
Abstract
Ti(C,N)-TiB2-Co cermets were in situ synthesized, via reactive hot pressing from the Co-Ti-C-BN system, with a Co content ranging from 6 to 22 wt%. The microstructure, relative density, hardness, and fracture toughness of the sintered compacts was investigated by light microscopy, scanning electron microscopy, ceramic densitometry, and Vickers hardness test. The investigations indicate that during hot pressing (compacting pressure = 30 MPa), when the Co content is 14–22 wt%, the metal binder is extruded. Co and Ti are included in the extrudate, breaking the original ratio and deteriorating the properties of the sintered products. As the Co content increases from 6 wt% to 12 wt%, the porosity increases, and the relative density increases from 97.2% to 99.5%. The fracture toughness increases from 6.1 to 6.8 MPa m1/2. The Vickers hardness first increases from 1897 HV10 to the maximum 1960 HV10 and then decreases slightly to 1945 HV10.
Introduction
Ti(C,N)-based cermets are widely used for finishing and semi-finishing cutting tools because of their excellent red hardness, low friction coefficient, and outstanding anti-adhesion properties.1,2 Many technologies such as hot pressing/sintering, 3 vacuum sintering, 4 hot isostatic pressing/sintering, 5 and reactive hot pressing (RHP) have been developed to fabricate Ti(C,N)-based cermets. The Ti(C,N)-based cermet material has two phases: (1) ceramic phase, such as Ti(C,N) with high hardness, (2) metal binder phase such as Co, Ni, which is used to bond with the ceramic phase to produce Ti(C,N)-based composites having high relative density, toughness, and shock resistance. 6 However, the inherent low hardness of Ti(C,N)-based cermets (∼ 90 HRA) limits applications for high-speed and hard cutting. Therefore, the second-phase particles (such as TiB2, Al2O3, and Si3N4) were added to improve the hardness of Ti(C,N)-based cermets.5,7,8 Studies by Yang et al. 9 and Xu et al. 6 show that the mechanical performance of Ti(C,N)-TiB2 cermets are better than that of monolithic TiB2 or Ti(C,N). In general, Ti(C,N)-TiB2 cermets are prepared using a two-step method, that is, TiB2 and Ti are prepared first, and then mixed-sintering is used with specific proportions.4,10–14 Unfortunately, mixing of the Ti(C,N) and TiB2 particles can introduce oxygen and other impurities.
RHP/sintering reduce the sintering temperature, decrease operating costs, and result in cleaner grain boundaries and finer grains.15,16 However, there are a few studies on the preparation of Ti(C,N)-based cermets using the RHP method. In our previous studies,17–21 Ti(C,N)-TiB2-Co cermets were produced in situ from the Ti-C-BN-Co system via RHP. This method produces high-density cermet. The sintered compound has a highest relative density of 99.8%, and the hardness reaches 1901 HV with a fracture toughness of 6.71 MPa m1/2.
The binder-phase content during the sintering process of Ti(C,N)-TiB2 cermet is usually 15–40 wt% to produce dense cermet for cutting tools. However, a higher content of binder phases reduces the hardness of cermets and limits the Ti(C,N)-TiB2 cermet applications for high-speed cutting, because the low melting point of the binder phase. When the content of the binder phase is low, the fabricated Ti(C,N)-TiB2 cermet has many pores, and thus has low relative density. Therefore, the challenge is to fabricate high-density Ti(C,N)-TiB2 cermets with a low-content binder phase. However, the effect of the Co content on the microstructure and mechanical properties of Ti(C,N)-TiB2-Co cermets from the Co-Ti-C-BN system using RHP has not yet been studied. It is believed that cermets have many pores at very low Co content, posing a disadvantage for the formation of dense cermets. Therefore, the formation process of dense Ti(C,N)-TiB2-Co cermets should be investigated for very low Co contents. In this study, Ti(C,N)-TiB2-Co cermets were in situ synthesized via RHP from the Co-Ti-C-BN system with a Co content from 6 to 22 wt%. The effect of the Co content on the microstructure and properties was investigated. In addition, the influencing mechanism of Co content is also proposed.
Materials and methods
Ti-C-BN-Co was used as the experimental reaction system, and Co, Ti, C, and BN powders were used in this study. Associated purities and particle sizes are listed in Table 1. The raw materials include chain-shaped Co powders, irregular Ti powders, flake graphite powders, and oatmeal BN powders (Shuitian Technology Co., Ltd. Shanghai, China), as shown in Figure 1.
