
Abstract
Manufacturing of large steel tube structures is faced with excessive welding, fit-up and rework times in tube joints, due to various types of deviation from nominal shape of the tubes. This article presents a procedure and geometry calculus for generating cutting and welding paths based on measured geometries. The procedure poses the two measured meshes as per construction specification and invokes a mesh intersection procedure to get the mesh intersection path; performs an optional smoothing; interpolates the smoothed path to a specified angular resolution; estimates the two surface normal vectors and the two surface tangents in the plane spanned by the normals at each interpolation point; calculates the cutting tool and welding tool approach directions for obtaining the specified welding groove geometry at each interpolation point; and finally stores all the data parameterized by the interpolation angle. Illustrations of results with both synthetic, representative meshes and meshes obtained from scanning of actual tubes at the shop-floor at a manufacturer are presented. The reference implementation for the developed software tool is based on Python and uses the mesh modeller from the 3D creation suite Blender as platform.
Introduction
Large steel tube structures, such as offshore jackets, are truss geometries composed of legs of larger diameter and braces of smaller diameter tubes; these are names of the offshore jacket terminology. 1 The manufacturing of these requires cutting and joining, which is typically performed by a plasma or oxy-fuel cutting process and an arc welding process, respectively. Bracing stubs are saddle-cut to fit at particular angles and transversal offsets in complex joints on the leg tubes. The bracings are then butt welded in the field between bracing stubs on different legs.
Saddle cutting of tubes is probably as old a trade as tube and pipe constructions. The first generic saddle cutting machine was invented by Dwight 2 in 1933. It takes into account the diameters of the tubes, as well as the orthogonal offset and the angle between the axes of the two cylinders. Later Smith 3 claims to be the first to invent a field-portable saddle cutter, which, however, only considers cuts in cylinders with axes at a right angle. Contemporary shop-floor cutting of large tubes is generally performed by commercially available computer numerical control (CNC) plasma cutters.
The fabrication of steel tubes is possible only up to a certain accuracy. Steel tubes for large offshore structures are allowed certain tolerances according to a standard, for example, NORSOK M-101. 4 This particular standard defines and allows for tolerances in four relevant types of deviations: circumference, roundness, circularity and straightness. The tolerances in the standard lead us to a rough estimation of the worst case of the extra weld volume to fill. This we have estimated at some 50% for a representative geometry; that is, realistic tube radii, joint angle, wall thickness and so on. Industrial partners have calculated that poor geometric fitting in saddle cuts, presumably due to deviation from nominal tube geometry, causes approximately 25% extra welding time and material. In addition to this approximately 40% extra fit-up and rework time is calculated for the same reasons. Fit-up is the operation of placing a stub on a leg to the design reference within design tolerance by means of a global metrology system. Rework is the operation of field-grinding the saddle-cut to eliminate large gaps in the fit. A rework operation thus entails one extra fit-up operation.
To the best of our knowledge, it is the nominal geometry of the tubes, which is generally used for calculating the saddle curve of cutting in the CNC cutter path generation software. Obviously, zero order correction to the nominal geometry, obtained by measurement and fitting the radius of the tubes, can be trivially incorporated when specifying a cutting task to the path generation software. Cylinders are quadric surfaces in 3D and their intersection curve may be derived and parameterized.5,6 In fact, the most general quadric surface that would be desirable to make a fit to, based on measurement of the pertinent tubes, would be an ellipsoid. However, everything beyond zero order corrections to the nominal geometry, that is, corrections to the radii of the tubes, would require handling of reference data, for example, axis position and azimuth, on the tubes, which would complicate the cutting machine interface and further handling of the cut tube. The speculative assumption presented here is that shop-floors utilizing contemporary CNC machines for tube cutting at most incorporate zero order corrections to the tube radii, and that contemporary CNC cutters do not support any further corrections.
