be seen that the efficiency is of need to be improved, and the maximum EPTR (effective process time rate) without interference also needs to be guaranteed. To summarize, roller grinding workshop is limited by the number of equipment and stations, while the scheduling needs to guarantee the task sequencing in time and the noninterference of multi-crane trajectory in space, namely, it is with complex space-time coupling constraints.
Establishment of constraint condition and coordinate system for roller grinding workshop
In order to establish the scheduling basis for the roller grinding workshop with the characteristics of multiple tasks and complex constraints, the discrete tasks are decomposed. The priority rules and constraints of each process are established based on the comprehensive analysis of the preset and process rules, as shown in Table 3. Considering that some specific processes start immediately after the last process finished, such as rollers cooling and grinding. The successive processes are paired as A and B branches of one process (1-A, 1-B, 3-A, 3-B, 5-A, and 5-B).
Multiple tasks and complex constraints of roller grinding workshop.
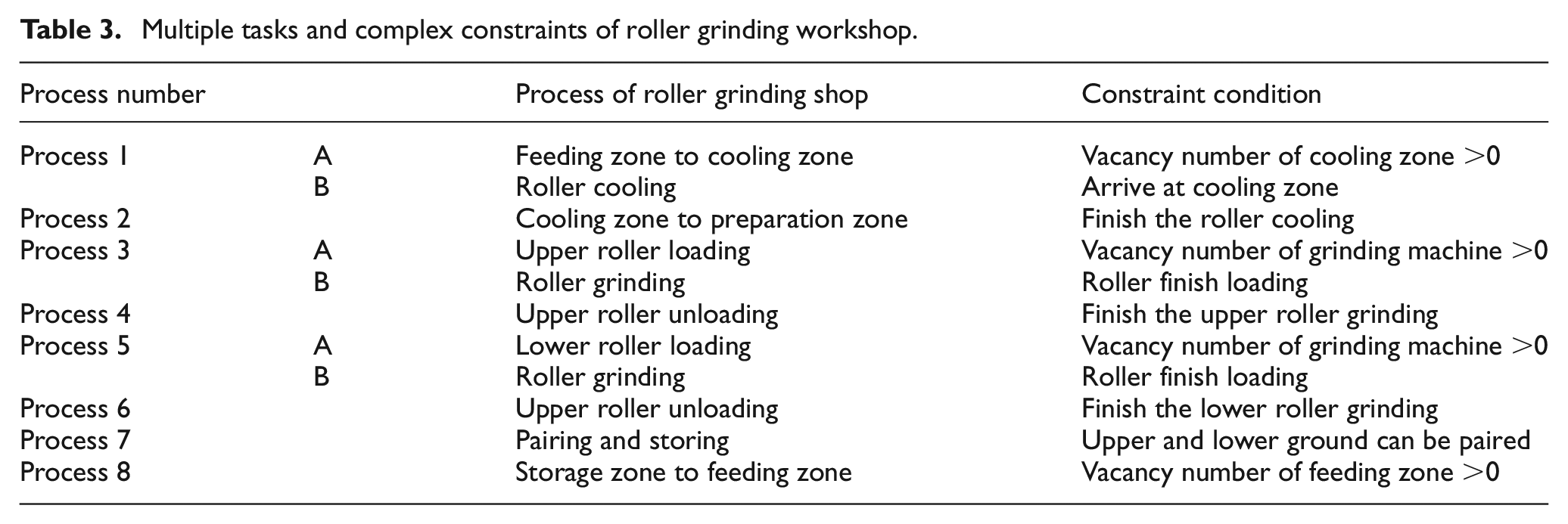
The constrains of roller grinding workshop are shown in Table.3. The constrains can be divided into three types, including last process finished, available roller position number, and arrive at present processing zone. During the scheduling, whether the roller has finished being processed by last process is first to be judged. Then, it is need to figure out available roller position number, where the roller can be placed in during or after the present process. In addition, it is to be ensured if the rollers have arrived at present processing zone to start present process or continue to conduct the next process. Besides, the space constrains need to be taken into consideration, which is to guarantee non-interference between the cranes during the whole production cycle. Summarily, the complex constrains above need to be satisfied simultaneously to obtain a rational scheduling for the roller grinding workshop.