Purity and particle size of the powders.

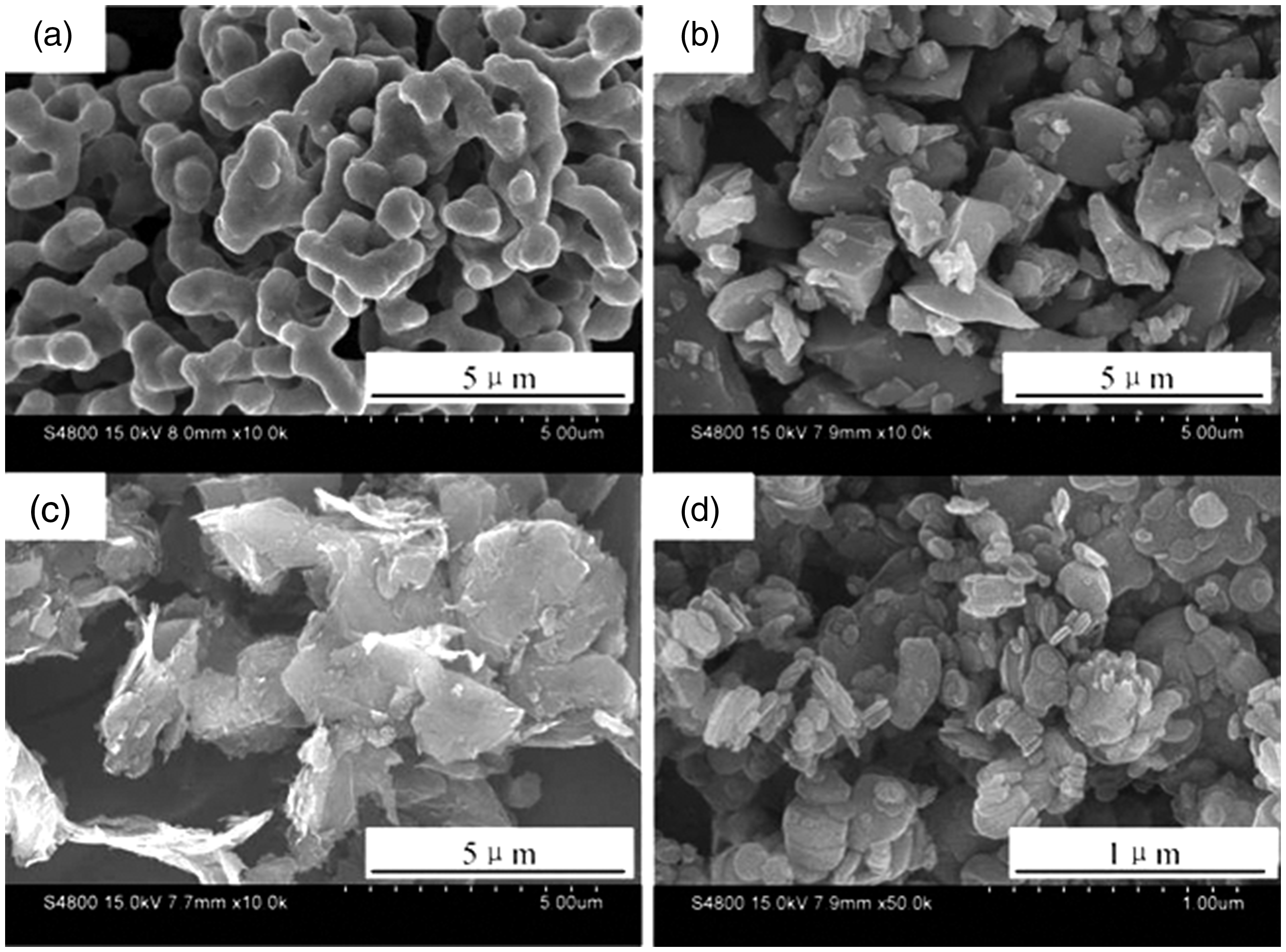
SEM micrograph of raw material powder: (a) Co powder, (b) Ti powder, (c) C powder, and (d) BN powder.
