
Abstract
This article presents the results of experimental investigation of tribological properties of commercial mineral motor oil with chiral nematic (also known as twisted nematic or cholesteric) liquid crystal additives. Cholesteryl stearate and valerate (fatty acid cholesterol esters) liquid crystals were used as oil additives in investigation. Tribological experiments were performed using a block-on-disc-type tribo-test machine at constant experiment time and sliding velocity conditions. The load (contact pressure), concentration of liquid crystalline additive in oil and Rz roughness of steel–steel friction surfaces were taken as variable parameters. The mean coefficient of friction of steel–steel friction pair lubricated by oil with and without liquid crystal additives and near-contact temperature were taken as dependent variables. Regression equations were then derived for each lubricant and tribological efficiency of liquid crystals as oil additives was evaluated. It was established that coefficient of friction of steel–steel friction pair and near-contact temperature are reduced to about a half in the presence of liquid crystal additives. Results of tribological experiments show that tribological efficiency of liquid crystals as oil additives increases with increase in their molecular mass.
Keywords
Introduction
Nematic liquid crystals are orientationally ordered, textured, anisotropic, and viscoelastic materials. 1 They exhibit fluidity as liquid and elasticity of crystalline solid body in direction perpendicular to the flow.2,3 The remarkable rheological properties of these materials are due to the flow-induced evolution of molecular configurations. 1 It was also established that liquid crystals can change their orientation state in the vicinity of a solid surface. The ability of liquid crystalline materials to form ordered boundary layers with good load-carrying capacity and low coefficient of friction, thus contributing to increase the component’s service life and save energy, explains the interest in their use as lubricants,4–6 especially under boundary lubrication conditions. Under these conditions, the chemistry occurring within a few nanometers of the surface becomes a critical factor determining friction, wear and stick-slip. 7 The molecular structure and composition of the lubricant determine the tribological performance of the system. The molecules either adsorb onto the sliding surfaces or react with the surfaces under severe conditions such as high load and low speed giving rise to protective tribolayers of low shear modulus. 7
Cholesteric or twisted nematic liquid crystals also received great attention as they are present in natural biological lubricants.4,8 The experiments revealed that the low friction of cartilages results from liquid crystalline cholesteryl compounds in the synovial lubricant.3,9 Artificial synovial fluids containing a mixture of cholesteric liquid crystals have been developed 4 as the result of these experiments. Cholesteric liquid crystals have clearly layered structure.
Although excellent tribological properties of pure liquid crystals have been widely demonstrated,4,7,10–13 the high cost of liquid crystals, designed and synthesized with the high purity required for display applications, has prevented until now the commercial development of liquid crystalline lubricants for mechanical machines and devices.3,4,7 A strategy to reduce costs can be the use of the liquid crystals as additives of mineral and synthetic oils rather than as the neat lubricants. 3 In such a case, it is also possible to realize ‘liquid crystalline’ state of lubricant on rubbing surfaces.14,15 It is supposed 4 that the surfactants dissolved in most lubricants (for instance in motor oil) prevent crystallization of the liquid crystals and change orientation of their molecules on friction surfaces. ‘Liquid crystalline’ state can be also achieved by specific to the liquid crystals’‘guest-host’ effect. 4 Scientific literature contains very little information about tribological and rheological properties of lubricants with liquid crystalline additives.7,11,16–19
In this article, the tribological properties of steel–steel friction pair lubricated with commercial mineral motor oil with cholesteric liquid crystals additives were experimentally studied. One of the main objectives of this article is to mathematically describe the tribological behaviour of liquid crystals in mixture with lubricant and evaluate the influence of their molecular mass on tribological properties of lubricating mixture. Therefore, in this study, the liquid crystals from the same homologous series were used. Such parameters as load, roughness of the rubbing surfaces and concentration of liquid crystals in oil were chosen as variable parameters. The coefficient of friction and near-contact temperature were chosen as dependent variables. The decrease in temperature shows that the ordered protective layer is formed on the rubbing surfaces.
Materials and methods
Tribological experiments were carried out using a block-on-disc tribometer which continuously records the friction torque and temperature from the sensor as a function of time. The coefficient of friction is then obtained by dividing the friction torque by the radius of the disc and applied normal force (loading force). Scheme of the friction pair is presented in Figure 1.
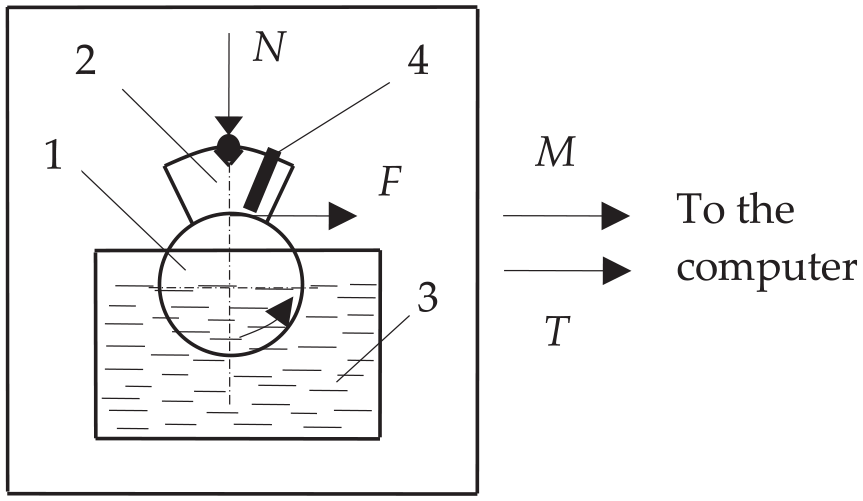
Scheme of the friction pair.
For the experiments, 50-mm-diameter C45 (0.45% C) steel discs and blocks were used. The thickness of the blocks was 10 mm, and the thickness of the discs was 12 mm. The constant experimental conditions were as follows: rotational speed of the disc was 545 r/min, sliding (peripheral) velocity was 1.43 m/s, experiment time was 3 min and initial temperature of the oil and friction pair was 20°C.
As it can be seen from Figure 1, friction pair was lubricated by dipping the disc into the oil. Mineral motor oil SAE 15 W/40 with and without liquid crystalline additives was used throughout the experiments. Its properties are presented in Table 1. The mineral oil was chosen because it contains the lowest amount of additives after production and its tribological properties can be significantly improved by adding additives. The investigated cholesteric liquid crystals cholesteryl valerate and cholesteryl stearate were from the same homologous series of fatty acid cholesteryl esters. Their skeletal formula and properties are presented in Figure 2 and Table 2, respectively.
Properties of mineral motor oil.