Meanwhile, the spatial position coordinate system of the roller grinding workshop is established, so that the noninterference of the cranes during transportation task can be guaranteed through the crane cooperative motion without interference algorithm, and the position coordinates of each processing zone are calculated as shown in Figure 15. The real-time position of the cranes in processing can be calculated and tracked with the equation of crane movement. The scheduling without interference across the production cycle of roller grinding workshop can be guaranteed by combining the established crane cooperative motion without interference algorithm.

Spatial position coordinate system of the roller grinding workshop.
Further, the intelligent scheduling rules of the roller grinding workshop are established based on the constraint conditions, as shown in Figure 16. Additionally, based on the dynamic priority strategy defined above, the priorities of processes are updated at the beginning of the judgment circle, which is according to the distance from the present crane position to the target crane position of the next process to be chosen. The process with a smaller distance from the present position to the target position will be defined as the higher priority in the judgment of scheduling.
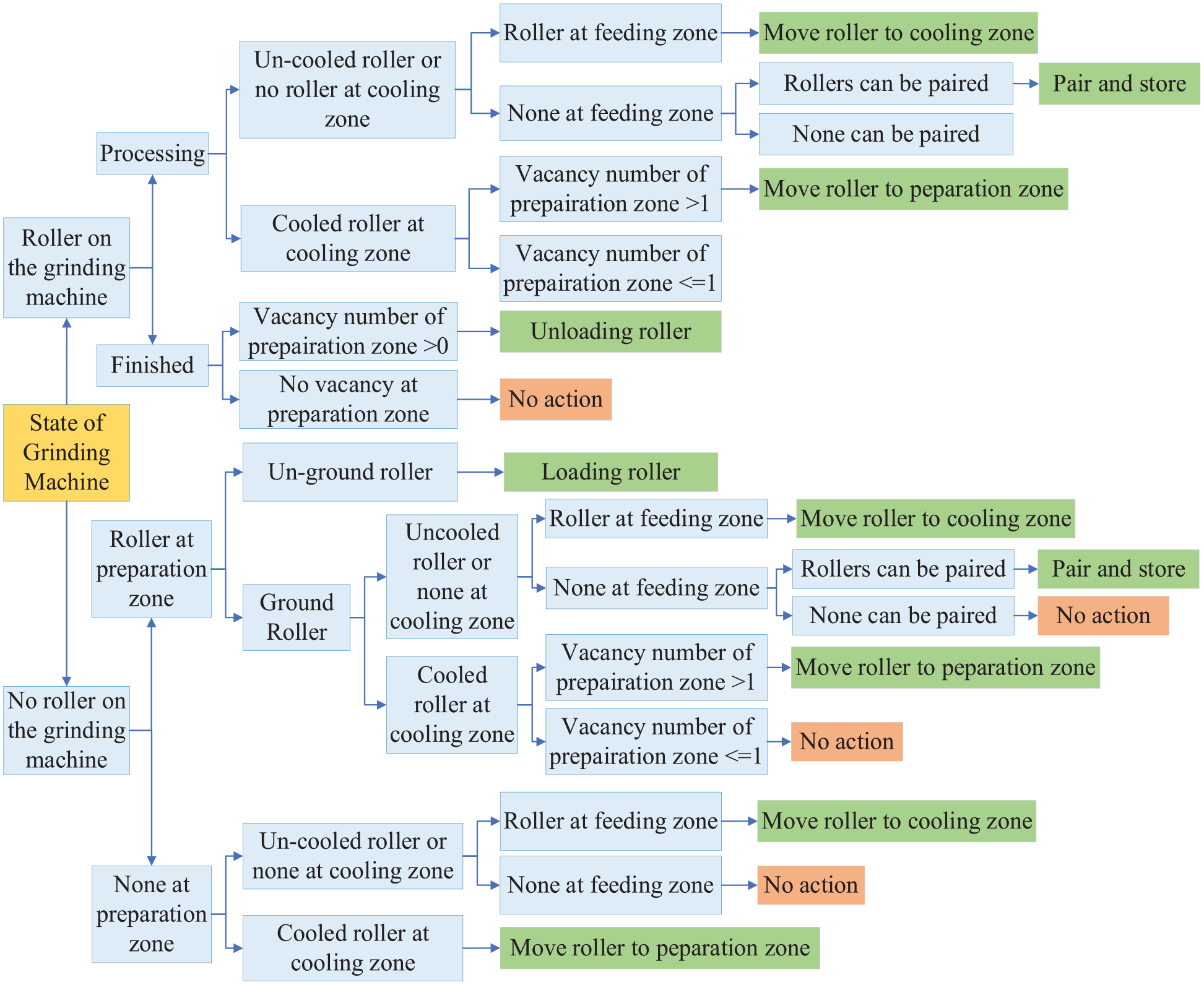
Intelligent scheduling rules of the roller grinding workshop.