It is uncertain whether a quadric approximation to the tube surfaces will be sufficient for a good saddle cut. It could be argued that it is mainly eccentricity which makes up the deviation in the tubes, and hence a quadric fit to the actual geometry would in principle be perfect. However, particularly welded steel tubes, that is, steel tubes formed by rolling and closing of a plate with a weld, will exhibit some considerable deviation from circular cross section in a neighbourhood of the closing weld, where it appears as two flat surfaces meet in the weld, an effect known as peaking. Palumbo and Tricarico 7 showed that the peaking in uncalibrated steel tubes can be considerable. If peaking is dominating over the eccentricity in the deviation of the tubes, the tube shapes cannot be fitted well by quadric surfaces, and other modelling methods must be applied.
An obvious candidate for modelling the peaking of welded steel tube cross sections would be the use of ruled surfaces for fitting to measurements to the actual geometries on the shop-floor. With an adequate set of metrological measurements of a cross section at the joint positions of the tubes, it is trivial to approximate the tubes in the joint regions by ruled surfaces. With further cross-sectional measurements along the axes of the tubes, conical elements may be added to the fitting ruled surfaces. The intersection curve of two developed ruled surfaces is well described by Heo et al. 8 By extensive measurements in the neighbourhoods of the joint, this may be extended to take longitudinal variations into account by considering piecewise, developed ruled surfaces.
Once on the path of extensive metrological measurement it is tempting to go all the way and use a modern, metrologically adequate point cloud capturing system for creating a mesh map of the neighbourhoods in question. Reliable algorithms exist for finding the intersection mesh curve, which arises as the intersection of two mesh surfaces.
9
Elsheikh and Elsheikh
10
further developed such algorithms with respect to degenerate cases and optimization. Laser profile scanners, which can be described as 1D-based point cloud capturing systems, with accuracy in the order of
The past decade has seen an immense development in both proper, that is, 2D-based, point cloud capturing systems and software tools for handling and analysing the large amount of data in sampled point clouds. Modern point cloud capturing systems are available and provide point clouds with a resolution of
Particularly interesting for the topic in this article are devices and software which may register the captured point clouds of a tube surface region to a topologically sound, and accurate mesh surface of the tube neighbourhoods relevant for the joint. The fundamental techniques for triangulating 11 and registering 12 point clouds to meshes have been known for some decades. When such internally accurate meshes of regions of the tubes can be related, by other metrological means, to the references of the tube geometries, this opens an opportunity for calculating cutting paths on a discretization of the actual tube geometries at the joint, as opposed to fitting to approximate, parametric models.
Robotized installations exist for densely measuring and cutting to actual tube geometry. Such installations are available from companies Kranendonk Production Systems BV and Ingenieurtechnik und Maschinenbau GmbH. However, it is expected that many sites working with large-scale steel tube constructions already have working CNC cutters, methods for measuring and fit-up, automated or welding installations and transportation systems for large tubes and structures, as well space allocated on the shop-floor with associated routines for all operations. Switching to an integrated installation covering all these aspects of operations is not an easy transition, neither regarding equipment investment nor regarding implementation and internal and external certification procedures.
The presented article focuses on the means of generating a tool path for the CNC cutter for the saddle of the branch stubs, which will be possible to integrate with the equipment in an existing manufacturing system. Two major aspects are not thoroughly treated in this article.
First, the point cloud capturing system and metrology system together must ensure the establishment of a sufficiently accurate mesh with sufficiently correct reference to the tube geometry for both leg and branch tubes. This must be addressed during introduction of the point cloud capturing system. It is already known that some point cloud capturing systems are available with software for triangulation of the point clouds into meshes; for example, the ‘SCENE’ software suite from Faro and the included capturing software for the Creaform ‘HandySCAN 3D’.
Second, the method for establishing correspondence between the captured geometry and the tube references will be depending on the capturing system set-up and its ability to integrate its reference with other metrology systems already on the shop-floor. An isolated mechanism might be to add markers at known locations on the tube in the neighbourhood of the joint, and then ensure that the point cloud of the tube includes these markers. Thus independent analysis of the point cloud will be able to establish the correspondence to the tube reference by only knowing the location of the markers in the reference.
