
Abstract
Biodegradable vegetable oil-based lubricating oil is a better auxiliary for mineral-based lubricants as their viscosity index, flash point, lubricity is high. Nonetheless, their limited viscosity range is a major constraint of their usage as lubricating oil. Polymers have proven their capability of increasing the viscosity of vegetable oils without adversely affecting their lubricating properties. Potentially of use of oxidized polyethylene (OPE) as a viscosity booster of palm oil to use as a lubricating oil is studied adding several weight percentages of OPE to the palm oil independently. The addition of 1.75 wt% of OPE to the palm oil resulted in a blend with comparable kinematic viscosity to H68 and the addition of 2.0 wt% of OPE to the palm oil resulted in a blend with comparable kinematic viscosity to SAE30. Palm oil behaves as Newtonian fluid at low temperatures and as the temperature increases, it behaves as shear thickening fluid while the addition of OPE cause to shear thinning behavior.
Introduction
The key function of a lubricant is to lessen the resistance to movements between two rubbing surfaces by forming an oil film thus reducing friction and wear. In addition to that, it cools the system by absorbing the heat generates, prevent corrosion by preventing reacting moisture and oxygen with surfaces, clean the system by washing away sludge and varnish, and seals the moving parts. 1 Mainly due to rising in automotive production demand for lubricants also rise and according to the estimations global lubricant consumption is nearly 30–40 million tons per year. 2
Due to the depletion of crude oil reserves and environmental pollution by mineral oil-based lubricant interest has developed to use vegetable oil-based lubricants that are biodegradable and less toxic compared to mineral-based lubricants and are renewable.3,4 Change in viscosity of vegetable oil with temperature is less which ensures maintain required lubricating film thickness at higher temperatures also. Vegetable oil-based lubricants can perform well in applications with a higher possibility of explosions as they are composed of high molecular weight triglyceride molecules results in low volatility and high flash point. As vegetable oil molecules oppose good affinity to metal surfaces induce good lubricity and superior anti-corrosion properties.5,6
One major drawback associate with vegetable oil is viscosity is low compared to mineral and synthetic oils. 7 Viscosity is a measure of a fluid’s resistance to flow. The main factor considers when selecting a suitable lubricating oil for a particular system is viscosity though it is engine oil or a hydraulic oil. 8 The oil film thickness is determined by the viscosity of the fluid and that should be sufficient at the actual operating temperature to separate the metal surfaces. Low viscosity can cause the excessive metal-to-metal contact between moving parts and wear while too high viscosity can reduce the system efficiency. As the viscosity of oil changes with temperature viscosity of selected lubricating oil should be matched with the operating temperature of the system.9–11 Thus to use a vegetable oil like gear oil, hydraulic oil, or engine oil its viscosity should be improved to compatible with the application.12–14
Generally, polymers as polyethylene, poly (alkyl methacrylate), poly (isobutylene) are used as viscosity modifiers (to control change in viscosity with temperature) of mineral-based lubricating oils.11,15,16 Several kinds of research had carried out to improve the viscosity of vegetable oils possess low viscosity characteristics using different additives. Polymers have shown their capability to advance the rheological behavior of vegetable oil-based lubricants too.
Quinchia et al. carried out a research to develop a new bio lubricant formulation with improved kinematic viscosity using high-oleic sunflower oil (HOSO) adding EVA and styrene-butadiene-styrene (SBS) copolymers separately. Both the EVA and SBS increased the kinematic viscosity of HOSO within 25–120°C temperature range while viscosity increment at high temperatures is generally low. Further increases with EVA or SBS concentration the viscosity-thermal behavior of HOSO samples improved. 17 Adding EVA copolymer as viscosity improver palm kernel methyl ester (PKME) yields a significant increase in viscosity. Further addition of EVA results in better wear characteristics compares to non-additives samples at high loads. 18 In a research carried out by Quinchia et al. 19 EVA copolymer and Ethylcellulose (EC) improve the viscosity of Soybean oil (SYO), sunflower oil (SO), and castor oil (CO) within the temperature range of 25–120°C. Sabarinath et al. carried out a research SBR and EVA separately added to sesame oil (SESO) and viscosity enhancement studied comparatively. Blend of Sesame oil/SBR shows higher viscosity increment than sesame oil/EVA blends. Further SBR reduces the pour point of sesame oil. 14 In a research carried out by Rani et al. low-density polyethylene (LDPE) and ethyl vinyl acetate (EVA) separately added rice bran oil (RBO) in various proportions and evaluate the rheological properties of different blends. The addition of EVA to RBO causes better viscosity improvement at low-temperature range while the addition of LDPE to the RBO shows better viscosity improvement at the high-temperature range. The biodegradability RBO has reduced to some extent due to the addition of polymers into it. 20
Oxo-degradable polymers are a rising substitute for conventional polymers as their degradability is higher than conventional polymers. Due to the high molecular weight and high hydrophobicity nature of conventional polymers, it takes about 100 years for them to degrade. Oxo-biodegradable polymers are made using petroleum or natural gas in the same way conventional polymers are made. But contain pro-oxidants (metal ions or oxides) and pro-degrading compounds which accelerate oxidation (photo or thermo) of the polymer chain to compounds like alcohols, acids, esters, ketones with carbonyls (C = O) and vinyl (CH2 = CH) groups which can be easily digested by microorganisms.21–24 The addition of these pro-oxidants doesn’t cause to change in the original mechanical and optical properties of the conventional polymer. The general mechanism of oxidation of oxo-polyolefins is described in the following scheme.25,26