Simulation and verification
Combined with the intelligent scheduling rules and crane cooperative motion without interference algorithm, and based on the developed intelligent scheduling algorithm of roller grinding workshop, the simulation model is established by MATLAB software. The simulation model consists of two parts: parameter establishment and task decision-making model. The parameters needed for the scheduling simulation are first established as the initialization, including state variables of the time, grinding machine, cranes, etc. The task decision-making model is established as a cycle structure. When the seven pairs of rollers are not all ground and paired for storage, the judgment cycle will start, and the timer of each cycle will add a time of
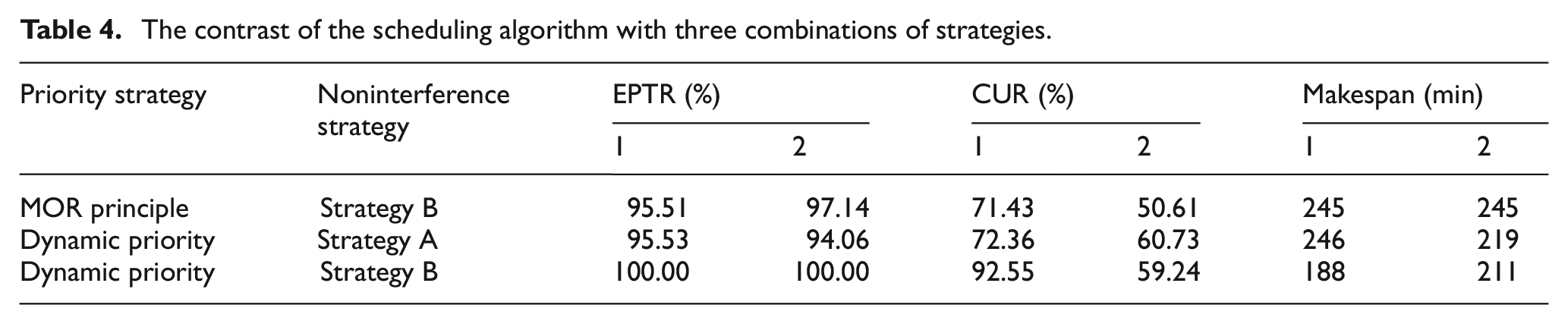
The simulation is conducted under three combinations of priority strategy and noninterference strategy to verify algorithm performance, as shown in Table 4. On the one hand, to compare with the dynamic strategy established in this paper, the MOR (most operations remaining) principle is applied, where the remaining operation decides the priority. Whereas in fact, due to the complexity and the production demand, there are lots of constraints in roller grinding workshop. For instance, the number of grinding machines and the roller position in the processing zone are limited. Therefore, considering the constraint conditions, some processes of lower priority based on the MOR principle must be brought forward to make the following processes run correctly. On the other, the noninterference strategies A and B established in Section 3.3 are applied respectively in simulation to contrast and validate the effectiveness of two strategies. Strategy A is to choose the process without interference, while strategy B is to conduct the avoidance of crane under interference.
The contrast of the scheduling algorithm with three combinations of strategies.
The layout of the workshop and the corresponding position coordinates are taken as the input. While the minimum safety distance between the cranes is set to 5 m, the speed of the cranes is set to 47 m/min, and the simulation interval

Gantt chart of result based on intelligent scheduling algorithm: (a) with MOR priority strategy and noninterference strategy B, (b) with dynamic priority strategy and noninterference strategy A, and (c) with dynamic priority strategy and noninterference strategy B.