Third, a means of executing the calculated cutting path for the branch stub saddle with reference to the actual tube geometry is the CNC cutting machine. One technique would be to take over the high level control of the CNC machine, feeding a trajectory which traces the cutting path and controlling the tool in synchronicity with the trajectory. It is highly unlikely that this technique will be possible on contemporary CNC cutters on shop-floors. Another technique will be to express the cutting path into a format which the CNC cutter can load, for example, G-code. Even though this is a fairly standard way of executing tasks on CNC machines, it is uncertain whether CNC cutters for tubes generally allow such low level interfacing. The last resort is to replace the CNC cutter with a long-reaching industrial robot equipped with a cutting tool. The robot will certainly be able to execute a free tool path.
The focus on adapted cutting path generation is due to the consequence, that is, excess time and material in welding the joint. The welding process is generally manual, and the welders weld whatever groove they observe. However, for the sake of future automated welding, it will be adequate to utilize the detailed saddle curve also for the generation of the welding tool path. We include this as a by-product of the geometry calculation.
The remainder of this article is dedicated to describing the principles and prototype software system for calculation a cutting path and an associated root weld path for a tube y- or t-connection with any angle or off-axis offset. Section ‘Principle of solution’ describes the concepts and remedies which will solve the problem. Section ‘Prototype implementation and results’ describes a prototypical, but working, implementation, and illustrates and discusses the obtained results. Section ‘Conclusion and discussion’ contains conclusion and discussion.
Principle of solution
We assume that two tubes for leg and stub are given; denoted by
The adapted saddle cutting problem may arise with tubes of any dimensional scale, but the following dimensions give an indication of the pertinent case at hand.
The leg tube is typically several tens of metres long while the branch stub tube protrudes a couple of metres from the leg surface. Leg and branch tubes are specified by their outer diameter or radii,
When welding a stub on a leg, a weld groove must be cut to a varying groove angle around the cut contour of the stub-end. Typically welding is done from the outside, which means that the groove opens from the inner stub surface towards the outer stub surface. Depending on wall thicknesses, tube diameters and pitch of the joint, in some set-ups both inside and outside welding will occur. In these situations, there will typically be a pure outside groove at the toe and a pure inside groove at the heel, with a mixed groove at some changeover segment between toe and heel. We will, for simplicity, assume a pure outside groove. Hence, the interesting intersection curve between the leg and stub is found between the outer surface of the leg and the inner surface of the stub.
The leg tube as a whole has a global reference system, but for each stub joint a particular reference system is introduced, which is called the working reference for the particular stub. The pertinent working reference for the leg tube is denoted by
Under these definitions, the stub tube pose may be described constructively by first aligning the two references, then rotating the stub by its pitch,
From the measurement system we obtain the captured meshes of the relevant regions of the outer leg surface and the inner stub surface. We denote these meshes by
We require that these meshes be well-formed, that is, that they locally describe a surface without degeneracies. We further require
To perform mesh operations the meshes must be formulated with the same reference. Since the cutting process must refer to the stub reference, all mesh computation will be performed with respect to
Mesh intersection generation
We now suppose that we have available some mesh intersection algorithm, such as the first part of the algorithm described by Lo. 9 That is, the meshes are topologically correct, sampled with sufficient coverage of the intersection region, and posed correctly according to a possible structural configuration. Under these circumstances, the intersection will be a topological correct mesh curve tracing a closed path. Figure 2 illustrates two tube meshes with the intersection calculated by an intersection algorithm. The highlighted vertices and edges are the intersection curve, which is returned by the algorithm.
The result of the mesh intersection algorithm is a mesh with no faces, which describes a closed curve and is topologically isomorphic with the boundary of a disc in 3D.
Let
If
For describing the requirements on