The sintering reaction of Co-Ti-C-BN system is expressed by equation (1)

Composition and sintering process parameters of the cermets.

With respect to the proportion of raw materials, the molar ratio of Ti/C/BN was 2.5:0.6:1.0. Furthermore, the molar ratio of Ti(C,N)/TiB2 was 4:1.
Co, Ti, C, and BN powders, according to their specific ratios, were placed into the drum ball mill (agate jar) and dry mixed for 8 h, at a ball milling speed of 100 r/min. The grinding medium was an 8-mm diameter zirconia ball, and the mass ratio of ball to powders was 8:1. The powders were mixed uniformly and placed in a cylindrical graphite mold with a diameter of 25 mm and a height of 100 mm. In order to facilitate demolding, a small amount of BN powder was applied as a lubricant on the inner wall and indenter of the graphite mold, and a layer of graphite paper is placed between the graphite mold and the powder. The powders were preloaded in a press for 10 min at 20 MPa by H-50T double column hydraulic press. Then, the pre-pressed powders (compacts) were hot pressed in vacuum at a specified compacting pressure and sintering temperature. The heating rate was divided into three sections: (1) for temperatures less than 800 °C, the heating rate was 10 °C/min, (2) for 800 °C–1400 °C, the heating rate was 10 °C/1.5 min, (3) for temperatures greater than 1400 °C, the heating rate was 5 °C/min. During the hot pressing, at 900 °C, the pressure increased with increasing temperature, the pressure gradually increased to the maximum set value. After the insulation, the pressure gradually decreased at temperatures below 900 °C, and the pressure dropped to 0 MPa. The sintering curve is shown in Figure 2. The sintered sample was cut into 4 × 10 × 20 mm3 pieces using an EDM wire cutting machine (DK771B-1F). The pieces were then ground and polished into metallographic sample.

Schedule of reactive hot pressing.
The surface morphology of the sample was investigated using a metallographic microscope (ZEISS Scope.A1) and scanning electron microscopy (SEM, Hitachi S-4800). The density of the samples was measured using a DX-300C ceramic densitometer. The hardness was measured using an HVST-10 hardness tester (Laizhou Huayin Instrument Co., Ltd), and the obtained result was an average of five measurements. The fracture toughness was measured by the indentation method and calculated using the Niihara formula (2)
18

Results and discussion
Table 3 shows the mass of the extruding solid metal materials under different processing conditions. When the Co content was 14 wt%, the compacting pressure increased from 30 to 40 MPa, and the mass of the extruded solid metal increased from 0.1022 to 0.1248 g, indicating that the mass of the extruded solid metal increased with compacting pressure. When the Co content increased from 14 to 18 wt%, the mass of the solid extruded metal material increased from 0.1022 to 0.6265 g, indicating that the mass of the solid extruded metal material increased with Co content. When the sintering temperature increased from 1200 °C to 1400 °C, the compacting pressure and composition for different samples were kept constant at 30 MPa and 18 wt%, respectively. The mass of the solid extruded metal increased from 0.5377 to 0.6265 g, indicating that the mass of the extruded solid metal increased with sintering temperature. When the Co content further increased to 22 wt%, the mass of the extruded solid metal increased to 0.9358 g. Based on the experimental result, when the Co content exceeded 12 wt%, the extrusion amount of Co increases with the Co content, the sintering temperature, and the compacting pressure. The Co extrusion phenomenon was already observed by Lange 22 and Jaroszewicz and Michalski, 23 indicating that the extrusion of Co was induced by the large pressure. A previous study 18 reported that when the Co content was 8% and the compacting pressure was 44 MPa, the cobalt content near the edge was clearly greater than in the center. The distribution of cobalt content is shown as blue Co2O3 in Figure 3. 18
The amount of extrudates at different Co contents and sintering conditions.

The total mass of the raw materials was 20 g.