Skeletal formula of cholesteric liquid crystals.
Properties of cholesteric liquid crystals.

Phase exists only during cooling.
The studies of tribological properties of steel–steel friction pair lubricated by oil with liquid crystals additives were conducted using a second-order, three-factor rotatable factorial design. Nominal contact pressure p (varied from 3.3 to 6.7 MPa), concentration of liquid crystals in oil c (varied from 0.16 to 1.84 vol%) and the mean roughness depth Rz of rubbing surfaces of the disc and the block (varied from 2.5 to 20 μm) were selected as variable parameters. The mean coefficient of friction during the experiment and near-contact temperature after the experiment were taken as dependent variables. Near-contact temperature was measured using a temperature measuring sensor 4 (Figure 1) at 0.80 ± 0.10 mm distance from the contact surface.
This relatively narrow concentration range of liquid crystals was chosen to avoid a significant change in the viscosity of the lubricant, which in some cases may result in its complete solidification. 4 Rheological properties of the oil with liquid crystal additives were not measured because as shown in Yermakov, 4 liquid crystal additives do not lead to a significant change in the viscosity of the oil when used at such low concentrations. The maximum contact pressure was limited by the capabilities of the tribometer.
In order to evaluate the tribological efficiency of liquid crystals as oil additives, the study of tribological properties of steel–steel friction pair lubricated by motor oil without liquid crystalline additives was also carried out. It was conducted using a second-order, two-factor rotatable factorial design. The mean roughness depth of rubbing surfaces and contact pressure were selected as variable parameters. Their variation intervals and the dependent variables were the same as in the cases of lubrication by oil with liquid crystalline additives.
In accordance with experimental design matrix presented in Table 3, 40 (20 + 20) experiments were carried out when the friction pair was lubricated by mineral motor oil containing cholesteryl valerate and cholesteryl stearate additives and 13 experiments were carried out when the friction pair was lubricated by oil containing no liquid crystalline additives. Every experiment was repeated thrice and mean values of dependent variables were then calculated.
Experimental design matrix (oil with liquid crystal additive).