A couple of post-processing steps is required to obtain a set of path data adequate for generating smooth tool trajectories for cutting and welding the joint. The post-processing steps comprise the following:
Serialization of
Uniform re-sampling by linear interpolation in the stub azimuth over the intersection path.
Smoothing using a cubic B-spline.
Path generation
Topologically, for the mesh to form a simple, closed intersection curve, it is a necessary condition that all vertices have exactly two connecting edges, as noted in equation (1a). A sufficient condition is that starting from any vertex, initially selecting one arbitrary edge from that vertex, and then following the non-traced edges to new vertices, will end up tracing all vertices and edges exactly once. We further require that if the curve is projected onto the
Provided that this precondition is fulfilled, the first post-processing step is to organize the vertices in topological sequence. A natural parameter for ordering the vertices on the stub tube is the azimuth angle of cylindrical coordinates in Euclidean space,
This may be used for topological ordering of the vertices in
We may establish a mapping from the set of vertices, using the edges, to provide the connected vertices
Algorithm 1 shows the ordering according to azimuth of the vertices.

The path positions in
To ensure a uniform sampling a second post-processing step is performed, consisting of a piecewise linear interpolation, which is run through the points in
Based on the desired resolution of the final cutting and welding trajectories, an azimuth resolution,

Sampling
The last step addresses the need for being able to generate a smooth, finely interpolated path suitable for executing on the CNC tube cutter and on the welding robot. For this, a cubic smoothing spline is run over the interpolated path. Ideally the spline data is stored and transferred for pre-processing before the CNC tube cutter and the welding processes, thus interpolating to the correct coarseness for the pertinent processes.
Let
The process of smoothing will not be further detailed here, since it is considered a part of the tool process preparation rather than task generation. If
Surface normal vectors generation
The smooth path in
Another set of important, geometric underlays for task generation are the leg and stub normal vectors at the path points in
We could utilize an average of the mesh face normal vectors in the neighbourhood of a path point, if those are available in the mesh format given by the measurement system. This would probably require the least computational load. However, the face normal vectors may not be represented or readily accessible in the given mesh format. Hence it is better to base the normal estimation on a cloud of mesh vertices in a neighbourhood of the path point, since the position of vertices presumably are readily accessible for any mesh format.
The selection and extraction of neighbour vertices are easily done by the use of k-d trees over the positions of vertices in
The topic of stable and true normal estimation from point clouds have been studied extensively in recent decades due to the advance in the technology of point cloud capturing systems. A direct, local technique over a neighbourhood of the point of estimate, as well as considerations about the size of neighbourhood to choose, is described by Mitra and Nguyen. 14 We will proceed with the presumptions that the small curvature of the tubes, relatively weak variation in the tube surface details and the relatively low noise of the capturing technology do not impose us with detailed considerations over the size of neighbourhood for stable and true normal estimation. In other words, we expect that we may choose a conservatively large neighbourhood in the tube meshes at a path point for normal estimation.
Consider a neighbourhood around path position p
i
of
For task generation, the most interesting normal vectors are the outwards normal vectors of the leg and stub outside surfaces. It is these we denote by the sequences
Another interesting local feature to evaluate over the interpolation base is the path tangent in a right-hand positive traversing manner, according to the stub z-direction,

The sequence of path tangents is denoted by
The general result of the geometry analysis for a given desired interpolation basis is the sequence of quintuplets

Task path generation
The detailed calculations for the pertinent tool operations of cutting and welding must be done with knowledge about the particular tube material, tube thicknesses, tool processes, machinery and software interfaces that are to be used to perform them. However, simply using the surface normal vector sequences of the leg,
Let

The objective for the cutting tool path calculation is the sequences of cutting tool positions and directions corresponding to the sequence of azimuth
The reason that only the tool direction is interesting is that the cutting tool is assumed to have a free rotation around the direction of the oxy-fuel gas jet direction, just like a GMAW or a FCAW welding torch has a free rotation around the thread axis. Hence a tool pose for both cutting and welding will typically be an element of
With respect to the cross section illustrated in Figure 3, we must calculate the cutting direction,

The cutting direction is now calculated by rotating

The geometry-related interpolation basis used in section ‘Path geneation’ and section ‘Surface normal vectors generation’ should be chosen such that we can identify

The positional part of the cutting tool pose depends on the tool process and geometry. It would relate strongly to the intersection path positions in

Thus the cutting tool process can be executed over the sequence of triplets

An almost identical treatment as the one leading up to equation (10) will lead to a welding tool path. A different standoff distance must be given for welding,
The root weld process may then be executed over the sequence of triplets