From the result, it can be observed that EPTR (effective process time rate) based on dynamic priority strategy and noninterference strategy B is up to 100%, which is preferable than that with MOR priority strategy and noninterference strategy A to avoid intervals between two processes in the scheduling. Moreover, CUR (crane utilization rate) of Crane 1 rises to 92.55% with dynamic priority and strategy B than that of 71.43% and 72.36%with the other strategy combinations, while the CUR of Crane 2 shows less improvement due to limitation of single grinding machine. Meanwhile, with dynamic priority and strategy B, the makespan reduces to 188 min and 211 min for two groups, respectively. The makespan of 211 min, which is 22.1% higher than the minimum processing time of 271 min in the existing processing mode of industry. Additionally, it can be concluded that the dynamic priority developed in this paper reveals more efficiency than the MOR principle, while with strategy B the CUR can be improved more than 20% under the condition of enough machines, which facilitates obtaining shorter makespan than strategy A.
The rollers’ ending time points of the each processes are compared under three combinations of strategies (written as “−a,”“−b,” and “−c” in Figure 18), which are “MOR priority strategy with noninterference strategy B,”“dynamic priority strategy with noninterference strategy A,” and “dynamic priority strategy with noninterference strategy B,” respectively. The comparisons of Group 1 including Rollers 1∼4 (as shown in Figure 18(a)) and Group 2 including Rollers 5∼7 (as shown in Figure 18(b)) are conducted to further analyze and evaluate the developed algorithm. The results reveal that the Process 1A, Process 1B, and Process 2 show less difference in terms of the end time points. As to the Process 3A ∼ Process 8, the end times scheduled based on dynamic priority strategy are obviously early than MOR priority strategy in Group 1 and Group 2. Meanwhile, the process end times of Roller 4 which is scheduled based on noninterference strategy A show marked delay than noninterference strategy B in the result of Group 1 with more rollers to be processed. Moreover, all processes of Rollers 1∼7 can be finished more efficiently under the developed intelligent scheduling algorithm with combination of dynamic priority strategy and noninterference strategy B. To summarize, it can be concluded that the developed intelligent scheduling algorithm with dynamic priority strategy has obvious superiority than MOR priority strategy, while the developed noninterference strategy B which can guarantee noninterference by cranes avoidance can be effectively applied in scheduling to prevent the makespan from becoming longer due to the increase of the number of rollers.

Rollers’ ending time points of the processes: (a) group 1 including rollers 1~4 and (b) group 2 including rollers 5~7.
Aimed to further analysis of the scheduling results based on the intelligent scheduling algorithm for the roller grinding workshop, the real-time position of the two cranes is simulated and verified under three strategy combinations, the results of which is shown in Figure 19 including the real-time position of the two cranes and corresponding points of minimum distance. In Figure 19, the red line indicates the real-time coordinate position of Crane 1, while blue line indicates the real-time coordinate position of Crane 1. Additionally, the local enlarged drawings where the distance between two cranes is shortest are shown in the right.

The verification of the real-time positions of the two cranes: (a) with MOR priority strategy and noninterference strategy B, (b) with dynamic priority strategy and noninterference strategy A, and (c) with dynamic priority strategy and noninterference strategy B.
It reveals from the results that the minimum safety distances between the cranes under three strategy conditions are respectively 5.6 m, 5.113 m, and 5.113 m, which appears where the yellow box located in Figure 19. It indicates that the real-time distance between the cranes throughout the whole schedule keeps more than the safe distance 5 m, which proves the reliability for the noninterference of the algorithm. In conclusion, the analysis of the result verifies the rationality and effectiveness of intelligent scheduling algorithm for roller grinding workshop.
Summarily, this study is orient to scheduling of multi-unit and multi-task manufacturing scenario, such as roller grinding workshop. The cranes are often utilized to transport the large-scale workpieces without interference in this kind of workshop, which is characterized with multi-process and time-space coupling constraints. The complex constraints make more challenges to the scheduling of such workshop. However, a rational and effective scheduling is the essential condition for automatic and intelligent workshop to realize the higher efficiency and lower cost. The intelligent scheduling algorithm developed can be utilized to solve the scheduling problem of the workshop with multi-process and space-time coupling constraints, which ensure optimal task assignment and high-efficient production of the workshop.