The mixtures of oil and the liquid crystals were prepared as follows: oil (160 mL) and liquid crystals were separately heated to the melting temperature of the liquid crystals, hot oil and melted liquid crystals were mixed and then the mixture was naturally cooled to the room temperature. Before and after each experiment, the specimens were degreased with acetone and cleaned with activated carbon powder which afterwards was removed from the surfaces with an air jet.
Rubbing surfaces of discs and blocks were machined by lathe. A contact profilometer was used to measure the mean roughness depth. Rz values were recorded in the direction perpendicular to the machining grooves at five positions and the mean value was then calculated.
In accordance with selected experimental design, the following second-order polynomial regression models had to be obtained 20


where c is the concentration of liquid crystalline additive in motor oil (%); p is the nominal contact pressure (MPa); Rz is the mean roughness depth of surfaces of the disc and the block (µm); f is the mean coefficient of friction of steel–steel friction pair; T is the temperature at 0.8 ± 0.10 mm depth from contact surface after 3 min of tribological experiment (°C); b0, b1, b2, b3, b12, b23, b13, b11, b22, and b33 are regression equation coefficients, which are calculated by the following formulas 20




where a1, a2, a3, a4, a5, and a6 are the coefficients; k is the number of variable parameters; i, j, 0 are the coded values of variable parameters; and
Results and discussion
After statistical processing of the experimental data according to Yevdokimov et al., 20 the following regression equations were obtained






Statistically insignificant coefficients were eliminated from regression equations (7)–(12) after their significance was checked by t-criterion. 20 According to Fisher’s criterion, 20 all regression equations are adequate at a significance level of 0.05.
Equations (7) and (10) were obtained for the case when friction pair was lubricated by oil with cholesteryl valerate additive. Equations (8) and (11) were obtained for the case when cholesteryl stearate was used as an additive. Finally, equations (9) and (12) were obtained for oil without liquid crystalline additives.
The graphical interpretation of equations (7)–(12) is shown in Figures 3–8, respectively.

The mean coefficient of friction of steel–steel friction pair lubricated by mineral motor oil and mineral motor oil with cholesteryl valerate and cholesteryl stearate additives as function of concentration of liquid crystals in oil and contact pressure in the case when the mean roughness depth of contacting surfaces Rz = 2.5 µm.

The mean coefficient of friction of steel–steel friction pair lubricated by mineral motor oil and mineral motor oil with cholesteryl valerate and cholesteryl stearate additives as function of concentration of liquid crystals in oil and contact pressure in the case when the mean roughness depth of contacting surfaces Rz = 11.2 µm.