Note that the underlying interpolation in equation (2) uses equidistant sampling in the azimuth. Due to the curved nature of the joint and especially at narrow tube y-joint angles, that is, for a low value of
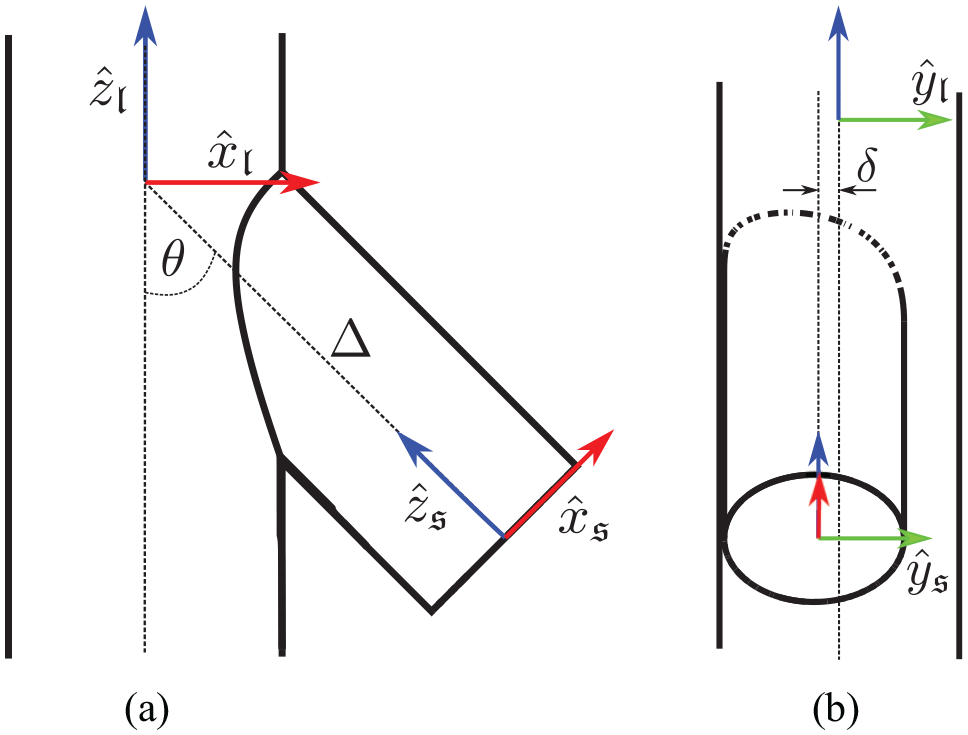
Illustration of the relative pose of the tubes in two different cross sections. (a) illustrates the pitch angle
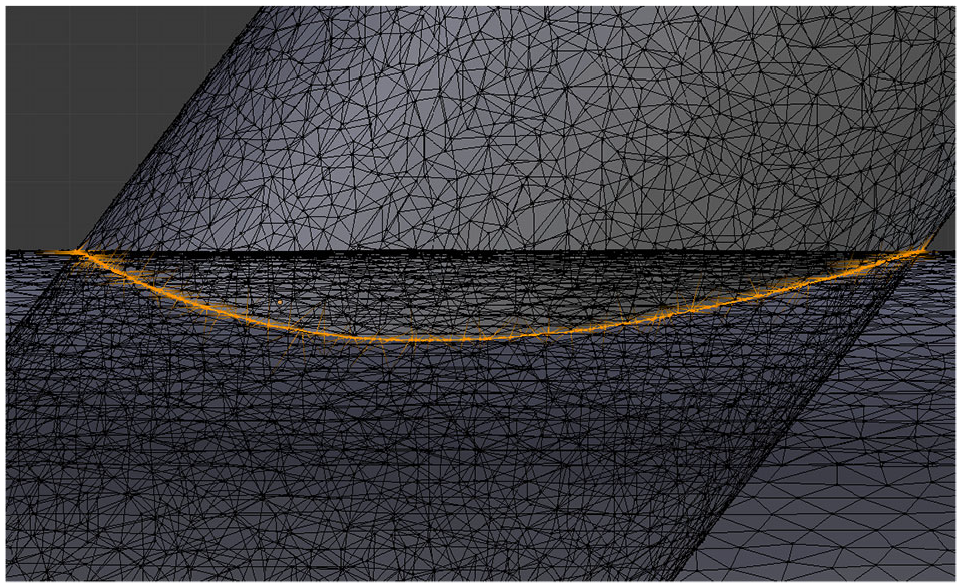
Illustration of the result of an intersection algorithm working on two tubular mesh components.