Due to polar functionalities and short-chain length oxidized polyethylene has good hydrophilic and lubricating properties.27,28 Oxidized polyethylene is used to form emulsions with water in Overprint Varnish (OPV), inks and coatings, textiles, and floor finishing industries to improve aesthetic and physical properties. Also, it is used as an additive in PVC processing to improve PVC melt and flow characteristics. Oxidized polyethylene wax has been approved to use as a food surface treatment additive also.29,30
Palm oil has shown its capability to use as a lubricating oil through different research. But its viscosity is low compared to standard mineral-based lubricating oils thus should be improved.12,31–35 Thus this research is carried out to investigate the use of Oxidized polyethylene to improve the viscosity of palm oil to use as a lubricant.
In this study,
Different concentrations (0.5, 1, 1.5, 1.75, 2, and 2.5 wt%) of Oxidized polyethylene powder is blended with RDB Palm and dynamic viscosity of each blend at 25, 40, 60, 80, and 100°C were measured at different shear rates.
To determine the reliability of the measurements uncertainty analysis was performed.
Dependency of dynamic viscosity of different OPE/palm oil blends on temperature and shear rate is studied.
The relationship between the dynamic viscosities of different OPE/palm oil blends with temperature and shear rate found by fitting the equations.
Materials and methods
SAE30, SAE40, H68, and RBD (refined, bleached, and deodorized) palm oil, are collected from the market. Oxidized Polyethylene (OPE) powder with molecular weight: 60250 gmol−1, density: 0.98 g/cm3, melting temperature: 90–116°C was provided by Samson compound (Pvt) Ltd, Galle, Sri Lanka.
Preparation of blends
0.5, 1, 1.5, 1.75, 2 wt% of OPE was added to the palm oil separately. Blends were stirred for 3 h in the molten state at 100°C and rotational speed of 400 rpm using a magnetic stirrer. When the OPE completely dissolved in palm oil the blends were allowed to cool naturally to room temperature.18,20,36 For all the blend it is ensured to obtain a homogeneous single.
Viscosity measurement
Brookfield digital viscometer, model DV-E (accuracy of ± 0.01 mm2 s−1) has been used to measure the viscosity at eight separate rotational speeds (2, 6, 12, 20, 30, 50, 60 and 100 rpm). A 600 ml Griffin Beaker was used to fill 500 ml of the sample. A Temperature-controlled water bath used to heat/cool the oil and readings were taken at 25, 40, 60, 80, and 100°C. LV1 spindle was used and three replicates of each speed were performed.
The following equation given by the manufacturer is used to calculate the Shear rate (γ), 37

Where,
γ = shear rate, s−1
N = rotational speed, rpm
Kinematic viscosities were calculated as follows,

A Hydrometer with an accuracy of ±0.001 g/ml was used to measure the density. Viscosity indices were calculated according to ASTM D2270.
Uncertainty analysis
Determination of uncertainties of the measured parameters (density, dynamic viscosity) and calculated parameters (kinematic viscosity) was done according to the method proposed by Kline and McClintock as described by Moffat in 1988. 38 If R is a function of independent variables x1, x2, x3… xn, uncertainty is given by,

