
Abstract
The study on the effect of cane wood and palm kernel as filler materials on the compressive strength and density of an automobile brake pad has been done. The Central Composite Design tool of the Design Expert 8 software was used to design percentage composition of the test samples for 20 experimental runs. To ascertain how well the factors fit in the design, the lack of fit test was performed. The analysis of variance shows that the developed models are significant and quadratic, showing that both materials affect the responses. On optimization, optimal compressive strength and density of 107.3 MPa and 1.73 g/cm3 were obtained for the composition of 30% resin content, 21.329% palm kernel fibre content and 40% cane wood content. Thus, the combination of cane wood and palm kernel fibre as filler material for brake pad production will give an automobile brake pad with good compressive strength and density.
Introduction
The braking system is composed of many parts, including brake pads on each wheel, a master cylinder, wheel cylinders and a hydraulic control system. Different types of brake materials are used in different braking systems. They are often categorized into four classes of materials: binders, fillers, friction modifiers and reinforcements.1,2 Brake pads convert the kinetic energy of the car to thermal energy by friction. Two brake pads are contained in the brake calliper with their friction surfaces facing the rotor.
Research in recent times has been geared towards the use of industrial and agricultural waste as raw materials for the production of various engineering materials, of which the production of brake pads has had a fair share. Coupled with carcinogenic and other health-related effects associated with asbestos, the need for replacement has increased the quest for materials that provide brake pads with good mechanical properties.
Many factors should be considered in the development of brake materials to fulfil the standard requirements such as a stable friction coefficient and a lower wear rate at various operating speeds, pressures, temperatures and environmental conditions in the automotive sectors.1,3,4 The compressive strength of a material is the capacity of such material to withstand compression, which is the force that tends to reduce the size of the material. It is simply expressed as the division of the load at the failure by the cross-sectional area of the section. When the brakes are hydraulically applied, the calliper clamps squeeze the two pads together into the spinning rotor to slow/stop the vehicle, which releases enormous compressive force on the brake pad. For a brake pad to be termed effective, it must be able to withstand these forces, hence making compressive strength a very important property of a brake pad. This article is therefore intended to investigate the effect of palm kernel fibre and cane wood filler material on the compressive strength and density of the automobiles’ brake pad.
Experimental procedures
Raw material preparation
For this research, the materials utilized are fillers, abrasive, binder, friction modifier and lubricant. All materials were purchased from dealers except for fillers (palm kernel fibre and cane wood) which were obtained locally and processed for the preparation of samples.
Preparation of the fillers
The preparation process involved cutting the cane wood into bits and subsequently grinding it to tiny particle size. The palm kernel fibre was immersed into a solution of NaOH for 24 h and repeatedly rinsed with clean water to eradicate red oil remnants.5,6 After proper drying under the sun, the fibre was ground into tiny particles. After the grinding process of the filler, they were sieved into 150 µm particle size. 7
Development of test samples
The development of the samples involved the mixing of the materials according to the ratio of the composite design. The mixing was done thoroughly until the homogeneous was achieved. The result was then pressed into a rectangular mould using a constant hydraulic press at 140°C for 2 min. The process of curing followed immediately, using an electric oven at 120°C for 8 h.
Design of experiment
The experimental design was done using the Design Expert 8 software. The Central Composite Design (CCD) tool of the software was used to set up the design. With the aim of the experiment being to obtain the optimal percentage composition of the fillers (cane wood and palm kernel fibre) and binder (epoxy resin), the optimization tool of the software was also utilized. The responses were compressive strength and density.
Test of samples
Mechanical and physical tests; compressive strength and density respectively were conducted on the developed samples.
Compressive strength test
The compression test was conducted using the Tinius Olsen 1000KN compression machine (E213C) following ASTM D3410. Here, the samples are locked securely in the grips of the upper and lower crossbeams of the testing machine, a small load will be initially applied to seat the sample in the grips and then the load is increased until failure occurs.
Density
To determine the density of each sample, the mass is first measured and recorded. Since the samples are rectangular, the volumes become the product of the length, width and thickness. Hence, the density of each sample is calculated using the density mathematical relation.
Results and discussion
Central Composite Design
From the three factors under investigation, a total of 20 experiments were obtained. Table 1 shows the coded high and low values for each factor. For each response, a quadratic model was obtained as shown in Table 2. This shows that all the combination of the factors has an appreciable effect on the responses.
Factors for Central Composite Design.