Illustration of a cross section at point p in the
Prototype implementation and results
This section goes through elements of practical concern for the use and experimentation with the prototype software based on the mathematical formulations in section ‘Principle of solution’, and for processing real data with the prototype software. These elements regard generating synthetic models for experimentation; techniques to be applied if the real data are not externally corresponded to model references; and indication of the validity of the prototype software by illustrations over real, scanned meshes as well as stress testing with synthetic meshes.
The prototype software system is based on the 3D modelling platform Blender and the Python programming platform. Both are free software and have a couple of decades of development behind them so we consider them highly available and highly matured.
Generating synthetic mesh models
This section addresses the important topic of generating experiment data for the solution sketched in the previous section. The problem is the generation of realistic meshes to represent the tube surface models, as if they originated from a point cloud acquisition system. The main purpose of working with synthetic meshes is the ability to stress test by controlling the quality of the meshes, and the general speedup of experimenting with generated data without involving a laboratory set-up in the development loop.
The most realistic method would be to use a VR capturing process, which would even capture the artefacts incorporated by the manual operation. This is detailed by Danhof et al. 15 This is a comprehensive system to set-up, and it is not expected that the level of detail and trueness to reality is necessary. Besides, the system, such as it is presented, produces point clouds, but we expect the capturing system to produce mesh surfaces.
An easier option is to use Blender for modelling a cylinder mesh of the appropriate dimensions, deforming it according to the expected large scale deviations expected from the tubes. The Remesh tool in Blender is then used for uniform sub-sampling of the mesh to a specified resolution. This process is based on building an Octree to a specified depth.
16
Adding noise to the resulting vertices with the Randomize tool should generate sufficiently realistic data for our purpose. The resolution and level of noise should naturally be set at levels expected from the capturing system. To obtain a desired resolution for a given object, we must first calculate the corresponding Octree depth. If the longest length of the object is denoted by
Figure 4 illustrates an example of processing a virgin cylindrical surface segment into a mesh which resembles the structure we will expect from a capturing system. Figure 4(a) illustrates a virgin cylinder segment with a diameter of 2 units, a length of 2 units and a resolution of 128 perimeter nodes. Figure 4(b) illustrates an Octree sub-sampling of the virgin cylinder segment with a depth of 5. The resulting resolution will thus be

Illustration of processing a mesh to one which resembles the outcome of a real capturing system. Resolution and noise are exaggerated. (a) Virgin. (b) Remeshed. (c) Randomized.
For experiments a perfect cylinder segment is obviously not very interesting. Deformations should be introduced in the virgin model in Figure 4(a) prior to remeshing and randomizing. These deformations should be representative of the tubes found in the industrial applications; notably ovality and peaking, but also longitudinal variations if relevant.
Scanned tubes and captured meshes
At a demonstration of the Creaform HandySCAN 3D at Kværner Verdal AS, tubes for a real stub welding case were scanned. The tubes that were available are from a real construction application. However, they are not the same size as the target constructions for which the prototype software was developed. For testing the application, this is of minor importance.
The scanned stub and leg tubes were of a nominal outer radius of
Scanning with the Creaform HandySCAN 3D requires covering the target surface with small reflecting markers. The reflecting markers can be seen on the outside surface of the tubes in Figures 5(a) and (b). The markers are placed irregularly with an inter-spacing of approximately