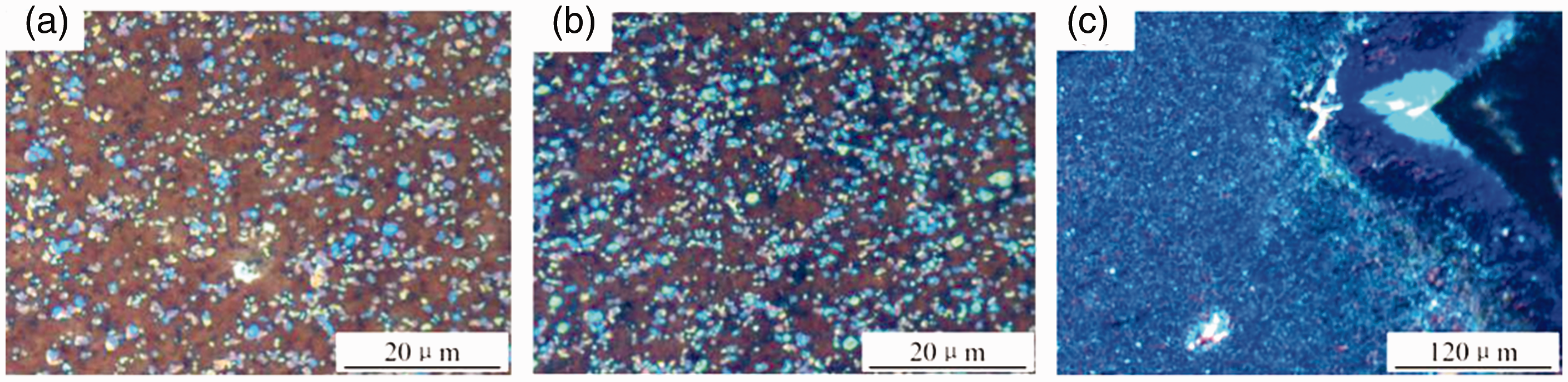
Oxidized LM micrographs of samples: (a) the central area, (b) near-edge area, and (c) the edge.
When the Co content was 14 wt%, some solid metal particles were observed on the surface of the graphite mold. Figure 4 shows the corresponding typical SEM micrograph and energy-dispersive X-ray (EDX) spectrum of these solid metal materials. The EDX spectrum shows the presence of Co and Ti. The corresponding element-distribution map shows that Co is present in all the areas, whereas Ti aggregates locally (white dotted area) and C is randomly distributed, indicating this solid metal as a Co-Ti alloy. The extrusion phase can destroy the components of the reaction products, degrade their properties, and make the reaction process uncontrollable.

(a) Photograph, (b) surface morphology, (c) EDX pattern corresponding to the rectangular area, and (d–f) distribution of elements of extrudate sample.
The X-ray diffraction (XRD) results show that the cermet samples with Co-binder-phase mass percentages from 6 wt% to 14 wt% produced only the desired phases of Co, TiB2, and Ti(C,N) (Figure 5). This indicates that it is feasible to synthesize Ti(C,N)-TiB2-Co cermets by the RHP method from the Co-Ti-C-BN system. The products, which were obtained by different sintering processes, are the same as those described in earlier studies: Ti(C,N), TiB2, and Co.17–21 The mechanism of the hot-pressing reaction for Co-Ti-C-BN system is discussed in detail in the literature. 21 It is worth mentioning that, although Co and Ti flowed out during sintering with 14 wt% Co content, no heterophase was found in the XRD patterns of the reaction product. Co x Ti alloy is an intermediate transition phase, which facilitates the reduction of the sintering temperature and mass transfer process in the liquid phase. It does not exist in the reaction products in the later stage, and the lost Ti only affects the atomic ratio of Ti(C,N) compounds. However, the extrusion of metal results in the uncontrollability of the product.

XRD patterns of the samples sintered by RHP at different Co contents: (a) 6 wt%, (b) 8 wt%, (c) 10 wt%, (d) 12 wt%, and (e) 14 wt%.
Figure 6 shows the light microscopy (LM) micrographs and SEM micrographs of the cermet samples with Co-binder-phase mass percentages from 6 to 14 wt%. Black dots or holes shown in the figure represent the pore structure. When the Co content increased from 6 to 12 wt%, the number and density of the pores decreased from a very dense, random distribution, until the pores disappeared completely. When the Co content continued to increase to 14 wt%, randomly distributed pores appeared. Figure 6(f) illustrates the representative SEM micrographs of the cermets for a Co content of 8 wt%. It is clear that Co (the white phase) and TiB2 (particles with rectangle shapes) were uniformly distributed within the continuous Ti(C,N) matrix (the gray region) in Figure 6. 17 The study of the LM micrographs indicates that the porosity of the cermet sample decreases, and the density increases with increasing Co content. During the sintering process, in the liquid phase sintering stage, the low melting point liquid phase of Co-Ti plays an important role in the mass transfer. 21 The atoms of C, N, and B dissolved and precipitated well. The increase in the Co content aids the mass transfer process of sintering. In addition, Co was filled into the pores of the ceramic particles to increase densification.