Lack of fit tests.

df: degrees of freedom.
Analysis of variance and lack of fit test
The analysis of variance (ANOVA) was used to interpret the CCD. With the aid of the ANOVA, the F value tests were performed to estimate the significance of the various models. This test measures the adequacy of the different models based on response surface analysis. 8 The p values were used as a tool to check the significance of each of the coefficients, which in turn are necessary to understand the pattern of the mutual interactions between the test variables. 9 The larger the magnitude of F test value and the smaller the magnitude of p values, the higher the significance of the corresponding coefficient. 10
ANOVA and lack of fit test for compressive strength
Tables 2 and 3 show the lack of fit and ANOVA tables for compressive strength.
ANOVA for quadratic model (compressive strength).

ANOVA: analysis of variance; df: degrees of freedom.
The model has a significant F value of 68.95. The significant terms are those with p values less than 0.05; A, B, C, A2 and C2 are the significant model terms. Values greater than 0.1000 indicate the model terms are not significant. The model has a lack of fit F value of 0.22, which implies that the lack of fit is not significant relative to the pure error. There is a 93.82% chance that a lack of fit F value this large could occur due to noise. We have the model equation as shown in equation (1)

ANOVA and lack of fit test for density
Tables 4 and 5 show the lack of fit and ANOVA tables for density.
Lack of fit tests for density.

df: degrees of freedom.
ANOVA for quadratic model of density.
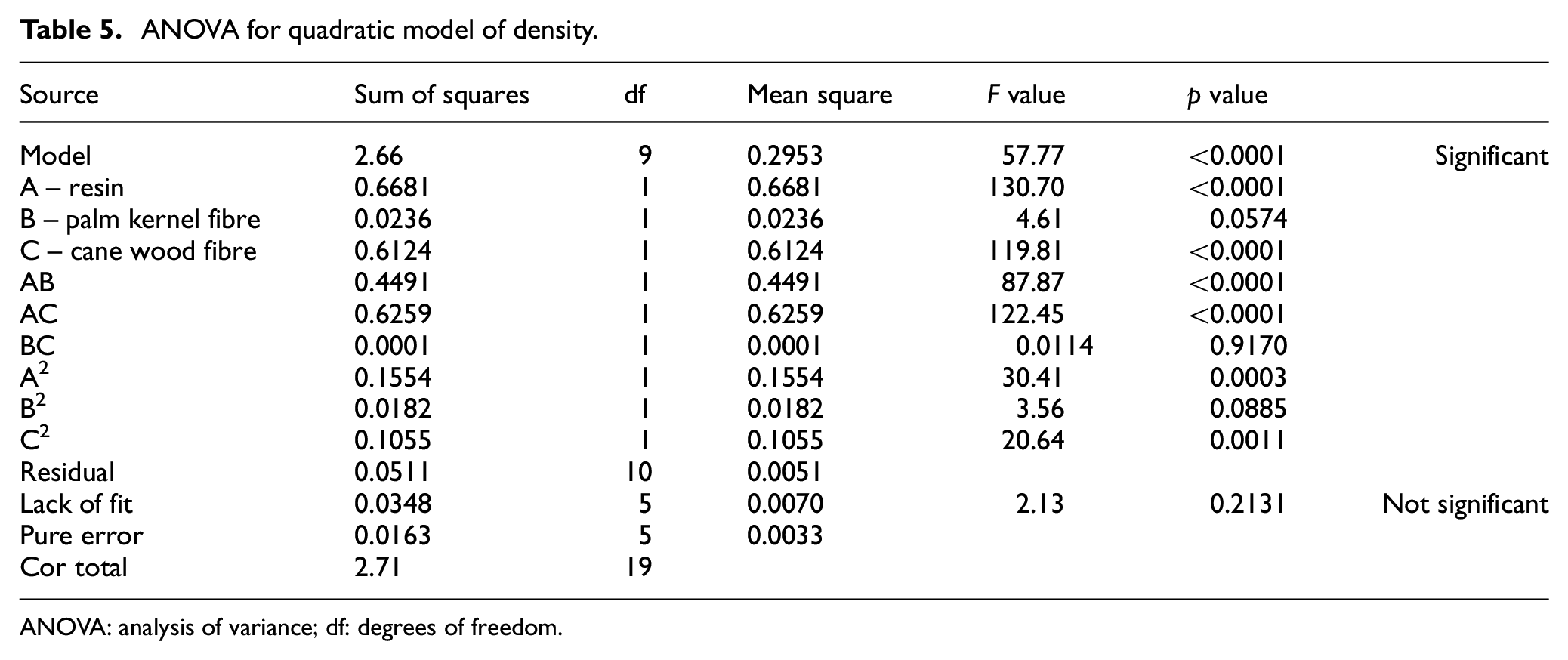
ANOVA: analysis of variance; df: degrees of freedom.
The model has an F value of 57.77, which implies that the model is significant. There is only a 0.01% chance that an F value this large could occur due to noise. A, C, AB, AC, A2 and C2 are the significant model terms because they have p values less than 0.05. The lack of fit F value of 2.13 for the model implies that the lack of fit is not significant relative to the pure error. There is a 21.31% chance that a lack of fit F value this large could occur due to noise