When w1, w2, w3… wn are uncertainties of corresponding independent variable.
The highest uncertainty value obtained for kinematic viscosity was 0.2175%. Therefore, the results can be considered reliable. Uncertainty analysis for density, dynamic viscosity, and kinematic viscosity was given in the Appendix.
Results and discussion
Palm oil consists of about 40% saturated, 50% monounsaturated and 10% of polyunsaturated fatty acids. Mono-unsaturation cause to polarity in molecules thus improving viscosity due to strong intermolecular bonds between molecules.39,40 Thus palm oil has a reasonable kinematic viscosity at all the temperatures (at 25°C = 93.8 mm2 s−1, 40°C = 48 mm2 s−1, 60°C = 21.2 mm2 s−1, 80°C = 15.7 mm2 s−1, 100°C = 12.4 mm2 s−1) Kinematic viscosity variation with OPE weight concentration added to the palm oil at various temperatures is presented in Figure 1.

Kinematic viscosity of OPE/palm oil blends at different temperatures (°C).
According to Figure 1, the variation of kinematic viscosity with OPE percentage shows a similar pattern for all the considered temperatures. Up to 1.5 wt% OPE concentration, kinematic viscosity increases linearly. Between 1.5 wt% and 1.75 wt%, it shows tiny non-linearity in kinematic viscosity increment. Between 1.75 wt% and 2 wt%, there is a sharp increment in viscosity. After 2 wt%, the viscosity increment is sluggish. As the viscosity increases with the increase in OPE concentration, we can say that the occurrence of polymer-solvent interactions is more promising than those of the polymer-polymer interactions. Thus OPE with palm oil can be considered as a good solvent.
Generally, the addition of a polymer to a base oil causes the blend more viscous as the polymer-polymer and polymer-solvent interactions limit the flow of the solvent. According to the concentration of polymer additives, polymer solutions can be categorized into three different regimes: dilute regime, semi dilute regime, and concentrated regime. In the dilute regime as the concentration is low polymer molecules do not overlap. Thus in this region viscosity increase linearly with concentration. As the concentration, further increases polymer molecules begin to overlap. This concentration is known as critical overlap concentration and this regime is known as the semi-dilute regime. Due to molecular entanglements in this regime viscosity of the solution increases non-linearly. Further increment in concentration causes enormous molecular entanglements and sharp increment viscosity.41–45
The relative viscosity of each blend was calculated by dividing the viscosity of each blend by that of the pure oil. Relative viscosity variation with temperature for OPE/Palm oil blends is shown in Figure 2.

Variation of relative viscosity versus temperature for various compositions of OPE.
Initially, as the temperature increases, relative viscosity increases generally for all the concentrations. The maximum relative viscosity is shown at 60°C. After the 60°C, up to 100°C again relative viscosity decreases.
Generally, as the temperature increases polymer molecules expand and the transition of polymer globule into random coil becomes more efficient. If the polymer solubility in oil is poor, interactions between the polymer chains are dominant and they form polymer globs. In a good solvent, polymer-solvent interactions are the dominant resulting expansion of polymer molecules to random coils. Thus volume occupied by the polymer increases causing lager viscosity increment. If base oil is a good solvent for polymer over a wide temperature range, the expansion of polymer coil with temperature will not observable.25,43,46,47 Thus OPE mostly effective to increase the palm oil viscosity at low and moderate temperatures.
Kinematic viscosity values of different OPE/palm oil blends were compared with H68, SAE30, and SAE40 lubricating oils and showed in Table 1. According to Table 1 addition of both 1.5 wt% and 1.75 wt% of OPE to the palm oil resulted in blends with comparable kinematic viscosity to H68 and the addition of 2.0 wt% of OPE to the palm oil resulted in blend with comparable kinematic viscosity to SAE30. However, both 1.5 wt% OPE + Palm oil (VI = 249) and 1.75 wt% OPE + Palm oil (VI = 235) have much higher viscosity indices than that of H68 (VI = 161). Similarly, 2 wt% OPE + Palm oil also has a higher viscosity index (202) than SAE30 (VI = 149). The viscosity index represents how the viscosity of oil changes with temperature. The higher the viscosity index, the change in viscosity of the oil is smaller. Thus oil with high viscosity index experiences a relatively small fluctuation in viscosity as temperature changes.18,36 Thus blends of OPE and palm oil are well suitable for applications with temperature variations than standard oils.
Comparison of kinematic viscosity (mm2 s−1) values of different OPE/palm oil blends with standard lubricating oils.