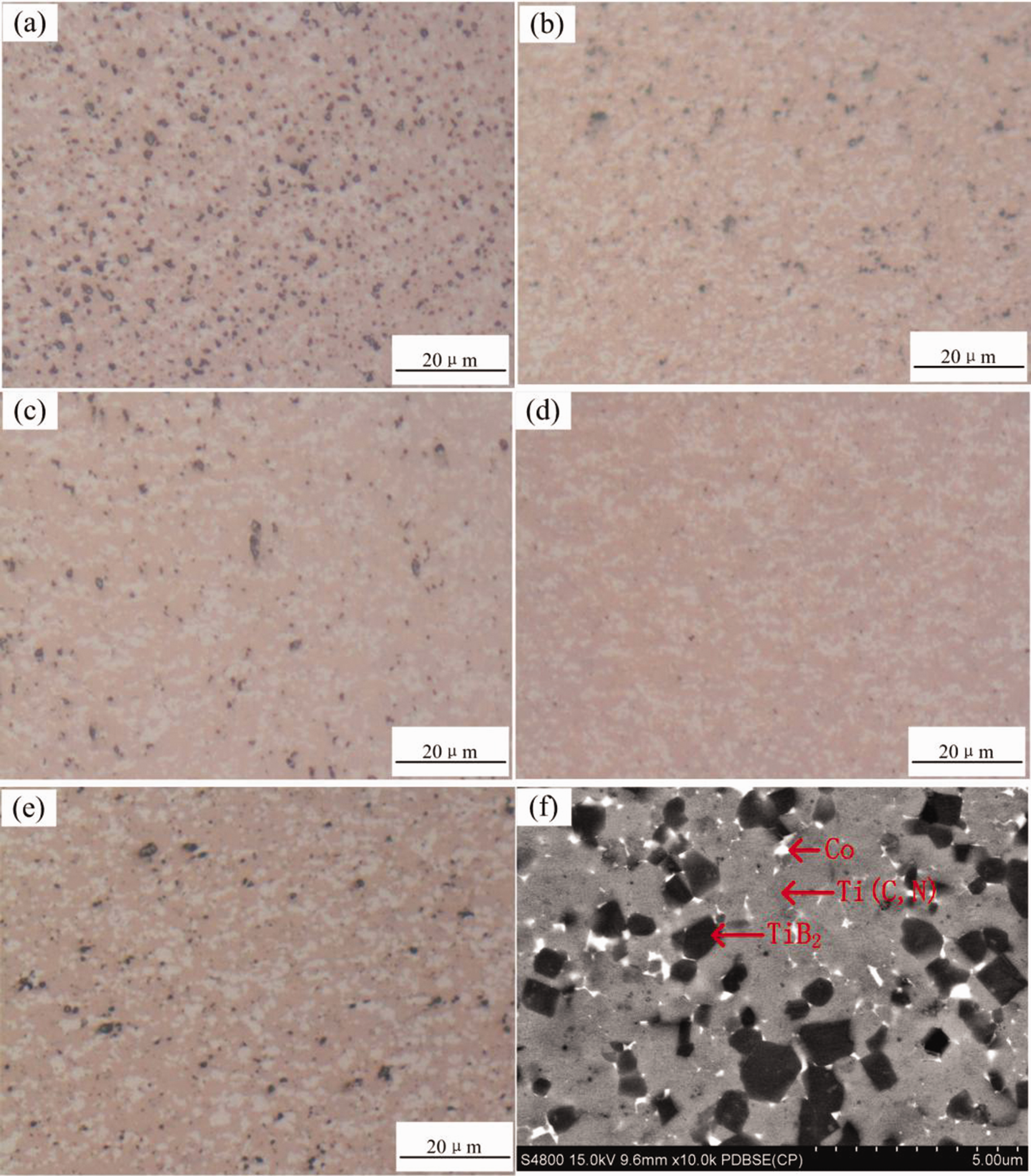
(a–e) LM micrographs and (f) SEM micrograph of cermets with different Co contents: (a) 6 wt%, (b) 8 wt%, (c) 10 wt%, (d) 12 wt%, (e) 14 wt%, and (f) SEM of 8 wt%.