Normal plot of residuals
The normal plot of residuals are used to check the distribution of the points (how aligned or spread apart they are from a straight line graph). The distribution is said to be normal if the points are closely distributed to the straight line of the plot, hence confirming that the experimental values and predicted values of the response have a good relationship. From the normal plots shown in Figures 1 and 2, for compressive strength and density, it can be concluded from this observation that the CCD is well fitted into the model, hence can be used for optimization purposes.

Normal plot of residuals: (a) compressive strength and (b) density.

3D surface plot showing the effect of palm kernel fibre and resin on compressive strength.
3D response surface plots
3D response surface plots for compressive strength
The 3D response surface plots for compressive strength are shown in Figures 2–4. The plots and minimum and maximum compressive strength of about 733 and 1700 MPa, respectively, with the factors palm kernel fibre, cane wood and resin content ranging from 20% to 40%, 20% to 40% and 15% to 30%, respectively, which is following the model. From Figure 2, it can be seen that with cane wood held constant, the compressive strength increases with increasing resin and decreasing palm kernel fibre content. The effect of resin content on compressive strength appears to be more compared to that of palm kernel fibre; this is because binders have more effect on compressive strength than filler materials since they act as a matrix that holds the rest of the materials together.

3D surface plot showing the effect of cane wood and resin on compressive strength.

3D surface plot showing the effect of cane wood and palm kernel fibre on compressive strength.
Holding the palm kernel fibre content constant as seen in Figure 3, the effect of resin content on compressive strength also appears to be more than that of cane wood. This is also because cane wood being a filler material cannot have more effect on compressive strength than a binder. A study of the two filler materials, cane wood and palm kernel fibre on compressive strength in Figure 4 shows that while cane wood has a positive effect on compressive strength, the effect of palm kernel fibre is seen to be negative. The positive and negative effect of cane wood and palm kernel fibre, respectively, suggests the fact that for a good comprehensive strength, the cane wood content should be more than that of palm kernel fibre.
3D response surface plots for density
The 3D response surface plots are shown in Figures 5–7. The minimum and maximum density recorded are 1600–2200 g/cm3, respectively, which is within the range of the design parameters. The combined effect of palm kernel fibre content and resin content with cane wood content constant is shown in Figure 5. This shows a positive effect of both palm kernel fibre and resin on density. This positive effect is also the case of the combined effect of cane wood and resin and cane wood and palm kernel fibre as shown in Figures 6 and 7, respectively. Although the three factors all have a positive effect on density, that of resin appears to be more. This is because the resin is denser than cane wood and palm kernel fibre.