Some other important physical properties of 1.75 wt% OPE + Palm oil blend were measured and are compared with palm oil and H68 (Table 2). Palm oil (flash point = 314°C) own low volatility and better fire resistance than H68 (flash point = 260°C) as its flash point is high. Flashpoint of 1.75 wt% OPE + Palm oil blend (317°C) indications that adding OPE to palm oil improves the fire resistance further. At low temperatures, palm oil forms a microcrystalline structure limiting the flow of molecules as other vegetable oils. 39 Thus palm oil (pour point = 7°C) has a higher pour point which indicates the fluidity at low temperatures of oil than H68 (pour point = –40°C). As the polymers restrict the formation of microcrystalline structure addition of OPE to the palm oil has caused to improve in it’s the low-temperature fluidity (pour point of 1.75 wt% OPE + Palm oil blend = 5.5°C). 48 As the presence of a high amount of acids may course for corrosion of metal parts generally lubricating oil should be with low acid value. Palm oil (0.4 mg KOH/g oil) shows comparable acid value to H68 (0.3 mg KOH/g oil). Adding of OPE has increased the acid value of palm oil (acid value of 1.75 wt% OPE + Palm oil blend = 0.7 mg KOH/g oil) slight but still blend show only slight corrosion as palm oil and H68 in the corrosion test. The density of palm oil (0.827) has increased when OPE (0.99) is added but it is lower than the density of water. Both palm oil (39/40/1 (30 min)) and blend of 1.75 wt% OPE + Palm oil (38/40/2 (30 min)) show comparable demulsibility to H68 (40/40/0 (30 min)).
Comparison of physical properties of palm oil, 1.75 wt% OPE + palm oil blend and H68.

Shear rate effect on dynamic viscosity
Figure 3(a)–(d) shows how the dynamic viscosity change with shear rate for different OPE concentrations at 40°C, 60°C, 80°C and 100°C accordingly.

Viscosity of different OPE/palm oil blends as a function of shear rate, at temperatures: (a) 40°C, (b) 60°C, (c) 80°C, and (d) 100°C.
Further, the dependency of blend viscosity on shear rate investigated using the power-law model, one of the widely used non-Newtonian relations which has broadly use to analyze viscosity dependency on the shear rate of vegetables oils.49–51