Scanning meshes with the Creaform ‘HandySCAN 3D’ scanner. [Courtesy Tony Melkild, MLT Maskin og Laserteknikk AS]. (a) Scanning of leg tube. (b) Scanning of stub tube. (c) Captured mesh (stub).
A close-up of the captured mesh from the scanning of the stub tube is shown in Figure 5(c). It exhibits very little surface noise, and the mesh is highly regular over large domains, and having no topological deficiencies.
The same process is used for producing the captured leg mesh. The scanned leg tube is seen in Figure 5(a), where the welding seam of the tube is also clearly visible. The region of the leg tube chosen for scanning, and subsequently placement of the stub, was deliberately chosen to include the welding seam.
The meshes produced by the metrology software can be specified down to sub-millimetre resolution. This is much better resolution than necessary for the application of cutting and welding the tube joint. The mesh we obtained for the leg tube was chosen at a resolution of
Correspondence between models and captured meshes
As mentioned in the introduction of section ‘Principle of solution’, at some point the correspondence between the design model of the tube joint and the captured meshes of the tube surfaces must be made. Unless the capturing system is integrated with other metrological systems at the shop-floor, this correspondence has to be made by analysis of the meshes and be based on observable markers of known location in the actual geometries. A simple procedure for establishing the correspondence based on such markers is explained in this section.
Analysing the mesh for a cylinder surface with a RANSAC method will give us the best matching axis line, and hence the line on which the origo of the tube reference lies,
At least three physical markers should be identifiable and set up in a non-symmetrical configuration. The positions that the markers indicate should be known in tube reference, that is, in
Results with scanned and synthetic meshes
This section illustrates results obtained with scanned and synthetic meshes. Generation of synthetic meshes was discussed in section ‘Generating synthetic mesh models’. Mesh capturing with the Creaform HandySCAN 3D was discussed in section ‘Scanned tubes and captured meshes’.
Meshes for the scanned tubes, as presented in section ‘Scanned tubes and captured meshes’, were generated without any particular reference. To be able to process these meshes with the prototype software, for generating the resulting cutting path, the meshes need to be represented with an adequate reference.
While section ‘Correspondence between models and captured meshes’ speculates about how such correct correspondence between captured meshes and tube models may be systematically established, we have not implemented such a system yet. For generating results, manual fitting in Blender was used, whereby positioning and orienting tube references for the pertinent meshes obtained good enough accuracy for processing the joint intersection. Experimentation and initial validation of the prototype software is highly tolerant to the accuracy of the tube references, so the requirements to this manual placement of references were not too hard.
Figure 6 illustrates the result for captured meshes from the scanned tubes. Figure 6(a) illustrates the two meshes of the tubes posed in the specified relative pose. Note that the weld seam on the leg tube is visible, and that the stub tube is posed such that it strides the weld seam.