3D surface plot showing the effect of palm kernel fibre and resin on density.
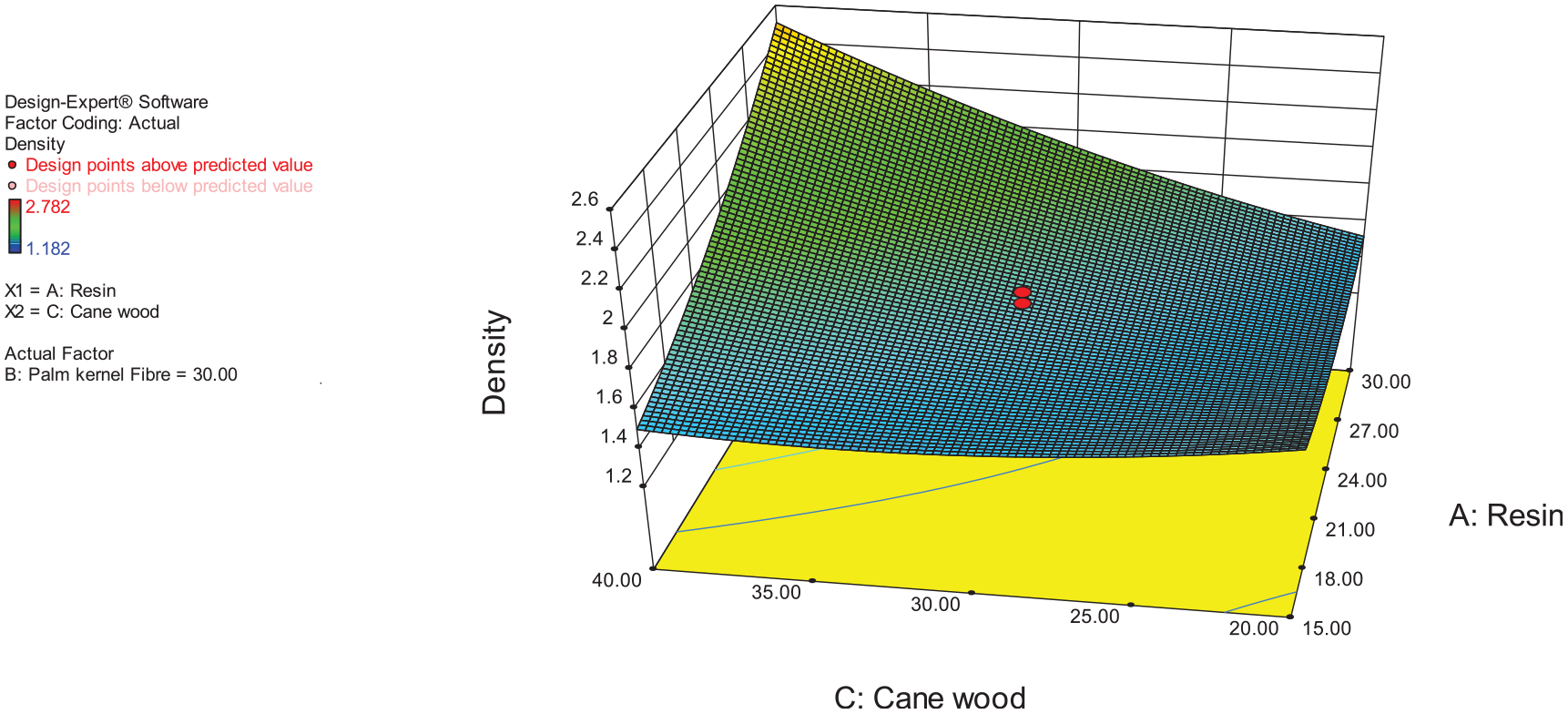
3D surface plot showing the effect of cane wood and resin on density.
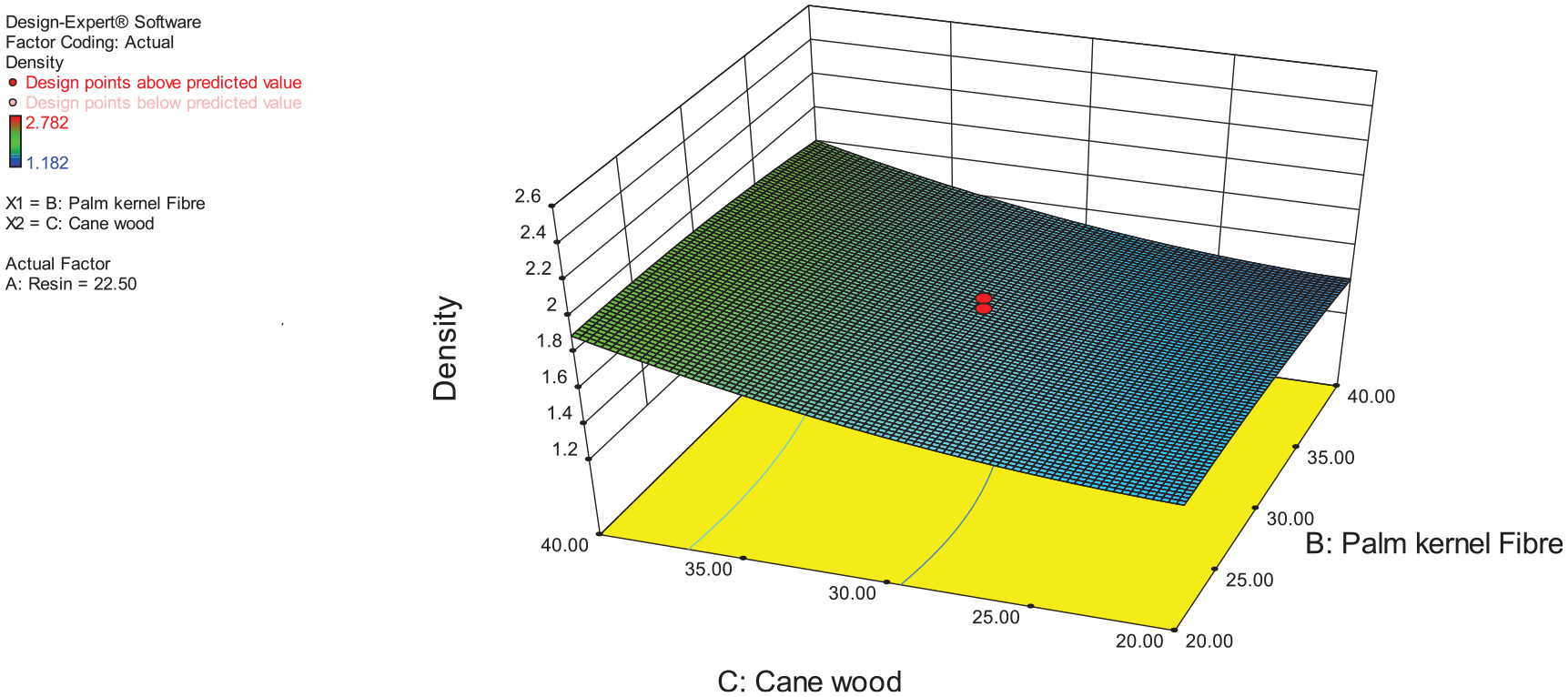
3D surface plot showing the effect of cane wood and palm kernel fibre on density.
Optimization of the Central Composite Design
Using the optimization tool of the Design Expert 8 software, the optimization of the percentage composition of the fillers and binder was done. The constraints of the optimization tool which comprises of both the factors and responses are shown in Table 6. The factors (resin, cane wood and palm kernel fibre) were set within the range of the high and low values employed for the CCD. For the responses, compressive strength was set at maximum because the more the compressive of a brake pad, the better the productivity. The density was set within the range of the density of available commercial brake pads.
Constraints for optimization of the design.