Figure 7(a)–(e) shows the fracture morphology of Ti(C,N)-based cermets with different Co contents in the range 6–14 wt%. The grains tightly adhered in the fracture area and were small, uniformly distributed, in the range 0.80–0.90 µm. Figure 7(f) shows the statistical distribution of the particles (12-wt% Co samples), indicating that the particle size distribution was concentrated in the range 0.6–0.8 µm, with the average particle size of 0.862 µm. Image J software was used to randomly measure the particle size diameter of 60 particles in the fracture SEM photograph, and the particle size distribution and average value were calculated. Figure 7(h) shows the EDX spectrum of the red region in Figure 7(g). The EDX spectrum shows the presence of Ti, C, N, Co, indicating that Co was distributed at the Ti(C,N) grain boundaries. The high magnification SEM micrograph (Figure 7(g)) shows a surface wave structure on the edge of the hole, induced by the pulled out particles, representing the traces of the plastic deformation of the pulled out binder-phase particles. This helps improve the fracture toughness.

SEM, EDX pattern, and particle size of the fracture surface of cermets, sintered with different Co contents: (a) 6 wt%; (b) 8µwt%; (c) 10 wt%; (d) 12 wt%; (e) 14 wt%; (f) particle size distribution (12 wt% Co); (g) fracture surface at high magnification (12 wt% Co); and (h) EDX pattern of Figure 6(g).
The investigation of metallographic micrographs, SEM, and EDX indicates that the porosity of the cermet sample decreases, and the density increases with Co content. When the Co content exceeded 12 wt%, Co-Ti alloy solid metal was observed on the surface of the graphite mold, and the extrusion amount of Co increased with the Co content, the sintering temperature, and the compacting pressure. The sintering densification mechanism of the Ti(C,N)-based cermets using the two-step method was investigated extensively.24,25 In general, liquid phase sintering can be divided into four stages: solid state, rearrangement, solution–precipitation, and final densification.26–28 In our previous studies,17,21 the densification process of Co-TiB2-Ti(C,N) cermets was also divided into four stages. The first stage was solid-state sintering and the formation of a skeleton under the adhesion effect of Ti particles and Co particles via the Co-Ti solid–solid reaction. The second stage was the liquid formation stage of the Co-Ti liquid phase. The third stage was the rearrangement process. After the formation of Co-Ti liquid phase, the liquid phase rapidly spread to the surface of the solid phase particles and evenly filled into the pores. The newly produced liquid phase permeated into the solid particles, dissolved the binder, caused the particles to rearrange, and formed a dense green body. The volume shrinkage ratio, at this stage, depends on the amount of liquid phase. This stage is the main stage to complete the shrinkage of the body. The content of Co-Ti liquid phase and Co-Ti-C-B-N liquid was affected by the content of Co. When the Co content was low, the liquid phase content was low, the number of particles involved in the rearrangement by the liquid phase and capillary action was small. This decreased the body shrinkage ratio. It is believed that decreasing the body shrinkage ratio by low Co content decreases the porosity and increases the density with increasing Co content. Hence, the Co content increased from 6 to 12 wt%, and the number and density of pores decreased from a very dense, random distribution, to the disappearance of the pores, in this experiment. However, there are some Co-Ti extrusion particles for a Co content exceeding 12 wt%, which caused the instability of the material composition and a deviation between the reaction product and process design. Therefore, the Co content was less than 14 wt% in the experiment to avoid the extrusion of Co. The last process was the solution–precipitation process.
According to the above analysis, fine-grained Ti(C,N)-TiB2-Co cermets were prepared in situ by RHP from the Co-Ti-C-BN system. Figure 8 shows a schematic diagram of the effect of Co content on sintering. The Co, Ti, C, and BN powders were mixed (Figure 8(a)). If the Co content is too low, the Co cannot be filled into the particle gap, and there are pores in the sintered body (Figure 8(b)). If the Co content is too high, the pressure is too high as well, or the sintering temperature is too high, and the Co is squeezed to the edge area, the Co content in the center decreases, and there are pores in the sintered body (Figure 8(d)). When both Co content and pressure are appropriate, Co filled into the gap of the ceramic particles, resulting in good compactness and a uniform microstructure (Figure 8(c)). Therefore, the microstructure and properties were best at moderate Co content and pressure.