Where,
k = Consistency coefficient
n = Flow behavior index
When,
n = 1 the fluid is Newtonian
n > 1 the fluid is shear thickening
n < 1 the fluid is shear thinning
Flow behavior indices (n), consistency coefficients (k), and correlation coefficients (R2) were found by fitting the viscosity-shear rate data to the equation (4) using Microsoft office Excel 2013 software for the different OPE/palm oil blends and are presented in Table 3. As the correlation coefficient is nearly equal to 1 for all the conditions, power-law can be used to describe the behavior of OPE/palm oil blends viscosity with a shear rate between 40°C and 100°C.
Flow behavior indices, consistency coefficients, and correlation coefficients for the different OPE/palm oil blends.
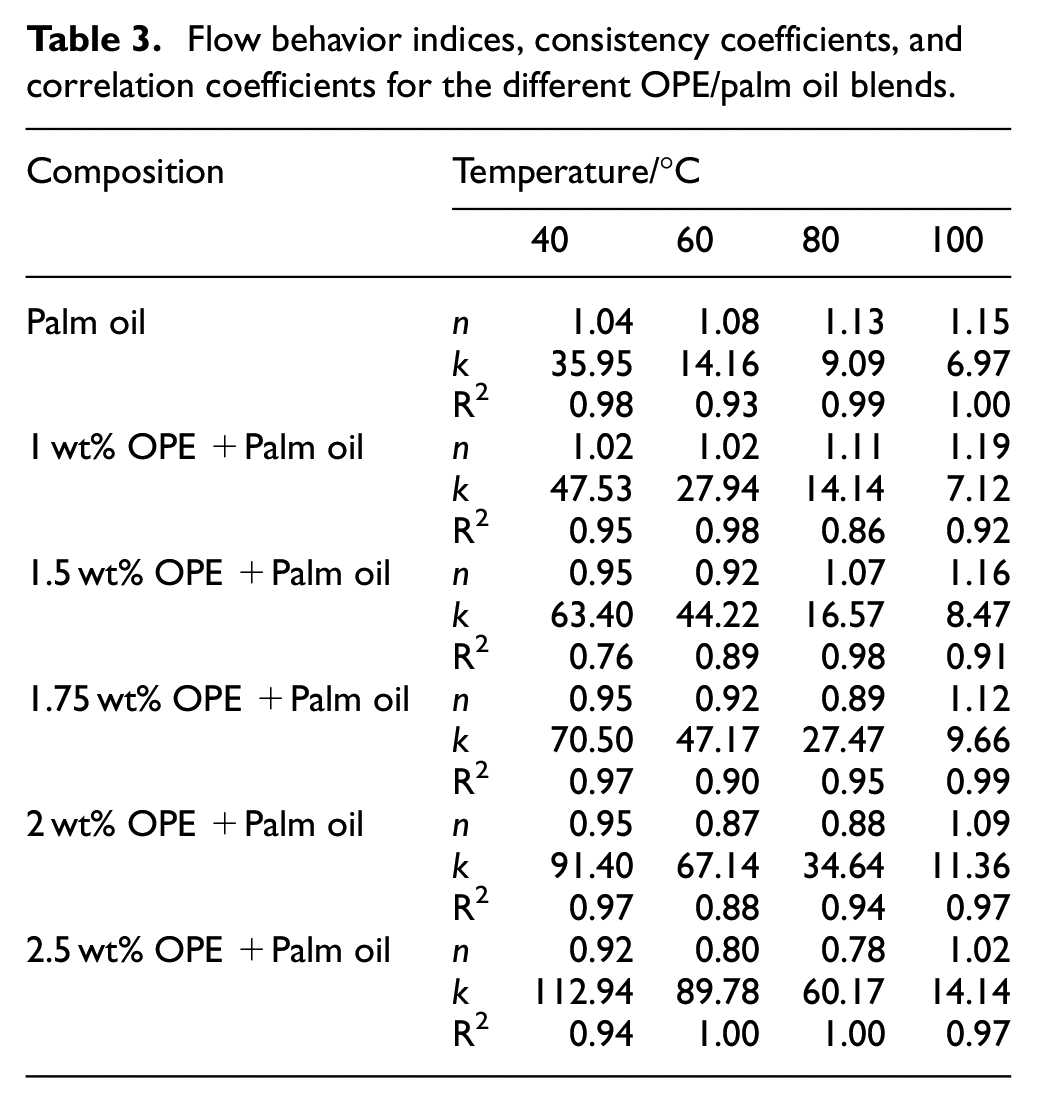
According to Figure 3(a) at 40°C, there is no significant change in palm oil viscosity with shear rate. That is at low temperatures palm oil shows a behavior close to a Newtonian fluid. But as the temperature increases up to 100°C, palm oil viscosity increases with shear rate, and also increment is high at higher temperatures (Figure 3(b)–(d)). The value of n for palm oil increases from 1.04 to 1.15 when temperature increases from 40°C to 100°C. That is as the temperature increases palm oil shows slight shear thickening behavior.
A fluid shows a shear thickening behavior when hydrodynamic forces higher than the repulsive forces, particles clusters are formed and these clusters restrict the flow increasing viscosity. On the other hand, a fluid shows shear thinning behavior as at low shear rates liquid is restrained in void spaces within a loosely clattered mass of fine particles. When the shear rate increased these mass clusters break down and liquid is released making highly ordered flow.52,53
At 40°C, adding 1 wt% of OPE to the palm oil has caused to make palm oil more Newtonian. Further increment in OPE concentration (up to 2.5 wt %) makes the blend shear thinning (value of n changes from 1.04 to 0.94). For the 60°C and 80°C temperatures also as the OPE added to the palm oil, the shear thickening behavior of the blends decreases and starts to behave as shear-thinning fluids that are viscosity decreases as the shear rate increases. This is when a polymer solution is subjected to shear, the polymer molecules tend to align into the direction of shear. Thus the molecules disentangle offering less resistance to flow and behave as shear thinning fluid.46,54–56 When the polymer concentration is increased, the number of entanglements disentangle increases shear-thinning also increases. 57 At the 100°C adding OPE to the palm oil has to cause to decrease in its shear thickening behavior but the blend hasn’t become shear thinning.
The Consistency coefficient decreases with temperature as the palm oil viscosity decreases with temperature. 58
Temperature effect on dynamic viscosity
The effect of temperature on the dynamic viscosity of different OPE/palm oil blends is shown in Figure 4.