Table 7 shows the various solutions obtained from the optimization process. The selected solution shows factor levels of 30% resin content, 21.329% palm kernel fibre content and 40% cane wood content. This shows that more cane content over palm kernel fibre will be required for an optimized brake pad design. With the factor levels given, a response of 107.3 MPa compressive strength and 1.728 g/cm3 density was obtained.
Optimization solutions found.

Comparison with commercial design
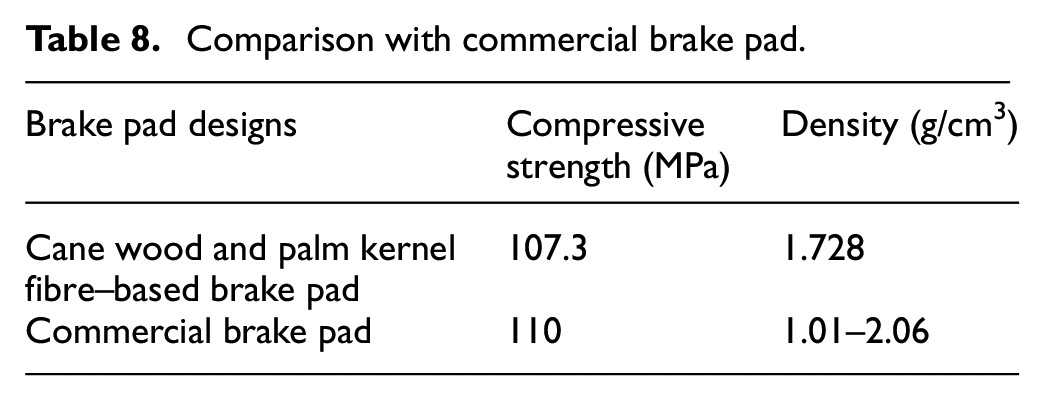
Table 8 shows a comparison between the cane wood and palm kernel fibre–based brake pad and commercially available brake pad design. It could be seen that a density of 1.728 g/cm3 obtained is in the range of those of commercial brake pads which is between 1.01 and 2.06 g/cm3 as reported by Efendy et al., 11 Ikpambese et al. 12 and Abutu et al. 13 Equally compressive strength of 107.3 MPa is close to the compressive strength of 110 MPa for commercial brake pads reported by Dagwa and Ibhadode. 14 The good compressive strength obtained can be attributed to the tough nature of the palm kernel fibre and cane wood, which was in fact the reason for their choice as filler materials. The high compressive strength also indicates that the blend of palm kernel fibre and cane wood has good compatibility with epoxy resin. Thus, a hybrid of cane wood and palm kernel fibre filler material combination in brake production gives a good compressive strength and density.
Comparison with commercial brake pad.
Conclusion
The study on the effect of cane wood and palm kernel as filler materials on the compressive strength and density of an automobile brake pad has been done. The CCD tool of the Design Expert 8 software was used to design percentage composition of the test samples for 20 experimental runs. The models developed from the CCD were all quadratic showing that both materials affect the responses. On optimization, optimal compressive strength and density of 107.3 MPa and 1.73 g/cm3 were obtained for a composition of 30% resin content, 21.329% palm kernel fibre content and 40% cane wood content. The fact that the percentage content of cane wood is higher than that of palm kernel fibre can be justified by the fact that cane wood has a better positive effect on compressive strength than palm kernel fibre. Both cane wood and palm kernel fibre are hard materials (which were the basis for their choice), justifying the high compressive strength obtained. In order to obtain such a high compressive strength composite, there must have been a good compatibility between the binder and the filler material, justifying a good compatibility between the mixture of cane wood and palm kernel fibre filler material and epoxy resin. This result shows that a combination of palm kernel fibre and cane wood as filler material gives a brake pad with good compressive strength and density.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.