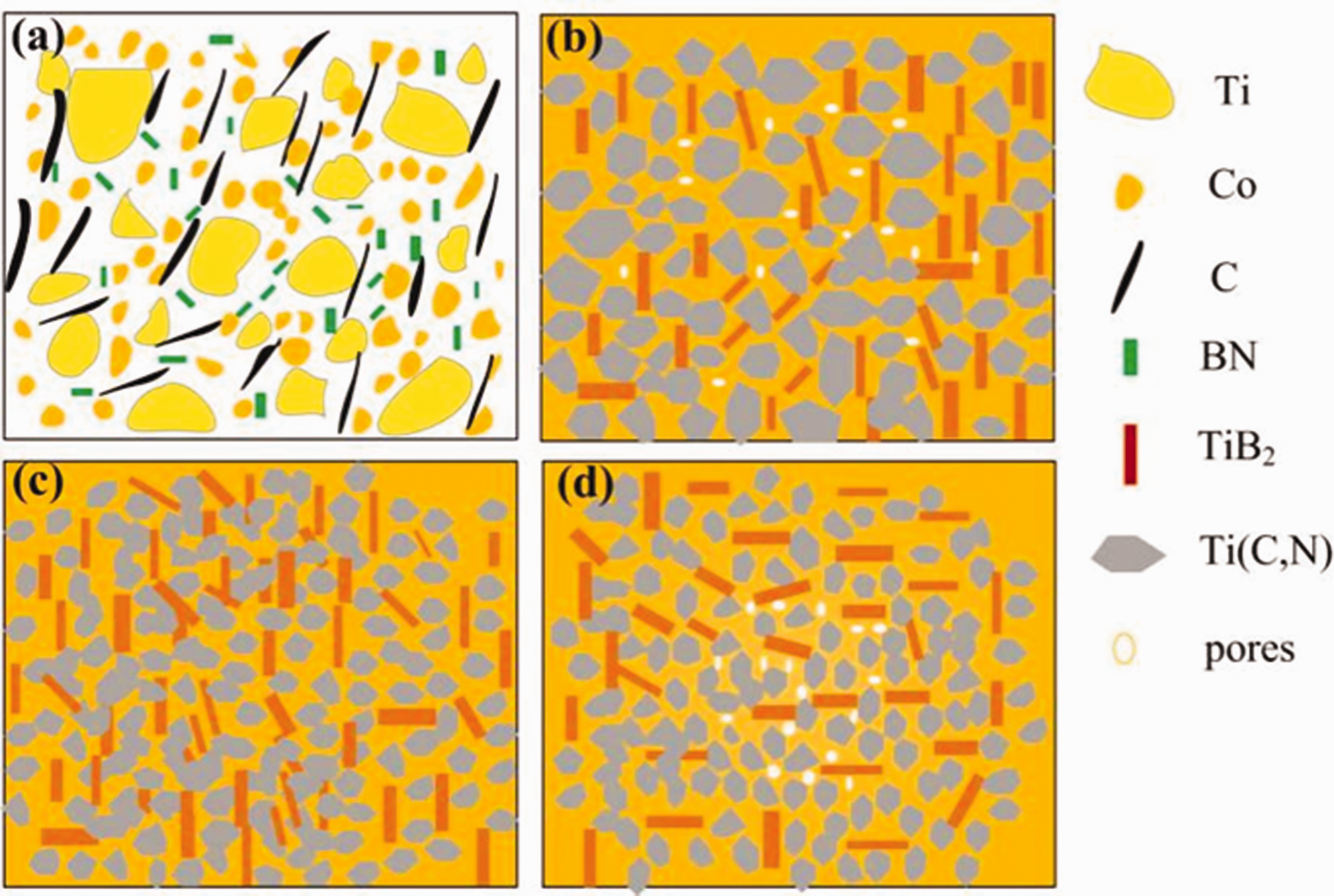
Microstructure of the sintered samples with different Co contents by RHP: (a) mixed raw powders, (b) low Co content, (c) moderate Co content, and (d) high Co content.