The mean coefficient of friction of steel–steel friction pair lubricated by mineral motor oil and mineral motor oil with cholesteryl valerate and cholesteryl stearate additives as function of concentration of liquid crystals in oil and contact pressure in the case when the mean roughness depth of contacting surfaces Rz = 20 µm.
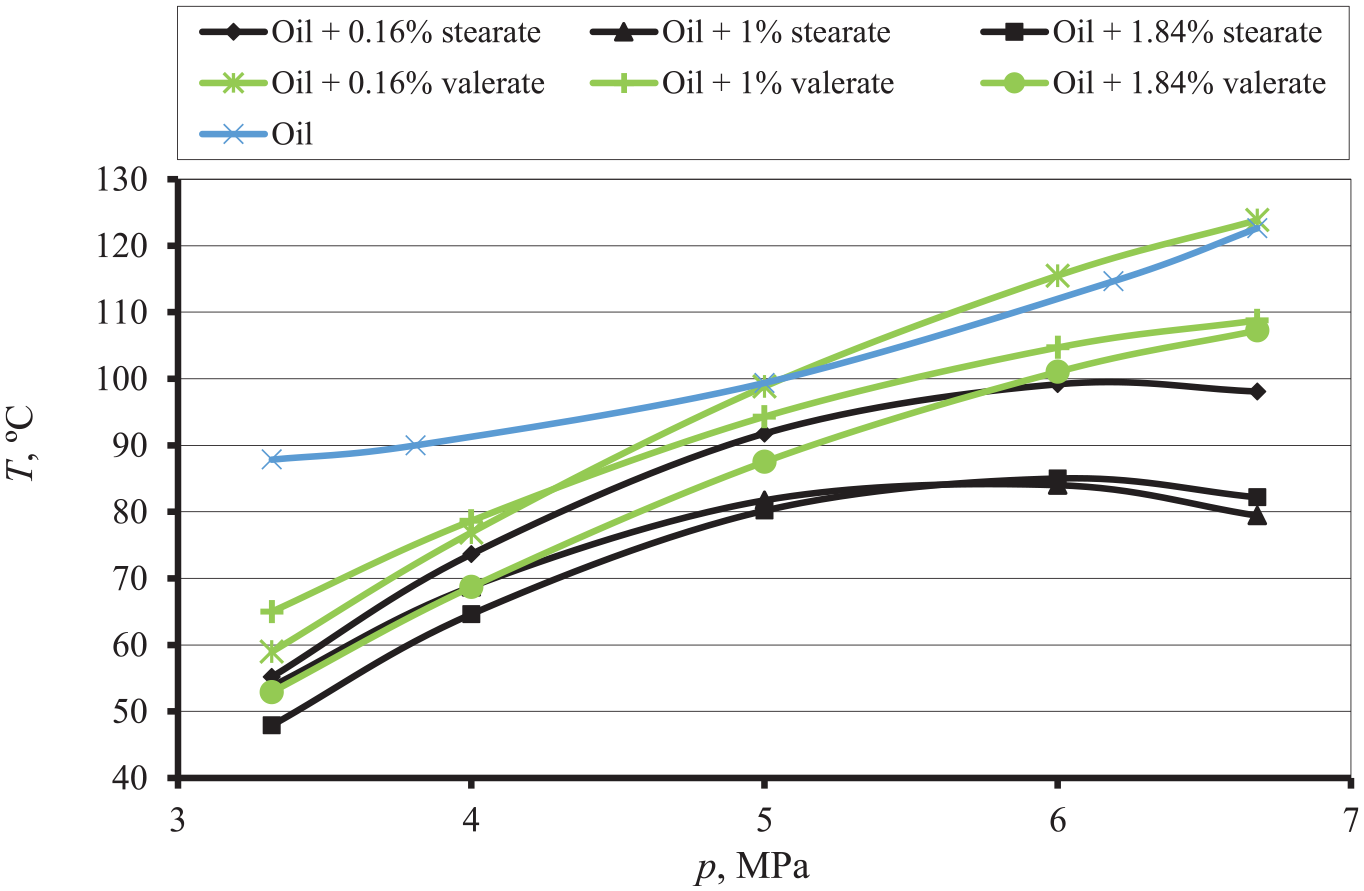
The near-contact temperature of steel–steel friction pair lubricated by mineral motor oil and mineral motor oil with cholesteryl valerate and cholesteryl stearate additives as function of concentration of liquid crystals in oil and contact pressure in the case when the mean roughness depth of contacting surfaces Rz = 2.5 µm.

The near-contact temperature of steel–steel friction pair lubricated by mineral motor oil and mineral motor oil with cholesteryl valerate and cholesteryl stearate additives as function of concentration of liquid crystals in oil and contact pressure in the case when the mean roughness depth of contacting surfaces Rz = 11.2 µm.