Illustration of the result based on the captured meshes. (a) Leg and stub meshes in relative pose. (b) Cutting and welding path. (c) Model of the final stub.
Figure 6(b) shows the resulting path from the prototype implementation. Shown in the illustration are points for the intersection path, and each path point is annotated with the following interesting directions: path tangent, root weld approach direction, cutting approach direction, leg outward normal vector and stub-outward normal vector; see Figure 3 for details on these directions. A sort of validation is obtained when the annotated intersection path shown in Figure 6(b) is visually inspected in space, overlaid on the posed tubes shown in Figure 6(a). Errors in path positions or directions are very easily observed. This, however, is very hard to capture in static illustrations, since 3D orbiting and panning is required for such inspection to be complete.
Effects of the weld seam feature of the leg tube are visible in the illustration in Figure 6(b). These effects are hard to see from the intersection path points, but they are amplified and clearly observable in the direction vectors.
The finished stub-end which would result from the cutting process, based on the calculated cutting tool curve and known tube wall thickness, is shown in Figure 6(c). When this stub-end is overlaid on the leg tube surface from Figure 6(a) and a good match in both contact and groove opening is observed, it serves as a further visual validation that the calculation of the cutting path has been successful.
A series of tests have been conducted on synthetic mesh data. For all well-formed mesh pairs with a single closed intersection curve, the prototype implementation has proven successful.
Figure 7, following the same structure of illustrations as Figure 6, illustrates one case of meshes and the results of processing. Figure 7(a) illustrates the two meshes of the tubes posed in the specified relative pose. The example meshes shown are generated with a geometric resolution in the order of
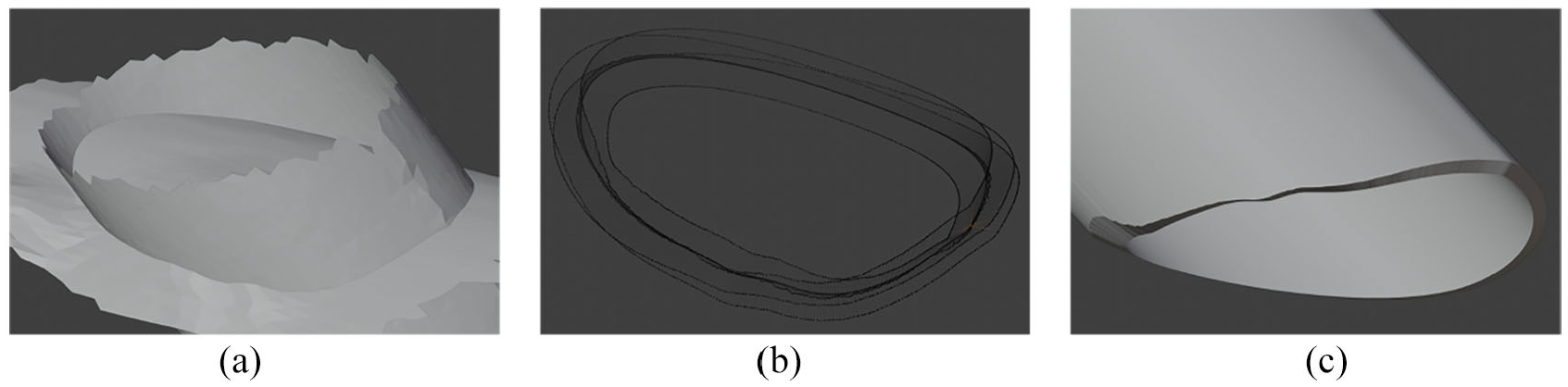
Illustration of a result based on heavily deformed, synthetic meshes. (a) Leg and stub meshes in relative pose. (b) Cutting and welding path. (c) Model of the final stub.
Conclusion and discussion
Many executions of the software have been performed on synthetic meshes generated with a broad variety of deformations, noise levels and geometric resolutions. As long as these deformations and noise levels stay within limits that leave the topology of the meshes well-formed and their relative pose maintains a single, closed intersection curve, the software have always produced correct results. By well-formed, we mean that the resulting meshes are not self-intersecting and that the resulting intersection curve can be parameterized by azimuth angle around the stub axis line; that is, the mesh intersection curve has exactly one solution for any azimuth angle.
In addition to the successful validation with synthetic meshes, one set of captured meshes from scanned tubes from a real application have been processed successfully.
Validation of the presented software up to this point has been based entirely on visual inspection of the processing results in 3D. The validity of the mesh intersection algorithm itself is taken for granted, as it is a third party tool. However, if the mesh intersection algorithm was invalid, it would have revealed itself in the visual inspection of the results. A final validation of the calculations of the presented software will be performed by measuring a cut stub tube and its root alignment on the leg patch it was cut to match.
So far no efforts have been invested in analysing pathological cases. We take the stance that it is the responsibility of the measurement system, or some intermediary mesh processing software system, to provide well-formed meshes that cover the specified intersection. Under this stance the presented system may be considered complete. Support for the realism in such a stance was obtained from the processing of the captured meshes.
Though the presented method and software may be considered complete for simple, outside weld joints, there are some known improvements and extensions that are desirable.
For convenience, the azimuth angle around the stub tube axis line was chosen as the parameter for the intersection curve. This in itself is natural and not an immediate problem. However, the sampling we use in the current version of the software is homogeneous in the azimuth. If the stub tube radius is close to the leg tube radius or if the stub offset is large, there will be sections of the intersection curve, where the path tangent deviates strongly from the maximum curvature tangent of the stub tube. The result is that the geometric resolution of the interpolated final path is strongly heterogeneous. This may not be a problem for the geometric accuracy or for the cutting machine, but if it is, a calculated, heterogeneous parameterization in the azimuth may be used for establishing geometric homogeneity of the interpolated intersection path. This improvement should address the calculation of
The initial specification for the prototype software was to correctly address outside welding joints; that is, joints that are only welded from the outside of the stub and leg tubes. These types of weld joints are the predominant ones in volume. However, a non-negligible amount of joints require mixed-side weld joints. These are joints with low pitch angle, see
In addition to these known improvements, it must be considered that the presented method is only implemented in a prototype software system. Interfaces with operators and other shop-floor IT systems, as well as deployment, must be taken into account further down the road.
Footnotes
Acknowledgements
Work was done in collaboration with the large offshore construction manufacturer Kværner AS, Verdal, Norway, who kindly provided insight into their processes and knowledge.
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This study was funded by the Norwegian Research Council. The project name is ‘Automated production of large steel structures’ with the project number 282106.