Figure 9 shows the relative density, hardness, and fracture toughness of the cermets with a Co content in the range 6–12 wt%. The relative density increased from 97.2% to 99.5% (Figure 9(a)), and the fracture toughness increased from 6.1 to 6.8 MPaµm1/2 with a Co content increasing from 6 to 12 wt% (Figure 9(b)). The Vickers hardness increased from 1897 HV10 to the maximum 1960 HV10 for a Co content from 6 to 10 wt%. It then decreased slightly to 1945 HV10 at a Co content of 12 wt% (Figure 9(b)). With increasing Co content, the hard phase decreases and the hardness decreases. However, the lower Co content cannot sufficiently fill the gaps between the hard particles and the density decreases. Generally, high pressure can increase the density. However, if the pressure is too large, it is easy to cause the die to break and Co to extrude. The comprehensive pressure and group distribution ratio indicate that the maximum density and hardness were obtained at a Co content of 12 wt%. The increasing fracture toughness and the hardness were induced by increasing binder-phase content and the relative density. However, the higher Co content could decrease the hardness. Therefore, the Co content was kept at 12 wt%, which slightly decreased the hardness. The binder phase mainly adhered on the grain boundary, and there were more binder phases on the grain boundary with increasing Co content. Therefore, the tear of the binder phase consumes more fracture work during the crack propagation, thus increasing the fracture toughness. However, it is difficult to further improve the fracture toughness by increasing the number of bonding phases because, in the presence of more bonding phases, the bonding phase extruded.

(a) Relative density of Ti(C,N)-TiB2-Co cermets and (b) hardness and fracture toughness of Ti(C,N)-TiB2-Co cermets.
Figure 10 shows the flexural strength of a cermet sample with different Co contents. The bending strength increased from 525 to 1023 MPa with increasing Co content from 6 to 12 wt%. When the Co content was low, the liquid content was low during the Co-Ti liquid phase formation stage, the number of pores filled with liquid phase was small, and the bending strength was unfavorable. This is consistent with the experimental result reported by Zhou et al. 29 They stated that bending strength decreased because of many pores. With increasing content of Co-binder-phase, the content of the Co-Ti liquid phase increases correspondingly, and more pores filled with the liquid. As a result, the pore density decreases, thus increasing the relative density and bending strength of the sample.

Flexural strength of Ti(C,N)-TiB2-Co cermets sintered at different Co contents.
Conclusion
Ti(C,N)-TiB2-Co cermets with varying Co content from the Co-Ti-C-BN system were synthesized in situ via RHP. The conclusions of this study are summarized as follows.
The results of this study indicate that the porosity of the cermets decreased and the relative density increased for a Co content increasing from 6 to 12 wt%. When the Co content increased to 14 wt%, Co-Ti alloy extrusion particles appeared on the surface of the graphite mold. The extrusion quantity of Co increased with the Co content, the sintering temperature, and the compacting pressure. The relative density increased from 97.2% to 99.5%, and the fracture toughness increased from 6.1 to 6.8 MPa m1/2 with the Co content increasing from 6 to 12 wt%.
The Vickers hardness increased from 1897 HV10 to a maximum of 1960 HV10, with Co content increasing from 6 to 10 wt%. It then decreased slightly to 1945 HV10 for a Co content of 12 wt%. Furthermore, the bending strength increased from 525 to 1023 MPa, with the Co content increasing from 6 to 12 wt%.
When the Co content was high, the liquid phase fraction was higher and the number of particles involved in the rearrangement by the liquid phase and the capillary action was higher. This decreased the porosity and increased the relative density. The increase in the Co content from 6 to 12 wt% increased the relative density and fracture toughness. The hardness increased first and then decreased with increasing Co content. The binder phase Co mainly adhered to the grain boundaries, while tearing of the binder phase consumes more fracture work during the crack propagation, with increasing Co content and fracture toughness. In addition, the decrease in pore density and increase in relative density can increase the bending strength.
Footnotes
Handling Editor: James Baldwin
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was sponsored by the Open Foundation of Jiangsu Key Laboratory of Precision and Micro-Manufacturing Technology, National Natural Science Foundation of China (51705228); Colleges and Universities Natural Science Foundation of Jiangsu Province (Grant No. 16KJB460029); and Top-notch Academic Programs Project of Jiangsu Higher Education Institutions (Grant No. PPZY2015A087).