The near-contact temperature of steel–steel friction pair lubricated by mineral motor oil and mineral motor oil with cholesteryl valerate and cholesteryl stearate additives as function of concentration of liquid crystals in oil and contact pressure in the case when the mean roughness depth of contacting surfaces Rz = 20 µm.
It can be seen from Figures 3–8 that all the tested liquid crystals significantly reduced coefficient of friction of steel–steel friction pair and near-contact temperature. It can be stated that, depending on the experimental conditions, coefficient of friction was decreased from 1.03 to 1.7 times and temperature was decreased up to 1.8 times as compared to the lubrication with oil without liquid crystalline additives. The biggest reduction in coefficient of friction and temperature was obtained in the case when liquid crystals with largest molecular mass (cholesteryl stearate) were used as oil additives (Figures 3–8).
It can be seen from Figures 3–5 that mean roughness depth of rubbing surfaces is the factor most influencing the coefficient of friction of friction pair. In the case if cholesteryl valerate is used as oil additive (equation (7)), this factor influences the coefficient of friction f through linear effect Rz, quadratic effect Rz2, interaction with the load pRz and interaction with the concentration of liquid crystals cRz. Thus, the greatest positive effect (reduction in coefficient of friction) is achieved under minimum load, maximum concentration of liquid crystals in the oil and minimum roughness depth of rubbing surfaces (Figure 3). In the case of cholesteryl stearate (equation (8)), the mean roughness depth of rubbing surfaces influences the coefficient of friction f through linear effect Rz and quadratic effect Rz2 only. In that case, the maximum positive effect is obtained under minimum load, maximum concentration of liquid crystals in the oil and minimum roughness depth of contacting surfaces (Figure 3).
It can be seen from Figures 3–5 that concentration of liquid crystals in oil has significant influence on coefficient of friction only in the case of low roughness of friction surfaces and only when liquid crystals with lighter molecular mass (cholesteryl valerate) are used as oil additives (Figure 3). This can be explained by the ability of the friction surfaces to structure the film of liquid crystalline compounds, which thickness depends on the size of the molecules. The larger molecules are able to form thicker films, and concentration of large molecular compounds (i.e. cholesteryl stearate) is sufficient to form the antifriction protective films on the rubbing surfaces. This was shown in the work of Gao et al., 3 where it was found that the thickness of the film of oil with cholesteric liquid crystal additives formed on the surface was up to twice the thickness of the film obtained with oil without liquid crystalline additives, and the thickness of the layer depended on the structure of the liquid crystals. The results are in good agreement with the work of Yermakov, 4 which states that there exist the specific surface roughness conditions for every liquid crystal at which the multilayered molecular film is created enabling to cover the asperities of rubbing surfaces.
It can be seen from Figures 3–5 that in the most cases the coefficient of friction of lubricated steel-steel friction pair increases slightly or remains the same with increase of contact pressure. Concentration of liquid crystals in oil doesn’t affect shape of coefficient of friction – load curves.
The temperature measured at 0.8 mm depth from contact point (Figures 6–8) increases with the increase in contact pressure, roughness depth of friction surfaces and decrease in the molecular mass of the liquid crystals used as oil additives. Contact pressure is the main factor which affects the temperature. It can be seen from equation (10) that load factor influences near-contact temperature T through linear effect p, quadratic effect p2, interaction with the height of surface roughness of contacting bodies pRz and interaction with the concentration of liquid crystals pc. In that case, the maximum positive effect (reduction of temperature) is obtained under minimum load, maximum concentration of liquid crystals in the oil and minimum mean roughness depth of rubbing surfaces (Figure 6). This is also true for the cholesteryl stearate additive (equation (11), Figure 6). As the coefficient of friction, the temperature decreases slightly with the increase in concentration of liquid crystals in oil.
As can be seen from the graphs shown in Figures 3–8, effectiveness of the liquid crystals as oil additives occurs at various temperatures, even above the transition temperatures to the isotropic liquid (Table 2, clearing point). The beneficial effect without benefitting from liquid crystal phases at higher temperatures could be explained by larger length of molecules of the liquid crystals (typical molecules forming a liquid crystal have lengths of approximately 3 nm and widths of about 0.5 nm) compared with oil and its additives’ molecules and by structuring effect of solid surface. As shown in the works of Yermakov 4 (for individual liquid crystals) and Gao et al. 3 (for liquid crystals used in mixture with oil), molecules of the liquid crystals in boundary layer exhibit higher degree of arrangement as compared with bulk material and arrangement remains even if compound temperature exceeds clearing point.
Conclusion
From this study, the following conclusions can be drawn:
All the tested liquid crystalline additives to the oil significantly reduced coefficient of friction and near-contact temperature of steel–steel friction pair;
The tribological effectiveness of cholesteric liquid crystals as oil additives closely depends on their molecular structure. Liquid crystals with greater molecular mass and larger molecules show lower coefficient of friction and friction zone temperature;
The minimum near-contact temperature and coefficient of friction of steel–steel friction pair lubricated with motor oil with cholesteric liquid crystal additives were obtained at low contact pressure, roughness of friction surfaces and high concentration of liquid crystals in oil;
The concentration of high molecular mass liquid crystals in oil slightly influences the coefficient of friction of friction pair and, therefore, they can be used at the minimum concentration;
The reduction in coefficient of friction and temperature was observed even when liquid crystal mixtures with oil were used at temperatures lower than melting temperatures of liquid crystals. Therefore, liquid crystals were not in the liquid crystalline phase in the most cases. This observation is very promising for the use of liquid crystals as antifriction additives for oils.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship and/or publication of this article.