Variation of dynamic viscosity with the temperature of different OPE/palm oil blends.
As the temperature increases the viscosity of all the samples decreases. As temperature increases energy associates with molecules increases thus they freely move opposing intermolecular interactions. Thus viscosity decreases.59,60
As the viscosity is the key parameter of lubricating oil, analyzing temperature effect on oil viscosity is vital. The dependency of viscosity on the temperature of OPE/palm oil blends was analyzed using different versions of Andrade’s equation61–64 and variation is accurately described by the following equation with a >0.99 correlation coefficient for all the conditions.

Where,
T - Absolute temperature
A, B and C - Correlation constants
As these parameters change with shear rate, the parameters should be determined by keeping the shear rate constant. Microsoft Excel is used to determine the constants on the above equation and the correlation coefficients (R2) for different OPE/palm blends at two shear rates 4.4 s−1 and 13.1 s−1 (These two shear rates corresponding to two arbitrary lower (20 rpm) and higher (60 rpm) rotational speeds respectively).
Variation of log dynamic viscosity with absolute temperature for different OPE/palm blends at shear rate 4.4 s−1 and 13.2 s−1 was fitted to equation (5) using Microsoft office Excel 2013 as shown in Figures 5 and 6. Table 3 shows the values for constants A, B, C, and correlation coefficient (R2) values for different OPE/palm oil blends at shear rate 4.4 s−1 and 13.1 s−1.

The correlation log dynamic viscosity on the absolute temperature at 4.4 s−1.

The correlation log dynamic viscosity on the absolute temperature at 13.1 s−1.
According to the Table 4, values for parameters A, B, and C change with both shear rate and concentration of OPE added to the palm oil. Thus both the shear rate and composition affect the change in OPE/palm oil blends viscosity with temperature. As the correlation coefficient is higher than 0.99 for all the cases Andrade equation can be used to obtained correct viscosity value at different temperatures substituting relevant constant values at different shear rates for different OPE/palm oil blends which is important in hydraulic applications.
Values of constants A, B, and C and coefficient correlation, R2 of equation (4) for different OPE/palm oil blends at shear rate 4.4 s−1 and 13.1 s−1.

Conclusions
Since the palm oil has a moderate viscosity, to use palm oil for application where high viscosity required different concentrations of OPE was added to improve its viscosity.
When the OPE concentration 1–2 wt% added to the palm oil viscosity gradually increases and at about 2.5 wt% OPE concentration, the rate of increase of viscosity decreases.
OPE shows premier viscosity enhancement at low and moderate temperatures.
Bend of 1.5 wt% of OPE in palm oil shows (@ 40°C and 100°C 66.9 mm2 s−1 and 15.6 mm2 s−1 respectively) similar kinematic viscosity to H68 (@ 40°C and 100°C 65.4 mm2 s−1 and 11.0 mm2 s−1 respectively). The resultant blend shows better viscosity-temperature behavior than H68.
Blend of 1.75 wt% of OPE in palm oil also show (@ 40°C and 100°C 73 mm2 s−1 and 16.0 mm2 s−1 respectively) similar kinematic viscosity to H68. It also has a higher viscosity index than H68.
Adding 1.75 wt% of OPE to the palm oil also resulted in a blend (@ 40°C and 100°C 73 mm2 s−1 and 16.0 mm2 s−1 respectively) with comparable kinematic viscosity to H68 (@ 40°C and 100°C 65.4 mm2 s−1 and 11.0 mm2 s−1 respectively). It has a 46% improved viscosity index compared with H68.
Thus Adding a weight between 1.5 wt% and 1.75 wt% of OPE to the palm oil could obtain a solution comparable to H68.
Blend of 2.0 wt% of OPE in palm oil show (@ 40°C and 100°C 95.4 mm2 s−1 and 17.5 mm2 s−1 respectively) similar kinematic viscosity to SAE30 (@ 40°C and 100°C 89.4 mm2 s−1 and 13.3 mm2 s−1 respectively). Which has a higher viscosity index than SAE30.
Though palm oil behaves as Newtonian fluid at low temperatures as the temperature increases it behaves as shear thickening fluid. The addition of OPE to the palm oil causes a change in the behavior of palm oil to shear thinning. The power-law model well describes the behavior of OPE/Palm oil blends as the correlation coefficient is equal to 1 for almost all the conditions.
Footnotes
Appendix: Uncertainty analysis
Uncertainty of measuring devices
Uncertainty analysis for measured data
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Authors express gratitude to University of Ruhuna, Sri Lanka and University Grants Commission of Sri Lanka for UGC Block grant for strengthening research (Grant No. 2016/RU/PG-R/16/08) which made this study possible.