Further analysis
In order to realize the automatic and intelligent operation of the roller grinding workshop, the management software of the roller grinding workshop is developed by integrating the intelligent scheduling algorithm, and the software interface is as shown in Figure 20. The software is capable to intelligently generate the scheduling scheme of roller grinding workshop according to the actual workshop layout and critical parameters, and realize the automatic and intelligent operation of roller grinding workshop under the automatic scheduling mode. Besides, visual monitoring can be carried out for the roll grinding workshop, and the rollers can be displayed by different colors according to different process stages.

The management system software of the roller grinding workshop.
Actually, some abnormal events happen in actual production, such as additional roller grinding task and the breakdown of the grinding machine, causing the numbers of the rollers to be processed and the available grinding machines. 38 Also, the time of grinding or cooling process is not always certain in some circumstances. Considering the cases above, the position sensors are fixed on the roller positions of the processing zones, and the temperature sensors are also fixed on the roller positions of the cooling zone. Meanwhile, the communication of the sensors and grinding machines with the workshop management software system is realized. Further, the state variables like the numbers of the rollers to be processed and the available grinding machines can be updated with the data from the sensors and grinding machines, the ending signal of the grinding and cooling processes can also be obtained. Combine the intelligent scheduling algorithm developed, dynamic and self-adaption scheduling can be realized with the state variables of the algorithm based on the data from the sensors and grinding machines. Through the development of the management software integrated with the intelligent scheduling algorithm, the intelligent production, monitoring, and management of the roller grinding workshop during the full production cycle are realized.
Conclusion
In this paper, the scheduling basis is established based on priority rules and process constraints. Besides, under the position coordinate system established, the algorithms of crane position tracking and cooperative motion without interference are developed. Further, the intelligent scheduling algorithm is developed based on the dynamic priority strategy defined to realize scheduling, including time decision, crane decision, and process decision. Finally, verification of the algorithm is conducted by simulation. From the results, the conclusions can be achieved as follows:
The scheduling basis is established based on priority rules and process constraints. Meanwhile, based on the established position coordinate system, the algorithms of crane position tracking and cooperative motion without interference are developed.
Combined with the scheduling basis and the crane cooperative motion without interference algorithm, considering the transportation time of crane and its out of sync time point with the processes, the intelligent scheduling algorithm is developed based on the dynamic priority strategy defined, which is capable of solving the scheduling problem under the space-time coupling constraints.
Applying the intelligent scheduling algorithm developed, under the guarantee of crane interference during the full production, the efficiency is improved by 22.1% compared with the existing processing mode of industry. Additionally, EPTR (effective process time rate) based on dynamic priority strategy and noninterference strategy B is up to 100% to avoid intervals between two processes in the scheduling. The dynamic priority developed in this paper reveals more efficiency than MOR principle, while with the strategy B the CUR (crane utilization rate) can be improved more than 20% under the condition of enough machines which facilitates to obtain shorter makespan than strategy A. The intelligent scheduling algorithm developed guarantees the effectiveness and rationality of scheduling with multi-unit and multi-task under the complex constraints.
Furthermore, in order to realize the automatic and intelligent operation of the roller grinding workshop, the management software of the roller grinding workshop is developed by integrating the intelligent scheduling algorithm, which realizes the intelligent production, monitoring, and management of the roller grinding workshop during the full production cycle.
The intelligent scheduling is realized for the manufacturing scenario like roller grinding workshop through this work, which provides an important theoretical basis for intelligent production for the sake of high efficiency and low cost.
Considering the limited working capacity, single roller grinding workshop is not enough to meet production requirements in some circumstances. In future study, the intelligent scheduling algorithm can be expanded to schedule for collaborative production by multiple roller grinding workshops.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Science and Technology Major Project (No: 2019ZX04020001-004), the National Key Research and Development Program of China (No: 2018YFB1702803), and the Shenzhen Science and Technology and Innovation Commission Support Program (No: KQJSCX20170728162555608).